Mig one сварочный полуавтомат диаметр проволоки
Обновлено: 18.05.2024
Компания ПТК рада предложить своим покупателям горелки для полуавтоматов производства завода «KINGSTRONIC».
Какие горелки MIG доступны в ассортименте?
В каталоге товаров есть горелки МАСТЕР и горелки стандартной серии.
Горелки МАСТЕР – это линейка полуавтоматических горелок с продолжительностью включения (ПВ) 50%, связано это с уменьшенной жилой медного силового кабеля. Горелки отлично подходят для использования в аппаратах бытового сегмента. Линейка представлена моделями MP 15, MP 24 и MP 25.
Стандартная серия горелок отличается увеличенной продолжительностью включения, где ПВ=60%. Линейка включает в себя более обширный модельный ряд горелок для бытового (MP 15, MP 24 и MP 25) и промышленного использования (MP 26, MP 36, MP 400, MP 450 и MP 500).
Горелки для бытовых сварочных полуавтоматов MIG
Ассортимент промышленных горелок MIG
Какая самая популярная горелка?
70% всех сварочных задач можно решить горелкой ПТК MIG MP 15. Эту серию горелок часто называют «бытовой», но это не совсем верное определение. Как правило, эта горелка устанавливается на полуавтоматы до 200 Ампер. Рекомендованный сварочный ток не должен превышать 160 Ампер в CO₂ и 130 Ампер в смеси газов. Максимальный диаметр сварочной проволоки не должен быть более 1,0 мм. Обычно эту горелку используют под проволоку 0,6–0,8 мм.
Водяное или воздушное охлаждение?
Горелки с воздушным охлаждением силового кабеля рассчитаны на продолжительность включения 60%, а горелки с водяным охлаждением имеют ПВ * 100%. Если вы планируете сваривать много и долго, делать наплавку, то мы рекомендуем вам взять горелку с водяным охлаждением, или использовать горелку с воздушным охлаждением, но не на максимальном токе.
Не стоит забывать, что во время процесса сварки нагревается не только силовой кабель, но и рукоятка горелки. Помните, что сварка в смеси (CO₂ и Аргон) всегда нагревает горелку больше, чем просто сварка в CO₂.
ПВ * — Продолжительность включения в 10 минутном цикле на максимальном токе. Пример: Горелка MP 15 может без остановки сваривать металлы на максимальном токе 160 Ампер в течение 6 минут, где 4 минуты из 10 минутного цикла потребуется на охлаждение силового кабеля. Чем меньше ток на горелке, тем дольше она сможет работать без перерыва.
Максимальный и минимальный ток?
Для полуавтоматических горелок отсутствует понятие минимальный ток. Все регулируется вашим аппаратом, как правило это 10 или 20 Ампер. А вот максимальный ток четко указан в технических характеристиках к каждой горелке, и мы настоятельно рекомендуем не игнорировать этот важный параметр.
Максимальный ток для горелки с воздушным охлаждением (MP 450) — составляет 400 Ампер в смеси газов и 500 Ампер в CO₂.
Горелка с водяным охлаждением (MP 500) — может сваривать металлы в смеси газов на максимальном токе 450 Ампер и в CO₂ на токе 500 Ампер.
Вес горелки и как это влияет на сварщика
Горелки можно условно разделить на два типа: для легкого производства и для тяжёлой промышленности. Стандартный классификатор относит горелки до 240 Ампер к легкой промышленности, а горелки от 240 Ампер к тяжелой промышленности. На нашем сайте вес горелки указан полностью, вместе с рукояткой, кабелем и евро адаптером.
Чем больше максимальный сварочный ток у горелки, тем толще сечение медного кабеля, а значит и вес. Для примера сравним две горелки, самую популярную MP 15 (3 метра) и самую промышленную (с воздушным охлаждением) MP 450 (3 метра) — вес первой — 1,6 кг, а второй 3,7 кг. Более чем в два раза. Чем тяжелей горелка, тем сложней ей управлять. Особенно, если кабель горелки в натяжении, а не лежит на поверхности.
Сварка алюминия полуавтоматом
Любую из представленных горелок можно использовать при сварке алюминия. Для корректной работы мы рекомендуем вам заменить направляющий канал для стали на тефлоновый канал. Тефлоновый канал имеет лучшее скольжение, более твердый, что не позволяет алюминиевой проволоки внутри шлейфа скручиваться и заламываться.
Кроме того, при выборе токопроводящего наконечника для сварки алюминия мы рекомендуем соблюдать простое правило: выбирать диаметр наконечника чуть больше, чем диаметр алюминиевой проволоки. Это связано с тем, что при выходе из наконечника алюминий сильно расширяется и если диаметры будут совпадать, то сварочная проволока может залипать в наконечнике.
Ещё у нас есть отличный ролик, где подробно рассказываем для новичков и делимся секретами сварки алюминия аппаратом полуавтоматической сварки MIG.
Наконечники, сопла и прочие расходные материалы
В ассортименте представлен полный перечень комплектующих к горелкам MIG. Ознакомьтесь с ассортиментом, выберете подходящий товар, используя удобную навигацию по сайту и фильтры отбора товаров.
Сопла газораспределительные
Сопла предназначены для равномерного распределения газового потока и для защиты сварочного наконечника от повреждений. В наличии доступны сопла диаметром от 9,5 мм до 20 мм.
Как выбрать сварочный полуавтомат MIG/MAG
Рассмотрим ключевые моменты подбора полуавтомата для сварочных работ.
Полуавтоматическая сварка применяется от автомастерских до крупных производств, а также в гаражах и среди мастеров-любителей. При выборе сварочного оборудования важно понимать ключевые характеристики полуавтоматов MIG/MAG и их влияние на процесс сварки. Как раз об этом наша статья, благодаря которой вы сможете безошибочно подобрать полуавтомат для своих нужд.
Что такое MIG/MAG сварка и в чем ее преимущества?
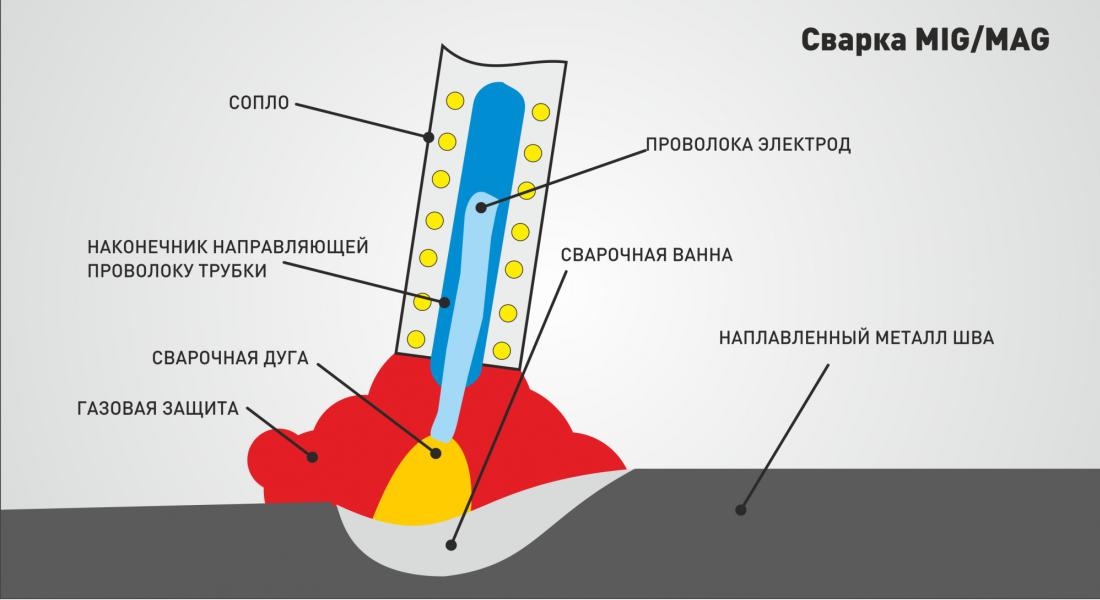
Аббревиатура MIG и MAG расшифровывается, как Metal Inert Gas и Metal Active Gas. В первом случае используются инертные газы, не вступающие в реакцию со сварочной ванной. Во втором — активные газы, которые окисляют и восстанавливают жидкий металл сварочной ванны, придавая ему определенные свойства.
Сварка ведется при помощи инверторных источников тока, выдающих постоянное напряжение, но бывают модели, переключающиеся на переменный ток (AC/DC). Сварщик управляет горелкой с кнопкой, при нажатии которой одновременно начинает двигаться проволока, подается напряжение на мундштук и выходит газ из сопла.
Дуга горит между концом проволоки и изделием. Проволока плавится, образуя присадочный металл. Поскольку подача присадки происходит с катушки непрерывным способом, воздушный зазор дуги сохраняется постоянным. Швы получаются ровными, без наплывов. Сварочную ванну защищает газ, но шлака при этом не образуется.
- возможность прокладывать длинные, непрерывные швы;
- высокая производительность;
- удобство для сварщика, поскольку вторая рука остается свободной;
- не нужно регулярно менять электроды;
- качественный провар;
- красивый вид шва;
- отличная видимость сварочной ванны и контроль процесса;
- сварка во всех пространственных положениях;
- широкий диапазон толщины свариваемых деталей.
Стоимость аппаратов для MIG сварки колеблется от 10 000 до 700 000 рублей и более, что зависит от характеристик и возможностей оборудования. Давайте разберемся, на что обращать внимание при выборе полуавтомата, чтобы вложенная в покупку сумма была оправданной.
Выбор полуавтомата по конструкции
Особенности конструкции полуавтомата определяют удобство обращения при повседневном использовании. Рассмотрим разновидности аппаратов в этом направлении.
Аппараты для МИГ сварки бывают в едином корпусе с подающим механизмом и в раздельном. В первом случае, если длины рукава не будет хватать до места работы, придется переносить весь аппарат. Во втором — только верхнюю часть с подающим устройством. Когда приходится часто менять рабочую зону, сваривать крупные конструкции, практичнее купить полуавтомат с раздельным исполнением.
Для бытовых нужд есть компактные модели в моноблоке, весящие около 10 кг, как например ТЕРМИТ Т-160. С ним сооружать теплицу или варить ворота очень удобно. Если полуавтомат покупается на производство, где предполагается перемещение по цеху, практично приобрести модель на колесах с тележкой, например Сварог MIG 2000, или тележку отдельно.


Для сварки тонких металлов до 6 мм достаточно полуавтомата с воздушным охлаждением. В нем есть вентилятор и отверстия для выдувания горячего воздуха. Кулер обдувает трансформатор и плату, чтобы продлить продолжительность включения и защитить от перегрева.
Сварка толстого металла 10-20 мм на высоких токах проводится аппаратами MIG/MAG с жидкостным охлаждением. У них в горелке предусмотрен дополнительный канал для циркуляции антифриза. Жидкость забирает тепло от токоведущей части и кабеля, перенося его в радиатор, встроенный в корпус источника питания. Движение этиленгликоля обеспечивает электропомпа. Вентилятор обдувает радиатор, удаляя тепло наружу, благодаря чему продлевается время непрерывной сварки на повышенных токах.
Механизм подачи проволоки может быть:
- Толкающим. Здесь ролики в корпусе аппарата толкают проволоку к горелке.
- Тянущим. Ролики в горелке протягивают проволоку с барабана к себе.
- Комбинированным. Применяется оба метода.
Комбинированный вариант наиболее оптимальный по равномерности подачи проволоки, но таких моделей мало и они дорогие. Тянущий механизм тоже дает ровную подачу, но влияет на размер горелки, поэтому неудобен для сварщика. Его лучше применять для стандартных швов, выполняемых за столом, к которым предъявляются повышенные требования к внешнему виду. Находит он применение и в полностью автоматической сварке, где горелка движется в каретке. Толкающий механизм проигрывает другим по равномерности подачи, зато не утяжеляет горелку и применим практически везде.


Настройки сварочного тока и другие показатели осуществляются на панели управления. На ней может быть дисплей, несколько круговых переключателей и кнопки. Опытные сварщики уже знают свои предпочтения и способы правильной настройки полуавтомата на сварку разных металлов, поэтому покупают оборудование с ручным управлением.
Новичку придется часто заглядывать в справочники или в инструкцию по эксплуатации, чтобы настроить аппарат MIG. Избежать этого и сэкономить время можно с моделями полуавтоматов, наделенными синергетическим управлением. В них уже заложены программы для сварки на разных режимах с оптимальными параметрами. Пользователю нужно указать только толщину установленной проволоки и тип свариваемого материала. Оборудование само подстроит все остальное.
Выбор полуавтомата по характеристикам
У аппаратов MIG/MAG есть ключевые характеристики, которые стоит учесть при выборе
Имеется ввиду максимальный показатель. Он может быть от 160 до 500 А. Влияет на максимальную проплавляемую толщину металла. Таблица взаимосвязи количества ампер и сечения заготовки поможет увидеть диапазоны тока для задач по сварке.
| Сила тока, А | Толщина металла, мм |
|---|---|
| 70-80 | 1.5 |
| 90-110 | 2 |
| 120-140 | 3 |
| 140-160 | 4 |
| 160-200 | 5 |
| 220-300 | 6-10 |
| 330-500 | 12-20 |
Если нужно варить только профильные трубы и листовое железо до 2-3 мм, достаточно полуавтомата на 160 А. Чтобы иметь небольшой запас лучше купить инвертор MIG на 200 А. Сварка уголка, полос металла сечением 6 мм потребует полуавтомата на 250 А. На производство лучше купить модель на 300 А или 350 А.
Есть инверторы MIG для включения в сеть 220 V. Их можно использовать от обычной розетки в гараже или во дворе частного дома, если мощность оборудования соответствует характеристикам проводки. Полуавтоматы на 380 V обладают повышенной мощностью и подойдут для производства или крупной мастерской, но потребуется трехфазное питание. Есть универсальные модели, которые подключаются как к 220, так и 380 V. Они оптимальны для стационарной и выездной работы.
Характеристика влияет на легкость поджига дуги. При нажатии на кнопку горелки на клеммах появляется первичное напряжение, возбуждающее электрическую дугу. Чем оно выше, тем лучше. Для домашних работ по сварке достаточно показателя 30-40 V. Для автомастерской купите полуавтомат с напряжением холостого хода 70 V. На производстве применяют сварочное оборудование с характеристикой 80-90 V.
Продолжительность включения устанавливается при температуре окружающего воздуха +40 градусов. В течение 10 минут замеряется, сколько полуавтомат сможет варить непрерывно, пока не сработает защита от перегрева. Исходя из результатов оборудованию присваивается характеристика, которая может быть ПВ 30, 40, 60, 80 или 100%, т.е. оно может варить 3, 4, 6, 8 или 10 минут из 10-ти.
Если предстоит комбинированная работа по сварке, зачистке, шлифовке, порезке заготовок, то достаточно полуавтомата с ПВ 40%. Пока ведутся подготовительные действия, он будет успевать остывать. Когда сварщик преимущественно варит и лишь периодически занят на других процессах, выбирают аппараты MIG с ПВ 80-100%. Для домашней мастерской купите модель с ПВ 60%.

Длина горелки

Обычно в комплекте с полуавтоматом продается горелка, соответствующая максимальной силе тока и ПВ аппарата. В таком случае сразу обратите внимание на длину шланг-пакета. Она может быть 2.5/3/4/5 м. Чем длиннее кабель-канал, тем выше маневренность сварщика. Но подающему механизму труднее толкать проволоку, поэтому резкие загибы не допускаются.
Для работы за сварочным столом лучше выбрать горелку с коротким рукавом 2.5-3 м. Его будет проще сложить, чтобы не путался под ногами, а проволока не станет застревать. Для сварки крупных конструкций купите горелку с рукавом 4-5 м, чтобы реже переставлять сварочный аппарат.
Подающий механизм инвертора МИГ рассчитан на определенный диаметр сварочной проволоки. Толщина расходного элемента подбирается исходя из сечения свариваемых деталей по таблице.
Для установки проволоки другого диаметра, который не указан в характеристиках товара, придется сменить ролики подающего механизма, канал в горелке и мундштук.
На что еще обратить внимание
Среди дополнительных моментов рекомендуем обратить внимание на следующие особенности сварочных полуавтоматов:
Количество роликов. Бывает 2 или 4. Верхние ролики прижимают проволоку (ведомые), а нижние — поддерживают и толкают (ведущие). Механизм с 4 роликами подает присадку более равномерно, без пробуксовки, рывков. Для особо ответственных швов выбирают такой вариант. Для дачи или неответственных конструкций достаточно аппарата с 2 роликами.
Способ регулировки подачи проволоки. Бывает ступенчатая и плавная. Ступенчатая задает прогон проволоки по предустановленным скоростям электромотора. Плавная позволяет точнее регулировать подачу под себя, чтобы проволока не сгорала в воздухе и не "дырявила" сварочную ванну.
Функция Pulse. Обеспечивает сварку на базовом токе с периодическими импульсами повышенной силы. Амперы в базовом и импульсном токе, а также частота импульса настраиваются отдельно. Функция пригодится при сварке полуавтоматом алюминия. Благодаря базовому току сокращается тепловложение, уменьшается деформация заготовки. При помощи импульсного тока хорошо пробивается оксидная пленка.
Другие режимы сварки. Если периодически требуется отрезать металл или прожечь отверстие в плоскости, пригодится полуавтомат с возможностью переключения на ММА сварку. В нем устанавливается держатель и отключается подача газа. Для аккуратной сварки тонкой нержавейки и узких швов на других металлах практично купить MIG аппарат с возможностью перехода на TIG-сварку. Бывают модели "3 в 1", совмещающие все методы.
Конечно, покупатели обращают внимание на цену товара, но немаловажен и производитель. Например, срок службы полуавтоматов БАРСВЕЛД, ESAB, Lincoln Electric, Fronius гораздо дольше, чем у дешевых инверторов MIG. При одинаковых заявленных характеристиках у брендовых моделей фактические показатели редко отклоняются от паспортных.
Какие расходные элементы понадобятся
Сварка полуавтоматом на даче или производстве потребует покупки расходных элементов, которые периодически придется заменять. Среди них:
- токосъемный мундштук (в нем разбивается отверстие и проволока начинает гулять);
- сопло горелки (деформируется от нагрева, обрастает окалинами);
- канал для подачи проволоки (забивается грязью, проволока начинает застревать).

Что нужно для полного комплекта по МИГ сварке
Кроме сварочного инвертора МИГ/МАГ, понадобится баллон с газом. Это может быть углекислота, смесь аргона и углекислоты. Для подключения баллона необходим редуктор. Он подбирается исходя из рабочего газа. От редуктора к аппарату газ передается по газовому шлангу длиной 5-10 м.
Подбор проволоки для полуавтомата

Проволока для полуавтомата выбирается исходя из свариваемого металла. Сварка углеродистых сталей выполняется омедненной или полированной проволокой. Омедненная лучше, поскольку дуга горит мягче, а шов получается с увеличенной ударной вязкостью. Легированные конструкции варят проволокой для нержавейки. Сварка алюминия выполняется алюминиевой проволокой.
Еще бывает порошковая проволока, которая имеет полую структуру. Внутри трубки засыпан флюс, который плавится от температуры дуги, защищая сварочную ванну. Порошковая проволока бывает для сварки с газом и без него. В последнем случае сварку проводят без баллона, что удобно в полевых условиях или на большой глубине в тоннеле, шахте. Но качество шва у порошковой самозащитной проволоки хуже, поэтому для ответственных конструкций она не подходит.
Вес катушек возможен от 1 до 15 кг. Некоторые полуавтоматы могут вместить в корпус только бобины до 5 кг — учитывайте это при выборе проволоки. Чем больше катушка, тем реже придется отвлекаться на смену расходника.
Сварочные полуавтоматы

Сварочная проволока

Газопламенное оборудование

Комплектующие для полуавтоматических горелок

Индуктивность влияет на качество переноса капли присадочного металла. Чем выше индуктивность, тем процесс происходит плавнее, снижается разбрызгивание. Но дуга при этом продолжает гореть, кромки плавятся, поэтому увеличивается глубина провара. Полуавтоматы с регулировкой индуктивности более комфортны в работе и позволяют получить швы высокого качества.
Продолжительность непрерывного включения на максимальном токе в бытовых полуавтоматах часто находится на уровне 30-40%. Увеличить время непрерывной работы можно, снизив сварочный ток. Например, у модели с ПВ40% при 160 А, продолжительность работы возрастает до 60-80%, если установить 100 А.
Другой способ увеличить ПВ полуавтомата — разместить его в прохладном месте, чтобы его хорошо обдувал воздух. Подключение внешнего блока с жидкостным охлаждением может вывести аппарат на ПВ100%, но потребуется смена горелки.
В большинстве полуавтоматов необходимо разблокировать замок оси барабана и установить катушку. Затем загнутый конец проволоки извлекается из бортика (из отверстия для закрепления) и обрезается. Ровная проволока вставляется в механизм подачи, у которого предварительно откинут прижимной ролик. Затем настраивается сила прижима, чтобы проволока была зажата, но не передавлена. Сварочный рукав выравнивают и включают кнопку холостой протяжки проволоки (без подачи газа и тока). Если такой кнопки нет, просто нажимают кнопку на горелке.
После затухания дуги на кончике проволоки образуется шарик. Он диэлектрический, поэтому повторный поджиг проходит плохо. Обрежьте шарик бокорезами.
Попробуйте увеличить или уменьшить подачу газа. Снизьте скорость подачи проволоки. Чтобы прилипшие окалины легче удалялись с сопла горелки и окружающих поверхностей, используйте защитные спреи.
Самое главное про проволоку для полуавтомата
Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
Проволока для полуавтомата применяется в видах сварки MIG и MAG, проходящих в среде инертных и активных газов. Сама проволока выступает одновременно электродом и присадочным металлом. Напряжение от источника тока передается по кабелю на токосъемный наконечник, а с него на саму проволоку. Дуга горит между изделием и концом электрода,благодаря чему появляется сварочная ванна и формируется шов.
Поскольку проволока подается непрерывно от катушки, возможно создавать швы увеличенной длины, по сравнению с использованием методов сварки покрытыми электродами. Значительно возрастает скорость сварки. Каждый сварщик должен уметь правильно выбирать сварочную проволоку для полуавтомата, поскольку она непосредственно влияет на результат. Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
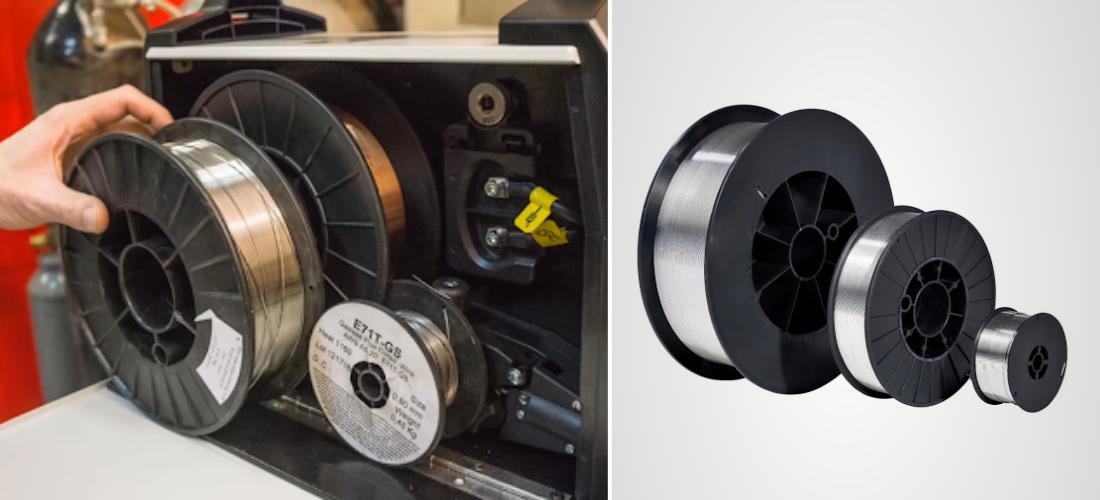
Форма выпуска сварочной проволоки
Сварочная проволока для полуавтоматов выпускается на пластмассовых катушках или металлических каркасных кассетах. Пластмассовые катушки применяются для намотки проволоки с общим весом 1-5 кг, а иногда 12-22 кг. Исходя из количества проволоки на бобине, ее диаметр варьирует от 10 до 20 см, а в редких случаях до 30 см. Обозначаются они соответственно – D200 и D300.
На металлических каркасных кассетах проволока выпускается с весом 12-20 кг, но бывают бобины и на 30 кг для крупных промышленных полуавтоматов. В документации такая оснастка обозначается как К300 и К415, что соответствует наружному диаметру кассет.
При выборе сварочной проволоки для полуавтомата нужно учитывать массу кассеты и ее наружный диаметр. В небольшие аппараты для MIG-сварки помещаются только катушки весом до 5 кг и диаметром 20 см. В крупные аппараты можно установить как маленькие, так и большие кассеты. Большие катушки удобны, поскольку при ежедневной многочасовой сварке не требуется регулярно их менять. Килограммовые бобины быстро заканчиваются и приходится тратить дополнительное время на заправку новой проволоки в канал, протяжку, снятие-установку катушки.
Маркировка и расшифровка обозначений сварочной проволоки
В России вся проволока маркируется согласно ГОСТ, чтобы по краткому обозначению сварщик мог быстро понять ее свойства. Поэтому нужно знать, что подразумевается под буквами и цифрами.

Рассмотрим пример: маркировка проволоки Св-08Г2С-О ГОСТ 2246-70 расшифровывается так:
- Св – продукция предназначена для проведения сварочных работ;
- 0,8 – содержание углерода в составе достигает 0,08%;
- Г2 – в состав входит марганец 2%;
- С – буква без цифры подразумевает содержание вещества менее 1% от общей массы, в данном случае речь идет о кремние;
- О – сварочная проволока содержит омедненное покрытие.
Мы не случайно привели в пример проволоку Св-08Г2С, поскольку по объемам продаж она занимает 95% и отлично подходит для сварки труб, уголков, швеллеров и другого металлопроката из низкоуглеродистой стали.
По маркировке сварочной проволоки сварщик может легко определить состав и предназначение расходника. Кроме углерода и марганца, в электроды добавляют:
- цирконий (Ц);
- азот (А);
- ванадий (Ф);
- ниобий (Б);
- алюминий (Ю);
- вольфрам (В);
- хром (Х);
- медь (Д);
- никель (Н);
- титан (Т);
- кремний (С)

В конце маркировки может стоять еще одна буква “А”. Это означает, что для изготовления проволоки использовалась очищенная сталь с меньшим содержанием вредных примесей. Две “АА” подразумевают еще более высокую очистку материала.
Виды сварочной проволоки по типу

Сварочная проволока для MIG/MAG сварки выпускается диаметром 0,6/0,8/1,0/1,2/1,6/2,0 мм. Толщина элемента подбирается исходя из силы тока и сечения свариваемых деталей. Тонкая проволока на больших токах быстро плавится, не успевая долететь до заготовки. Толстая создает избыточное сопротивление и не вплавляется в металл, а накладывается сверху, поэтому правильный подбор диаметра сварочной проволоки для полуавтомата играет важную роль. Исходя из диаметра проволоки подбираются ролики подающего механизма и канал в рукаве горелки. Если часто приходится варить попеременно тонкий и толстый металл, понадобится несколько комплектов роликов и каналов.
Сварочная проволока бывает полая и сплошная. Первая изготавливается в виде трубки, в середину которой засыпается порошок – флюс. Он создает дополнительную защиту сварочной ванны. Но полая проволока более хрупкая и больше подвержена перегибам. Ее нельзя сильно прижимать роликом подающего механизма.
Еще сварочная проволока бывает с покрытием или однородная. Чаще всего покрытие бывает медным и стоит такая продукция дороже обычной. Медь обеспечивает гладкое скольжение проволоки в канале и меньше оставляет стружки в местах соприкосновения. Еще покрытие содействует надежному контакту как с мундштуком, так и с изделием, что дает стабильную дугу. Наличие меди защищает металлическую проволоку от коррозии при длительном хранении. Попадая в сварочную ванну и плавясь в ней, медь содействует формированию швов с повышенным коэффициентом растяжения.
Виды сварочной проволоки по предназначению
Согласно ГОСТ 2246-70, существует 77 марок сварочной проволоки, которые делятся между собой на легированную, низколегированную и высоколегированную. Это определяет сферы ее применения при сварке металлов.
Самый распространенный и востребованный вид сварочной проволоки – для низколегированных и углеродистых сталей, поскольку большинство конструкций состоят именно из таких металлов. Это швеллеры, уголки, круглые трубы, профильные трубы, арматура и пр. Такая проволока востребована как на производстве, так и в быту. Если вы начинающий сварщик, то заварить забор, навес калитки, бак или каркас теплицы с навесом получится именно с такой проволокой. Выбирайте, например, БАРСВЕЛД СВ-08Г2С ⌀ 0,8 мм в катушках по 5 кг.


Сварочная проволока для меди и ее сплавов состоит из меди и кремния. Она имеет сплошную структуру. Подходит для сварки полуавтоматом любых медных изделий, а также для наплавки под последующую проточку. Образует однородный шов по составу с основным металлом. Один из популярных вариантов такой сварочной проволоки – БАРСВЕЛД CuSi ⌀ 0,8 мм.
Аустенитные стали свариваются полуавтоматом с применением проволоки для нержавейки. В ее составе хром, никель в качестве легирующих элементов. Процентное соотношение этих добавок определяется исходя из уровня легирования основного металла изделия. Поскольку от высокой температуры электрической дуги легирующие элементы выгорают из изделия, их наличие в проволоке компенсирует потерю и металл остается коррозионностойким. Сварка нержавейки обычно проволокой приведет к быстрому появлению ржавчины на швах. Хороший вариант проволоки для аустенитных сплавов – БАРСВЕЛД 308LSi ⌀ 0,8 мм.


Алюминий и его сплавы (силумин и пр.) свариваются специальной проволокой для алюминия, которая в качестве добавочного компонента содержит магний. Во время сварки магний интенсивно испаряется из основного металла, поэтому его наличие в проволоке компенсирует потери. Шов не окисляется и обладает теми же свойствами, что и материал изделия. Если предстоит варить алюминий, обратите внимание на проволоку БАРСВЕЛД AlMg5 ⌀ 0,8 мм, которая продается в кассетах по 2 кг. Этого хватит для ответственной работы, а цена товара вполне доступна, поскольку у бухты малый вес.
Особенности порошковой сварочной проволоки
Порошковая проволока бывает самозащитная и для работы в среде инертного газа. Самозащитная проволока предназначена для работы полуавтоматом без использования баллона. Это актуально для полевых условий, сварки на высоте или под землей, что упрощает транспортировку оборудования. Но качество швов самозащитной проволоки не самое высокое, поэтому такой метод подойдет лишь для неответственных конструкций или в качестве экстренной ремонтной меры с последующей переделкой швов другими методами сварки.
Порошковая проволока для работы в среде инертного газа обеспечивает повышенную защиту сварочной ванны от воздействия внешней среды. Это оправдано в случае ответственных швов на емкостях для химической промышленности. После сварки шов покрыт шлаком, как при работе с покрытыми электродами. Наличие шлаковой корки обеспечивает медленное остывание соединения и лучшее формирование кристаллической решетки.

Важность правильного подбора сварочной проволоки
Если неправильно подобрать сварочную проволоку для полуавтомата, то сварку будет вести неудобно, снизится качество соединения. Присадочный металл будет сильно разбрызгиваться, потребуется больше времени на последующую зачистку поверхностей. Неверный выбор диаметра проволоки приводит к тому, что электрод “гуляет” в сопле, трудно контролировать дугу и управлять сварочной ванной. Слишком толстая проволока может забиться в канале.
Настройка аппарата для работы со сварочной проволокой
| Толщина металла, мм | Диаметр сварочной проволоки, мм | Сила тока, А | Скорость подачи проволоки, м/ч |
|---|---|---|---|
| 1-1,5 | 0,6-0,8 | 75-120 | 130-200 |
| 2 | 1,2 | 130-170 | 150-250 |
| 3 | 1,2 | 180-250 | 350-480 |
| 4-5 | 1,2-1,6 | 200-300 | 450-650 |
| 6-8 | 1,6 | 250-400 | 500-700 |
Чугун хорошо варится омедненной сварочной проволокой, обеспечивающей низкое разбрызгивание присадочного металла. Дополнительно медь делает основной металл более тягучим, поэтому снижается вероятность горячих и холодных трещин.
Проволока дергается из-за пробуксовывания ролика в механизме подачи или забитого канала в рукаве. Попробуйте немного подтянуть прижимной ролик; если он сильно изношен, замените на новый. Канал для подачи проволоки следует чистить раз в месяц проволокой большего диаметра, поскольку в нем скапливается грязь, сужающая пропускную способность.
При ежедневной сварке полуавтоматом по 6-8 часов мундштук меняют 1-2 раза в день. Если этого не делать, проволока начнет “гулять” и труднее станет контролировать дугу. Шов может получиться неровным.
При сварке нержавеющей стали, когда дуга потухла, на конце проволоки образуется небольшая застывшая капля. Она диэлектрическая, поэтому для последующего возбуждения дуги понадобится ее откусить бокорезами. В случае работы с проволокой для черных металлов, особенно когда в качестве защитного газа применяется углекислота (активный компонент), обрезать шарик не проволоке не требуется – дуга загорится и так.
Нет, нельзя! Это приведет к разбалтыванию катушки на валу, осложнит работу подающего механизма. Катушку подбирают строго по посадочному диаметру вращающейся оси полуавтомата.
Сегодня в этой статье мы рассмотрим виды подающих роликов для сварочных полуавтоматов, их отличительные особенности, и для работы с какой проволокой они предназначены. Еще обратим внимание на ошибки, которые начинающие сварщики допускают при заправке проволоки.
Что такое подающий ролик?
Ролик подающего механизма — это сменный элемент подающего механизма сварочного полуавтомата MIG/MAG, который подбирается в соответствии с видом сварочной проволоки, её диаметром, габаритными размерами роликов и самим аппаратом.
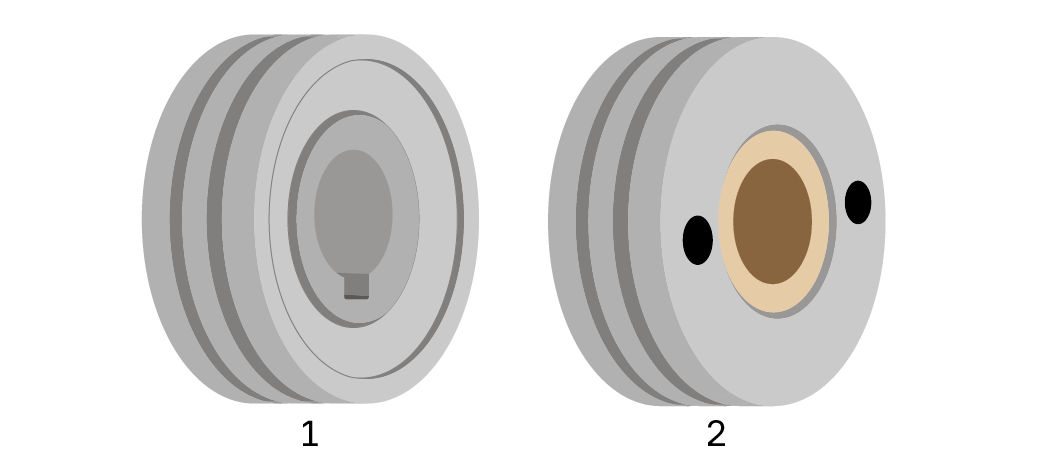
Подающие ролики изготавливаются из легированной стали. Наиболее часто применяются цельные (1) ролики с накаткой и коническими гладкими канавками. Второй вид по форме — составные (2), которые состоят из двух подающих роликов с фасками и накаткой по фаске.
Какие ролики бывают?
Различают 3 вида подающих роликов для сварочных полуавтоматов и это различие заключается в проволоке, которая используется в работе.
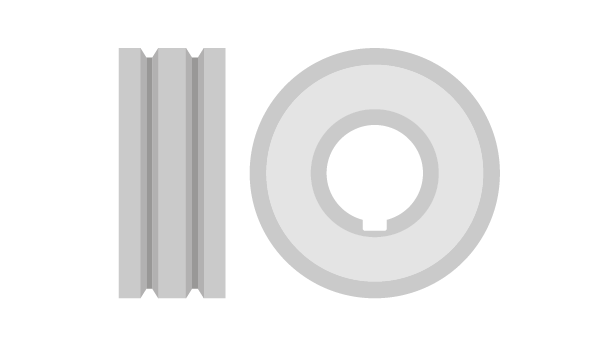
Ролики для стальной проволоки имеют буквенное обозначение «V», что характеризует форму канавки. Подающие ролики для стальной проволоки имеют две направляющие канавки V-образной формы.
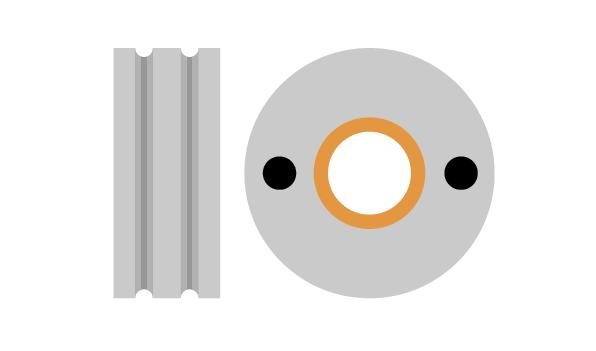
Ролики для алюминиевой проволоки имеют буквенное обозначение «U», что характеризует форму направляющих канавок. Канавки ролика обеспечивают плотный контакт с проволокой, в результате чего она не проскальзывает и не заламывается.
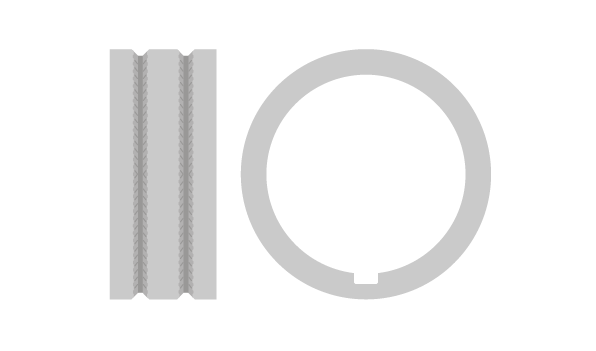
Ролики для порошковой проволоки имеют буквенное обозначение «K».
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком, которая защищает расплавленный металл от воздействия воздуха при сварке.
Как правильно подобрать ролик?
При выборе ролика необходимо учесть следующие моменты:
- Тип проволокопадающего механизма, который установлен в сварочном аппарате. Различают 2-х роликовый и 4-х роликовый механизм подачи проволоки.
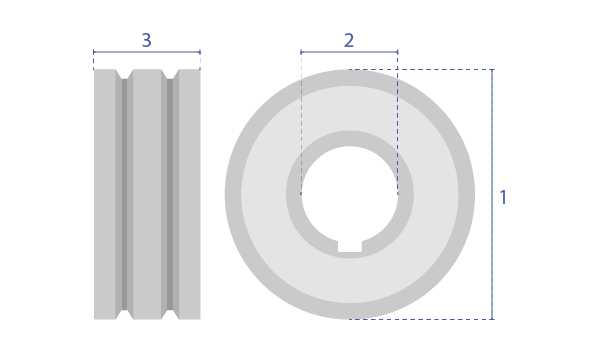
- Габаритные размеры ролика. Чтобы правильно подобрать ролик по габаритам есть 2 способа:
1 способ самый простой — просто знать, какой размер ролика в вашем сварочном аппарате.
2 способ — произвести самостоятельный замер ролика. Необходимо замерить общую ширину ролика (это будет первое число в габаритах), потом нужно замерить посадочную резьбу/отверстие (это будет второе число в габаритах), и, далее, произведите замер ширины торцевой части ролика (это третье число в габаритах). Полученные цифры, например, 30х10х12 — это и есть габаритные размеры ролика.
Вид и диаметр сварочной проволоки
Диаметр канавки ролика выбирается в зависимости от диаметра и вида проволоки для сварки. Диаметр и вид проволоки прописывается на самом товаре – это буквенно-цифровая гравировка. При изменении сечения проволоки вы просто переворачиваете ролик нужной стороной и продолжаете использовать его далее. Обратите внимание, что маркировка диаметра сварочной проволоки указывает на ту канавку, которая находится ближе к маркировке.
На сайте ПТК в разделе про подающие ролики, в настроенных фильтрах вы с легкостью сможете подобрать нужный ролик по габаритам, по типу и диаметру сварочной проволоки.
Правильно заправленная сварочная проволока в подающий ролик — это гарантия успеха при проведении сварочных работ, также это повышает производительность сварочных полуавтоматов и срок их эксплуатации.
Схематично на рисунке мы отобразили корректную заправку проволоки и возможные ошибки, с которыми вы можете столкнуться.
- Нормальное усилие зажатия.
- Чрезмерное усилие зажатия.
- Слишком большой диаметр проволоки.
- Слишком маленький диаметр проволоки.
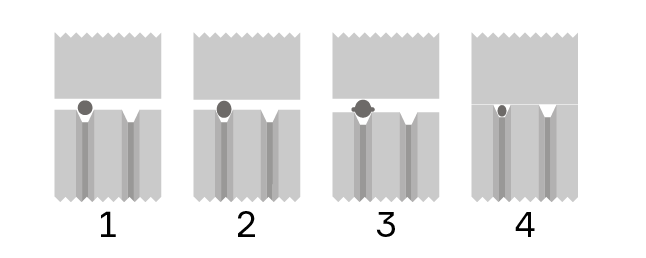
При заправке роликов проволокой учитывайте рекомендации по выбору усилия зажатия, которое настраивается при помощи регулирующего винта на подающем механизме сварочного аппарата.
В ассортименте фирменной продукции ПТК представлен широкий выбор подающих роликов и сопутствующих товаров, подробнее ознакомиться с техническими характеристиками, описанием и фотографиями вы можете в карточках товара. Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач, , участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание "синергетическое управление".
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
Читайте также: