Механизированная сварка порошковой проволокой в среде активных газов
Обновлено: 05.07.2024
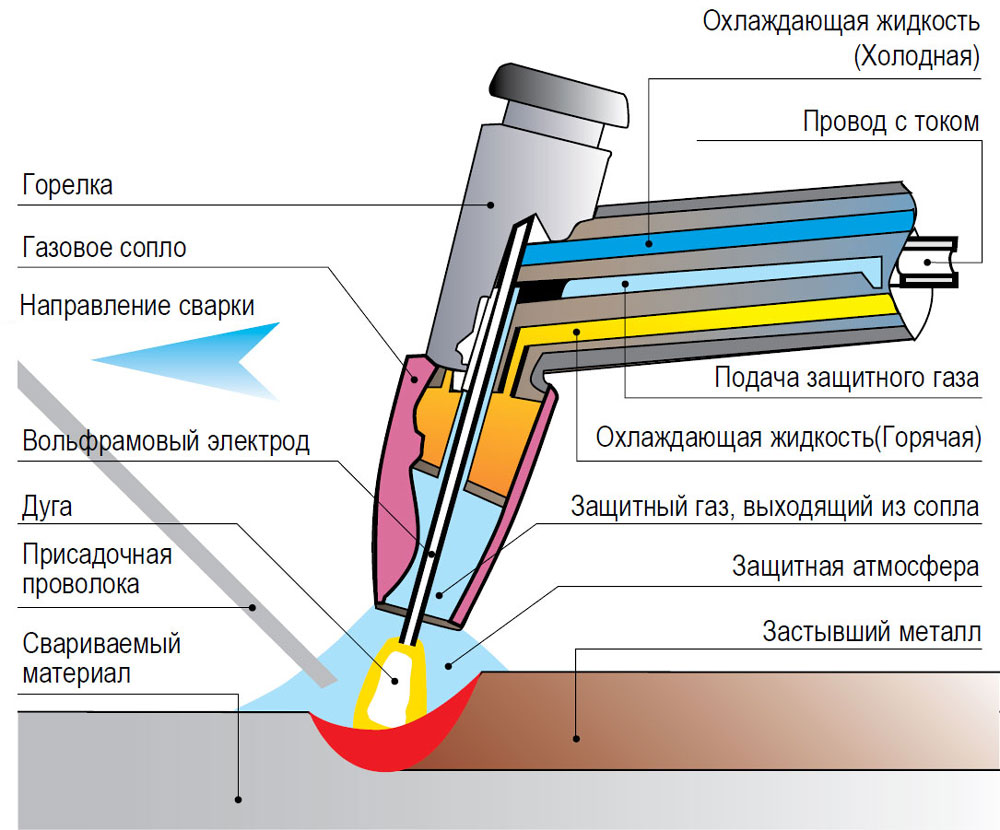
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название. Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Другие названия аргонной сварки – "сварка аргоном", "аргоновая сварка", "аргонодуговая сварка".

MIG и MAG сварка, что это и как расшифровать?
MIG сварка — это аббревиатура, состоящая из первых букв полного названия данного способа Metal Inert Gas (Метал Инертный Газ), а расшифровка MAG - Metal Active Gas (Метал Активный Газ). У нас же чаще всего используется название полуавтоматическая сварка или механизированная дуговая сварка плавящимся электродом в среде защитного газа, а в США - GMAW т.е. Gas Metal Arc Welding (Газ Метал Дуговая Сварка).
Но все эти различные названия и аббревиатуры — это по сути электрическая дуговая сварка, при которой сварочная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет сварочной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом.
Так как при данном способе сварочная проволока подается автоматически, а горелка перемещается вдоль шва вручную, этот способ сварки еще называется механизированным, а сварочная установка – механизированным аппаратом (сварочным полуавтоматом). Однако сварку в защитных газах можно выполнять также и в автоматическом режиме, когда используются передвижные тележки или передвижные сварочные головки.

Введение в дуговую сварку в защитных газах (TIG, MIG/MAG)
Иллюстрированное пособие сварщика

Пособие предназначено для теоретической подготовки, повышения квалификации и переаттестации рабочих следующих профессий:
- газосварщик;
- электрогазосварщик;
- электросварщик ручной сварки
Пособие может быть использовано при подготовке и обучении рабочих следующих профессий:
- газорезчик;
- контролер сварочных работ;
- наладчик сварочного и газоплазморезательного оборудования;
- оператор проекционной аппаратуры и газорезательных машин;
- электровибронаплавщик;
- электросварщик на автоматических и полуавтоматических машинах
Юхин Н.А. Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG/MAG)

В иллюстрированном пособии изложены принципы и особенности механизированной дуговой сварки плавящимся электродом в среде защитных газов. Содержатся данные о сварочных материалах и оборудовании. Приведены рекомендации по технике и технологии сварки сталей, сплавов и цветных металлов. Использованы материалы Института сварки России.
Сварка порошковой проволокой (FCAW)
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом - FCAW (Flux Cored Arc Welding).
Полуавтоматическая сварка плавящимся электродом в среде защитных газов (MIG, MAG, GMAW) нержавейки (видео)
Для сварки нержавеющих сталей применяют полуавтоматическую сварку плавящимся электродом (MIG, MAG, GMAW) и в данном видео обговариваются следующие вопросы:
Порошковая проволока для полуавтоматической сварки в среде защитных газов (FCAW) нержавеющих сталей (видео)
Сварка порошковой проволокой (FCAW) применяется для сварки нержавейки и является разновидностью полуавтоматической сварки (MIG, MAG, GMAW). Какие преимущества и недостатки использования сварки порошковой проволокой FCAW для сварки нержавеющих сталей?
Подогреватель, расходомер, осушитель газа для сварки
Подогреватель, расходомер и осушитель применяют при полуавтоматической сварке или как её еще называют MIG и MAG. Расходомер необходим для учета и установке оптимального расхода газа или сварочной смеси.
Поскольку углекислый газ в баллоне находится в жидком состоянии, при отборе из баллона происходит процесс испарения и превращение в газ, который уже поступает в сварочную горелку полуавтомата. В результате перехода из жидкого состояния в газообразное резко уменьшается температура газа и происходит процесс замерзания влаги в каналах редуктора и их заполнение льдом. Во избежание данного негативного эффекта применяют подогреватели газа, которые устанавливают между вентилем баллона и редуктором или расходомером. Но и этого иногда недостаточно так как из углекислоты необходимо удалить лишнюю влагу и для этого применяют осушители газа.
Порошковая проволока и сварка с ее применением
Каждая технология проведения сварочных работ имеет свою специфику, достоинства и недостатки. Зачастую для конкретного ее вида может подходить лишь определенный способ сварки. Довольно популярным на текущий момент методом сварки считается дуговая сварка порошковой проволокой.

Требования к проволоке
Порошковая проволока исполняется в виде трубки. Внутрь нее укладывается сварочный флюс с добавлением металлического порошка. Она классифицируется в зависимости от предназначения, варианта применяемой защиты, механических характеристик и положения при проведении сварочных работ.
Подавляющее большинство порошковой проволоки пригодно для осуществления работ с низколегированной или менее прочной низкоуглеродистой сталью.
Среди основных требований к ней можно выделить:
- стабильность в нагреве электрической дугой и легкость, с которой дуга возникает;
- равномерность при плавлении проволоки, отсутствие больших разбрызгиваний;
- шлак, возникающий в процессе порошковой сварки на месте шва, должен без труда счищаться после остывания и обеспечивать равномерное покрытие всей поверхности шва;
- шов не должен иметь никаких изъянов.

Применение различного наполнителя, а также изменение конструкции оболочки позволяет улучшить характеристики порошковой проволоки и применять ее для конкретных целей.
Сварочная проволока, которая имеет флюсовый сердечник, служит для того, чтобы обеспечить сварку низкоуглеродистых сталей с повышенной степенью наплавлений.
Ее применяют при монтаже низколегированных сталей, а также при проведении сварки в различных, порой неудобных, положениях. Порошковой проволокой варят чугун и оцинкованную сталь.
Основные виды проволоки
В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной.
Газозащитый вид
Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
В процессе принимает участие углекислый газа или его смесь с аргоном. Газ поступает извне. Порошковый наполнитель можно подобрать так, чтобы сделать параметры сварки лучше. Например, можно увеличить скорость вертикальной сварки или прочно соединять трудносвариваемую сталь.
Данная технология используется при необходимости создания нахлестов, при работе в местах стыков и на углах конструкций, как для автомата, так и для полуавтомата. Применение подобной технологии обеспечивает постоянство струи, пониженный уровень разбрызгивания, а также стойкость к образованию пор и шлака.
Материал, который применяется в процессе сварочных работ, обладает повышенным коэффициентом наплавления, имеет низкий уровень дымления и позволяет качественно выполнять швы.
Самозащитный вид
Самозащитная порошковая проволока изготавливается в виде специального «вывернутого» электрод (он словно вывернут наизнанку). Использование такого типа сварки позволяет проводить работы при различных температурных условиях (даже экстремальных), при сильных порывах ветра и тому подобное.
Основными компонентами сердечника являются различные присадки (диоксидирующие, шлакообразующие и защитные), что позволяет проводить сварку без использования газа.
Самозащитная сварочная проволока имеет ряд положительных особенностей, среди которых можно выделить:
- возможность проводить сварочные работы в различных положениях;
- за счет открытости дуги имеется возможность аккуратно передвигать наплавляемый металл;
- специальный тип покрытия проволоки обеспечивает ее устойчивость к давлению, оказываемому роликами;
- за счет контроля химического состава появляется возможность получить вполне конкретный состав шлака.
В монтажных условиях механизированная порошковая сварка становится все более распространенной. Хотя многие жалуются на высокую стоимость расходного материала, эффективность порошковой сварки ощутимо выше, надо только выбрать правильную марку проволоки.
Преимущества порошкового метода

Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
При полуавтоматической сварке проблемы возникают с потоком защитного газа. Потоки воздуха могут его сдувать, а сопла могут забрызгиваться.
Применение порошковой проволоки для полуавтомата решает подобные проблемы. Не требуется флюса, баллона с газом и всех сопутствующих инструментов. Порошковая сварка собрала в себе преимущества открытых электродов и автоматического способа сваривания.
Достаточно будет только четко определять направленность электрода в желаемую точку, и контролировать процесс образования сварочного шва. Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Наполнение и внешняя оболочка

Сама наружная часть порошковой проволоки выполнена из холоднокатаной ленты, имеющей особый уровень мягкости. Назначение проволоки определяется химическими свойствами ее сердцевины.
Основой для нее служат диэлектрические компоненты, среди которых железный порошок рутилового и флюоритового концентрата, добавки для увеличения качества шва, органические и карбонатные присадки для выделения защитных газов.
Порошковая сварка таким методом имеет аналогичную специфику с работами, выполняемыми с применением электродов. Защитный слой подвергается плавлению под воздействием сварочного тока, а сам сердечник плавится за счет наличия электродуги и под влиянием температуры раскаленного металла.
Если имеется необходимость нанести несколько слоев сварки, то проводится очистка рабочей поверхности от шлака, образовавшегося на предыдущем слое.
Где применяют метод без защитных газов
Зачастую, проводить сварочные работы с использованием обыкновенных электродов неудобно, так как местоположение свариваемых поверхностей мешает их подвести. Чтобы обеспечить удобные условия и был разработан специальный расходный материал.
Он дает возможность проводить сварочные работы в любом положении и при отсутствии газовой среды. Проволока специального назначения обеспечивает принудительное формирование швов, позволяет производить сварку под водой, а также выполнять автоматическую сварку.
Варить можно как в нижнем положении, так и вертикально (для некоторых случаев) благодаря тому, что ванны для сварки имеют соответствующий разъем. Тип применяемого материала выбирается на основании его характеристик и специфики предстоящей работы.
Порошковая проволока считается наиболее оптимальным вариантом, когда работы проводятся на открытой местности.
Ветер и сквозняки не оказывают практически никакого воздействия на качество сварных швов, однако их параметры несколько уступают тем характеристикам, которые обеспечивает газовая или электродная сварки.
Выбирается порошковая проволока не только на основании ее технических особенностей, но еще и руководствуясь необходимостью в конкретном диаметре для данной сварки.
Диаметр не должен быть меньше, чем 2,3 мм. Проволоку меньшего сечения применяют только при проведении сварки на металлических конструкциях с наиболее маленькой толщиной.
При осуществлении сварочных работ пользуются специальным шланговым автоматическим или полуавтоматическим сварочным аппаратом, в котором имеется отдел для расположения мотка проволоки.
Она крепится за счет фиксатора в рукоятке, а ее подача происходит посредством специального шланга, что обеспечивает стабильность дуги и позволяет полностью расплавить сердечник. На полуавтоматах для применения порошковой флюсовой проволоки обычно присутствует режим «No Gas», что дает возможность изменять полярность.
Сварочные работы с применением защитных газов

Сварка в среде защитных газов предусматривает подачу газовой струи в область плавления при помощи горелки. Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Самой распространенной является струйная защита. Ее качество определяется габаритами и конструктивным исполнением сопла, а также дистанцией между срезом сопла и поверхностью свариваемого материала. Наиболее эффективная защита достигается при использовании стационарных камер, внутри которых находится газ. Туда помещают изделие при проведении работ.
Полуавтоматическая сварка в углекислом газе производится с применением специального оборудования, которое обеспечивает отличное качество сварочного шва, узкую зону термического воздействия, высокую скорость расплавления проволоки. Все это повышает производительность процесса и увеличивает надежность готовой конструкции.
Особенности механизированной сварки
Под механизированной или частично автоматизированной электросваркой понимаются операции сплавления, при которых рабочий стержень вместе с дугой перемещаются посредством специальной механической подачи.
Такая механизированная дуговая сварка осуществляется с привлечением дополнительного оборудования и обеспечивает возможность выполнения самых сложных операций. С её помощью удаётся формировать не только узловые и тавровые соединения, но и обустраивать сочленения типа «внахлёст» и «встык».

Автоматика и полуавтоматика
Полностью механизированная или автоматическая электросварка – это вариант сварки, когда дуга появляется без усилий сварщика. Таким образом, сварщик вообще не принимает непосредственного участия в работе.
Течение сварки управляется и корректируется командами, которые подают на исполнительные механизмы по специально разработанным для этих целей программам.
Функционирование систем механизированной дуговой сварки предполагает получение особым образом оформленного металлического соединения.

Под действием расплавленного дугой электрода на поверхности обрабатываемого металла образуется особый сварочный слой или ванна, в которой все компоненты присутствуют в жидком и хорошо перемешанном виде.
Такая жидкая масса формируется с помощью вспомогательных добавок (флюсов), что принципиально отличает данный класс сварки от ручного способа.
Металл под воздействием этих добавок сначала интенсивно окисляется, а затем переходит в стадию легирования.
При формировании дуги автоматом она движется вдоль свариваемых кромок металла, активируя при этом всю сварочную ванну.
После прохода автомата и остывания ванны на её месте остаётся достаточно ровный и качественный шов.
Реализация процесса
Механизация процесса сварки предполагает несколько вариантов его реализации, отличающихся по условиям сплавления, виду дуги и по способу защиты обрабатываемого металла от окисления. В предлагаемом ниже перечне приводятся лишь некоторые из них.
При механизированной сварке в средах углекислотного типа свойства большинства металлов изменяются в лучшую сторону (повышается их пластичность и устойчивость к агрессивным средам). При этом расход углекислоты определяется окружающими условиями, мощностью автоматической дуги и типом сварного электрода.
Часто при механизированной полуавтоматической сварке в качестве защитной среды используют аргон или гелий. Их применяют при необходимости сваривания алюминиевых, магниевых или сверхпрочных титановых изделий (включая сплавы).
С помощью специальной активирующей добавки (флюса) помимо легированных сталей также удаётся сваривать чугун, алюминий, медь и другие цветные металлы.
Среди всего многообразия методов автоматического сваривания металлов, техника механизированной сварки под флюсом занимает особое место и требует, поэтому отдельного рассмотрения.
Обработка под флюсом
Технологический процесс механизированной сварки под флюсом регламентируется требованиями ГОСТ 8713-79, определяющими также состав и порядок применения этой добавки.
Согласно госстандарту флюс представляет собой порошкообразную добавку для сварки. Это аналог непокрытого электрода при ручном процессе. Его основой является метасиликат (силикат марганца), обеспечивающий требуемые параметры текущего процесса.
Все известные флюсы для механизированной сварки подразделяются на неплавленые и получаемые путем сплавления.
К первому типу флюсов относятся так называемые «спеченные», а также керамические составы; причём вторые содержат порошковые материалы с добавлением небольшого количества жидкого стекла.
В отличие от керамических «спеченные» добавки при изготовлении сначала спекаются в термических печах, а затем дробятся до требуемого размера. Приготовление плавленых флюсов осуществляется в высокотемпературных печах, где они исходный материал расплавляется.
В процессе механизированной сварки отдельные частички флюса под воздействием тепла сначала расплавляются, а после затвердевания превращаются в характерную шлаковую корку в виде мелких шариков.
Не полностью расплавившийся флюс сварщики иногда используют повторно, но лишь после того, как он тщательно просеивается.
Все виды добавок или флюсов обеспечивают надёжное сваривание низкоуглеродистых и низколегированных сталей. Но известен ещё один вид активирующего материала, позволяющего проводить механизированную сварку даже высоколегированные стали, а также алюминий, нержавейку и изделия их меди, включая её сплавы.
Порошковая проволока

Речь идёт о так называемой «порошковой» проволоке для механизированной сварки, производимой согласно требованиям ГОСТ 26101-84 и имеющей сложную структуру. В её составе имеется специальная оболочка, частично заполненная шихтой, за счёт чего отдельные образцы проволоки в диаметре достигают 40 мм.
После расплавления этого вида активной добавки в шихту выводятся компоненты, обеспечивающие выполнение следующих задач:
- защита обрабатываемого металла от содержащегося в азоте кислорода;
- поддержание ровной и стабильной дуги;
- получение качественного шва.
Также необходимо заметить, что при механизированной сварке такая проволока может применяться совместно с флюсом и углекислотой.
Оборудование
В качестве оборудования для механизированной сварки, как правило, используются высокотехнологичные устройства, разработанные специально для конкретных сфер производства или применения в быту.
Все эти агрегаты комплектуются независимыми источниками тока, обеспечивающими формирование электрической дуги. С их помощью также осуществляется регулировка всего сварочного процесса с учётом выбора скорости подачи флюса или порошковой проволоки.
Наряду с полностью автоматизированными системами при сваривании металлических заготовок активно используются полуавтоматические механические агрегаты, состоящие из двух основных модулей. В состав таких типовых устройств, применяемых в системах автоматизации сплавления заготовок, входят самоходная головка и блок управления.
Агрегаты для механизированной сварки в среде защитных газов имеют в своём составе целый набор технических средств, включая газовые редукторы особой конструкции, баллоны с кислотными составляющими, а также специальные осушители. Сушильные приспособления необходимы для удаления из рабочей среды избытков влажных образований.
Предназначение отдельных частей автоматики
В ходе работ механизированных систем самоходная головка (трактор) осуществляет подачу требуемых компонентов в зону сварки с одновременным включением цепей питающего дугу тока.
Классический автомат для сваривания посредством электродной проволоки имеет в своём составе два ролика для проволоки; причём первый из них осуществляет ведущее действие, а второй – лишь вспомогательный.
Указанные приспособления удерживают проволоку в границах агрегата для сварки и регулируют ее натяжение и подачу. Проволоку хранят в кассетах, что весьма удобно. Разматываясь, она сначала проходит через направляющие шланги, а затем уже подается у дуге, чтобы выполнять свои функции.
Помимо всего прочего, механизированное оборудование содержит в своём составе специальные системы, ответственные за удаление излишков флюса из зоны сварки. В головку, которая передвигается автоматически, встраивают горелку, выполняющую сразу две функции.
Во-первых, она обеспечивает подачу в зону работ электродной (порошковой) проволоки, а во-вторых – подводит к ней необходимые для защиты металла от кислорода газы. Одновременно с этим горелка оснащена отдельным каналом для подачи формирующего дугу сварочного тока.
В механизированных системах на горелке предусматривается специальный держатель, обеспечивающий подачу флюса из бункера с активирующим составом.
Механизированная обработка металла с привлечением всего спектра дополнительных активаторов (углекислого газа, флюсов и порошковых проволок) широко применяется при изготовлении современных конструкций.
К таким работам можно причислить возведение мостовых сооружений и постройку судов, а также обустройство специальных резервуаров, предназначенных для опасных и легко воспламеняющихся веществ.
Технология механизированной сварки
Полностью или частично механизированная сварка облегчает монтаж трубопроводов, металлоконструкций, используется при производстве сварных деталей. За счет механического передвижения сварочной головки улучшается прочность шва. Данными видами оборудования выполняют тавровые, угловые соединения, сваривают заготовки встык и внахлест. Механизированный помощник помогает точно соединить детали, расположить их под требуемым углом. Автоматы и полуавтоматы помогают выполнять работы в труднодоступных местах.

Особенности
Сначала о полностью механизированной сварке, это автоматизированный процесс соединения деталей, когда оператор только настраивает оборудование и следит за его работой. Аппарат сам разжигает и поддерживает дугу, ведет ее по шву, при этом подает присадочную проволоку, флюс или защитный газ.
При частично механизированной сварке подача расходных материалов осуществляется автоматически, а за геометрию шва отвечает сварщик. Он перемещает горелку с нужной скоростью в заданном направлении. Процессы полной или частичной механизации также регулируются стандартами для сварочных технологий.
Область применения
С помощью сварочных механизированных аппаратов можно сваривать трубы, накладывать прямые, кольцевые и криволинейные швы, осуществлять соединения в труднодоступных местах. Средства механизации предназначены для тонких заготовок и средней толщины. Оборудование применяется для монтажа и ремонтных работ, выручает в аварийных ситуациях. При серийном производстве используют полную механизацию, в транспортном машиностроении чаще нужны полуавтоматы с функцией подачи флюса, газа. Хребтовые балки сваривают на поточных механизированных линиях, рамы вагонов – на кантователях. Автоматическая механизированная сварка под флюсом и в углекислом газе применяется при выпуске прямошовных и спиралешовных труб.
Виды механизированной сварки
При механизации сварочного процесса учитывают особенности сваривания различных металлов. Для соединения углеродистых и низкоуглеродистых сплавов необходим углекислый газ. Алюминий, титан, магний расплавляют под облаком инертного газа. Чугун, некоторые алюминиевые сплавы, легированные стали сваривают с использованием различных флюсов. Каждый механизированный сварочный процесс стоит рассмотреть подробней.
В среде углекислого газа
Расход CO 2 зависит от типа электрода, мощности электродуги, движущихся потоков воздуха. При сдувании струи газа ветром или сквозняком ухудшается качество шва. Механизированной дуговой сваркой соединяют заготовки с содержанием углерода:
- до 2,14% (низкоуглеродистые сплавы);
- от 3 до 5 % (среднеуглеродистые).
Сваривают детали толщиной до 40 мм, в смеси газов можно проварить 80-ти мм металл. Процесс регламентируется ГОСТ 14771-76. Струя поступает из сопла, обтекает сварочную дугу, предохраняет ванну расплава от окисления.
В инертных газах
При механизированной сварке в среде защитных газов металлы при нагреве не окисляются. При подаче аргона с плотностью в 1,5 раза выше, чем у воздуха, над обрабатываемыми кромками формируется устойчивое облако. Такую защиту ванны применяют при сваривании любых металлов, когда необходимо получить качественное соединение или невозможна обыкновенная электродуговая сварка, например, при монтаже проката:
- из цветных металлов (меди, никеля, алюминия, титана);
- жаропрочных и конструкционных сталей, склонных к окислению при нагреве;
- некоторых видов нержавейки.
Инертные газы защищают металл от воздействия кислорода, азота, других компонентов воздуха, ухудшающих эксплуатационные характеристики сварных соединений.
Под флюсом
По ГОСТ 8713-79 в зависимости от способа изготовления флюсы разделяют на две группы:
- плавленые представляют собой однородный конгломерат, получаемый путем спекания компонентов;
- неплавленые бывают двух видов: керамические – это порошки с клеевой основой; спеченые сначала спекают при высоких температурах, затем измельчают до нужной фракции.
Смеси и порошки на основе силиката марганца наносят перед механизированной сваркой под флюсом. В процессе нагрева дугой защитный состав образует шлаковую корку. Оставшиеся частицы собирают для повторного применения.
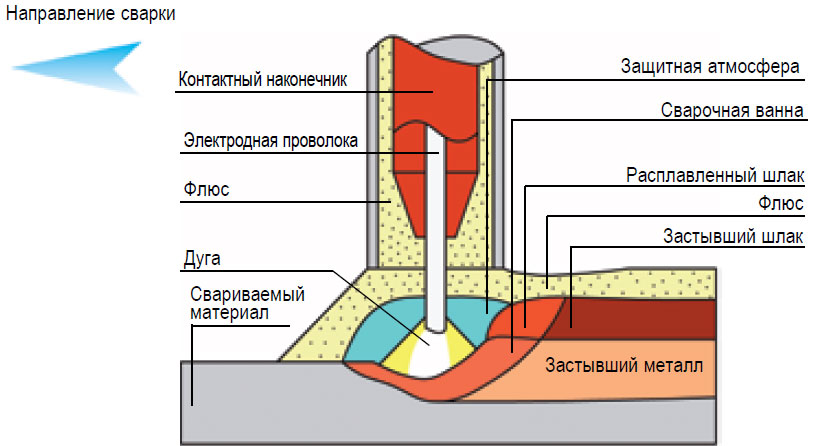
Порошковыми проволоками
Сварщики выбирают любой расходный материал под тип обрабатываемого металла, порошковые проволоки – не исключение. Это стержень, заполненный шихтой, выполняющей сразу несколько функций:
- защищает металл от воздействия азота, кислорода, водорода;
- раскисляет и легирует расплавленный металл;
- поддерживает стабильное горение дуги;
- формирует ровный шов.
Для механизированного сварочного процесса применяют несколько типов порошковой проволоки:
- сочетаемые с флюсами;
- содержащие флюсовые компоненты в составе шихты;
- самозащитные для сваривания металла в углекислом газе.
Производители выпускают расходники с замкнутым трубчатым сечением, с захлестом кромок и сложной формы с загибами одной или обеих кромок внутрь.

Применяемое оборудование
Для работы применяют автоматы и полуавтоматы, тип сварочного механизированного оборудования зависит от необходимой степени участия человека в сварочном процессе. Механизированный автоматический аппарат осуществляет:
- розжиг дуги;
- механизированную подачу присадки, флюса или газа;
- контроль токовых параметров;
- движение дуги относительно кромок по заданной траектории.
Оператор только следит за работой автоматов, состоящих из трактора (самоходной сварочной головки) и блока управления (процессора).
Механизированные устройства тракторного типа осуществляют подачу проволоки за счет прижимного и подающего роликов. Перемещение дуги по направлению шва осуществляется вручную сварщиком. Основным элементом полуавтоматической механизации является электродержатель. Через это устройство обеспечивается подача электротока в зону сварки. Дуга разжигается при замыкании цепи с помощью пусковой кнопки, расположенной на рукояти держателя.

Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
Самоходная головка (трактор) одновременно с замыканием цепи осуществляет подачу требуемых компонентов. Вместе с током, питающим дугу, в зону сварки поступает расплавляемая присадка, защитные флюсы или газы.
Классические механизированные аппараты регулируют скорость подачи проволоки и плотность дуги в зависимости от физико-механических свойств свариваемых металлов. Проволока устанавливается в кассетах фабричной намотки с фиксированным натяжением. Разматываясь, присадка сначала проходит через направляющие ролики и шланги, затем поступает на подающие.
Специальные системы, ответственные за подачу газа, флюса, настраиваются собственно токовым параметрам. Скорость движения горелки регулируется автоматизировано или сварщиком.
При помощи механизированного трактора подается электродная проволока, а ток проводится к сварочному месту.
Производители предлагают механизированное оборудование для сварки с разной степенью механизации. По сути, технология автоматизированной сварки с точки зрения физико-термических процессов идентична ручной. Отличается технологичностью, скоростью формирования шва, качеством соединений.
Читайте также: