Межотраслевой стандарт сварочных швов
Обновлено: 01.05.2024
Настоящий стандарт устанавливает правила обозначения сварных соединений на технических чертежах. Они могут включать информацию о геометрии, выполнении, качестве и испытаниях сварных швов. Положения настоящего стандарта могут применять к соединениям, полученным пайкой твердым или мягким припоем.
Существуют два способа обозначения соединений на чертежах: указанием стрелкой лицевой стороны поверхности соединения и обратной стороны. В настоящем стандарте:
- разделы, таблицы и рисунки с буквой «А» применимы только к системе условного обозначения, основанной на двойной линии полки;
- разделы, таблицы и рисунки с буквой «В» применимы только к системе условного обозначения, основанной на одинарной линии полки;
- разделы, таблицы и рисунки, которые не имеют буквы «А» или «В» применимы к обеим системам.
Обозначения, определяемые настоящим стандартом, можно комбинировать с обозначениями, применяемыми на чертежах, например с обозначениями требований к обработке поверхности.
Представлен также альтернативный способ условного обозначения, который можно применять для обозначения сварных соединений на чертежах, указав необходимую информацию о конструкции, такую как размеры сварного шва, уровни качества и т. д. Подготовку соединения и процесс (ы) сварки для выполнения установленных требований определяет производитель.
Примечание — Приведенные в настоящем стандарте примеры, включая размеры, являются поясняющими и предназначены для демонстрации правильного применения положений стандарта. Эти примеры не демонстрируют передовой опыт в проектировании и не заменяют требований сводов правил или технических условий.
2 НОРМАТИВНЫЕ ССЫЛКИ
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения):
ISO 128 (all parts) Technical drawings — General principles of presentation [Технические чертежи. Основные положения (все части)]
ISO 129−1 Technical drawings — Indication of dimensions and tolerances — Part 1: General principles (Технические чертежи. Указание размеров и допусков. Часть 1: Основные положения)
ISO 1302 Geometrical Product Specifications (GPS) — Indication of surface texture in technical product documentation [Технические требования к размерам изделий (GPS). Обозначение шероховатости поверхности в технической документации на продукцию]
ISO 3098−2 Technical product documentation — Lettering — Part 2: Latin alphabet, numerals and marks (Техническая документация на продукцию. Обозначения. Часть 2. Латинский алфавит, цифры и знаки)
ISO 4063 Welding and allied processes — Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO/TR 25901:2007Welding and related processes — Vocabulary (Сварка и родственные процессы, Словарь). Заменен на ISO/TR 25901−1:2016 «Сварка и родственные процессы. Словарь. Часть 1. Общие термины», ISO/TR 25901−3:2016 «Сварка и родственные процессы. Словарь. Часть 3. Сварочные процессы», ISO/TR 25901- 4:2016 «Сварка и родственные процессы. Словарь. Часть 4. Дуговая сварка».
3 ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящем стандарте применены термины в соответствии с ISO/TR 25901, а также следующие термины с соответствующими определениями:
3.1 условное обозначение сварного соединения (welding symbol): Обозначение, состоящее из линии-выноски со стрелкой и полкой, которое может включать основные и вспомогательные знаки, размеры и/или «хвост» полки, применяемые на технических чертежах для указания типа, положения и подготовки сварного соединения.
3.2 основное условное обозначение сварного соединения (basic welding symbol): Обозначение, состоящее из линии-выноски со стрелкой и полкой, «хвоста» полки, применяемое для обозначения, когда требования к соединению не определены, но должно быть выполнено сварное соединение.
3.3 стрелка (arrow line): Выносная линия, применяемая для указания соединения, которое должно быть выполнено, обычно вычерчивается под углом 135° к линии полки.
3.4 линия полки (reference line): Часть условного обозначения сварного соединения, представляющая линию, на которой расположены основные знаки, обычно вычерчивают параллельно нижнему краю чертежа.
3.7 обратная сторона (other side): Поверхность, противоположная поверхности соединения на которую указывает стрелка.
3.8 основные знаки (elementary symbol): Знаки, образующие часть условного обозначения сварного соединения и расположенные на линии полки для указания типа сварного шва и подготовки соединения.
3.9 вспомогательные знаки (supplementary symbol): Знаки, применяемые совместно с основными знаками для указания дополнительных сведений о соединении.
3.10 дополнительная информация (complementary information): Информация, не содержащая знаки и относящаяся к выполняемым сварным швам, которая может быть включена в «хвост» условного обозначения сварного соединения.
3.11 прерывистый шов (intermittent weld): Серия элементов сварного шва выполненных с промежутками по длине соединения.
3.11.1 цепной прерывистый шов (chain intermittent weld): Двусторонний прерывистый шов (обычно угловые швы в Т-образном и нахлесточном соединении) у которого сварные швы расположены один напротив другого по обеим сторонам соединения.
3.11.2 шахматный прерывистый шов (staggered intermittent weld): Двусторонний прерывистый шов (обычно угловые швы в Т-образном и нахлесточном соединении), у которого сварные швы чередуются со свободными промежутками на одной стороне соединения и лежат напротив свободных промежутков другой стороны соединения.
3.12 смещение (offset): Расстояние между началом сварки на одной стороне шахматного прерывистого шва и началом сварки на другой стороне соединения.
Межотраслевой стандарт сварочных швов
ГОСТ Р ИСО 15609-1-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Технические требования и аттестация процедур сварки металлических материалов
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОЦЕДУРЕ СВАРКИ
Specification and qualification of welding procedures for metallic materials. Welding procedure specification. Part 1. Arc welding
Дата введения 2010-07-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 15609-1:2004 "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка" (ISO 15609-1:2004 "Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 1: Arc welding")
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении В
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Международный стандарт ИСО 15609-1:2004 разработан Техническим комитетом СЕН/ТК 121 "Сварка" Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 "Сварка и родственные процессы", подкомитетом ПК 10 "Унификация требований в области сварки металлов" в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское Соглашение).
ИСО 15609 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки":
- часть 1. Дуговая сварка;
- часть 2. Газовая сварка;
- часть 3. Электронно-лучевая сварка;
- часть 4. Лазерная сварка;
- часть 5. Контактная сварка;
- часть 6. Лазерная наплавка.
Приложение ZA содержит перечень международных и европейских стандартов, эквиваленты которых не указаны в тексте.
1 Область применения
Настоящий стандарт устанавливает требования к содержанию технических требований к процедуре сварки для процессов дуговой сварки.
Настоящий стандарт является одним из стандартов серий, описанных в ЕН ИСО 15607, приложение А.
Параметры сварки, перечисленные в настоящем стандарте, влияют на качество сварного соединения.
Для применения настоящего стандарта необходимы нижеследующие ссылочные документы. Для датированных ссылок применяются только указанные редакции. Для недатированных ссылок применяется последнее издание документа (включая изменения).
ЕН 439 Сварочные материалы. Защитные газы для дуговой сварки и резки
ЕН 26848 Вольфрамовые электроды для дуговой сварки в защитном инертном газе и плазменной резки и сварки. Обозначения
ЕН ИСО 4063 Сварка и родственные процессы. Номенклатура и ссылочные номера процессов (ИСО 4063:1998)
ЕН ИСО 6947 Сварные швы. Рабочие положения. Определения углов наклона и поворота (ИСО 6947:1993)
ЕН ИСО 13916 Сварка. Руководство по измерению температуры предварительного нагрева, температуры перед выполнением очередного прохода сварки и по поддержанию температуры предварительного нагрева (ИСО 13916:1996)
ЕН ИСО 15607:2003 Технические требования и аттестация процедур сварки металлических материалов. Общие правила (ИСО 15607:2003)
ИСО/ТО 15608:2000 Сварка. Руководство по системе группирования металлических материалов
В настоящем стандарте применены термины по ЕН ИСО 15607.
4 Содержание технических требований к процедуре сварки (WPS)
4.1 Общие положения
Предварительные технические требования к процедуре сварки/технические требования к процедуре сварки (pWPS/WPS) должны предоставлять всю необходимую информацию, которая требуется для выполнения сварного шва. Информация, требуемая в pWPS/WPS, приведена в 4.2-4.5.
Примечание - В некоторых случаях может оказаться необходимым дополнение или сокращение приведенного перечня.
Технические требования к процедуре сварки распространяются на определенные диапазоны свариваемых толщин, основных и сварочных материалов. Некоторые изготовители предпочитают дополнительно разрабатывать рабочие инструкции для каждой специфической работы в качестве части детального производственного планирования.
Допускается указывать, если требуется, диапазоны и отклонения согласно соответствующему стандарту серий (см. ЕН ИСО 15607) и опыту изготовителя.
Пример формы WPS приведен в приложении А.
4.2 Положения, относящиеся к изготовителю
Положения, относящиеся к изготовителю, включают в себя:
- ссылку на протокол аттестации технических требований к процедуре сварки (WPQR) или другие требуемые документы (см. ЕН ИСО 15607:2003, приложение С).
4.3 Положения, относящиеся к основному материалу
4.3.1 Тип основного материала
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
ГОСТ Р ИСО 6947-2017
Сварка и родственные процессы
ПОЛОЖЕНИЯ ПРИ СВАРКЕ
Welding and allied processes. Welding positions
Дата введения 2017-10-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Национальная экспертно-диагностическая компания" (ООО "НЭДК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
4 Настоящий стандарт идентичен международному стандарту ИСО 6947:2011* "Сварка и родственные процессы. Положения при сварке" (ISO 6947:2011 "Welding and allied processes - Welding positions", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 7
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Введение
В настоящем стандарте определены следующие положения при сварке в производстве: нижнее, горизонтальное, вертикальное и потолочное.
Направление сварки является существенным параметром при определении положения при сварке, например, снизу вверх или сверху вниз.
Положение при сварке не зависит от вида соединения, например, стыкового или углового, или от обработки изделия. Стандарт распространяется на сварные швы всех типов.
Связь между положениями при сварке при испытаниях и положениями при сварке в производстве указана в других стандартах, например в [1] или [2].
Настоящий стандарт определяет положения при сварке для испытаний и в производстве стыковых и угловых сварных швов для всех видов продукции.
В приложении А приведены примеры предельных углов наклона оси сварного шва и поворота лицевой поверхности сварного шва вокруг оси сварного шва при положениях при сварке производственных сварных швов.
В приложении В приведено сравнение международных, европейских и принятых в США обозначений.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 положение при сварке (welding position): Положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости.
2.2 основное положение при сварке (main welding position): Положение при сварке, обозначаемое PA, РВ, PC, PD, РЕ, PF или PG.
Примечание - Для РА, РВ, PC, PD и РЕ см. рисунок 1.
2.3 наклон S (slope): Угол наклона оси сварного шва относительно основного положения при сварке.
2.4 поворот R (rotation): Угол поворота лицевой поверхности сварного шва относительно основного положения при сварке.
2.5 угол наклона L (inclined angle): Угол наклона оси трубы.
3 Положения при сварке
3.1 Основные положения при сварке
Основные положения при сварке показаны на рисунке 1, примеры применения для стыковых и угловых сварных швов показаны на рисунке 2.
1 - нижнее; 4, 6 - потолочное тавровых соединений и потолочное при вертикальном положении осей труб; 2, 8 - горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб; 5 - потолочное; 3, 7 - горизонтальное
Рисунок 1 - Основные положения при сварке
Примеры основных положений при сварке для стыковых и угловых сварных швов показаны на рисунке 2.
а - стрелка показывает положение при сварке
а) РА - положение нижнее
b) РВ - положение горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб
Рисунок 2, лист 1 - Примеры основных положений при сварке
с) PC - положение горизонтальное
d) PD - положение потолочное тавровых соединений и потолочное при вертикальном положении осей труб
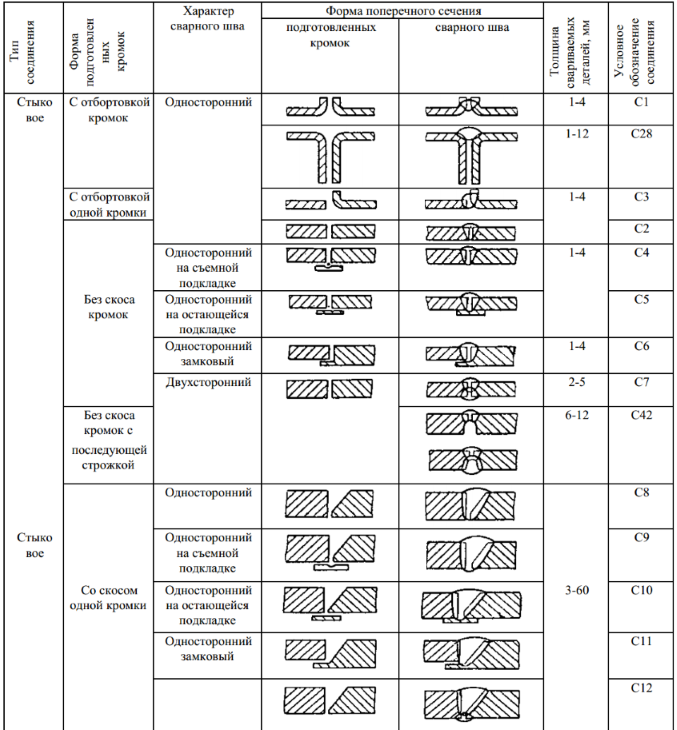
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.


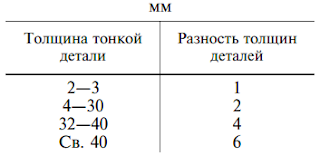
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.

Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
- 0,5 мм - для деталей толщиной до 4 мм;
- 1,0 мм - для деталей толщиной 4 -10 мм;
- 0,1 s, но не более 3 мм - для деталей толщиной 10-100мм;
- 0,01 s + 2 мм, но не более 4 мм - для деталей толщиной более 100мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
- 1,0 мм - для деталей толщиной до 60 мм;
- 2,0 мм - для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
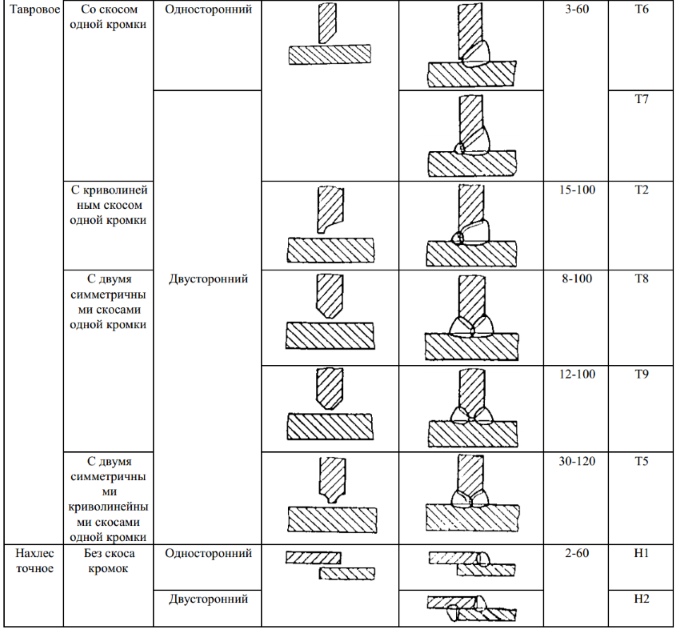
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кn (черт. 5), установленного при проектировании.
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве - меньший.
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
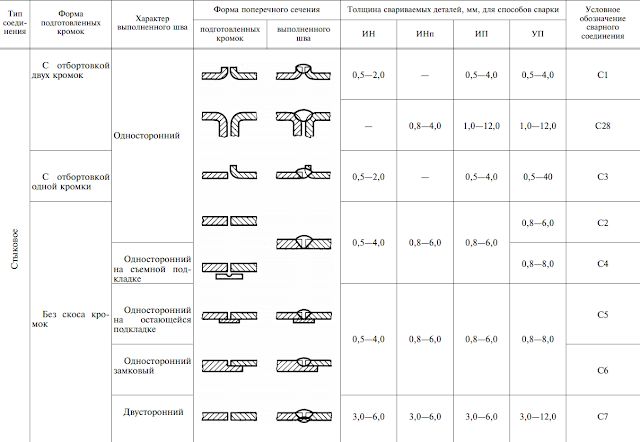
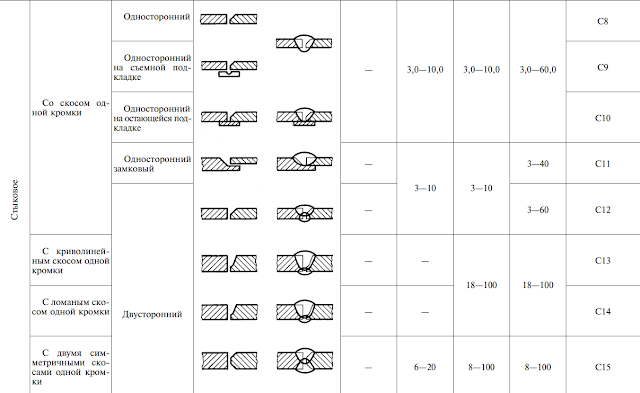

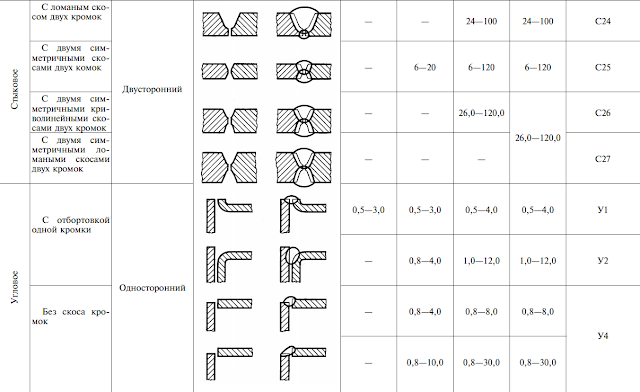

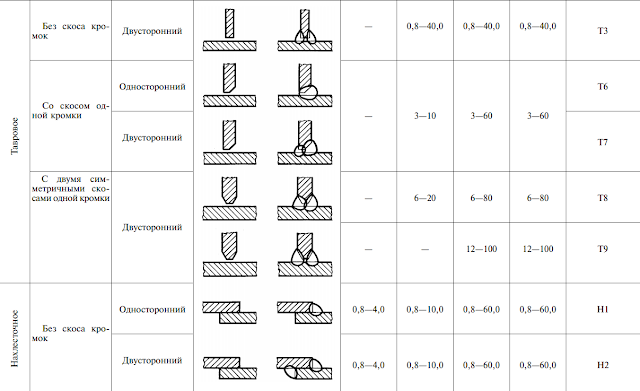
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
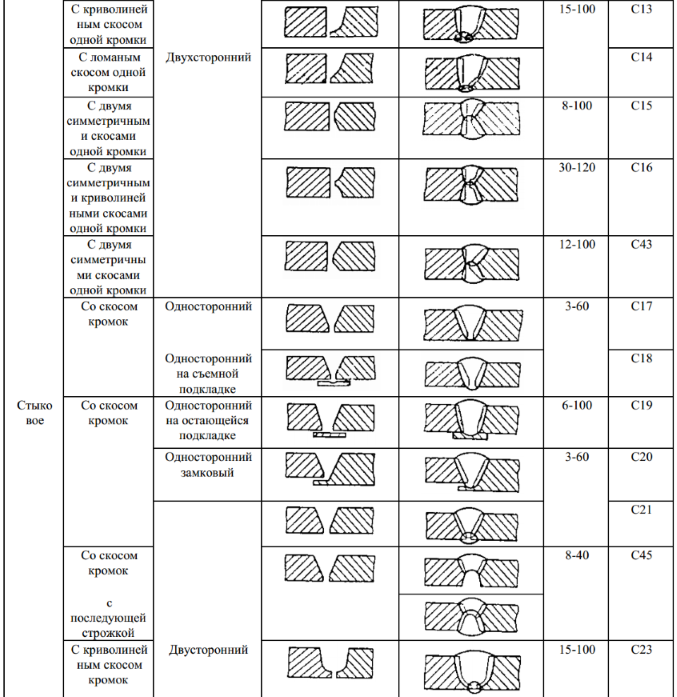
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление c = (5±2) мм.
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва K и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
11. Допускается выпуклость или вогнутость углового шва до 30% его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Kn (черт.4), установленного при проектировании.
Примечание. Катетом Kn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Kn принимается любой из равных катетов, при несимметричном шве - меньший.
- 0,2s мм - для деталей толщиной до 4 мм;
- 0,1s + 0,5 мм - для деталей толщиной 5-25 мм;
- 3 мм - для деталей толщиной 25-50 мм;
- 0,04s + 1,0 мм - для деталей толщиной 50-100 мм;
- 0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 3.
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва e, e1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°. При этом соответственно может быть изменена ширина шва e , e1 .
ПРИЛОЖЕНИЕ 1

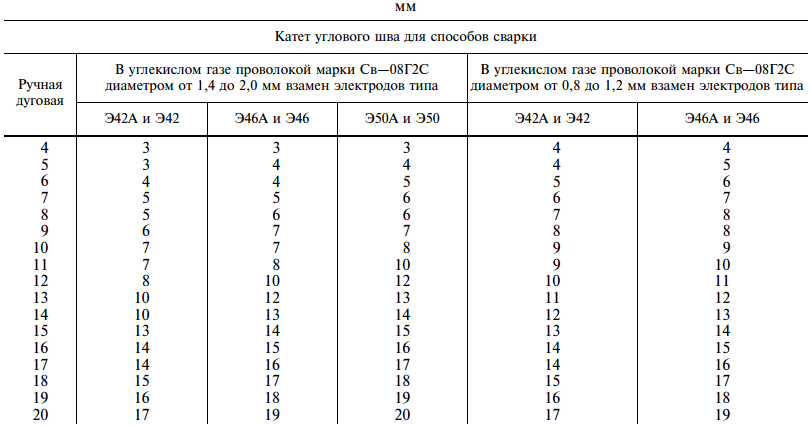
Примечание. Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока.
Читайте также: