Кондуктор для сварки профильных труб
Обновлено: 19.05.2024
Начинающему сварщику довольно трудно одновременно следить за правильной фиксацией соединяемых деталей и началом сварочного процесса. Обычно при касании электродом места сварки нарушается фиксация. Чтобы облегчить и автоматизировать процесс сварки, можно сделать простое приспособление и для этого не нужны навыки опытного специалиста и дефицитные материалы.
Понадобится
- Стальная пластина;
- болты;
- круглый стальной стержень.
- Чертилка и металлический угольник;
- болгарка;
- слесарные тиски;
- молоток;
- керн;
- дрель;
- метчик;
- сварочный аппарат;
- свариваемые детали.
Процесс изготовления приспособления автоматической сварки
Размечаем стальную полосу заданных размеров с помощью чертилки и металлического угольника.
По разметке выполняем неглубокие поперечные канавки, в пределах которых вырезаем болгаркой прямоугольную прорезь расчетной ширины.
Отрезаем заготовку от стальной полосы. Поочередно зажимаем заготовку в тиски на уровне надрезов и с помощью молотка сгибаем под прямым углом в сторону канавок.
В центре загнутых полок накерниваем и высверливаем сквозные отверстия, в которых затем нарезаем метчиком резьбу.
Вворачиваем в отверстия с резьбой по одному болту.
В круглом стальном стержне высверливаем центральное сквозное отверстие необходимого диаметра.
Устанавливаем стержень с отверстием под небольшим углом так, чтобы его торец совпадал с внутренним краем узкой стороны прорези и был направлен наружу и вверх.
В этом положении привариваем стержень к рамке и сверху по центру сверлим в нем поперечное отверстие, в котором также нарезаем резьбу. Вворачиваем в отверстие с резьбой болт.
Приспособление готово к работе.
В качестве свариваемых деталей встык выбираем отрезки профильной трубы.
Сверху на свариваемые детали устанавливаем «ножками» вниз приспособление так, чтобы стык оказался посередине прорези.
В стержень с отверстием вставляем сверху покрытый электрод. Чтобы свариваемые детали оставались неподвижными, фиксируем их с помощью вворачивания двух боковых болтов.
Совмещаем конец электрода с точкой начала сварного шва, сгибаем его так, чтобы он лег на стык. Т. е. сварка будет происходить, как бы, лежачим электродом.
Подсоединяем к другому концу электрода держак, устанавливаем необходимые параметры сварочного процесса и включаем сварочный аппарат.
После возбуждения дуги процесс протекает, можно сказать, автоматически: детали неподвижны, а дуга перемещается по мере расплавления электрода.
По завершении сварки убираем приспособление, открутив предварительно болты, фиксирующие детали.
Отбив шлак, и зачистив шов болгаркой, убеждаемся, что он получился по форме и структуре качественным.
Угловые струбцины для сварки и столярки, по мотивам интернета…

Если говорить про сварочные работы, можно и вполне удобно использовать магнитные фиксаторы.
Хотя у нас в стране они стоят далеко не бюджетно, а сила их магнитов оставляет желать большего…но все же это удобно.

Но есть одно но…они никак не препятствуют деформации деталей и геометрии конструкции при сварке.
При работе со столярными изделиями, разумеется магниты бесполезны.
Можно купить (а сейчас наверное все можно купить…даже совесть и душу) угловые струбцины…
Многие среди моих знакомых просто "писяют кипятком" от STANLEY…есть у меня так же продукты этой фирмы…по молодости гнался за "брендом", не задумываясь стоит ли оно того.
Когда-то и была приобретена угловая струбцина от стенли…

По меркам стенли это товар бюджетный, хотя стоит значительно дороже чистокровных китайцев.
Ну так вот, как и все от стенли что у меня есть, это обычный, ничего из себя не представляющии ЭТАКОГО продукт.
Если конкретно про эту струбцину, у нее даже углы в двух плоскостях не 90 градусов…что на мой взгляд не красит "именитую" фирму…при том что в дешевых TOPEX есть 90 хотя бы в одной плоскости.
Ну и болт на эту стенли и вообще.
Речь о другом.
Когда-то на ютюбе увидел забавные струбцинки в исполнении одно из тысяч украинских кулибинов.
Долго не доходили руки чтобы собрать весь металлический мусор в закоулках и сделать что-то подобное.
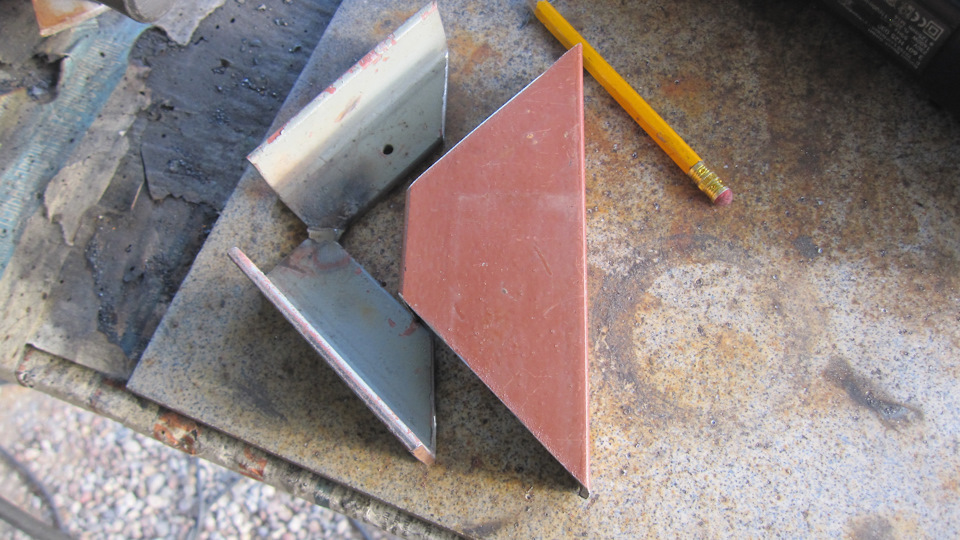
Изделия сделал действительно из мусора по сути…обрезки профильной трубы…обрезки шпилек, которые непременно остаются при работах…
Единственно что счел нужным купить, это буковые ручки.
Их реально было проще купить чем что-то делать )
В общем что-то описывать нет смысла, по картинкам все понятно.
Из отходов сварил платформу

На нее уже приваривал уголки…главное, в отличии от "заводских" "именитых" изделий, соблюсти точность углов, во всех плоскостях.


В дело идет все, что по хозяйски жалко было выбросить )
Втулки от старых сайлентблоков пригодились как нельзя кстати.

Больше всего из потраченного времени, заняло рождение прижимной подвижной части.


В одной из двух нужных для данного изделия втулок, нарезал резьбу под шпильку…в моем случае шпилька М10…в большей я смысла не вижу.

Две втулки нужны для создания двух шарнирных соединений.
Хоть и делалось все из мусора по сути, но делать тяп-ляп не хотелось…не совсем мой это подход.
Можно было запорную часть шпильки просто и быстро обварить и все…но решил делать болтовое соединение, на случай возможной разборки.
Для сверления отверстия в шпильке, также применил изобретение коллективного разума…
Шпилька М10…по этому гайка М10…в нее впрессована гайка М4…
Навернув гайку на шпильку получается простой, примитивный, но абсолютно рабочий кондуктор для сверления.
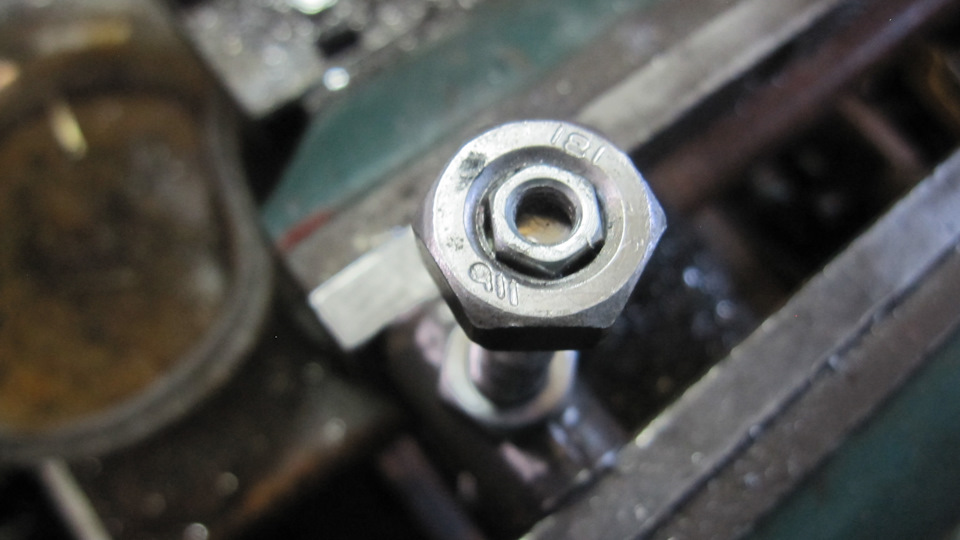
Ну и отверстие под резьбу…аккуратное…по центру.

Так как все делалось без чертежей и расчетов, то без примерки никуда.

Для заднего шарнира пошли в ход валяющиеся в изобилии высверленные заклепки от шаровых.


Что удобно в такой конструкции, что работать можно разными размерами профильной трубы или брусков.

Ну убедившись в полной работоспособности, начал все собирать.


Очистил с большего, покрасил.
Ручки покрыл маслом.

Изделиями полностью доволен, даже не жалко потраченных 6-7 часов на их создание.

Теперь только думаю…как же я до этого жил без них )
p.s. не титьками и пелотками на драйве жив человег…
Приспособления для сварки профильных труб

Опытные мастера и обыватели, выполняющие сварочные работы, знают, что подготовительный этап не отнимает больше времени, чем сам процесс сварки.
Значительную часть времени пропадает на сборку сварочного сооружения и установку всех элементов в нужном расположении.
Зная, насколько важны приспособления для сварки профильных труб, и умея использовать их правильно, сварщик может выполнить поставленные перед ним задачи быстро и качественно.
В быту используют большое количество механизмов и конструкций для сварки труб. Эти вспомогательные устройства, чаще всего, ручные и универсальные.

Они помогают выполнить быстрый сбор конструкции с надежно закрепленными деталями, также позволяют проделать работу практически без их деформации.
Сборно-сварочные приспособлений профильных труб и их виды
Их делят на такие виды:

Механизмы для установки
Эти устройства позволяют установить профильные трубы в необходимом положении.
Именно так, как они будут располагаться в итоге. По функциональному и конструкционному решению их делят на:
- Упоры.
- Угольники.
- Шаблоны.
- Призмы.
Упорные. Они фиксируют заготовки на основной поверхности, и могут использоваться постоянно, сниматься, а есть и откидные (служащие для отвода и поворота).
Постоянные приспособления – это пластины, которые приварены к основанию.
А съемные приспособления применяют в тех ситуациях, когда устройство с постоянной установкой использовать нельзя.
Угловые. С их помощью устанавливаются профильные трубы под заданным углом.
Призмы. Они фиксируют в необходимом положении цилиндрические профильные заготовки. В качестве данного приспособления используют очень простые конструкции, которые варят из уголков.
Этот механизм помогает установить профильные трубы в необходимом положении по отношению к уже стоящим частям будущей конструкции.
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
- Струбцины.
- Зажимы.
- Прижимные.
- Стяжки.
- Распорки.
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.

Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно.
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.

Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.

Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.

Приспособления для установки и крепежа
Самые удобные в применении конструкции, которые выполняют несколько функций. При работе нужно только вставить детали и затянуть эксцентрики и винты. Все части без дополнительных усилий становятся на нужное место.
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.

Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.

Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Сварка профильной трубы – видео уроки

Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
Как осуществляется сварка профильной трубы – видео уроки и фото пособия вы найдете в этой статье.
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий. На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.
Смотрите пошаговую видео инструкцию как самостоятельно сварить калитку из профильной трубы.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Технология сварки + видео инструкция
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Как выбрать электроды
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 | от 300 до 400 |
Обратите внимание, данные значения являются рекомендательными!
Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Смотрите видео уроки для того чтобы иметь наглядное представление о процессе.
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
Эта технология сварки профильных трубопроводов позволяет ускорить процесс работы и качество готовых сооружений.
Газовая сварка
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.

В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
По показателям прочности такие хомуты-крабы не уступают сварному варианту стыка, но после сварки крепление разобрать нельзя.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги

Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Как изготовить универсальный сварочный кондуктор

Если вы занимаетесь сварочными работами, это самодельное приспособление облегчит вам работу с заготовками.
При помощи настраиваемого сварочного кондуктора вы сможете зафиксировать две металлических заготовки под необходимым углом.
- профильная труба 40х20 мм;
- стальной круглый пруток;
- болты с гайками;
- металлическая полоса;
- стальная круглая трубка.
Своим личным опытом изготовления универсального сварочного кондуктора поделился с нами автор YouTube канала WHU idemu.
Основные этапы работ
Отрезаем кусок профильной трубы длиной 90 см, после чего разрезаем его на две одинаковых части. В одной из заготовок необходимо вырезать «ушки».

Далее крепим одну заготовку к другой посредством шарнирного соединения, которое можно изготовить из куска круглой трубки, двух кусочков металлической полосы и отрезка круглого прутка или резьбовой шпильки.

Обратите внимание: благодаря шарнирному соединению, можно выставить на кондукторе угол от 0 до 90 градусов.

В профильных трубах высверливаем по три отверстия, расположенных на одинаковом расстоянии друг от друга.
На следующем этапе подготавливаем два болта (можно также использовать отрезки резьбовой шпильки), пару гаек и две скобы, изготовленных из стального круглого прутка. Собираем из подготовленных комплектующих два прижима.
Варианты использования самодельного сварочного кондуктора можно посмотреть на фото ниже.


В целом, ничего сложного: сначала выставляем необходимый угол, потом крепим заготовки к стенкам приспособления.
Данное приспособление можно также использовать для работы с деревянными заготовками. Принцип тот же.

Видео по теме
Подробно о том, как изготовить универсальный сварочный кондуктор для мастерской, можно посмотреть в авторском видеоролике ниже.
Читайте также: