Минимальный диаметр арматуры для сварки
Обновлено: 18.05.2024
__________________
Работаю за еду.
Working for food.
Für Essen arbeiten.
العمل من أجل الغذاء
Працую за їжу.
Механизатор широкого профиля (б/у)
РУКОВОДСТВО ПО КОНСТРУИРОВАНИЮ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ИЗ ТЯЖЕЛОГО БЕТОНА (БЕЗ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ)МОСКВА СТРОЙИЗДАТ 1978
| 2.8. При отсутствии оборудования для контактной сварки допускается применять дуговую сварку в следующих случаях: а) для соединения по длине заготовок арматурных стержней из горячекатаных сталей диаметром 8 мм и более; б) при выполнении сварных соединений с нормируемой прочностью в сетках и каркасах с принудительным формированием шва в инвентарной форме или с обязательными дополнительными конструктивными элементами в местах соединения стержней продольной и поперечной арматуры (косынки, лапки, крюки и т.п.); в) при выполнении крестообразных соединений стержней без дополнительных конструктивных элементов (косынок, лапок, крюков и т.д.) только для соединений с ненормируемой прочностью (имеющих монтажное значение). |
| Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций. Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой. Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали. |
Арматуру 35ГС впринципе вообще нельзя варить,т.к. содержит много углерода и при сварке она имеет свойство охрупчиваться (не говоря уже про отрицательные температуры). Господа применяйте А500С и все будет в поряде.
Я хочу оживить тему. Вопрос следующий: согласно ДСТУ 3760 2006 приложение В.1. арматуру А500С можно варить так же, как армтатуру Ат-IIIC. Но в таблице В.1. ДСТУ указанны следующие марки стали: Ст3сп, Ст3пс, Ст3Гпс, 25Г2С . В ГОСТ 14098 табл. 3 (для шва К3, типа Рр, контактная ручная дуговая сварка) указано, что арматиуру Ат-IIIC можно варить такой сваркой только если она сделанна из сталей Ст5пс, Ст5сп. Вопрос: почему эти марки сталей не указанны в ДСТУ? Как вообще пользоваться и понимать табл.В.1? И самое главное: Можно прихватывать ручной дуговой сваркой крест накрест арматуру А500С из стали Ст3пс и Ст3сп, или только из сталей 25Г2С, Ст5пс, Ст5сп?
Спасибо за разъяснения, UnAtom. Но еще не совсем понятно. По табл В.1 ДСТУ 3760:2006 арматура класса А400С отвечает арматуре классов АІІІ и АІІІС по ГОСТ 5781-82. Возьмем тип сварки К3 - Рр (табл.3 ГОСТ 14098) - ручная дуговая. По ГОСТ 14098 арматуру класса АIII можно варить таким типом сварки только из стали 25Г2С, а арматуру класса АIIIC из стали Ст5пс и Ст5сп. Значит получается, что А400С я могу варить ручной контактной сваркой, если она сделанна из стали 25Г2С, Ст5пс, Ст5сп. А из стали Ст3пс, Ст3сп, Ст3Гпс, 35ГС варить такой сваркой нельзя. Это правильный вывод?
Я перешел на А400С потому, что в п.12 несколько запутался, я именно имел в виду именно А400С.
СНиП 2.03.01-81 п5.36.
[FONT=Times New Roman]5.36*. При отсутствии необходимого сварочного оборудования допускается выполнить в заводских и монтажных условиях крестообразные, стыковые, нахлесточные и тавровые соединения арматуры и закладных деталей, применяй приведенные в ГОСТ 14098—85 и в нормативных документах на сварную арматуру и закладные детали способы дуговой, в том числе и ручной, сварки. Не допускается применять дуговую сварку прихватками в крестообразных соединениях стержней рабочей арматуры класса А-III марки 35ГС.[/FONT]
[FONT=Times New Roman](значит все остальные соединения из 35ГС тоесть, нахлесточные и.т.д. варить можно. а из 25Г2С варить эл/дуговой можно все)[/FONT]
к стати в ГОСТ 14098—85 указаны какие классы арматуры надо применять для эл/дуговой сварки.
А подскажите пожалуйста, если в качестве поперечной арматуры в колоннах используется арматура AIII, и она представляет собой прямые стержни (как для сварки), можно ли в данном случае шов К3-Рр заменить на вязку проволокой. Или при вязке проволокой должны быть обязательно крюки (АРМАТУРА AIII)?
Ну, во-первых, использовать АIII в качестве поперечки на сварке "прихватками" - нельзя изначально. Во-вторых, для вязаных каркасов поперечка должна обхватывать продольные стержни.
Поперечная арматура должна быть приварена к продольной( d при ручной дуговой не менее 10)либо охват крюком хомута в случае с Al.
А подскажите пожалуйста, если в качестве поперечной арматуры в колоннах используется арматура AIII, и она представляет собой прямые стержни (как для сварки), можно ли в данном случае шов К3-Рр заменить на вязку проволокой.
В случае с А-III применяйте лапки (загиб ар-ры на 90 град.), после 2 лапки свариваются прямым стержнем протяженными швами.
Как правильно сваривать арматуру между собой
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.

Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.

Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст

Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.


Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.
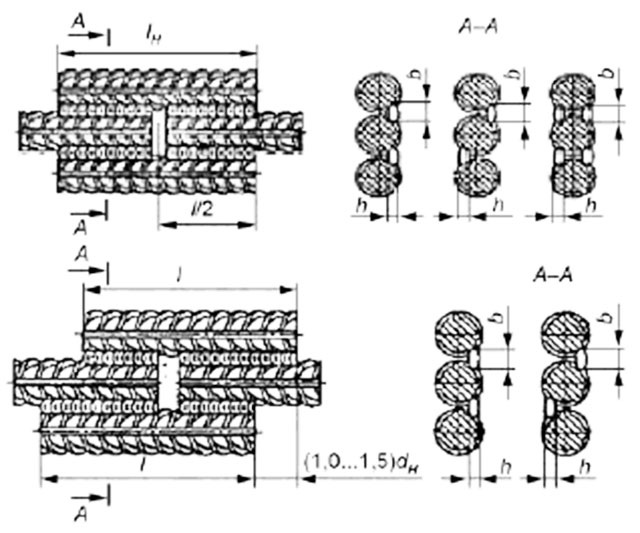

Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.

Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.

Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.

Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.

При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Нахлест арматуры при вязке – нормы соединения по СНиП
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.

Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.

В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки

Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.

Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
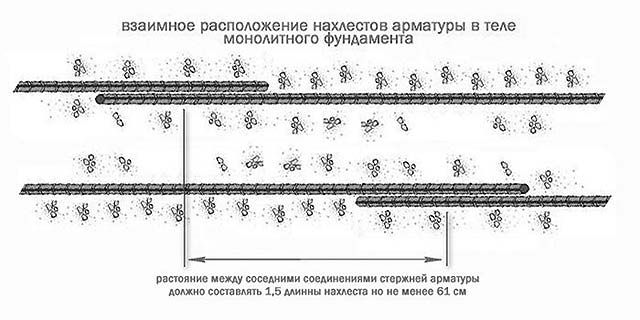
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Как армировать колонны: схемы, нормы и правила

В монолитном строительстве, колоннами называют железобетонные вертикальные протяженные элементы, предназначенные для восприятия и передачи нагрузки от вышележащих конструкций. Для того чтобы они смогли обеспечить одноэтажным и многоэтажным сооружениям необходимый уровень жесткости и прочности, по вертикали, их усиливают арматурным каркасом. Разберем, как правильно и чем выполнить армирование колонны, чтобы она выдержала все будущие нагрузки на сжатие, скручивание и изгиб.
Зачем армировать колонны?
Арматурный каркас увеличивает такие показатели бетонной колонны, как:
- Прочность.
- Сейсмостойкость.
- Устойчивость к появлению трещин.
- Долговечность.
На сколько, сильно увеличатся данные показатели, зависит от диаметра используемой арматуры и марки бетона. Так же армирование даёт возможность заливать колонны не только с простой формой поперечного сечения – квадратной и прямоугольной. Но и более сложной – двутавровой и круглой (сплошной и полой).
Материал для усиления колонн
Для армирования колонн используют арматуру следующих классов:
- В качестве рабочих продольных стержней применяют термомеханически упрочнённые стальные пруты периодического профиля класса А500С. Также допускается использование горячекатаных стержней класса А400.
- Для изготовления конструктивных элементов (хомутов, соединительных стержней), используется арматура с гладким профилем класса А240.
Технологические нормы по созданию армирующего каркаса
Для того чтобы правильно выполнить армирование монолитной колонны необходимо соблюдать следующие нормы по его устройству.
Диаметр арматуры
Минимальный диаметр стальных рабочих продольных стержней для сборных колонн должен быть равен не менее 16 мм. Для монолитных допускается применять арматуру диаметром 12 мм.
Рекомендуется, для создания армирующего каркаса колонны, использовать пруты одинаковой диаметра. Но допускается и применение двух разных, в этом случае стержни большего размера располагаются по углам колонны, а меньшего между ними по центру.
Минимальный и максимальный процент армирования колонны
Минимальный размер сечения арматуры для всех колонн разный. Определяется он расчетными действиями, учитываются все будущие нагрузки, которые будут действовать на колонну, временные, длительные и постоянные.
Максимальная площадь сечения рабочей продольной арматуры не рекомендуется делать более 5% площади поперечного сечения колонны. Так как в этом случае тяжело расположить стержни в пределах сечения.
Оптимальный процент армирования колонн находиться в пределах 0,4-3%. В местах стыковки это значение будет в 2 раза больше.
Пример расчета процента армирования колонны 400 на 400 мм, арматурой 16 диаметра – 4 шт.
- Находим площадь сечения колонны, 40*40=1600 см2.
- Считаем суммарную площадь поперечного сечения арматуры, 4*2,01=8,04 см2.
- Процент армирования равен, 8,04/(1600/100)=0,5025%.
Расположение продольных стержней
Максимально допустимое значение расстояния между осями продольных стержней не должно превышать 400 мм. Если расстояние более 400 мм, то следует между ними установить дополнительные стержни диаметром не менее 12 мм.
Рекомендуемое значение расстояния между стержнями в свету для сборных колонн рекомендуется делать не менее 30 мм, а для монолитных от 50 мм. В обоих случаях минимальное значение следует принимать не менее диаметра используемой арматуры.
Размер и расположение поперечных элементов
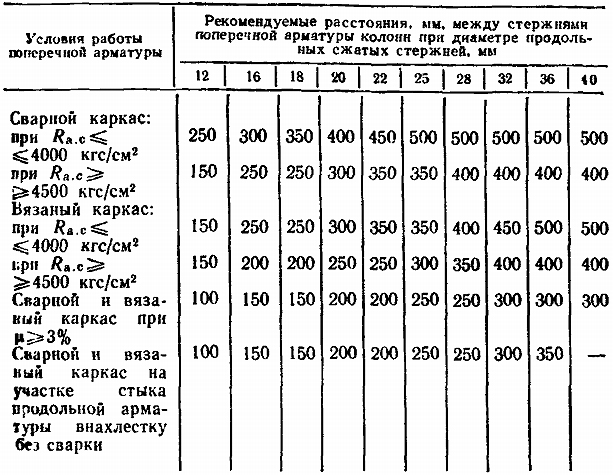
Размер поперечных стержней, зависит от наибольшего размера продольного прута в сечении колонны, а также от способа их соединения (вязка или сварка). Минимальный диаметр поперечных прутов указан в таблице ниже:

На размер шага расположения хомутов в колонне влияет класс арматуры, и ее показатели расчетного сопротивления сжатию Rас.
Если процент насыщения продольных стержней в колонне больше 3, то размер шага поперечной арматуры не должен превышать 30 см и не быть более 10 диаметров меньшего продольного элемента. Рекомендуется в данном случае хомуты крепить методом сварки.
Длина и правила стыковки прутов колонн
Длина арматуры для армирования монолитной железобетонной колонны берется такой, чтобы не было необходимости делать стык. Но если стык все же необходимо выполнить внахлест, без применения сварки, то лучшим вариантом расположения стыка будет в месте изменения сечения колонны. А для многоэтажных монолитных домов, лучший вариант расположения стыка, это уровень верха перекрытия.
Рекомендуемый размер нахлеста арматуры в колонне в сжатом состоянии, равен 30 диаметрам прута, при выполнении стыковки в разбежку. Но чаще всего стыковку выполняют без разбежки над перекрытием, в таком случае размер нахлеста рекомендуется делать в 2 раза больше, то есть 60 диаметров прута.
На схемах ниже приведены примеры выполнения стыковки продольной арматуры в монолитном домостроении.

Пояснения к чертежу: а — при одинаковом сечении колонн верхнего и нижнего этажей; 6 — при незначительном различии в сечениях колонн верхнего и нижнего этажей; в — при резком различии в сечениях колонн верхнего и нижнего этажей.
Требования к защитному слою
Соблюдение требований по защитному слою бетона для арматуры колонны, одно из важнейших условий качественной железобетонной конструкции. Размер защитного слоя, зависит от диаметра арматуры и её назначения.
- Для продольных стержней размер защитного слоя должен быть больше 20 мм, но не менее диаметра арматуры. Например: если для армирования используется пруты толщиной 28 мм, то соответственно минимальный защитный слой – 28 мм.
- Для поперечного армирования колонны минимальный защитный слой бетона равен 15 мм, но так же, как и у продольного, не может быть менее диаметра стержня.

По моему опыту, чаще всего размер защитного слоя для колонн находится в пределах 3 – 4,5 см. Но если толщина защитного слоя, получилась более 50 мм в растянутой зоне сечения, то необходимо дополнительно устанавливать конструктивную арматуру в виде сеток.
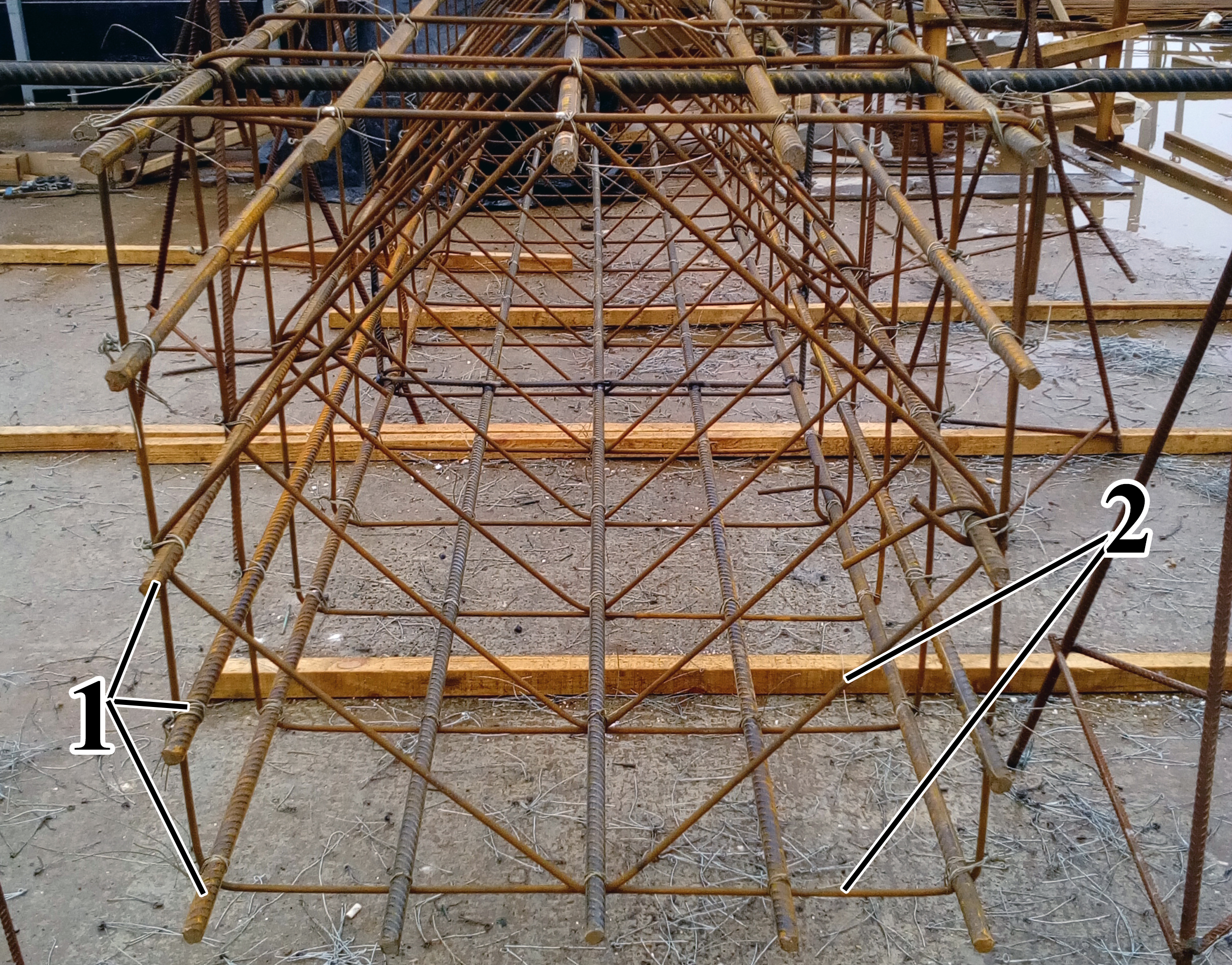
Схемы армирующих каркасов
На схему расположения продольных и поперечных элементов армирования колонны (хомутов и соединительных стержней), влияет размер колонны, форма, количество арматуры используемых для её усиления, а также способ соединения элементов каркаса: при помощи сварки или вязальной проволоки.
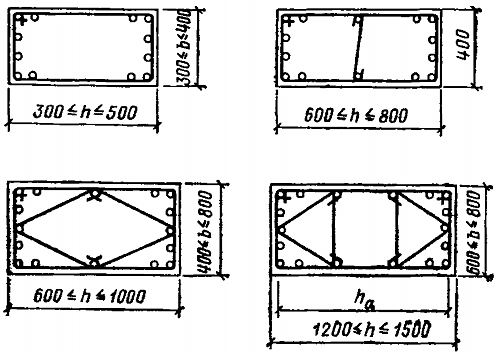

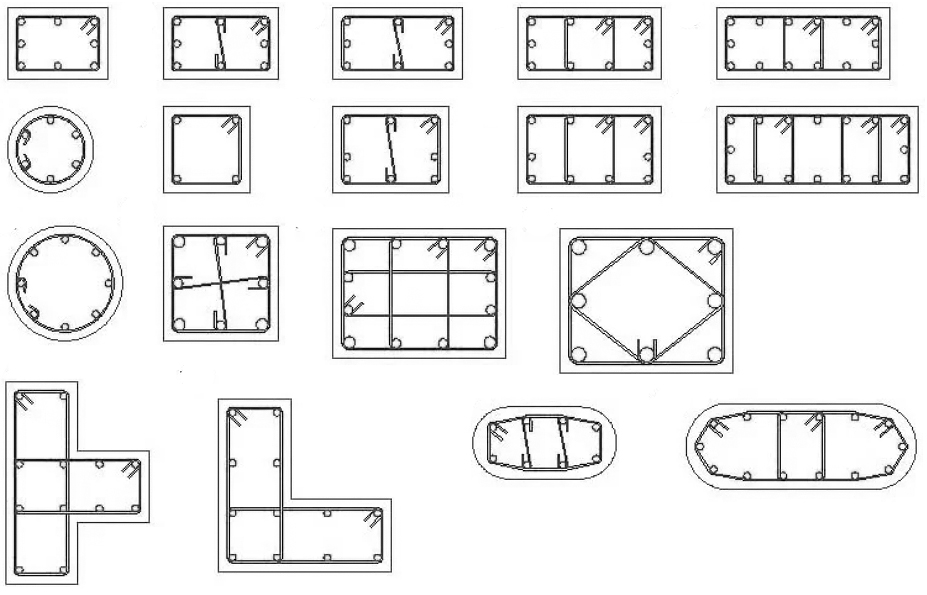
Чертеж расположения поперечных и продольных стержней в зависимости от типа армирования и формы колонны.
Как видите при создании армирующего каркаса следует учесть немало факторов, для того чтобы получить качественную железобетонную колонну. Будьте внимательны и ответственно отнеситесь к процессу строительства и расчета. Если остались вопросы после изучения материала, задавайте их в комментариях.
Минимальный диаметр арматуры для сварки

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
АРМАТУРНЫЕ И ЗАКЛАДНЫЕ ИЗДЕЛИЯ, ИХ СВАРНЫЕ, ВЯЗАНЫЕ И МЕХАНИЧЕСКИЕ СОЕДИНЕНИЯ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
Welded reinforcing products and inserts, welded, lap and mechanical joints for reinforced concrete structures. General specifications
____________________________________________________________________
Текст Сравнения ГОСТ 10922-2012 с ГОСТ10922-90 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 2013-07-01
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Российской инженерной академией
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (протокол от 4 июня 2012 г. N 40, приложение В)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа государственного управления строительством
Государственный комитет градостроительства архитектуры
Министерство строительства и регионального развития
Министерство регионального развития
Агентство по строительству и архитектуре при Правительстве
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1305-ст межгосударственный стандарт ГОСТ 10922-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные, вязаные и механические соединения арматурных стержней, выполняемых при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки диаметром 3 мм и более.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23279-85* Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
* На территории Российской Федерации документ не действует. Действует ГОСТ 23279-2012, здесь и далее по тексту. - Примечание изготовителя базы данных.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 условный предел текучести , Н/мм: Напряжение, при котором условно-мгновенная пластическая (остаточная) деформация достигает 0,2% Н/мм (кгс/мм).
3.2 предел текучести (физический) , Н/мм: Наименьшее напряжение, при котором деформация происходит без заметного увеличения нагрузки.
3.3 временное сопротивление при растяжении , Н/мм: Напряжение, соответствующее наибольшей нагрузке перед разрывом.
3.4 относительное удлинение после разрыва , %: Изменение расчетной длины образца, в пределах которой произошел разрыв, выраженное в процентах от первоначальной длины, равной пяти диаметрам стержня.
3.5 относительное равномерное удлинение , %: Изменение расчетной длины образца на участке длиной 50 или 100 мм, не включая место разрыва, выраженное в процентах от первоначальной длины.
3.6 прочность арматуры: Сопротивление металла разрушению или пластическим (остаточным) деформациям от внешних нагрузок (предел прочности или предел текучести).
3.7 площадь поперечного сечения арматуры , мм: Площадь поперечного сечения равновеликого по массе круглого гладкого образца, определяется по формуле
где - масса образца, г;
- длина образца, мм.
3.8 вязка арматуры: Соединение стержней по длине без сварки, с перепуском продольных стержней внахлестку и крестообразных соединений с применением вязальной проволоки.
3.9 механические соединения стержней: Стыковка стержней без сварки с помощью опрессованных или резьбовых муфт.
3.10 крестообразные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений; подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.11 крестообразные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже 0,3. Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты одного метра.
4 Основные параметры и размеры
4.1 Сварные арматурные изделия подразделяют на следующие типы:
- отдельные стержни арматуры со сварными стыковыми и другими типами соединений по длине стержня;
- закладные сварные изделия с анкерами из стержневой арматуры.
4.2 Арматурные сетки
4.2.1 Сварные арматурные сетки изготовляют из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки изготовляют с квадратными или прямоугольными ячейками.
В одном направлении сетки имеют стержни одинакового диаметра.
4.2.2 Сетки изготовляют со следующим расположением рабочей арматуры:
- в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
- в обоих направлениях.
4.2.3 Сетки изготовляют плоскими или рулонными.
Рулонными изготовляют сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно. При поперечных стержнях диаметрами до 10 мм включительно.
4.2.4 Сетки с продольными и поперечными стержнями диаметрами от 3 до 10 мм включительно изготовляют с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.3 Арматурные каркасы
4.3.1 Сварные арматурные каркасы изготовляют из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов в одном направлении должны иметь стержни одинакового или разных диаметров.
4.3.2 Каркасы изготовляют плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости и предназначенные для армирования линейных изгибаемых или растянутых железобетонных элементов и конструкций с малой шириной поперечного сечения.
Читайте также: