Контактная точечная сварка гост
Обновлено: 18.05.2024
Resistance welding. Welded joints. Design elements and dimentions
Дата введения 1 июля 1980 г.
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла.
2. В стандарте приняты следующие обозначения способов контактной сварки:
Для конструктивных элементов сварных соединений приняты следующие обозначения:
s и s - толщина детали;
d - расчетный диаметр литого ядра точки или ширина литой зоны
h и h - величина проплавления;
g и g - глубина вмятины;
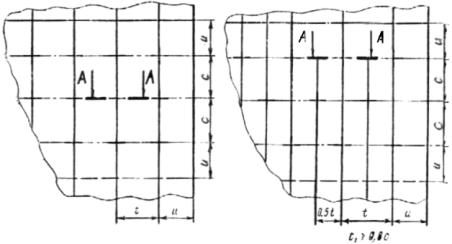
t - расстояние между центрами соседних точек в ряду;
с - расстояние между осями соседних рядов точек при цепном
с - расстояние между осями соседних рядов точек при шахматном
l - длина литии зоны шва;
f - величина перекрытия литых зон шва;
l - длина не перекрытой части литой зоны шва;
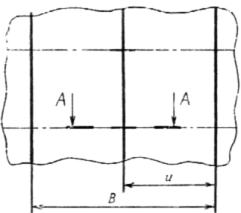
В - величина нахлестки;
u - расстояние от центра точки или оси шва до края нахлестки;
n - число рядов точек.
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт.1, 2, 3 и в табл.1, 3, 5 для соединений группы А и в табл.2, 4, 6 - для соединений группы Б.
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
4. Величина нахлестки В для многорядных швов при цепном расположении точек
при шахматном расположении точек
5. В зависимости от вида нахлестки сварного соединения величину нахлестки В следует определять в соответствии с черт.4.
6. Расстояние от центра точки или оси шва до края нахлестки и должно быть не менее половины минимальной величины нахлестки.
7. Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В случае s/s_1 > 2 минимальные величины нахлестки В, расстояние между центрами соседних точек в ряду t и расстояние между осями соседних рядов точек с следует увеличить в 1,2-1,3 раза.
8. При сварке трех и более деталей расчетный диаметр литого ядра точки d следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления h, h_1 должна быть для магниевых сплавов от 20 до 70%, титановых - от 20 до 95% и остальных металлов и сплавов - от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25% длины литой зоны шва l.
При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение величины перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва.
11. Глубина вмятины g, g_1 не должна быть более 20% толщины детали. При сварке деталей с отношением s/s_1 > 2, в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
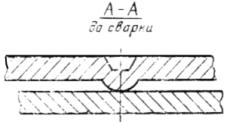
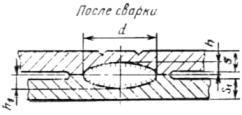
"Черт.1. Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой"
"Черт.2. Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой"
"Черт.3. Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой"
Контактная точечная сварка гост

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНТАКТНАЯ СВАРКА
СОЕДИНЕНИЯ СВАРНЫЕ
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
КОНТАКТНАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Конструктивные элементы и размеры
Resistance welding. Welded joints.
Design elements and dimensions
Постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. № 1926 срок действия установлен
Несоблюдение стандарта преследуется по закону
1 . Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
2 . В стандарте приняты следующие обозначения способов контактной сварки:
К т - точечная;
К р - рельефная;
K ш - шовная.
s и s 1 - толщина детали;
d - расчетный диаметр литого ядра точки или ширина литой зоны шва;
h и h 1 - величина проплавления;
g и g 1 - глубина вмятины;
t - расстояние между центрами соседних точек в ряду;
с - расстояние между осями соседних рядов точек при цепном расположении;
с 1 - расстояние между осями соседних рядов точек при шахматном расположении;
l - длина литии зоны шва;
f - величина перекрытия литых зон шва;
l 1 - длина не перекрытой части литой зоны шва;
В - величина нахлестки;
и - расстояние от центра точки или оси шва до края нахлестки;
п - число рядов точек.
3 . Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1 , 2 , 3 и в табл. 1 , 3 , 5 для соединений группы А и в табл. 2 , 4 , 6 - для соединений группы Б.
4 . Величина нахлестки В для многорядных швов при цепном расположении точек В = 2и + с ( п - 1); при шахматном расположении точек B = 2 u + с 1 ( п - 1).
5 . В зависимости от вида нахлестки сварного соединения величину нахлестки В следует определять в соответствии с черт. 4 .
6 . Расстояние от центра точки или оси шва до края нахлестки и должно быть не менее половины минимальной величины нахлестки.
7 . Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В случае > 2 минимальные величины нахлестки В, расстояние между центрами соседних точек в ряду t и расстояние между осями соседних рядов точек с следует увеличить в 1,2 - 1,3 раза.
8 . При сварке трех и более деталей расчетный диаметр литого ядра точки d следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9 . Величина проплавления h , h 1 должна быть для магниевых сплавов от 20 до 70 %, титановых - от 20 до 95 % и остальных металлов и сплавов - от 20 до 80 % толщины деталей.
10 . При шовной контактной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25 % длины литой зоны шва l.
11 . Глубина вмятины g , g 1 не должна быть более 20 % толщины детали. При сварке деталей с отношением > 2, в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30 % толщины детали.
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой
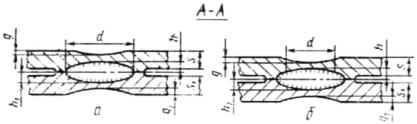
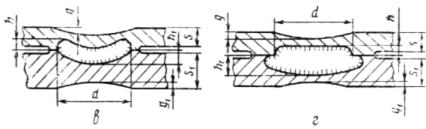
а - неплакированные металлы; б - плакированные металлы; в - детали неравной толщины; г - разноименные металлы
Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой
ГОСТ ISO 15609-5-2020
Технические требования и аттестация процедур сварки металлических материалов
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОЦЕДУРЕ СВАРКИ
Specification and qualification of welding procedures for metallic materials. Welding procedure specification. Part 5. Resistance welding
Дата введения 2020-12-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
5 Настоящий стандарт идентичен международному стандарту ISO 15609-5:2011* "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка" ("Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 5: Resistance welding", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 6.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ISO 15609 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки":
- часть 1. Дуговая сварка;
- часть 2. Газовая сварка;
- часть 3. Электронно-лучевая сварка;
- часть 4. Лазерная сварка;
- часть 5. Контактная сварка;
- часть 6. Лазерно-дуговая гибридная сварка.
1 Область применения
Настоящий стандарт устанавливает технические требования к процедуре контактной сварки для процессов точечной, шовной, стыковой оплавлением и рельефной сварки. До проведения любой аттестации необходимо установить применяемость положений настоящего стандарта для других процессов контактной сварки и связанных с ней сварочных процессов.
Примечание - Подробности обо всех частях ISO 15609 приведены в ISO 15607:2003, приложение А.
Параметры, перечисленные в настоящем стандарте, влияют на размеры сварного шва (качество), положение сварного шва, механические свойства или геометрию сварного соединения.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все изменения к нему):
ISO 669:2000, Resistance welding - Resistance welding equipment - Mechanical and electrical requirements (Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам)
ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO 5183 (all parts), Resistance welding equipment - Electrode adaptors, male taper 1:10 (Оборудование для контактной сварки. Патроны для закрепления электрода с наружным конусом 1:10)
ISO 5184, Straight resistance spot welding electrodes (Электроды прямые для контактной точечной сварки)
ISO 5821, Resistance welding - Spot welding electrode caps (Контактная сварка. Наконечники электродов для точечной сварки)
ISO 5827, Spot welding - Electrode back-ups and clamps (Сварка точечная. Токоподводящие электродные подкладки и зажимы)
ISO 8205-1, Water-cooled secondary connection cables for resistance welding - Part 1: Dimensions and requirements for double-conductor connection cables (Кабели соединительные вторичные с водяным охлаждением для контактной сварки. Часть 1. Размеры и требования к двужильным соединительным кабелям)
ISO 8205-2, Water-cooled secondary connection cables for resistance welding - Part 2: Dimensions and requirements for single-conductor connection cables (Кабели соединительные вторичные с водяным охлаждением для контактной сварки. Часть 2. Размеры и требования к одножильным соединительным кабелям)
ISO 8430 (all parts), Resistance spot welding - Electrode holders (Сварка контактная точечная. Электрододержатели)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules (Технические требования и аттестация процедур сварки металлических материалов. Общие правила)
ISO 15614-12, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 12: Spot, seam and projection welding (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка)
ISO 15614-13, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 13: Resistance butt and flash welding (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Сварка контактная стыковая и сварка контактная оплавлением)
ISO 17677-1, Resistance welding - Vocabulary - Part 1: Spot, projection and seam welding (Контактная сварка. Словарь. Часть 1. Точечная, рельефная и шовная сварка)
3 Термины и определения
В настоящем стандарте применены термины по ISO 15607, ISO 17677-1 и ISO 669.
4 Содержание технических требований к процедуре сварки
4.1 Общие положения
Технические требования к процедуре сварки WPS содержат всю информацию, необходимую для выполнения сварного шва. Необходимая информация, требуемая для WPS процедур контактной сварки, приведена в 4.2-4.4.
Для некоторых случаев необходимо дополнить имеющуюся информацию. Вся необходимая информация указана в WPS.
Должны быть определены допуски.
Примеры форм WPS приведены в приложениях A, B и C; эти формы могут быть изменены в соответствии с опытом работы.
4.2 Производитель
Должна быть указана следующая информация:
- ссылка на протокол аттестации процедуры сварки (WPQR, см. ISO 15614-12 или ISO 15614-13).
4.3 Основной материал
4.3.1 Состав
- обозначения и типы материалов, ссылочные стандарты;
- в случае наличия покрытия его тип, толщина, одностороннее или двустороннее.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Конструктивные элементы и размеры
Resistance welding. Welded joints. Design elements and dimensions
Срок действия с 01.07.80
до 01.07.85*
________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного
Совета по стандартизации, метрологии и сертификации.
(ИУС N 4 1994 г.). - Примечание изготовителя базы данных.
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. N 1926
ПЕРЕИЗДАНИЕ. Сентябрь 1983 г.
Для конструктивных элементов сварных соединений приняты следующие обозначения:
расчетный диаметр литого ядра точки или ширина литой зоны шва;
расстояние между центрами соседних точек в ряду;
расстояние между осями соседних рядов точек при цепном расположении;
расстояние между осями соседних рядов точек при шахматном расположении;
длина литой зоны шва;
величина перекрытия литых зон шва;
длина неперекрытой части литой зоны шва;
расстояние от центра точки или оси шва до края нахлестки;
число рядов точек.
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы и в табл. 2, 4, 6 - для соединений группы
4. Величина нахлестки для многорядных швов при цепном расположении точек .
5. В зависимости от вида нахлестки сварного соединения величину нахлестки следует определять в соответствии с черт. 4.
6. Расстояние от центра точки или оси шва до края нахлестки должно быть не менее половины минимальной величины нахлестки.
В случае8. При сварке трех и более деталей расчетный диаметр литого ядра точки следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления должна быть для магниевых сплавов от 20 до 70%, титановых - от 20 до 95% и остальных металлов и сплавов - от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва должна быть не менее 25% длины литой зоны шва .
11. Глубина вмятины , в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой

- неплакированные металлы; б - плакированные металлы; в - детали неравной толщины; г - разноименные металлы
ГОСТ IEC 62135-1-2017
ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ СВАРКИ
Требования безопасности при проектировании, производстве и монтаже
Resistance welding eguipment. Part 1. Safety reguirements for design, manufacture and installation
Дата введения 2019-03-01
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Национальная экспертно-диагностическая компания" (ООО "НЭДК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
Госстандарт Республики Казахстан
Институт стандартизации Молдовы
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 августа 2018 г. N 533-ст межгосударственный стандарт ГОСТ IEC 62135-1-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 Настоящий стандарт идентичен международному стандарту IEC 62135-1:2015* "Оборудование для контактной сварки. Часть 1. Требования безопасности при проектировании, производстве и монтаже" ("Resistance welding eguipment - Part 1: Safety reguirements for design, manufacture and installation", IDT).
Международный стандарт разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 10.
7 ИЗДАНИЕ (сентябрь 2020 г.) с Поправкой (ИУС 4-2020)
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты".
Международная электротехническая комиссия (МЭК) является всемирной организацией по стандартизации, включающей в себя все национальные комитеты. Целью МЭК является развитие международного сотрудничества по всем вопросам стандартизации в области электрической и электронной аппаратуры.
IEC 62135 состоит из следующих частей под общим наименованием "Оборудование для контактной сварки":
- часть 1. Требования безопасности при проектировании, производстве и монтаже;
- часть 2. Требования к электромагнитной совместимости.
Настоящий стандарт применяется к оборудованию для контактной сварки и родственных процессов и включает в себя машины одноточечной и многоточечной сварки, которые могут загружаться и/или запускаться вручную или автоматически.
В настоящем стандарте рассматривается стационарное и переносное оборудование.
Настоящий стандарт устанавливает требования к электрической безопасности при проектировании, изготовлении и монтаже. Настоящий стандарт не распространяется на требования, не связанные с электрической безопасностью (например, помехи, вибрации).
В настоящем стандарте не приводятся требования к электромагнитной совместимости (ЭМС), которые изложены в IEC 62135-2.
Для подтверждения соответствия настоящему стандарту должна быть проведена оценка всех рисков безопасности, связанных с погрузкой, электропитанием, эксплуатацией и разгрузкой оборудования, где это применимо, при соблюдении требований соответствующих стандартов.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных - последнее издание (включая все изменения).
IEC 60204-1:2005*, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования)
* Заменен на IEC 60204-1:2016 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования".
IEC 60364-4-41:2005, Low-voltage electrical installations - Part 4-41: Protection for safety - Protection against electric shock (Электроустановки низковольтные. Часть 4-41. Требования для обеспечения безопасности. Защита от поражения электрическим током)
IEC 60364-6, Low-voltage electrical installations - Part 6: Verification (Электроустановки низковольтные. Часть 6. Верификация)
IEC 60417-DB:2011**, Graphical symbols for use on equipment (Графические обозначения для использования в оборудовании)
** DB - обозначение интерактивной базы данных МЭК.
IEC 60445, Basic and safety principles for man-machine interface, marking and identification - Identification of equipment terminals, conductor terminations and conductors (Основные принципы и принципы безопасности для интерфейса "человек - машина", маркировка и идентификация. Идентификация выводов оборудования и выводов проводов, включая общие правила для буквенно-цифровой системы обозначения)
IEC 60529, Degrees of protection provided by enclosures (IP Code) [Степени защиты, обеспечиваемые корпусами (код IP)]
IEC 60664-1:2007*, Insulation coordination for equipment within low-voltage systems - Part 1: Principles, requirements and tests (Координация изоляции для оборудования в низковольтных системах. Часть 1. Принципы, требования и испытания)
* Заменен на IEC 60664-1:2020.
IEC 60664-3, Insulation coordination for equipment within low-voltage systems - Part 3: Use of coating, potting or moulding for protection against pollution (Координация изоляции для оборудования в низковольтных системах. Часть 3. Использование покрытия, герметизации или заливки для защиты от загрязнения)
IEC 61140, Protection against electric shock - Common aspects for installation and equipment (Защита от поражения электрическим током. Общие положения безопасности установок и оборудования)
ISO 669, Resistance welding - Resistance welding equipment - Mechanical and electrical requirements (Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам)
ISO 13849-1, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (Безопасность машин. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы проектирования)
В настоящем стандарте применены термины в соответствии с ISO 669, IEC 60664-1, IEC 60204-1, а также следующие термины с соответствующими определениями:
3.1 оборудование для контактной сварки и родственных процессов (equipment for resistance welding and allied processes): Оборудование, применяемое для контактной сварки и родственных процессов и состоящее, например, из источника сварочного тока, электродов, инструментов и соответствующей контрольной аппаратуры.
Примечание 1 - Это может быть отдельное устройство или часть сложной машины.
Примечание 2 - Далее по тексту используется термин "оборудование для контактной сварки".
3.2 процессы, родственные контактной сварке (allied to resistance welding): Процессы, выполняемые на машинах, сопоставимых с оборудованием для контактной сварки, считаются родственными контактной сварке, например пайка высокотемпературная электросопротивлением, низкотемпературная или с нагревом.
3.3 типовые испытания (type test): Испытания одного или нескольких устройств, имеющих заданную конструкцию, для проверки соответствия этих устройств требованиям соответствующего стандарта.
[IEC 60050-851:2008, 851-12-05]
3.4 контрольные испытания (routine test): Испытания, проводимые на каждом отдельном устройстве во время или после производства для проверки его соответствия требованиям соответствующего стандарта или заданным критериям.
[IEC 60050-851:2008, 851-12-06]
3.5 сварочный контур (welding circuit): Проводящий материал, предназначенный для прохождения через него сварочного тока.
3.6 контур управления (control circuit): Контур для оперативного управления сварочным оборудованием и/или для защиты силовых контуров.
3.7 стандартное значение (conventional value): Значение, которое используется как мера оценки того или иного параметра для сравнения, калибровки, проверки и т.д.
Примечание - При проведении реального процесса сварки не обязательно применяются стандартные значения.
3.8 номинальное значение (rated value): Значение, задаваемое, как правило, производителем для определенных условий работы того или иного элемента, устройства или оборудования.
3.9 паспортные данные (rating): Набор номинальных значений и условий эксплуатации.
3.10 ручное оборудование (hand-held equipment): Оборудование для контактной сварки со встроенным или внешним трансформатором, которое предполагается держать в руках во время использования.
3.11 переносное оборудование (portable equipment): Оборудование для контактной сварки, которое подключается к сети питания с помощью штепсельного разъема.
3.12 стационарное оборудование (stationary equipment): Оборудование для контактной сварки, постоянно подключенное к электросети.
3.13 группы материалов (material group): Материалы делятся на четыре группы в зависимости от значения соответствующего сравнительного индекса трекингостойкости (СИТ).
Читайте также: