Разделка кромок труб под сварку
Обновлено: 12.05.2024
1.1 . Изготовление сборочных единиц и комплектная поставка трубопроводных линий производится по ОСТ 26-01-136-81 .
1.2 . Сборочные единицы трубопроводов высокого давления должны изготовляться на предприятиях, которые располагают техническими средствами, обеспечивающими качественное их изготовление, в полном соответствии с требованиями настоящего стандарта.
1.3 . Сварка сборочных единиц трубопроводов высокого давления должна производиться по технологическим процессам или инструкциям, разработанным в соответствии с требованиями настоящего стандарта.
1.4 . Стандарт разработан с учетом требований ПУГ-69.
2. ТРЕБОВАНИЯ К МАТЕРИАЛАМ ТРУБ И ДЕТАЛЕЙ ТРУБОПРОВОДОВ
2.1 . Трубы и детали трубопроводов, применяемые для изготовления сборочных единиц должны удовлетворять требованиям стандартов и технических условий, приведенных в обязательном приложении 1 .
(Новая редакция, Изм. № 1).
Качество и свойства материалов труб и деталей трубопроводов должны быть подтверждены сертификатами. При отсутствии сертификатов или некоторых данных в них испытания материалов должны быть выполнены на заводе-изготовителе сборочных единиц в соответствии с требованиями стандартов или технических условий, приведенных в обязательном приложении 1.
2.3. Материалы труб и деталей трубопроводов из коррозионно-стойких сталей, предназначенных для изготовления трубопроводов, к которым предъявляются требования стойкости против межкристаллитной коррозии, перед запуском в производство должны быть испытаны на стойкость против межкристаллитной коррозии по ГОСТ 6032-89 .
(Измененная редакция, Изм. № 1).
3. ТРЕБОВАНИЯ К СВАРОЧНЫМ МАТЕРИАЛАМ
3.1 . Сварочные материалы для прихватки, наплавки, сварки сборочных единиц должны назначаться в соответствии с требованиями обязательных приложений 2 и 3 . При назначении сварочных материалов необходимо учитывать допустимую температуру эксплуатации сварных соединений, указанную в этих приложениях. Применение сварочных материалов, не указанных в приложениях, допускается по согласованию с ИркутскНИИхиммашем.
3.2 . Сварочные материалы должны соответствовать требованиям стандартов и технических условий на их поставку и иметь сертификаты.
При отсутствии сертификатов потребитель должен провести контрольные испытания согласно требованиям стандартов или технических условий.
3.3 . Приемку, хранение, подготовку сварочных материалов перед выдачей в производство выполнять в соответствии с требованиями ОСТ 26-3-87.
3.4 . Сварочные материалы для сборочных единиц, к сварным соединениям которых предъявляются требования стойкости против межкристаллитной коррозии, независимо от наличия сертификатов, перед запуском в производство должны подвергаться испытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032-89 .
3.5 . Сварочные материалы, предназначенные для сварных соединений из аустенитных сталей, работающих при температуре свыше 350 до 450 ° С должны обеспечивать в наплавленном металле содержание ферритной фазы не более 8 %, работающих при температуре свыше 450 до 510 ° С - не более 6 %.
3.6 . Сварочные материалы, предназначенные для сварных соединений перлитных сталей, работающих в водородосодержащих средах при температуре свыше 200 ° С, должны обеспечивать в наплавленном металле содержание хрома не менее минимального содержания хрома в свариваемой стали, установленного требованиями стандартов или технических условий, или установленного техническим проектом.
4. ТРЕБОВАНИЯ К СВАРОЧНОМУ ОБОРУДОВАНИЮ КВАЛИФИКАЦИИ СВАРЩИКОВ И ИТР
4.1 . Сварочное оборудование, используемое для сварки труб и деталей трубопроводов высокого давления, должно удовлетворять требованиям ОСТ 26-3-87.
4.2 . К сварочным работам при изготовлении сборочных единиц могут быть допущены сварщики, выдержавшие теоретические и практические испытания в соответствии с « Правилами аттестации сварщиков », утвержденными Госгортехнадзором СССР и имеющие удостоверение на право производства соответствующих сварочных работ.
4.3 . Квалификационные разряды сварщиков, выполняющих сварку сборочных единиц, должны соответствовать требованиям «Единого тарифно-квалификационного справочника работ и профессий рабочих».
4.4 . Контрольные образцы, сваренные сварщиком в процессе аттестации и проверок, должны подвергаться испытаниям в соответствии с разд. 11 настоящего стандарта.
4.5 . Для получения права выполнения сварки во всех пространственных положениях ручными и механизированными способами при аттестации, повторных и дополнительных испытаниях свариваются два неповоротных стыка - вертикальный и горизонтальный.
4.6 . Результаты испытаний контрольных сдаточных сварных соединений, выполненных в соответствии с подразделами 11.7 , 11.8 и 11.9 , могут быть засчитаны как результаты испытаний контрольных образцов для проверки квалификации сварщиков.
4.7 . К проведению особо ответственных работ: ручной электро- и аргонодуговой сварке корня шва, сварке трубопроводов с толщиной стенки более 30 мм, допускаются сварщики, постоянно обеспечивающие высокое качество сварных соединений сборочных единиц трубопроводов высокого давления.
4.8 . Каждому сварщику присваивается номер личного клейма. Присвоение одного и того же номера клейма нескольким сварщикам не допускается.
4.9 . На каждого сварщика, выполняющего сварку сборочных единиц, должен быть заведен формуляр, в который заносятся результаты испытаний контрольных и производственных сварных соединений.
4.10 . К руководству работами по сварке, термообработке и контролю качества сварных соединений допускаются ИТР, изучившие положения настоящего стандарта, рабочие чертежи, технологические процессы и другую необходимую при изготовлении сборочных единиц нормативно-техническую документацию, действующую на заводе-изготовителе. Проверка знаний ИТР должна проводиться не реже одного раза в три года.
5. ТРЕБОВАНИЯ К ПОДГОТОВКЕ КРОМОК ПОД СВАРКУ
5.1 . Форма и размеры разделки кромок под сварку должны соответствовать:
1 ) для труб и деталей трубопроводов с условным проходом до Ду 200 мм включительно - ГОСТ 22790-89 ;
2 ) для труб и деталей трубопроводов с условным проходом от Ду 250 мм до Ду 500 мм включительно - ОСТ 26-01-21-82;
3 ) для сварных соединений приварки штуцеров - ГОСТ 22811-83 , ОСТ 26-01-35-82.
Допускается для стыковых швов, выполняемых на заводе-изготовителе сборочных единиц, применять формы разделок кромок под сварку в соответствии с ГОСТ 16037-80 и рекомендуемым приложением 6 настоящего стандарта.
Применение остающихся подкладных колец для сварных соединений трубопроводов (стыковых, приварки штуцеров) не допускается.
5.2 . Обработка кромок труб и деталей трубопроводов под сварку должна производиться механическим способом. Шероховатость обработанных кромок должна быть не более Rz 80 по ГОСТ 2789-73 .
5.3 . Разделительную резку труб допускается производить любым промышленным способом. Огневая резка труб из стали 14ХГС при температуре окружающего воздуха ниже 0 ° С должна производиться с предварительным подогревом места реза до температуры 100 - 150 ° С, хромомолибденовых, хромомолибденованадиевых и хромомолибденованадиевовольфрамовых сталей - до температуры 200 - 250 ° С. При огневой резке труб должен быть предусмотрен припуск на механическую обработку.
5.4 . Величина припуска на механическую обработку после огневой резки должна быть не менее (считая от максимальной впадины реза):
1 ) 3 мм - для труб из углеродистых, марганцевокремнистых, хромокремнемарганцовистых сталей;
2 ) 10 мм - для труб из хромомолибденовых, хромомолибденованадиевых, хромомолибденованадиевовольфрамовых сталей;
3 ) 2 мм - для труб из аустенитных сталей.
5.5 . Отклонение от перпендикулярности обработанного под сварку торца трубы или детали относительно продольной оси не должно быть более:
1 ) 0,5 мм - для Ду 6 - Ду 65 мм;
2 ) 1,0 мм - для Ду 80 - Ду 150 мм;
3 ) 1,5 мм - для Ду 200 - Ду 500 мм.
5.6 . При подгонке криволинейных поверхностей и устранении дефектов в сварных соединениях трубопроводов допускается обработку кромок труб и деталей производить абразивным инструментом.
5.7 . Внутренняя и наружная поверхности свариваемых элементов должны быть зачищены до металлического блеска механическим способом на ширину не менее 20 мм от границы разделки кромок.
5.8 . Свариваемые кромки, неподвергаемые предварительному подогреву, непосредственно перед сваркой должны быть обезжирены уайт-спиритом, ацетоном или другими растворителями.
6. ТРЕБОВАНИЯ К СБОРКЕ
6.1 . Сборка элементов трубопроводов под сварку должна производиться по рабочей документации в соответствии с требованиями настоящего стандарта.
6.2 . Стыкуемые между собой трубы и детали трубопроводов, обработка кромок которых под сварку производится в соответствии с ГОСТ 16037-80 или рекомендуемым приложением 6 , должны подбираться по размерам внутренних диаметров, разность которых допускается до 4 %, но не более 1,0 мм.
При разности внутренних диаметров более 1 мм должна производиться расточка трубы с меньшим диаметром под углом 12 - 15 ° при условии сохранения расчетной толщины стенки.
6.3 . Смещение внутренних поверхностей свариваемых труб и деталей трубопроводов после сборки допускается в пределах 10 % от толщины стенки, но не более 0,5 мм.
6.4 . Смещение стыкуемых труб и деталей трубопроводов по наружной поверхности из-за разности наружных диаметров не должно превышать 30 % толщины стенки более тонкостенной трубы, но не более 5 мм.
При смещении, превышающем допускаемое значение, на трубе или детали трубопровода большего диаметра делается скос под углом 12 - 15 ° .
6.5 . При сборке труб с деталями трубопроводов, на которых не разрешается производить скос, должны применяться переходники, обеспечивающие смещение кромок, согласно п.п. 6.3 , 6.4 .
6.6 . Отклонение от прямолинейности на расстоянии 200 мм в обе стороны от оси шва не должно превышать 1,5 мм. Измерение производится в трех местах, равнорасположенных по окружности.
Допуск на кривизну, предусмотренный техническими условиями на изготовление труб, при этом не учитывается.
6.7 . Закрепление труб и деталей трубопроводов при сборке должно осуществляться прихватками. Допускается сборку стыковых соединений производить с помощью временных технологических креплений.
Прихватки должны выполняться по принятой для сварки корня шва технологии. Для стыковых соединений, свариваемых механизированной и автоматической сваркой в среде защитных газов, прихватку допускается производить ручной аргонодуговой сваркой неплавящимся электродом.
6.8 . Размеры, количество и расположение прихваток определяются технологическим процессом. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом.
6.9 . При сборке стыковых соединений с помощью временных технологических креплений, сварные швы приварки креплений должны располагаться не ближе 30 мм от кромок разделки.
Крепления, привариваемые к деталям из аустенитных сталей, должны быть изготовлены из хромоникелевой стали типа 12Х18Н10Т, а привариваемые к деталям из перлитной стали - из стали 20 или ст. 3, 09Г2С, 10Г2С1, 16ГС.
6.10 . Приварку технологических креплений на трубах и деталях трубопроводов производить ручной электродуговой или аргонодуговой сваркой в соответствии с принятой для данной марки стали технологией в части сварочных материалов, предварительного подогрева и последующей термообработки.
Допускается для приварки креплений к деталям из перлитных сталей применять электроды типа Э42А или Э50А по ГОСТ 9467-75, сварочную проволоку СВ-08Г2С по ГОСТ 2246-70 (для аргонодуговой сварки), из аустенитных сталей - электроды типа Э-04Х20Н9 или Э-07Х20Н9 по ГОСТ 10052-75, сварочную проволоку СВ-01Х19Н9 или СВ-04Х19Н9 по ГОСТ 2246-70.
При приварке технологических креплений ручной электродуговой сваркой к трубам и деталям из аустенитных сталей должны быть приняты меры, предупреждающие попадание брызг наплавленного металла на поверхность труб и деталей.
6.11 . Удаление временных креплений должно производится механическим способом. Допускается временные крепления удалять огневым способом, при этом должна быть оставлена часть крепления высотой не менее 5 мм от поверхности детали. Места приварки креплений должны быть зачищены механическим способом заподлицо с поверхностью детали и проконтролированы цветной или магнитопорошковой дефектоскопией.
6.12 . При сборке стыковых соединений трубопроводов из аустенитных сталей с толщиной стенки менее 8 мм, к которым предъявляются требования стойкости против межкристаллитной коррозии приварку временных технологических креплений производить аргонодуговой сваркой.
6.13 . Угол между образующими штуцера и трубы должен быть выдержан в пределах 90 ° ± 50 ¢ .
7. ТРЕБОВАНИЯ К СВАРКЕ
7.1 . При изготовлении сборочных единиц допускаются следующие виды сварки:
1 ) ручная электродуговая покрытыми металлическими электродами;
2 ) ручная, механизированная и автоматическая в среде защитных газов;
3 ) комбинированная, с проваром корня шва ручной аргонодуговой сваркой неплавящимся электродом и последующим заполнением разделки ручной электродуговой, механизированной или автоматической сваркой в среде защитных газов или под флюсом.
7.2 . Сварка сборочных единиц, предназначенных для трубопроводов, транспортирующих агрессивные среды, должна выполняться аргонодуговой сваркой или комбинированным способом со сваркой корня шва аргонодуговой сваркой на высоту не менее 5 мм.
7.3 . Сварка должна производиться в помещении при температуре окружающего воздуха не ниже 0 ° С.
7.4 . Требования предварительного и сопутствующего подогрева свариваемых элементов определяются в соответствии с табл. 1 .
7.5 . Способы предварительного и сопутствующего подогрева должны обеспечить заданные режимы и равномерность нагрева по всему периметру сварного соединения.
Разделка труб под сварку
Перед тем, как выполнять любую сварку деталей, необходимо правильно обработать их и придать краям нужную форму. Эту процедуру обычно называют «разделка». В данной статье мы постараемся рассказать все о разделке труб под сварку и не только.
Зачастую разделка выполняется на заготовках толщины больше средней. Для чего это нужно:
- Чтобы мастеру было удобно добраться своими инструментами к зоне выполнения шва;
- Выполнить высококачественную сварку по всей толщи свариваемых деталей.
Когда выполняется операция по разделке кромок труб под сварку, автоматически увеличивается область шва, а, следовательно, и количество расходуемого сырья. Самый малый расход материалов получается, когда разделка не осуществляется совсем. Сваривают детали без подготовки. Если толщина заготовки малая, то выполняется отбортовка.
Зачистка торцов труб перед подготовкой
Прежде чем начать подготовку труб, обязательно необходимо выполнить зачистку торцов. Обычно выполняется в 2 стадии:
- Механическая зачистка – первый этап, с помощью которого удаляется грязь, коррозия и всевозможные загрязнения. Такой вид зачистки проводится с помощью проволочных щеток-насадок или абразивных кругов, имеющих различные формы и зернистость. Маленькие элементы можно зачищать вручную, а вот для больших уже применяются угловые шлифовальные машины, или другими словами «болгарка».
- Химическая зачистка – второй этап, который используется, чтобы обезжирить зону шва и удалить из нее оставшиеся загрязнения, не поддавшиеся механической очистке. Для нее применяются растворители.

Если не выполнять очистку деталей перед сварочными работами, то вся грязь, оставшаяся в области шва, значительно сократят срок эксплуатации деталей: прочность и время эксплуатации будут под вопросом.
По завершению очистки металла, переходят непосредственно к разделке труб под сварку. Ее выполняют для освобождения места под инструмент для дальнейших работ, то есть увеличивается геометрия стыковки с одной или даже с двух сторон. Такая процедура важна, когда стены конструкции, с которыми работаем мастер, толстые, где необходимо проваривать по несколько раз. Основная задача разделки кромки труб под сварку – обеспечить полное и глубокое сваривание по длине шва.
Верное и тщательное приготовление заготовки – залог качества, ведь тем самым уменьшается риск дефектов, не создаются пустоты и не нарушается однородность материала в зоне шва.
Как подготовить изделие перед разделкой кромки под сварку
Подготовительные работы можно разделить на несколько видов:
- Ручная> – такой способ правки используется для присоединения плит с использованием молотка.
- Механическая – данный вид подготовки используется для устранения складок, неровностей и коробления (искажения формы) при помощи прокатки на правильных вальцах.
- Разметка – применяется при ремонте, для исправления криволинейных швов, когда необходимо просверлить отверстия.
- Термическая – используется для повышения эластичности и урегулирования внутреннего строения металла, для чего металлические изделия заблаговременно подогревают.

Также важно подготовить саму кромку. Подготовка различается:
- С разделкой: снимается фаска одной стороны, если нужно, то и с другой, зачастую с обоих изделий. Или же делают угловое скашивание.
- Разделка отсутствует: для этого необходимо хорошо зачистить поверхность и уложить на нужной дистанции.
- Отбортовка: сглаживаются заостренные бока.
Когда весь комплекс работ по подготовке проведен, переходят, непосредственно, к самой разделке кромки труб перед сваркой. Можно выделить одностороннюю разделку труб под сварку и двухстороннюю (так как скосы более сложной формы необходимо заваривать как с лицевой, так и изнаночной стороны детали).
Формы разделки кромок под ручную дуговую сварку
Рассмотрим различные виды скосов краев заготовок. Каждая форма используется при работе с конкретными деталями и при индивидуальных показаниях к сварочному соединению и различаются толщью, свойствами металла и методом сварки.
V-образная
Достаточно распространенный вид разделки кромки трубы под сварку — это прямолинейный скос с одной стороны. Такая разделка используется в работе с металлом в форме листов толщиной от 3 до 26 мм и подразумевает симметричный скос кромки либо у 1й, либо у 2х деталей. Угол разделки кромки под сварку:
- Односторонний – 50 градусов;
- двухсторонний – 60.

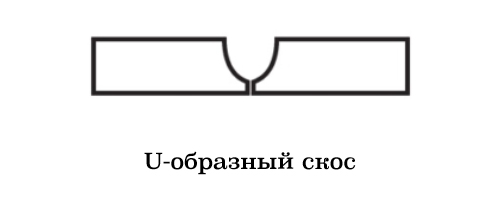
U-образная
Разделка не для новичков – это достаточно сложная форма. Края заготовки подлежат разделке либо с одной, либо с 2х сторон. Данный криволинейный скос используется при сваривании металла толщиной 20 – 60 мм и считается экономным в расходуемых материалах, а именно электродов. Также бонусом выступает быстрый провар шва. В результате образовывается идеальный валик.
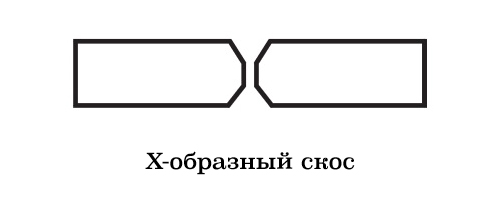
X-образная
Прямолинейный скос 2-ух кромок с двух сторон, похож на V-образную разделку, но только шов проваривается по всей глубине. Получившийся шов может работать под большими нагрузками. Заготовка должна быть в толщь 12 — 60 миллиметров, а угол разделки кромки под сварку — 60 градусов (в некоторых случаях – 45).
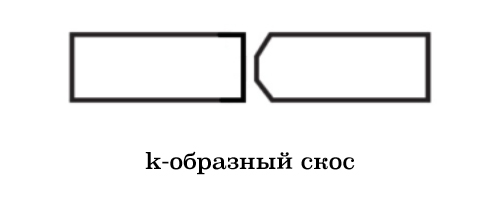
K-образная
Двусторонний скос 2х краев, который практически повторяет X-образный, но процедуру проводят лишь с одной заготовкой.
- Односторонняя разделка кромки используется для угловых и стыковых швов (V или U-образная);
- Двухсторонняя используется для стыковых швов, когда изделие проваривается по всей поверхности (X или K-образная).
Угол разделки кромки под сварку подбирается в зависимости от сварочного инструмента:
- Электродуговой сварки – в пределах 30 – 35 градусов;
- Для оборудования с газовой сваркой рекомендуется использовать угол наклона 45 градусов.
Важно, чтобы скосы не кончались острыми краями, т.к. может возникнуть риск непроваров в некоторых отдельных местах. А на концах кромки (ориентировочно 2-3 мм) необходимо формировать притупление.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Разделка кромок под сварку гост
Подготовка элементов к сварочным работам может различаться и зависеть от типа соединения и толщины металла, упорядоченных системой ГОСТ.
Разделка кромок труб под сварку – ГОСТ 16037-80, а также подходит для соединений из такого материала, как сталь. Стоит учитывать специфику соединяемых элементов и видом соединений:
- Свойства конструкций труб;
- Размеры, т.е. толщина и диаметр трубы;
- Соединение.
Все условия, прописанные в межгосударственном стандарте для разделки труб под сварку 16037-80 обязательно нужно соблюдать для выполнения качественной сварки.
Важно правильно очистить и обезжирить поверхность кромок труб, которые будут подвергаться сварке.
Перед электродуговой сваркой с использованием газов, кромка детали обрабатывается вручную, термическим или механическим способом. Для лазерной необходимо тщательно очищать металл, протравляя края дальнейших швов, промыв и осушив их.
Острые края на скосах заготовки должны быть скруглены, иначе это может привести к прожжению или плохой проварке шва.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Распространенные ошибки при разделке труб под сварку

Зачастую ошибки возникают во время самой подготовке к разделке. Поэтому, чтобы работа была выполнена на высшем уровне и сварочный шов был идеальным, не допускайте следующих ошибок:
- Не оставляйте скос края с острым углом – это скорее всего приведет к тому, что шов плохо будет проникать внутрь соединения.
- Плохая чистка изделия от загрязнения и масел или неверно подобранный метод очистки – в результате шов будет пористым.
- Несоблюдение регламентов ГОСТа (неправильно подобранный угол скоса, размеры зазоров) – пусть работа и будет быстрее, но качество получившегося шва будет плачевным.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Заключение
Важным регламентирующим документом по разделке труб под сварку является ГОСТ, которому не только важно, но и необходимо придерживаться. В нем заключены все правила, методы и углы сварки, типы соединений, формы разделки и другие параметры под каждый случай.
Так как трубопровод служит нам не один год, он должен быть выполнен качественно, чтобы выдержать давление жидкостей. Выполняйте все указания ГОСТ 16037-80, правильно проводите очистку и подготовку деталей – это сэкономит как деньги, так и время, и в результате Вы повысите производительность последующих операций.
Политика в отношении файлов cookie Этот веб-сайт использует файлы cookie, чтобы предоставить вам лучший пользовательский опыт и в статистических целях. Если вы не блокируете куки-файлы, вы соглашаетесь использовать их и сохранять в памяти вашего устройства.
Подпишитесь на новостную рассылку PROMOTECH --> Мы перезвоним Вам и расскажем больше о технике PROMOTECH
Разделка кромок под сварку
Одним из этапов подготовки металлических деталей для их сваривания в неразъемное соединение является работа с их кромками. Придание им определенной формы называется разделкой. С какой целью выполняют разделку кромок свариваемых деталей? Это необходимо для повышения качества будущей сварной конструкции. Скос кромок обеспечивает хороший провар по всей ширине шва. Кроме того, это гарантирует доступ инструмента сварщика к корню сварного шва. Это главные причины, для чего выполняется разделка кромок при сварке.
Размеры скосов относятся к конструктивным значениям, регламентируемым нормативными документами. Они разделяются в зависимости от формы соединений и способа сварки. Так, например, ГОСТ 5264, в котором содержатся требования к ручной дуговой сварке, не распространяется на соединения трубопроводов, описания которых изложены в ГОСТе 16037. При автоматической сварке и с применением полуавтомата следует обратиться к ГОСТу 11533. Суть разделки кромок под сварку заключается в удалении части металла на торце под определенным углом, называемым скосом.

Нюансы разделки кромок
Разделка под сварку имеет свои особенности. При разделке увеличивается ширина сварного шва. Это приводит к дополнительному расходу материалов. При некоторых ситуациях разделка кромок отсутствует, и сварка производится без этого подготовительного этапа. Если свариваются тонкие детали, то прибегают к отбортовке.

Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку ручным или машинным способом. Вручную она может выполняться на наковальне с применением молотка или кувалды. Механическая обработка также может проводиться строганием, фрезерованием, долблением, применением абразивов, что требует соответствующего оборудования, например, строгальных или фрезеровальных станков.
Устройство строгальных станков достаточно простое. Высокопрочный резец, проходя вдоль торца под установленным углом, снимает за каждый проход слой металла. Затем механизм станка изменяет его положение и операции повторяются. Фрезеровальные станки находят применение, когда поверхность деталей имеет криволинейную форму. Фаска образуется с помощью фрезы, совершающей перемещение вдоль линии шва.
Для больших конструкций и трубопроводов используют кромкоскалыватели, работающие методом долбления. Абразивную обработку применяют для заготовок маленького размера и для окончательной доводки после строгания и фрезерования. Снимать кромку можно с помощью газового резака. Для машинного способа используют зигмашину.
Фаски на кромках делают с одной стороны или с обеих. Односторонние скосы на прямых деталях способствуют легкости протекания процесса сварки. При двухсторонних фасках необходимо обеспечить сварщику доступ к обеим сторонам соединения.
Конструктивные параметры
Типы разделки кромок под сварку различаются в зависимости от выбранных конструктивных параметров:
- Угол скоса. Обозначается буквой "β". Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится в диапазоне от 10 до 30 градусов. Если скашивается только одна кромка, то угол составляет 45 градусов.
- Угол разделки. Обозначается буквой "α". Под этим термином подразумевается угол между скошенными поверхностями. Когда угол скоса обеих деталей одинаков, то угол разделки равняется его двойному значению. Соответственно, находится в диапазоне от 20 до 60 градусов. Правильный выбор угла раскрытия обеспечивает проникновение электрода вглубь, достаточного для хорошей проварки корня шва.
- Величина притупления. Обозначается буквой "С". Часть торца кромки, оставшаяся нескошенной, может иметь острую форму. Это может помешать процессу сварки и вызвать в этой тонкой части прожоги металла. Чтобы этого избежать прибегают к затуплению кромок. Размер притупления составляет порядка 2 мм.
- Зазор. Обозначается буквой "b". Является расстоянием между кромками в зоне корня шва. Зазор оставляют для лучшего провара в этой области. Его значение обычно составляет около 1,5 мм. Эта величина может быть уменьшена или увеличена в зависимости от технологии процесса сварки.
- Длина скоса. Обозначается буквой "L". Регулирует плавность перехода от минимального размера скошенной части до толщины детали. Правильно выбранное значение устранит дополнительные напряжения в этой области.
- Высота и ширина обозначаются как "h" и "в" соответственно.
- Катет шва. Обозначается буквой "К". Это наименьшее расстояние от плоскости одной детали до границы треугольного шва на другой.

Элементы геометрической подготовки формы кромок под сварку имеют свое обозначение, которое используется на чертежах, в технологической и конструкторской документации.
Виды разделок
Классификация предлагает различные виды разделки кромок под сварку. Они находят применение в зависимости от толщины элементов, применяемой технологии, типа шва. Каждый вид получил название по латинской букве, которую он напоминает. Три вида имеют прямолинейный скос, а один - криволинейный.

Является наиболее часто применяемой. Это объясняется простотой выполнения и возможностью использования для различных толщин свариваемых деталей. Диапазон толщин - от 3 до 26 мм.
Представляет собой разделку обеих кромок с одной стороны. Угол разделки - 60 градусов. Применяется для стыковых, угловых и тавровых соединений.
Используется также достаточно часто. Скосы выполняют с обеих сторон. Способ применяется для соединения деталей, имеющих толщину от 12 до 60 мм. Угол разделки такой же, как в предыдущем варианте. С каждой стороны осуществляется несколько проходов. При таком способе значительно снижается расход электродов при сварке. Остаточные деформации при нагреве являются незначительными.
Единственный вид криволинейного скоса. Иногда называется "рюмочным". Разделка кромок для сварки таким способом является наиболее трудной. Применение оправдано, когда необходимо получит высокое качество шва. Обе кромки скашиваются одинаково с одной стороны. Подходящая толщина деталей - от 20 до 60 мм. При сварке кромок таким способом происходит уменьшенный расход электродов. Вручную выполнять трудно, поэтому применяются кромкорезы.
К-образная
Наиболее редко применяемый способ. Скос кромок под сварку в соединении делается только для одной детали. Одна из кромок односторонняя, а вторая имеет сразу два скоса. Если возникли затруднения, какая подходит разделка кромок под сварку таблица поможет сделать правильный выбор.

Из нее видно, что форма кромок зависит от типа соединения, характера шва и толщины свариваемых деталей.
Смещение деталей
Кромки не обязаны отличаться симметричностью и быть параллельными между собой. Однако, смещение кромок сварных стыковых соединений имеет ограничение. Все допуски указаны в нормативных документах. Величина допускаемого смещения зависит от толщины соединяемых деталей.

Свои нюансы имеет сварка трубопроводов и других различных труб. Это потребует повышенной точности. Допустимое смещение кромок при сварке труб будет гораздо меньшем, чем у деталей, имеющих плоскую форму. Способом предупреждения появления значительного смещения является надежная фиксация соединяемых элементов. Оправдавшим себя методом фиксации является выполнение прихваток - коротких поперечных швов.
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности. Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов. Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.
При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.
Интересное видео
Подготовка металла под сварку
Подготовка деталей к сварке - первый необходимый этап сварочного процесса. Можно применять дорогое оборудование, соблюдать все правила технологии, но, если на металлических поверхностях останутся лишние частицы, ржавчина, пятно масла, то это приведет к образованию дефектов. Подготовка сварного соединения включает в себя также разделку кромок, разметку поверхностей и их надежную фиксацию.
Необходимо помнить, что проще выполнить подготовку к сварке, чем потом решать трудоемкую задачу по ее переделке, которая к тому же не всегда является успешной.

Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
- вмятины;
- выпучивания;
- коробление;
- волнистость;
- искривления.
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала. В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая - квадратная оставит на металле следы. Поверхность бойка должна быть отполированной. Кроме молотка можно использовать деревянную или металлическую гладилку.

Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Разметка
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.

Кроме контура деталей на металлической детали отмечают места сгибов.
Резка
Это является одним из самых важных этапов подготовки к металлу к сварке. Отрезанный в сторону уменьшения металлический элемент можно сразу отнести к браку. Хорошо еще, если существует возможность использовать его для других целей. Не слишком удачно, если требуется корректировка в несколько миллиметров, поскольку выполнить такой процесс достаточно трудно.
Инструменты для разрезания:
- ножницы по металлу;
- гильотина;
- болгарка.
Для толстых деталей можно использовать сварку. Для этого надо расплавить деталь, а потом удалять металл, чтобы получался не шов, а сквозное отверстие. Если двигаться по намеченной линии, получится разрез, хотя и не слишком аккуратный. Термическая резка применима для деталей различной конфигурации. Находят широкое применение дуговая сварка, кислородный резак.

В промышленном производстве применяют отрезные станки.
Зачистка
Подготовка металла к сварке включает его зачистку. Невыполнение этого этапа приведет к образованию дефектов. Даже небольшие частички грязи могут вызвать растрескивание детали, появление в структуре сварного шва пор, возникновению в металле очагов напряжения.
Очищение металлических поверхностей - это самый легкий подготовительный процесс, но очень важный. Особо сложных инструментов при этом не потребуется. Применяются щетки из металла, болгарки. На производстве к этому процессу подходят более серьезно и используют дробеструйные и пескоструйные аппараты.
Не следует забывать о необходимости удаления ржавчины, а также оксидной пленки, образование которой получается при контакте металла с кислородом воздуха. Для удаления следов краски и масляных пятен деталь небольшого размера можно погрузить в емкость с растворителем. Металлическую поверхность перед сваркой необходимо просушить.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия. Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами. Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты - шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.

Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы "V". Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной - 50.
- Двухсторонний скос обеих кромок напоминает букву "X". Применяется для изделий, имеющих толщину 10-60 мм. Угол - 60 градусов.
- Скос в виде буквы "U" выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы "К" применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй - односторонний.
Обозначение на чертежах скоса "β", а угла раскрытия "α". Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант - подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб - 60-70 градусов. Притупление делают на размере 2-2,5 мм.

Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Гибка
Подготовительно-сварочные работы включают при необходимости гибку металлов. Если детали имеют форму листов или полос, то находят применение листогибочные машины. Детали с профилем сгибают с помощью специальных прессов.

Если необходимо сделать сгибание небольшого диаметра, а также при большой толщине, то рекомендуется предварительный нагрев. Это сделает металл более податливым и усилий потребуется меньше.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение - оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость. Особенно это важно для крупных соединений. Прихватки выполняются за один проход.
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Сборка изделий
Подготовка поверхности металла под сварку заканчивается их сборкой. Точность взаимного расположения будет влиять на качество соединения. Перед началом сборки проверяют все детали на соответствие их размеров требованиям чертежей. Для сборки могут использоваться шаблоны, а при серийном производстве используются кондукторы, которые облегчают процесс сборки.
Сборка под сварку проводится на специальных стендах. Допускается применение подпорок и струбцин. По мере формирования шва их убирают.
Подготовка оборудования
Помимо приведения в порядок металлических поверхностей необходимо позаботиться об оборудовании для сварки. Подготовка к работе сварочного полуавтомата или других аппаратов заключается в проверке их работоспособности и установке выбранных режимов.
Как правильно и легко заварить трубу даже новичку
Как варить трубы — способы сварки
Способов сварки в настоящее время насчитывается более сотни, но на практике используется не более 4 методов. Основные из них мы и рассмотрим.
Ручная дуговая штучными электродами
Один из самых распространенных способов сварки трубы в монтажных условиях. Применяют его из-за простоты оборудования и широкой номенклатуры сварочных материалов.
Этим методом варят все виды трубопроводов начиная с диаметра от 16 мм (хотя чаще с 25 мм) и толщины стенки от 2,5 мм (хотя чаще все-таки от 3 мм) и заканчивая несколькими метрами в диаметре и толщиной до 60-100 мм.
Сварку выполняют во всех пространственных положениях: нижнем, вертикальном, горизонтальном и потолочном.
Для выполнения процесса требуется лишь сварочный аппарат (инвертор, выпрямитель, трансформатор и т.д.) и электроды и все. Не нужно тащить больше баллоны с газом или дополнительно использовать флюс для защиты сварочной дуги и ванны.
Сварка в аргоне неплавящимся электродом
Также данный способ применяют совместно с ручной дуговой сваркой, когда в среде аргона неплавящимся электродом варят корень шва, а заполняют и облицовывают уже ручной дуговой. Этот метод называется КРАД – комбинированная ручная дуговая сварка. Его применяют, когда к сварному шву предъявляются высокие требования и толщина соединения более 6 мм.
Сварку в среде аргона трубопроводов с толщиной стенки более 3 мм используют для сварки высоколегированных сталей, хромоникелевых и титановых сплавов, то есть там, где нужно обеспечивать высокую степень защиты металла в процессе сварки.
Полезная статья о том что такое НАКС реестр сварщиков, для чего он нужен и как через него проверять удостоверения.
Полуавтоматическая сварка в газовой среде
Применение полуавтоматической сварки для трубопроводов чаще всего происходит на крупных производствах. Это обусловлено тем, что данный способ обеспечивает высокую производительность особенно в тех случаях, когда нужно проварить большие толщины.
С помощью полуавтоматической (mig/mag) сварки можно соединять толщины начиная от 2 мм и вплоть до да 60-100 мм.
Применение данного способа в полевых условиях нечасто, так как для него требуется достаточно громоздкое оборудование, в частности, газовый баллон, а также в процессе не должно быть сквозняков и порывов ветра. Иначе это приводит к выдуванию газовой среды и образованию дефектов.
Полуавтоматическую сварку можно выполнять не только в газовой среде но и с использованием порошковой проволоки. В данном случае повышается мобильность, потому что газовое оборудование более не нужно (если проволока самозащитна, так как есть порошковая проволока, которой тоже нужна газовая защита).
Использование самозащитной порошковой проволоки дороже нежели использование штучных электродов, хотя и процесс идёт быстрее, всё равно присутствует явное удорожание.
Подробно о том как происходит настройка полуавтомата для сварки вы можете узнать перейдя по ссылке.
Под слоем флюса
Выполнение процесса под слоем флюса применяется тогда, когда необходимо сваривать большие диаметры и большие толщины. Данный процесс позволяет проваривать за один проход толщины до 10-12 мм. Он применяется при крупном строительстве или на производствах.
Способ является высокопроизводительным, но в то же время требуется дорогостоящее оборудование — трубосварочные базы, вращатели и сварочные головки.
Выбор оборудования
От правильного выбора оборудования во многом зависит скорость процесса и качество шва. О наиболее предпочтительных источниках питания применяемых для сварки трубопроводов поговорим ниже.
Ручная дуговая
В случае применения ручной дуговой сварки может быть использованы следующие виды оборудования:
- ;
- выпрямители;
- сварочные агрегаты;
- инверторы.
Наиболее предпочтительным является инверторный источник питания. Это самая современная оборудование позволяющие получить наиболее качественные соединения.
Использование сварочных трансформаторов с каждым годом снижается. Их всё реже применяют для ответственных соединений.
Сварочные выпрямители используются чаще чем трансформаторы, так как качество сварных швов, получаемых на данном оборудовании выше. Их применяют на производствах и заводах (особенно многопостовые выпрямители). В монтажных условиях их используют достаточно редко, потому что вес выпрямителя велик и это усложняет процесс.
Сварочные агрегаты применяются там, где нету или недостаточное электроснабжение. Сварочные агрегаты, оборудованные генераторами и в этом плане автономный.
Помимо основного оборудования (источника питания) для ручной сварки электродами также требуется сварочный держатель электродов и сварочный кабель. Если используется многопостовой выпрямитель, то также будет необходимо применение балластного реостата для каждого сварочного поста, с помощью которого сварщик будет настраивать режим.
Неплавящимся электродом в среде аргона
Процесс сварки неплавящимся (вольфрамовым) электродом чаще всего выполняется на постоянном токе прямой полярности. Для этого применяются инверторы и выпрямители оснащенные системой автоматизации, которая обеспечивает плавное нарастание сварочного тока, а также плавное его снижение для заварки кратера в конце шва.
Оборудование для аргонодуговой сварки имеет возможность проведения процесса как в импульсном режиме, так и в непрерывном.
Подробнее о том что такое импульсная аргонодуговая сварка вы можете узнать перейдя по ссылке.
Дополнительное оборудование, которое потребуется выполнения процесса в среде аргона:
Читайте также: