Контактная сварка для приварки шпилек
Обновлено: 04.10.2024
Аппарат для точечной сварки, который работает от сети с напряжением 220 вольт. В комплектацию входит шпилечный пистолет для максимального удобства работы. Ведение сварки возможно на расстоянии 6 метров от точки подключения к сети, что обеспечивается длиной специального кабеля.
Аппарат точечной сварки нового поколения, предназначен для устранение вмятин с помощью инерционного молотка, приварка гвоздей, заклепок, шпонок, шпилек, шайб и болтов, удаления ямок и других мелких повреждений, осадка поверхностей с помощью угольного электрода.
Профессиональный аппарат для выполнения кузовных работ по выравниванию металлических поверхностей.
Telwin DIGITAL CAR SPOTTER 5500 сварочный аппарат с микропроцессорным управлением, предназначенный для точечной сварки тонкостенного металла.
Аппарат для профессионального использования при выполнении кузовных работ по выравниванию металлических поверхностей и односторонней точечной сварки.
Сварочный аппарат нового поколения, предназначен для устранения вмятин с помощью инерционного молотка, приварки гвоздей, заклепок, шпонок, шпилек, шайб и болтов, удаления ямок и других мелких повреждений, осадка поверхностей с помощью угольного электрода.
Однофазный переносной разрядно-конденсаторный сварочный аппарат для точечной сварки болтов из металлов и сплавов на необработанных или неоксидированных поверхностях из стали, нержавеющей стали, оцинкованной стали, латуни, алюминия.
Максимальная мощность: 12.3 кВт Сварочный ток: 3800 A
HAMMER T-34 - аппарат для правки панелей из стали. Идеально подходит для кузовного ремонта любой сложности. Позволяет производить ремонт без разборки.
DIGITAL CAR SPOTTER 5500 – это электронная сварочная установка с микропроцессорным управлением, которая будет наиболее полезна для выполнения сварочных работ в авторемонтных мастерских.
GYSPOT ALU PRO разработан для ремонтных работ по алюминиевым кузовам с небольшими повреждениями, царапинами или вмятинами от града. Этот метод ремонта обеспечивает рентабельность и выигрыш времени благодаря одноточечному или многоточечному вытягиванию без демонтирования кузова.
Аппарат для правки стали 230В мощностью 3800A идеален для всех работ вытяжки и правки стали. Простое использование благодаря пистолету с автоматическим разрядом и наглядной панели управления.
Аппарат контактной точечной сварки с цифровым управлением на основе микропроцессора.
HAMMER T-26 - аппарат для правки панелей из стали. Идеально подходит для кузовного ремонта любой сложности. Позволяет производить ремонт без разборки.
Электронная сварочная установка с сопротивлением (сварочная машина точечной сварки), управляемая при помощи микропроцессора, подходит для применения в авторемонтных мастерских.
Аппарат точечной сварки с двумя пистолетами - импульс и кнопка (для выправки поверхностей из стали), максимальный ток сварки 3800А, 380В, 16А, 27кг.
Система индукционного нагрева, являющаяся интеллектуальным решением, позволяющим ускорить и упростить снятие приклеенных частей или застрявших деталей с автомобилей.
Компания Cebora предлагает новый мулыифункциональный источник питания Spot 2500 (арт. 2148) с электронной регулировкой, синхронным контролем и цифровой индикаторной панелью для использования в кузовном ремонте для обычного листового металла, за исключением алюминия.
Электронный аппарат для сварки металлических листов, управляемый микропроцессором, подходит для применения в авторемонтных мастерских.
Портативный аппарат предназначен для точечной сварки. Применяется в авторемонтных мастерских для приварки шпилек диаметром 3-4 мм со скоростью 7 шт/мин.
S99. Электронный сварочный аппарат для точечной сварки с микропроцессорным управлением, оборудованный споттером и пневматическими Х-образными клещами.
ALUMINIUM TU-95 - профессиональный споттер для правки (удаления выпуклостей/вмятин) на капоте, дверных панелях и прочих алюминиевых частях кузова автомобиля без их демонтажа.
Аппарат точечной сварки (для выправки поверхностей из стали), максимальный ток сварки 2600А, 220В, 16А, 16 кг.
Максимальная мощность: 19 кВт Сварочный ток: 5000 A
Конденсаторный сварочный аппарат (споттер) Power Spot 5700 Aluminium, для приварки алюминиевых шпилек, диаметром M8.
Аппарат для контактной точечной сварки и выпрямления стальных поверхностей с набором аксессуаров. Микропроцессорный контроль. Автоматический переход в режим охлаждения. Таймер. Максимальный ток 5200А. 220/380В.
Споттер для кузовного ремонта с двумя пистолетами - импульс и кнопка (для выправки поверхностей из стали), максимальный ток сварки 3800А, 220В, 16А, 27кг.
S99C. Электронный сварочный аппарат для точечной сварки с микропроцессорным управлением, оборудованный споттером и пневматическими C-образными клещами.
Долгое время работы и высокий коэффициент нагрузки за счет более толстого и длинного выпрямителя
Аппарат для контактной точечной сварки и выпрямления стальных поверхностей с микропроцессорным управлением и автоматическим вводом параметров сваркии
Профессиональный аппарат для выполнения кузовных работ по выравниванию металлических поверхностей и односторонней точечной сварки.
Описание процессов приварки крепежа. Конденсаторно-разрядная приварка метизов или вытянутой дугой?

1. Конденсаторно-разрядная приварка метизов (аппараты CDP 66M и CDP 99M , CDP 133M) используется при толщине заготовки от 0,5 мм (0,1 от диаметра шпильки) и диаметре шпильки от 3 до 10 мм. Время сварки составляет меньше 10 мс, а сварочный ток может достигать значения до 4000 А.

Аппарат конденсаторно-разрядной сварки представляет собой систему конденсаторных батарей, которые накапливают поступающую энергию и позволяют выдавать ее для приварки втулок, и других видов крепежа диаметром до 10 мм на металлическое плоское основание толщиной от 0,5 - 3,0 мм максимально короткими циклами – 1,5-3 мс.
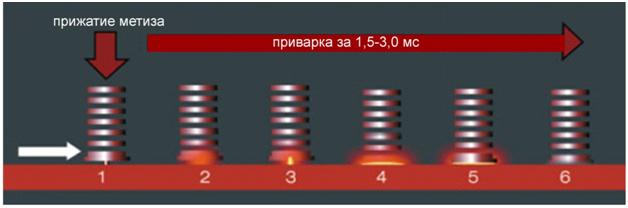
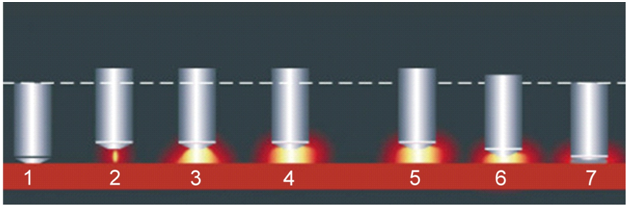
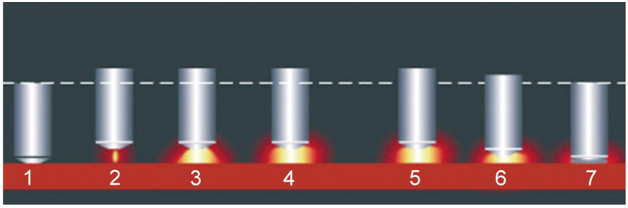
Рис. 1. Метод конденсаторной приварки крепежа
1-прижатие метиза к месту приварки с помощью пистолета
2-электрические разряды направляются по стволу метиза к головке
3-расплавление маленького кончика на головке метиза
4,5-расплавление части рабочей поверхности, с которой соприкасается метиз
6-метиз приварен к изделию
Таким способом чаще всего выполняют приварку шпилек, втулок, лепестков заземления. Максимальный размер метиза – М12. Минимальная толщина поверхности в соотношении с диаметром метиза 1/10.
Конденсаторная сварка позволяет снизить стоимость соединения по сравнению с традиционными методами сварки и ускорить процесс приварки метизов к любому стальному основанию. Приварка осуществляется за доли секунд, при небольшой глубине провара прочность соединения получается очень высокая, что подтверждают испытания на отрыв, сдвиг, скручивание, поворот.
Конденсаторная сварка метизов имеет ряд неоспоримых преимуществ:
- Процесс высокопроизводительный
- Минимальные энергозатраты.
- Приварка к тонким листам без визуального изменения обратной стороны изделия, не повреждает гальваническое или полимерное покрытие.
- Технология не требует использования керамических колец и защитного газа, ограничивающих область сварки.
Благодаря этому данный способ находит очень широкое применение в автомобилестроении, судостроении, тепло- и электроэнергетике, электротехнике, при изготовлении медицинской техники, в строительстве и при монтаже.
Крепеж для приварки применяют из омедненной или оцинкованной стали, а также из нержавейки, латуни, алюминия. Обработка элементов цинком и медью производится для защиты и продления срока службы, а также для улучшения внешнего вида изделий.
Аппараты конденсаторно-разрядного способа сварки: аппараты CDP 66M и CDP 99M , CDP 133M
Пистолеты для конденсаторно-разрядного способа сварки: пистолет GAP-gan/GAP-gan M для алюминиевых шпилек М3-М8 и стальных до М10, пистолет CONTACT-gun/CONTACT-gun M для стальных шпилек М3-М10.
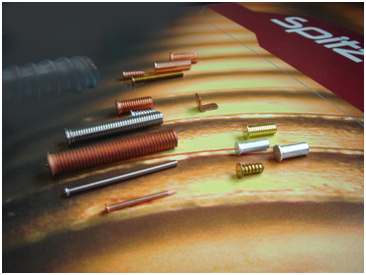
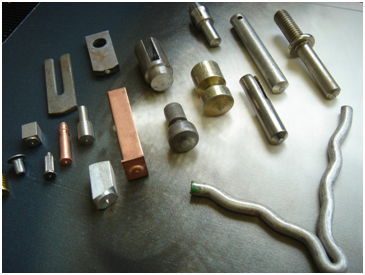
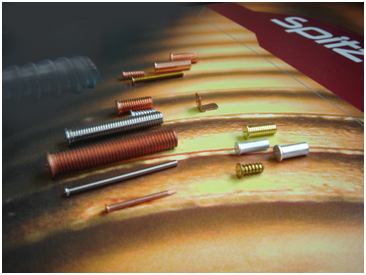
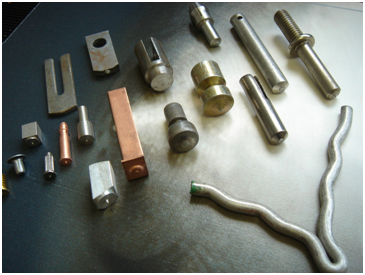
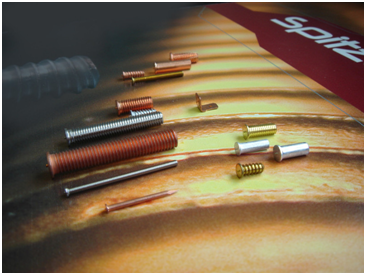
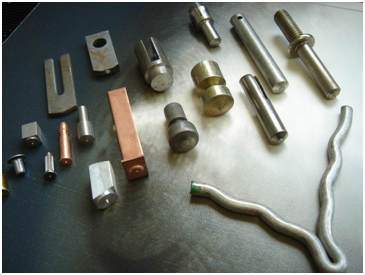
Метизные изделия, используемые для приварки могут стальными или алюминиевыми, с омедненным или оцинкованным покрытием и без него и самыми разнообразными по конфигурации (см. фото):

Если же есть необходимость приварки крепежа диаметром до 30 мм к изделиям толщиной более 3 мм, рационально применять сварку вытянутой дугой коротким циклом или с применением подкладного керамического кольца или защитного газа.
2. Приварка метизов вытянутой дугой коротким циклом (аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300).

Используется при толщине основания от 0,6 мм в том числе и с гальваническими покрытиями до 30мкм (0,125 от диаметра шпильки) и диаметре шпильки до 12 миллиметров (М12). Время сварки – до 100 мс. Крепеж диаметром более 8 мм рекомендуется приваривать с использованием среды защитного газа, чтобы предотвратить образования пор в сварочной зоне. При приварке алюминия использование защитного газа обязательно. Основной областью применения данного метода является автомобилестроение, где количество привариваемых метизов достигает до 600 шт. на 1 корпус.
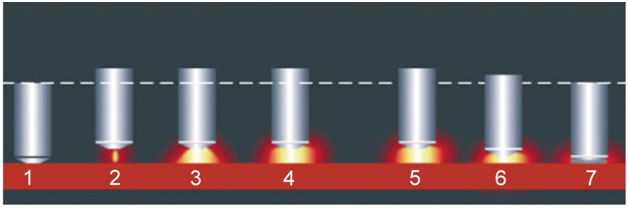
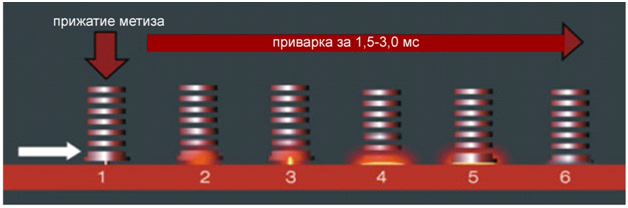
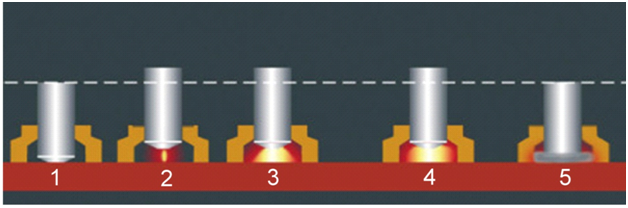
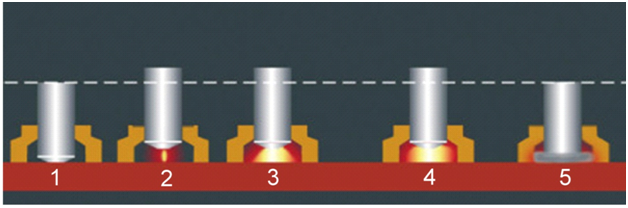
Рис. 2. Метод приварки крепежа вытянутой дугой в коротком цикле
1- метиз загружается в пистолет и позиционируется к месту сварки вручную, либо автоматической сварочной головкой и упирается на деталь при помощи позиционирующего кольца, стопорного штифта (упора) или газовых приспособлений.
2-после нажатия на пусковую кнопку метиз поднимается над деталью при помощи магнитного устройства пистолета и зажигается предварительная дуга
3-затем, при помощи трансформатора с тиристорным мостом, зажигается основная дуга. 4-полностью оплавляется торец метиза и участок детали под ним
5-магнитное устройство пистолета отключается по истечении установленного времени сварки
6-прижимной механизм ударным движением опускает метиз в сварочную ванную
7-после истечения времени сварки (5-100мс) при сварочном токе 500-1500А, зависящих от диаметра метиза, присадка и основной металл образуют однородное сварное соединение.
В отличие от конденсаторно-разрядного способа, здесь отсутствует громкий удар и повышается надёжность соединения благодаря большему в 10 раз времени сварки.
3. Приварка метизов вытянутой дугой (аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300) используется при толщине основания более 2 мм (0,25 от диаметра шпильки в керамическом кольце или 0,125 от диаметра шпильки в среде защитного газа) и диаметре шпильки от 3 до 22 мм (M24).
В данном методе для защиты сварочной ванны используется керамическая муфта, которая также служит для формирования сварного соединения, стабилизации сварочной дуги, изоляции от воздействия окружающей среды, а также защищает сварщика от ультрафиолетового излучения. Этот процесс используется для сварки конструкционных сталей, в машиностроении, где необходима приварка анкеров, метизов с резьбой диаметром от 6 до 25мм к толстым стальным пластинам, т.к. глубина провара составляет 1мм. Минимальная толщина поверхности в соотношении с диаметром метиза 1/4, на некоторых аппаратах 1/6. Время сварки данным способом составляет 100-1500 мс при сварочном токе от 800 до 3000А в зависимости от размера метиза.
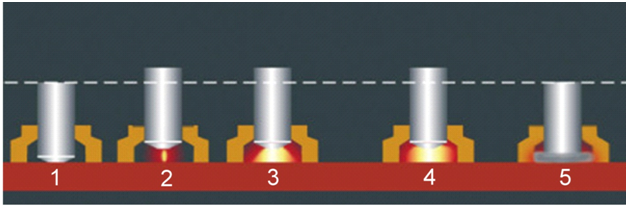
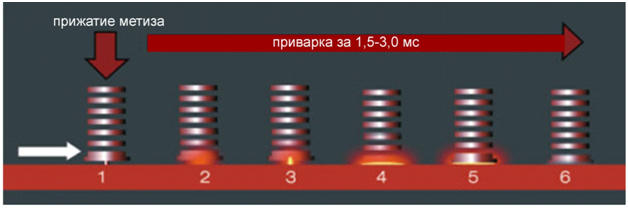
Рис. 3. Метод приварки крепежа вытянутой дугой
1-приварка происходит за счет прохождения через крепеж выпрямленного сварочного тока
2- при прохождении тока, метиз приподнимается над деталью при помощи магнитного устройства пистолета и зажигается предварительная дуга
3-зажигается основная дуга
4- полностью оплавляется торец метиза и участок детали под ним
5-метиз погружается в расплавленную поверхность металла.
Оба метода сварки вытянутой дугой могут быть оснащены оборудованием для газовой защиты области сварки, либо газозащитное оборудование может использоваться взамен керамической муфты. Такая форма защиты значительно сокращает образование пор в сварочной ванне и позволяет получить более пологую форму сварной точки.
Применение в качестве защитного газа смеси 82%Ar+18%СО2 позволяет приваривать метизы диаметром от 3 до 12мм к листами минимальной толщиной 1/8 диаметра метиза при времени сварки 5-300 мс и токах 500-1500А. Сварка алюминиевых сплавов методом вытянутой дуги ограничена.
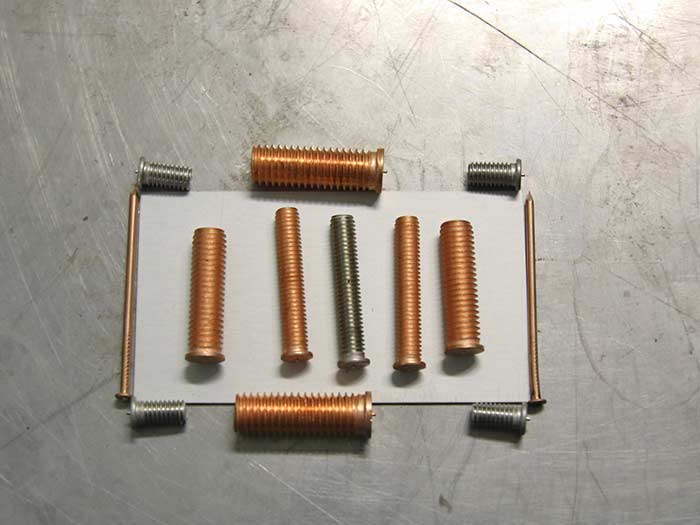
Фото: приварка стальной шпильки М8 в среде защитного газа методом вытянутой дуги
Аппараты для приварки метизов вытянутой дугой, в т.ч. в коротком цикле: аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300
Пистолеты для приварки метизов вытянутой дугой: DA-10/10M*, DA-12/12M*, DA-19/19M*, DA-22/22M*, DA-25/25M*
(* - исполнение пистолета для приварки метизов с гидравлической амортизацией и регулировкой по высоте)






Надежная приварка крепежа за секунды

Немецкие аппараты конденсаторной сварки HRUSCHKA и аппараты дуговой сварки KDA помогут в разы ускорить приварку крепежа на вашем производстве!
Качественное, надежное и красивое соединение без прожигов, шлака и окалин. Возможность подобрать привариваемый крепеж под любые задачи.
Конденсаторная сварка.
Приварка крепежа осуществляется с помощью электрического заряда, накопленного в конденсаторах. Накопленная энергия за доли секунды расплавляет наконечник метиза и поверхностный слой металла, в результате чего создается надежное приварное соединение.
- Высокая скорость приварки.
- Работа с тонкими металлами без их деформации.
- Отсутствие сварных швов на готовых изделиях.
- Прочность соединения.
- Простота использования.
- Работы с крепежом диаметром от 3 до 10мм
- Приварки контактов заземления в электрических шкафах
- Приварки крепежа с минимальными следами сварки



Электродуговая сварка.
- Высокие энергетические параметры дуги позволяют электро-дуговой сварке приваривать крепеж диаметром от 2 до 32 мм!
- При этом толщина листового металла должна быть не менее 1мм, потому что прожиг осуществляется на глубину до 1 мм.
- Также при работе с этим видом сварки понадобятся керамические кольца, которые препятствуют растеканию металла из области приварки.
- Высокая скорость приварки.
- Прочность соединения.
- Простота использования.
- Широкий диапазон размеров крепежа.
- Приварки крепежа диаметром до 32 мм.
- Ошиповки труб и мостостроения
- Получения более крепкого соединения (в сравнении с конденсаторной сваркой).


Аппараты конденсаторной сварки







Аппараты электродуговой сварки




Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.




























Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО "МОССклад" (ст.1259 и ст.1260 гл.70 "Авторское право" ГК РФ).
Читайте также: