Классификация покрытых электродов для ручной дуговой сварки
Обновлено: 20.09.2024
Если вы только начали свое знакомство со сваркой, то скорее всего перед вами стоит множество вопросов.
На этом этапе важно разобраться в некоторых базовых моментах, а также научиться производить подбор диаметров электродов для различных значений толщины представленного для сварки металла, правильно определить значения тока сварки, чтобы получился качественный шов.
Применяя эти знания, со временем вы будете делать эту работу уверенно.
Сварочные электроды: что это такое
С электродами сварщик сталкивается при сварке, они с металлом образует электронную дугу, происходит нагревание и образуется сварочный шов. Сам по себе электрод для сварки металла имеет следующую структуру: металлический сердечник и обмазка.
Расшифровка обозначений используемых электродов для сварки
Обозначения, нанесенные на пачку электродов очень важные. От этого зависит, подойдут ли выбранные сварочные материалы. Давайте разберемся с расшифровкой обозначений. Обозначения наносят согласно ГОСТа 9466. Маркировка имеет вид простой дроби, с числителем и знаменателем.

Э50А – Это тип электродов применяемых для ручной дуговой сварки. Он определяется в зависимости от того материала, который нужно варить. Для обычных черных, теплоустойчивых и конструкционных сталей тип берут из госта 9467.
Цифра в индексе которая идет за «Э» — обозначает временное сопротивление (σпч). Для сварочного шва заваренного электродами типа Э50 – временное сопротивление 50 кгс/мм2.
Дальше идет марка – «УОНИИ 13/55». Марка несет в себе информацию о том металле, из которого изготовлен сердечник электрода. Марку выбирают исходя из свариваемого металла. Можете ознакомиться со списком основных марок и области их применения.


Снова вернемся к маркировке. После марки идет диаметр электрода обозначаемый в миллиметрах — «4,0». После диаметра идет буква «У» — в данном месте обозначается назначение выбранных электродов.
Какое бывает назначение у электродов
Различия обмазки и материала сердечника электродов обусловлено их назначением. Одни применяются для сварки углеродистых, низкоуглеродистых, а также низколегированных сталей, у которых сопротивление разрыву не превышает 600 МПа. Данная группа условно обозначается буквой – У.
Второй группой являются материалы, используемые для среднелегированных сталей сопротивление разрыву которых превышает 600 МПа. Условное обозначение – Л.
К третьей группе относят сварочные материалы, используемые для сварочных работ с высоколегированными сталями. Свойства которых нацелены на решение определенных задач. Обозначаются они – В.
Следующая группа используется при сварке теплоустойчивых легированных сталей. Обозначается – Т.
И замыкает группа, в которую вошли также узкоспециальные сварочные материалы, а именно применяемые для наплавки на поверхность изделия металла, с особыми характеристиками. Обозначается – Н.
Последнее обозначение – это «Д».
Тут указывается толщина обмазки. Они бывают 4 типов:
- «М» –с тонким.
- «С»- со средним.
- «Д» – с толстым.
- «Г» – с особо толстое.
К каждому типу относят электроды у которых отношение диаметров стержня и обмазки соответствует следующим условиям:
- Для тонкой – D/d ≤1,2
- Для средних D/d ≤1,45
- Для толстых D/d ≤1,8
- Для особо толстых D/d ≥1,8
Теперь идем вниз. Видим «Е 43 2(5)» — это индекс металла сварного шва (наплавленного металла). Чаще всего он берется из ГОСТа 9467, 10051 или 10052. Согласно индексу в ГОСТе можно посмотреть какими минимальными свойствами будет обладать шов. Далее видим букву «Б». Она обозначает тип покрытия электрода.
Нужна сварочная документация — готовы Вам помочь. Разработка техпроцессва сварки и контроля.

Типы покрытия: как определить, с каким брать?
Обмазка электродов возможна в следующих вариантах:
- Кислая обмазка — А
- Основная обмазка — Б
- Рутиловая обмазка — Р
- Целлюлозная обмазка — Ц
В этом плане нельзя сказать, какая из них лучше, а какая хуже: все они призваны для разных типов работ, а также условий применения. Потому нельзя однозначно ответить на вопрос какие электроды для сварки будут лучше. Как правило, необходимо их применять для образования прочного сварочного шва ответственных конструкций.
Далее видим цифру «1».
Это обозначение положений, в которых можно варить.
«1» – для любых положений;
«2» -для любых, за исключением сверху-вниз;
«3» — вертикальное сверху-вниз, горизонтальное, нижнее;
«4» — нижнее положение и положение — в лодочку.
И завершает цифра «0».
Это род тока и полярность. Эта цифра берется из таблицы, которая приведена ниже. Обозначает «0» что сварка должна выполняться на постоянном токе с подключением обратной полярности. Разобрав расшифровку, остановимся поподробнее на каждом пункте.
Чем покрыты электроды для сварки и что из себя представляет это покрытие
Обмазка – специальное покрытие, которое призвано защитить расплавленный метал от негативного воздействия кислорода. Оно создает газовую оболочку во время плавления сердечника.
Покрытия подразделяются по функциям, которые они выполняют: газообразующие и шлакообразующие функции.
Газообразующие компоненты создают защитные газы и ионизирующую атмосферу.
Шлакообразующие включают элементы способствующие раскислению, рафинации, легированию шва и основного металла, увеличению связывающего и пластического свойства шва. Во время сварки образуется слой шлака в сварочной ванне для защиты.
Виды покрытия: как определить, с каким брать
Существует 4 основных вида покрытий электродов, применяемых при ручной дуговой сварке. Последовательно разберемся с каждым из них.
Поговорим об основном компоненте. Рутил — природный минерал, который образуя защитную газовую оболочку, создает сварочную ванну. Сварка такими материалами как рутиловые характеризуется высокой стабильностью.
Зажигание дуги происходит без проблем даже у новичков. Именно поэтому они часто используют на монтаже. Шов получается с мелкими чешуйками, с равномерной литейной структурой по сечению.

Можно выделить следующие преимущества работы с этим покрытием:
- Допустимо использовать на переменном токе (АС), так и на постоянном токе (DC);
- Легко поджигаются как с использованием нового, так и при вторичной зажигании дуги;
- Не требовательны к чистоте поверхности изделия. Можно применять по ржавчине, непросушенным кромкам изделия, окалине и даже краски;
- Металл практически не разбрызгивается.
К недостаткам можно отнести:
- Не велика номенклатура материалов, с которыми можно использовать;
- В сварочной ванне идет активное перемешивание шлака и металла из-за чего сложно различить, где шлак, а где металл. Приводит это шлаковым включениям;
- Наличие влаги в обмазке ведет к дефекту в виде пор. Это важный момент на который стоит обратить внимание. Необходимо правильное хранение и прокалка перед сваркой.
Кислое покрытие: особенности применения
Хороши в использовании, но в открытом пространстве, в противном случае это не будет безопасным для сварщика. Преимуществом, определенно, является то, что шлак легко отделяется.
Кислое покрытие требует низкое напряжение ХХ. В настоящее время они используются редко.
Основное покрытие

Получили очень широкое можно сказать повсеместное распространение, ввиду своей универсальности. Покрытие их содержит фтор и кальций. При сварке элементы обмазки испаряются, защищая расплавленный металл. Газовая защита ванны фактически состоит из углекислого газа.
Применяются они при использовании постоянного тока, как правило полярность используется обратная.
Покрытие при расплавлении выводит в шлак вредные примеси из шва таких как сера (S), фосфор (P) в шлак. Это способствует повышению прочности, повышению пластичности, уменьшению хрупкости. Как следствие отсутствие трещин.
Зажигание дуги хуже, чем у рутиловых, зато более широкая область их применения. Дуга горит менее стабильно в сравнении все также с рутилом. Это обусловлено содержанием фтористых соединений, снижающих ионизацию.
Сварка должна проводиться только по качественно подготовленной поверхности. Не должно быть ни влаги, ни грязи. Иначе получим обильное количество пор в металле шва. Еще причиной пор является увеличение длинны дугу. Защита рассеивается и в сварочную ванну попадают газ из атмосферы.
Электроды с целлюлозным типом покрытия
Использование сварочных материалов с данным типом защиты все меньше и меньше. Это обусловлено тем, что сварка ими наводороживает сварной шов. Прочность соединения снижается, появляются поры.
Обмазка более чем на половину состоит из органических веществ и при сварке обеспечивает сильное газообразование. Варят ими во всех положениях даже возможно ведение процесса сверху вниз.
Поверхности могут быть и недостаточно хорошо подготовлены, на качестве сварки фактически не скажется. Тут есть нечто общее с рутиловым покрытием.
О чем следует помнить, когда собирается начать сварку
Прежде чем начать, следует тщательно осмотреть электроды для домашней сварки и определить:
Нет ли каких-то повреждения механического характера. Если они есть, то это является препятствием к дальнейшим действиям, сварочная дуга не будет стабильной, а защита расплавленного металла ванны качественной.
Для этого необходимо просушить их в специальной печке или, если вы находитесь в домашних условиях, в обычном духовом шкафу.
Другой вариант, который потребует больших затрат по времени– оставить их в теплом, не влажном месте. Итак, сухие сварочные материалы станут для вас залогом прочного сварочного шва и снижением риска появления такого дефекта как газовые поры.
Срок годности у электродов используемых для ручной дуговой сварки определяется производителем, но как правило он без ограничений. Главное это условия хранения, которые также приводятся производителем. В закрытой пачке запечатанной в полиэтиленовую пленку, электродам ничего не будет даже через 10 лет.
С чего все-таки следует начать новичку
Мы уже узнали, чем покрывают электроды для сварки, и теперь перед вами стоят уже другие вопросы выбора.
Действительно, тонкие электроды для сварки отличаются не только типом покрытия, но и составом металла сердечника. Они могут быть алюминиевые, чугунные, углеродистые, высоко или низколегированные и иных типов.
Виды электродов и как их выбрать для сварки на первых порах

Среди наиболее популярных и доступных для сварки можно назвать следующие марка электродов:
Рассмотрим каждый из видов подробно.
Электроды этой марки используются для нержавеющей стали, так называемой нержавейки. Применяются они в изделиях, которые будут работать при температуре не выше 250 °С.
В бытовых ситуациях, они помогают сварщику добиться шва с мелкой чешуйчатостью, и получить переход без переломов между кромками изделия и швом. Сам шлак имеет малый объем, так что не составит труда его удалить. Следует обратить внимание, что покрытие у них основное.
Рутиловые МР-3 и OK -46
Данные марки электродов — рутиловые. Его следует выбрать в случае, если вы работаете с углеродистыми и низколегированными сталями.
Безусловным преимуществом выбранной модели станет то, что можно применить как с постоянным током, так и с переменным. Наибольшее распространение получили сварочные электроды марки мр-3, особенно в быту. На даче, в гараже ими лучше всего выполнять сварку.
Дуга получается стабильная несмотря на качество подготовки изделия, чистоты поверхности металла. Также плюсов является то, что металл практически не разбрызгивается. Они вобрали все плюсы своего покрытия в то же время снизив негативные факторы.
УОННИ 13/55
Это чрезвычайно часто применяемый и очень популярный электрод. В отличии предыдущего вида покрытие используется основное.
Используются также, как и предыдущее марки для низкоуглеродистых, низколегированных сталей. Этот вариант хорош еще и тем, что применяется для элементов ответственных изделий и конструкций. Связано это с особенностями образуемого сварочного шва:
- Отличается особой пластичностью;
- Шов является прочным, выдерживает сильные нагрузки;
- При применении не боится холода;
- Не критичны перепады напряжения.
При работе с УОНИИ 13/55 следует соблюдать особые правила
Эти правила касаются предварительной подготовки материалов: они должны быть чистыми от ржавчины, грунта, масленых загрязнений, влаги.
Если заготовка будет иметь масляные, водяные, ржавые пятна или капли, то будут появляться поры.
Классификация и маркировка электродов
Работа с электродуговой сваркой сопряжена с постоянным подбором и заменой электродов, несмотря на всеобщее заблуждение, что выбор электрода – это наиболее простая часть всего процесса электросварки. Но на самом деле на сегодняшний день существует большое количество типов сварочных электродов, каждый из которых соответствует определенной марке. Маркировка электродов зависит от материала, из которого он произведен, и сферы его применения. На сегодняшний день можно подобрать изделия под абсолютно любые нужды, независимо от свариваемого металла, желаемых характеристик готового шва и других свойств.

Классификация электродов по свариваемому материалу
На сегодняшний день существует множество типов, каждый из которых имеет определенную маркировку. Основные виды различают по типу свариваемого материала, и типу тока. В зависимости от типа тока выделяют условное обозначение электродов для постоянного тока и электродов для переменного тока.
В зависимости от типа свариваемого материала, можно выделить электроды для стали различного уровня легирования, чугуна и цветных металлов, таких как медь, алюминий и другие.
Электроды по чугуну имеют особую маркировку, так как чугун представляет собой сплав, который плохо поддается сварке, достаточно хрупок, тверд и непластичен.
При сварочных работах очень важно нанести правильный шов. Так как он, быстро остывая, создает на поверхности чугуна твердые, плохо обрабатываемые зоны, которые очень часто трескаются и крошатся из-за неправильной техники выполнения и неправильного подбора изделия.
Следует отметить, что чугун очень легко плавится и переходит в жидкое состояние. При выполнении сварочных работ важно соблюдать соответствующий температурный режим, позволяющий создать качественный шов без физических изменений чугуна.
Также важно соблюдать точность сварки, чтобы не оставалось проваров, образованных при выделении газообразных веществ из сварочной ванны. При соблюдении вышеуказанных рекомендаций и правильном подборе электродов, вполне можно проводить качественный ремонт чугунных изделий.

Классификация сварочных электродов
Наиболее распространенными и универсальными являются ванадийсодержащие электроды. Они маркируются таким образом – ЦЧ-4. Ванадий, который содержится в покрытии, обладает особыми свойствами, которые позволяют ему связывать углерод и препятствовать возникновению твердых, хрупких участков, так называемых цементитов.
Перед использованием ЦЧ-4 нужно тщательно подготовить рабочую поверхность. Чугун нужно очистить от загрязнений, пыли и окислений. Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Если же при выполнении сварочных работ важно получить легко обрабатываемый шов, который можно без особых усилий очистить, разровнять и добиться желаемого вида, лучше использовать электроды, содержащие никель. Наиболее распространенными можно считать медно-никелевые, с маркировкой МНЧ-2. Получаемый с помощью них шов довольно прочный, при этом легко поддается обработке. На рынке существуют изделия от множества производителей, но лучше всего отдать предпочтение немецким.
Выполнение сварочных работ с МНЧ-2 следует проводить короткими движениями с одновременной проковкой с помощью молотка. Это позволит добиться повышенной прочности и препятствовать появлению трещин.
Следующий тип – железоникелевые электроды. Они применяются чаще всего для создания крупных швов при выполнении большого объема работ. При этом они сочетаются с МНЧ-2, с которыми можно выполнять совместную работу. Сначала наносят небольшое покрытие на кромки чугунных изделий с помощью медно-никелевых электродов, а затем проводят основную сварочную работу железно никелевыми.
Для упрощения работы был разработан особый тип, ОЗЧ-2, который отличается тем, что изделие выполнено на основе медного стержня. Их использование позволяет создать довольно качественный шов, но их применяют чаще в домашних условиях, так как для большого объема работ и получения высокой прочности соединений лучше использовать комбинацию двух типов электродов, указанных выше.

Особенности покрытий электродов
Маркировка электродов по нержавейке также зависит от типа используемых при их производстве материалов. Подбор необходимых электродов нужно выполнять строго исходя из типа свариваемой стали. При этом лучше проконсультироваться со специалистами, представляющими производителя изделий. Это важно, так как подбор марки напрямую влияет на качество сварочных работ и простоту их выполнения.
Покрытие сварочных электродов
Большинство электродов производится на железной основе, главное отличие заключается в покрытии. Среди покрытий можно выделить следующие:
- Рудно-кислое покрытие. Покрытие содержит обычно окислы марганца. При этом в состав покрытия дополнительно вводиться органическое вещество, необходимое для защиты сварочной зоны. Чаще всего для этих целей используют целлюлозу, крахмал или древесную муку. Органика во время нагрева разлагается, испаряясь, создает защитное облако в виде газа.
- Рутиловое покрытие. Производство электродов в данном случае сопровождается созданием покрытия из минерала – рутила, основой которого является двуокись титана. Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
- Фтористо-кальциевое покрытие. Его основу составляют карбонат кальция и магния. Защитное газовое облако при использовании образуется из углекислого газа. В отличие от предыдущих типов, работу которыми можно выполнять при различном типе тока, электроды с таким покрытием можно использовать только для сварки постоянным током. Также следует отметить, что их чаще всего используют в промышленных условиях для ремонта ответственных стальных изделий и деталей.
- Органическое покрытие. Основой для покрытия в данном случае выступает какие-либо органические вещества, чаще всего оксид целлюлозы. Также в покрытия добавляют шлакообразующие вещества на основе титана, марганца или силикатов. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.

Виды покрытий электродов
Следует выделить особый тип электродов, применяющихся для работы с тугоплавкими сталями, предназначенными для эксплуатации при температуре до 600 градусов. При изготовлении электродов, предназначенных для сварки таких сталей, применяют специальные материалы для создания покрытия, способного качественно работать при высоких температурах. Чаще всего применяют рутиловое покрытие.
При работе с тугоплавкими сталями следует придерживаться нескольких рекомендаций, к которым можно отнести выбор электрода исходя из характеристик стали, а также предварительный подогрев рабочего места, и постобработка готового шва дополнительным нагревом.
Виды электродов по типу сварки
Маркировка сварочных электродов также зависит от типа сварки, для которой они предназначены. В первую очередь сварочные аппараты различаются в зависимости от типа используемого тока, будь он постоянным или переменным. Наиболее распространенным сварочным аппаратом является электродуговая сварка.
Среди электродов для ручной дуговой сварки выделяют металлические, основой которого является проволока, из какого-либо металла, со специальным покрытием, и неметаллические, которые являются неплавящимися электродами.
Другие разновидности электродов
Наиболее распространенными являются рутиловые электроды. Электроды с рутиловым покрытием предназначены для работы со стальными изделиями. Они наиболее распространенные и имеют ряд преимуществ, выделяющих их среди других типов. Главное преимущество – это выделение защитного газа, безвредного для здоровья сварщика. При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
Сварочные электроды классифицируются не только исходя из назначения или типа покрытия, но и толщины. На сегодняшний день выделяют тонкие, средние, толстые и особо толстые. Такая классификация зависит не от толщины электрода, а от коэффициента, который рассчитывается ка отношение толщины покрытия к толщине основы, то есть стержня.
Тонкие соответствуют коэффициенту 1,2, средние – до 1,45, толстые – до 1,8, а особо толстые – от 1,8 и больше.
Принципы маркировки
Для того чтобы подбор электродов не вызывал больших трудностей, была разработана специальная маркировка, расшифровка которой позволяет узнать назначение и тип изделия. Расшифровка маркировки электродов для сварки может вызвать небольшое замешательство у новичка, но изучив основные ее принципы, можно научиться быстро разбираться в примудростях выбора сварочных материалов.

Маркировка электродов в зависимости от типа покрытия
Маркировка состоит из определенных букв и цифр, каждая из которых указывает на определенные свойства. На сегодняшний день такую маркировку проводят исходя из установленных правил, утвержденных ГОСТом, в котором подробно описаны принципы и правила обозначения различных типов электродов.
Любое название состоит из нескольких блоков:
- Тип. Обозначается буквой «Э», которая указывает на название изделия, то есть электрод. Далее следует цифра, обозначающая степень временного сопротивления разрыва.
- Марка. Это блок указывает на производителя и собственно марку изделия
- Диаметр. Указывает на толщину электрода.
- Сфера применения. Обозначает с каким типом сварочного аппарата изделие можно использовать, для соединения какого металла электрод подходи и какие у него особенности.

Расшифровка маркировки электродов
Сфера применения обозначается большой буквой, указывающей на тип свариваемого металла (У-углеродистые стали, Л-легированные стали, Т-теплоустойчивые стали, В-высоколегированные марки стали, Н-для формирования наплавки).
- Толщина покрывающего слоя. Обозначение этой характеристики также производят с помощью больших букв (М-тонкий слой, С-средний, Д-толстый, Г-особо толстый слой).
- Индекс. Он указывает на особые свойства свариваемого металла. Для расшифровки этого индекса нужно воспользоваться ГОСТом, где подробно описано каждое значение.
- Тип покрытия (А-кислое, Б-основное, Р-рутиловое, Ц-целлюлозное, П-прочие).
- Возможное положение выполнения сварочных работ в пространстве (1-любое положение, 2-любое, кроме вертикального, сверху вниз, 3-нельзя выполнять вертикальный и потолочный шов любого типа, 4 – только нижний шов).
- Показатель рекомендуемого типа тока, номинального значения и полярности.
- Указание ГОСТа, согласно которого проводилась маркировка.
- Указание сертификатов качества и нормативов, согласно которых изделия производилось.
Также маркировка может дополнительно дополняться другими значениями, указывающими на особые свойства электрода.
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.

Электроды для ручной дуговой сварки
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Покрытые электроды, характеристики, технические требования. Классификация, маркировка ГОСТ 9466-75
Электроды должны храниться в отапливаемых помещениях при температуре не ниже +15 С и влажности воздуха не выше 60%(нормальные условия). При соблюдении условий хранения, срок годности электродов не ограничен.
Должны проходить обязательный входной контроль. При входном контроле должны проверяться:
- наличие сертификата;
- сохранность упаковки и наличие на каждом упаковочном месте этикетки (бирки);
- сварочно-технологические свойства;
- для легированных электродов соответствие химического состава наплавленного металла данной марки;
Перед применением электроды должны быть прокалены по режиму, указанному на этикетке.
Основные характеристики покрытых электродов ГОСТ 9466-75
1. Тип электрода:
- для конструкционных и теплоустойчивых сталей по ГОСТ 9467 (Э– покрытый электрод, число-гарантированный предел прочности наплавленного металла (в кг\на мм), буква А улучшенные пластические свойства (например, Э42,Э50А);
- для высоколегированных сталей по ГОСТ 10052 примерный химический состав наплавленного металла (например, Э-07Х20Н9)
2. Марка электрода, устанавливается разработчиком ТУ на электроды (например МТГ-01К,ТМЛ-3У, УОНИ 13\55)
3. Диаметр электрода
5. Род и полярность тока
По видам покрытия электроды подразделяются
- с кислым покрытием – А;
- с основным покрытием – Б;
- c целлюлозным покрытием – Ц;
- с рутиловым покрытием – Р;
- с покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ);
- с прочими видами покрытий – П.
При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляется буква Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
- для всех положений — 1;
- для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 — У (условное обозначение);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 — Л;
- для сварки легированных теплоустойчивых сталей — Т;
- для сварки высоколегированных сталей с особыми свойствами — В;
- для наплавки поверхностных слоев с особыми свойствами — Н.
По толщине покрытия электроды подразделяются:
В зависимости от отношения D/d (D — диаметр покрытия, d — диаметр электрода, определяемый диаметром стержня)
- с тонким покрытием (D/d≤1,20) — М;
- со средним покрытием (1,20
- с толстым покрытием (1,45
- с особо толстым покрытием (D/d>1,80) — Г.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
- наименование или товарный знак предприятия-изготовителя;
- полное обозначение электродов по ГОСТ 9466-75;
- номер партии и дата изготовления;
- область применения электродов;
- режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
- особые условия выполнения сварки или наплавки;
- свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
- допустимое содержание влаги в покрытии на момент использования электродов;
- рекомендуемый режим прокаливания электродов перед сваркой;
- масса электродов в упаковке.
Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75
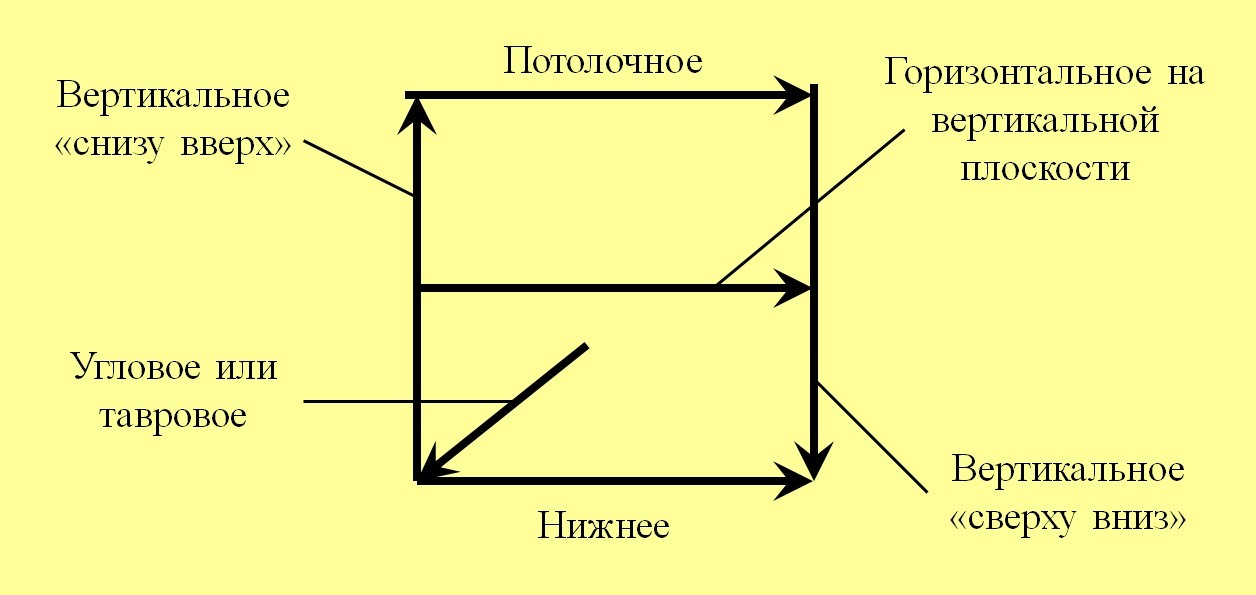
Условное обозначение положений сварки
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Покрытые электроды для ручной дуговой сварки
Покрытые электроды для ручной сварки представляют собой стержни длиной, как правило, от 250 до 700 мм, изготовленные из сварочной проволоки с нанесенным на нее слоем покрытия. Один из концов электрода длиной 20–30 мм не имеет покрытия для его крепления в электрододержателе.

Покрытый электрод для ручной дуговой сварки
Длина электрода зависит от его диаметра и химического состава стержня. Например, стержни малого диаметра, состоящие из высоколегированных сталей, делаются более короткими, чтобы уменьшить электрическое сопротивление (и нагрев) при сварке, а стержни малого диаметра из низкоуглеродистых сталей обладают высокой электропроводностью и, следовательно, могут быть длинными.
Сварочные электроды должны обеспечивать:
— устойчивое горение дуги, равномерное плавление металла и стабильный перенос его в сварочную ванну;
— достаточную защиту расплавленного электродного металла и металла сварочной ванны от воздуха;
— получение металла шва требуемого химического состава и механических свойств;
— хорошее формирование шва, минимальные потери на угар и разбрызгивание;
— возможно высокую производительность процесса сварки;
— хорошую отделимость и легкую удаляемость шлака с поверхности шва;
— достаточную стойкость покрытий против механических повреждений (осыпание, откалывание при относительно легких ударах, в процессе нагрева электрода при сварке и др.) и недопустимость резкого ухудшения свойств в процессе хранения;
— минимальную токсичность газов, выделяющихся при сварке, соблюдение санитарно-гигиенических норм.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода. Вещества, из которых состоит покрытие, можно разделить на следующие группы.
Газообразующие компоненты обеспечивают газовую защиту зоны сварки от воздуха. При нагревании они разлагаются с выделением газов, вытесняющих воздух. В качестве газообразующих компонентов обычно выступают вводимые в покрытие минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
Шлакообразующие компоненты обеспечивают шлаковую защиту расплавленного и кристаллизующегося металла от воздуха. При расплавлении они образуют шлак, который всплывает на поверхность сварочной ванны. Шлаком также покрыты капли электродного металла. Шлакообразующие компоненты (кислые окислы SiO2, TiO2, Al2O3; основные окислы CaO, MnO, MgO; галогены CaF2) содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
Раскисляющие компоненты позволяют восстановить часть металла, находящегося в сварочной ванне в виде оксидов. К ним относятся железосодержащие соединения – ферромарганец, ферротитан и ферросилиций.
Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них элементов с низким потенциалом ионизации – натрия, калия, кальция и др. Последние содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе и других веществах.
Легирующие компоненты придают металлу шва дополнительные свойства, например, повышенную прочность, коррозионную стойкость и др. Добавляются в покрытие в виде железосодержащих сплавов – феррохрома, ферротитана, феррованадия. Основным способом легирования металла шва является легирование через стержень электрода, дополнительным – через покрытие.
Связующие компоненты связывают порошковые материалы покрытия в однородную массу. Чаще всего в качестве связующих используется натриевое (Na2Si02) или калиевое (K2Si02) жидкое стекло. После высыхания оно цементирует покрытие. Для улучшения формовочных свойств покрытия в его состав вводятся пластификаторы – бентонит, каолин, декстрин, слюда.
Добавление в покрытие железного порошка (до 60% от массы покрытия) позволяет повысить производительность сварки.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Читайте также: