Можно ли холодной сваркой заварить трубу отопления
Обновлено: 20.09.2024
Радиатор является одним из ключевых элементов системы охлаждения любого автомобиля. Поэтому в случае возникновения течи в данном устройстве автомобиль можно смело признавать неисправным. Из-за технического его расположения осуществить ремонт с помощью обычной сварки достаточно сложно. Именно по этой причине использование холодной сварки является одним из наиболее оптимальных вариантов для проведения ремонта.
Преимущества использования
Радиаторы автомобиля чаще всего изготавливаются из меди. Однако данный металл в плане осуществления ремонта с помощью традиционной сварки достаточно сложен, так как требует особых навыков при проведении ремонта в силу особенностей химического состава такого металла. Если же говорить о холодной сварке, то ее использование не требует каких-то особенностей при проведении ремонтов различных изделий.
Еще одним преимуществом, которое следует учитывать при проведении ремонтов с помощью холодной сварки радиаторов автомобилей, является то, что такой ремонт можно осуществить в достаточно короткие сроки, что, как правило, позволит осуществлять дальнейшую эксплуатацию автомобиля уже по истечении восьми часов после совершения такого ремонта.
Сам ремонт занимает ограниченное время, так как работать с холодной сваркой надо очень быстро ввиду быстрой полимеризации клеящего состава.
Что следует учитывать при выборе холодной сварки
К выбору холодной сварки для осуществления ремонта необходимо подходить очень тщательно, так как, в противном случае, ремонт может оказаться некачественным, в результате чего придется повторять все осуществленные ранее действия.
Так, при выборе холодной сварки следует учитывать следующие аспекты:
- химический состав клеящего состава. Холодная сварка должна подходить для ремонта изделий именно из меди, из которой изготавливаются радиаторы для автомобилей. Как правило, такое совпадение выражается в наличии в составе клея металлического компонента (в случае с составами для ремонта радиаторов это медный компонент). В том случае, если данный компонент отсутствует, велик риск того, что ремонт окажется некачественным из-за плохого сцепления клеящего состава с ремонтируемой поверхностью;
- скорость частичной и полной полимеризации. Данный параметр особенно важен в том случае, если необходимо осуществить срочный ремонт радиатора с целью скорейшего возвращения возможности функционирования автомобилю. Чем выше данные показатели, тем быстрее происходит застывание клеящего состава после нанесения на ремонтируемый участок, что означает скорое восстановление всех функций изделия;
- объем упаковки самого клеящего состава. Данный аспект является важным в том случае, если предстоит несколько ремонтов, которые необходимо осуществить на системе охлаждения, так как в этом случае чем больше упаковка, тем больший объем ремонтов можно выполнить. Однако следует помнить, что по истечении срока годности состав не только теряет свои клеящие свойства, но и становится токсичным, что может вызвать неблагоприятные последствия при работе с ним (кроме некачественно выполненного ремонта).
Технология ремонта
Если холодная сварка подобрана правильно с учетом указанных выше факторов, возможно осуществить ремонт радиатора в автомобиле. Выполнение данной процедуры происходит в два существенных этапа – подготовительный и основной.
Подготовительные работы
Подготовительный этап состоит из нескольких шагов:
- первым шагом становится определение места течи. В том случае, если осуществить ремонт возможно без снятия самого радиатора, наступает непосредственно период подготовки радиатора к ремонту. Если устранить течь без снятия не получится, необходимо осуществить его демонтаж;
- следующим шагом становится очистка того места, которое подлежит ремонту. Требуется промыть место потенциального ремонта, а затем очистить механически от остатков грязи (в случае их наличия). Такая подготовительная работа необходима для того, чтобы исключить контакт самой холодной сварки с грязью, иначе существенным образом снизится качество выполненной сварки, а также велик риск некачественного соединения самой сварки с ремонтируемым участком, в результате чего возможна недолговечность такого ремонта;
- обязательное обезжиривание ремонтируемого участка. Это необходимо ввиду того, что между холодной сваркой и металлом не должно быть никаких посторонних примесей, которые могут негативным образом повлиять на качество выполненного ремонта. В качестве обезжиривающего средства могут быть использованы либо специальные химические составы, либо любые спиртосодержащие жидкости;
- завершающим этапом становится подготовка собственно клеящего состава. Однокомпонентные составы представлены в виде стержня, который делится на части и готовится к дальнейшей эксплуатации. В случае с однокомпонентным составом необходимо от имеющегося стержня отрезать такой фрагмент, размеров которого будет достаточно для выполнения ремонта в конкретном месте, после чего разогреть фрагмент до получения им состояния пластичной массы. Если речь идет о двухкомпонентном составе, необходимо смешать две его части в равных пропорциях также до получения пластичного состава.
Основной этап
Следующий этап – основной. На нем происходит непосредственно ремонт участка радиатора с течью. Произвести такой ремонт необходимо как можно быстрее, так как состав очень быстро теряет свои пластичные свойства. Ремонт осуществляется посредством нанесения холодной сварки на участок, на котором надо устранить течь. После того как состав был нанесен, может потребоваться наложение специального жгута или хомута для исключения контакта состава с окружающей средой до момента полной полимеризации. Однако в тех случаях, когда возможности наложения хомута нет, необходимо любым доступным способом изолировать место ремонта от воздействия окружающей среды, так как, в противном случае, качество выполненного ремонта может существенным образом пострадать.
Снятие жгута, хомута или иного изолирующего материала может быть осуществлено не ранее, чем через восемь часов после выполненного ремонта. Однако для того, чтобы место ремонта получило свою максимальную прочность, необходимо выдержать то время, которое указано в инструкции к конкретному клеящему составу.
Полная эксплуатационная возможность появляется у радиатора не ранее, чем через двадцать четыре часа, когда клеящий состав холодной сварки застынет полностью, что позволит заливать в сам радиатор воду или иные химические охлаждающие жидкости.
Меры безопасности
При работе с холодной сваркой следует помнить о том, что клеящий состав может быть токсичным, что делает обязательным использование перчаток для защиты кожных покровов от воздействия химических компонентов сварки. Кроме того, необходимо подготовить и емкость с водой, так как руки или поверхность перчаток придется постоянно смачивать – пластичная масса холодной сварки очень сильно прилипает к рукам или перчаткам, если их поверхности не смачивать водой.
Холодная сварка для труб
Холодная сварка для труб отопления – это клей для ликвидации протечек в трубопроводе, на котором отсутствуют сильные нагрузки, высокое давление, повышенные температуры. Такой ремонт системы отопления не имеет ничего общего с инверторной сваркой. Протечки устраняются благодаря высокой адгезии клеящего состава к поверхности. После схватывания холодной сварки итоговый результат не уступает по качеству классическому шву.
Нанесение средства не требует определенных навыков, поэтому ремонтные работы легко выполняются своими руками. Этот метод уместен в ситуациях, когда сваривание горячим методом опасно либо вызывает технические трудности. Он пригоден для точечной заклейки сантехники, радиаторов, труб, расширительных бачков и прочих конструктивных элементов отопительной системы.
Преимущества
- надежное устранение трещин, сколов и протечек в бытовых трубопроводах;
- безопасное использование, отсутствует деформация и напряжение на металле;
- при формировании шва не допускается нагрев, не нужен дополнительный инструмент;
- не плавит материал, подходит для ремонта металлопластиковых и пластиковых конструкций;
- ремонт не занимает много времени, уместен для заделки течи в экстренном случае, необходимо строго соблюдать инструкцию производителя;
- самый бюджетный способ ремонта водопроводных труб.
Недостатки
- применяется только для мелкого ремонта повреждения трубы в местах, где отсутствует нагрузка;
- требует тщательного соблюдения технологии нанесения, иначе не будет держаться;
- в процессе сваривания необходимо соблюдать заданную температуру;
- в отличие от инверторной сварки шов не является долговечным, это только временная мера.
Разновидности клеящих составов
Холодная сварка востребована для точечного ремонта труб. В продаже предлагается клей зарубежных и отечественных брендов. Он различается не только стоимостью, но и качеством. Хорошо зарекомендовали себя такие материалы:
- Abro и HI-Gear — импортные;
- Алмаз и Полимет — отечественные.
Главным элементом является эпоксидная смола, придающая ингредиентам однородного состава и пластичности. В качестве дополнительных компонентов применяются минеральные добавки: оксид железа, сера и другие, влияющие на качество адгезии. Их наименование и количество каждый производитель определяет самостоятельно. Для усиления прочности после застывания используется металлический компонент.
Для ремонта пригоден состав с пометкой «для труб», при этом ненужно спускать воду с отопительной системы. Холодная сварка схватывается в течение 15-30 минут. Не рекомендуется подвергать трубопровод нагрузке 1,5-2 часа после сваривания. Некоторым маркам клея необходимы сутки до полного затвердения. После заделки пробоин и трещин поверхность шлифуют с последующим грунтованием и окраской.
Критерии выбора труб и вида клея
Холодная сварка для труб различается по консистенции и составу. Жидкий клей производят двухкомпонентным – в виде клеящей смеси и отвердителя. Их соединяют в определенной пропорции непосредственно перед применением. При выборе материала для заклейки дефектов нужно учитывать состав и назначение. Пластичный аналог по консистенции напоминает пластилин. Его продают в виде однокомпонентной либо двухкомпонентной смеси. Он изготавливается в форме бруска, который перед использованием тщательно разминают. Производители предлагают такие разновидности холодной сварки:
- для металла – пригоден для временной заклейки течи в металлическом трубопроводе с низким давлением, резервуаров, карбюраторов и радиаторов автомобилей;
- для пластиковых труб – специализированный состав для пластиковых и пластмассовых деталей, хорошо устраняет трещины на корпусе, пригоден для пвх труб, хорошо герметизирует соединения;
- универсальный – может использоваться для пластмассовых, металлических, полипропиленовых, стеклянных и керамических изделий, хуже склеивает по сравнению со специализированными составами;
- для сантехники – устраняет трещины и течи на раковинах, унитазах и прочих фарфоровых и фаянсовых сантехнических приборах.

Использование холодной сварки для ремонта протечки трубы
Перед началом работ по свариванию необходимо перекрыть краны запорной арматуры, слить воду, обеспечить хороший доступ к проблемному участку. Участок с трещинами и сколами очищают от загрязнений, обезжиривают. Обязательно удаляют старые слои краски. Застарелую краску в месте течи можно очистить крупнозернистой наждачной бумагой либо болгаркой, используя специальные насадки.
Если ремонтные работы выполняются в отопительный период, слив воды из системы выполнить не всегда получится. Заделку дефектов проводят на функционирующей магистрали. При этом не следует рассчитывать на качественную адгезию между материалами. Стекающая жидкость не дает возможность хорошо прилипнуть клею к участку.
Для устранения свищей необходимо использовать холодную сварку в жидком виде. Ней хорошо пропитывают ткань и плотно обматывают поврежденный фрагмент. Такой ремонт является временным, в межсезонье рекомендуется устранить течь капитально. Пластиковые и полимерные трубы сваривают между собой по такой схеме:
- В местах заклеивания участки труб обрабатывают наждачной бумагой для улучшения адгезии. Процедура позволяет удалить различные загрязнения, препятствующие качественному склеиванию.
- На торцах труб диаметром 10-20 мм допуск перпендикулярности не должен превышать 2 мм.
- Места соединения муфтой обрабатывают наждаком, снимая тонкий слой пластика в пределах 0,1-0,2 мм по всему диаметру. Площадь поверхности должна быть не меньше половины длины муфты. Не допускаются грубые дефекты и заусеницы.
- Клеящий состав смешиваем согласно инструкции. Готовую смесь необходимо израсходовать в течение 3 минут.
- После нанесения смеси на соединяемые элементы готовый участок трубы зажимают прессом. Допустимый вес производитель указывает на упаковке холодной сварки.
Через 8 часов после ремонта трубопровод готов к последующей эксплуатации. Данный способ пригоден для монтажа трубопроводов и точечного ремонта.

Можно ли холодной сваркой отремонтировать батарею отопления
Для металлических контуров отопления приобретают специализированный клей, допускающий ремонт и эксплуатацию трубопровода с высокой температурой. Холодная сварка для стальных батарей отопления позволяет устранять свищи в контурах подачи горячей воды. Такой способ заделки дефектов используют временно. При первой возможности рекомендуется сварить данный фрагмент инверторным аппаратом.

Данный метод не рекомендуется применять на сложных конструктивных элементах отопительной и водопроводной магистрали. С помощью клеящего состава выполняют только поверхностный ремонт чугунных, стальных и алюминиевых трубопроводов, радиаторов, расширительного бачка при условии, что к месту дефекта имеется свободный доступ. Клеящая смесь не является полноценной сваркой. Она устраняет дефект посредством заклеивания трещины, поэтому при механическом воздействии адгезия нарушается. Соединение не устойчиво «на отрыв».
Как сварить трубы отопления электросваркой
Основным способом монтажа автономных и централизованных систем является сварка отопления. В отличие от резьбовых соединений она не нуждается в регулярном обслуживании. При сварке труб отопления нужно учитывать, что соединение подвергается не только механическим, но и термическим воздействиям. Поэтому необходимо правильно выбирать электроды, иначе при нагреве он может треснуть.

Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.
Подготовительные работы
Чтобы соединения получились без дефектов, перед сваркой труб отопления электросваркой проводится подготовка. Проверяется перпендикулярность среза торцов относительно оси, при необходимости корректируется. С кромок снимаются фаски, оставляя притупление 2 мм, чтобы угол между ними был 65 — 70˚. Поверхность труб на расстоянии не менее 1 см от стыка зачищается до блеска наждачной бумагой и обезжиривается растворителем.

Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте; постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров. Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Как методом холодной сварки отремонтировать трубы с горячей водой
Если в доме неожиданно дала течь одна из труб системы отопления или водоснабжения, а для капитального ремонта в данный момент нет возможности, на помощь придет альтернативный способ ремонта – холодная сварка.

Сущность метода холодной сварки
Идея, предложенная изобретателями такого способа соединения деталей, довольно проста. Композитный материал тщательно перемешивается, после чего запускаются сложные химические реакции, сообщающие смеси новые свойства. По прошествии времени мягкий состав затвердевает, проникает в структуру склеиваемых материалов и становится сравнимым по прочности с металлическими поверхностями.
Отличные эксплуатационные качества дают возможность использовать холодную сварку для решения широчайшего спектра бытовых задач:
- Устранение течи в металлических и полимерных водонапорных конструкциях.
- Герметизация трещин отопительных радиаторов.
- Уплотнение мест повреждений металлических элементов кузова автомобиля.
- Усиление проблемных участков трубопроводных сетей.
Материал может стать незаменимым в тех ситуациях, когда проблемный участок трубопровода оказывается в труднодоступном месте, где при всем желании не получится использовать сварочный аппарат или другое громоздкое устройство.
Обратите внимание! Смешивание компонентов холодной сварки удобнее и проще производить руками. Чтобы избежать неприятных последствий, на время работы стоит одеть тонкие резиновые перчатки. Для ускорения и облегчения процедуры разминания плотной массы перчатки часто смачивают водой.
Разновидности клеевых составов и их особенности
Состав может иметь жидкую, либо твердую консистенцию:
- Жидкий вариант. Продается комплектом из двух тюбиков. В одну емкость помещается эластичный компонент на базе эпоксидных смол, в другую – жидкий отвердитель. Компоненты тщательно смешиваются в указанной на упаковке пропорции непосредственно перед применением. Использовать готовый состав необходимо в течении 2-20 (в зависимости от технологии изготовления) минут. Компоненты жидкой холодной сварки должны храниться в специальных условиях, а для различных склеиваемых материалов понадобятся разные варианты состава.
- Твердая холодная сварка. Представляет пластичный брусок круглого, либо прямоугольного сечения. Брусок бывает однородным, либо состоит из разделенных слоев. Внутренний слой – смесь эпоксидных смол, отвечающих за пластичность и однородность массы, внешний – отвердитель (металлические вкрапления и сера). Перед использованием компоненты разминаются и перемешиваются.
Обратите внимание! Если нет необходимости одномоментно использовать весь состав, брусок холодной сварки допустимо разделить на части (резать следует только поперек). Эксплуатационные качества материала от этого не пострадают.
Помимо универсальных клеевых составов, способных одинаково хорошо работать с любыми типами материалов, выпускаются специальные виды холодной сварки для производства конкретных видов работ:
- Составы для экстремальных условий. Выручают в нестандартных ситуациях: под водой, в условиях повышенной температуры или давления.
- Клеевые составы для металлов. Дают наибольший эффект при работе с металлическими деталями. Надежно склеивают поверхности из разных металлов.
- Холодная сварка для автомобильных деталей.
- Специальные сорта холодной сварки для бетона, керамики, пластика и т.п.

Специальные разновидности холодной сварки практически всегда превосходят универсальные по эффективности воздействия на конкретный материал, зато часто оказываются абсолютно бессильными при работе с прочими материалами.
Вне зависимости от разновидности холодной сварки, применительно к сетям водоснабжения и отопления отметим ряд явных преимуществ такого способа ремонта или соединения деталей:
- Процедура полностью безопасна, особенно в сравнении с горячей сваркой.
- Ремонт трубопровода или радиатора отопления не потребует использования специального инструмента, сама процедура подготовки и использования смеси предельно проста и понятна.
- Материал доступен в свободной продаже во всех строительных магазинах.
- Универсальные клеевые составы подойдут для любых видов труб: стальных, чугунных, пластиковых и т.п.
- Окружающие материалы не подвергаются высокотемпературному воздействию, холодная сварка может без опасений применяться даже в условиях повышенной пожароопасности.
- Возможность проведения ремонтных работ не зависит от наличия источника электричества.
- Себестоимость работ с применением холодной сварки существенно ниже любого другого известного способа.
Между тем, холодная сварка не лишена некоторых недостатков. Застывший материал (впрочем, как все эпоксидные смолы) уязвим к кручению, изгибам, прочим деформациям. Серьезных нагрузок такой материал тоже скорее всего не выдержит. Полученные швы по показателям прочности и долговечности серьезно уступают возможностям дуговой сварки.
Это важно! Надежность и качество заплатки в большой степени зависят от правильности смешивания, соблюдения временных и температурных ограничений использования.
Температура, на которую рассчитан конкретный вид холодной сварки, указывается производителем на упаковке. Чаще всего верхний предел ограничивается цифрой 260°С. Отдельные виды способны выдерживать гораздо более экстремальные температуры – до 1300°С.
Саму процедуру применения холодной сварки также следует осуществлять при определенной температуре. Для большинства видов мастики достаточно, чтобы температура окружающего воздуха была положительной.
Среди популярных и зарекомендовавших себя брендов некоторые отечественные и зарубежные продукты:
- Зарубежные марки: ABRO, Hi-Gear, Cold Weld Magnum Steel и т.д.
- Российская продукция: «Полимет», «Алмаз», «Титан», «Быстрая сталь», «Момент Супер Эпокси» и т.д.
Цена составов, как правило, не слишком высока, поэтому лучше предпочесть чуть более дорогостоящие, но иногда на порядок более эффективные импортные образцы.
Как устранить течь в трубе ГВС методом холодной сварки
Чтобы отремонтировать трубу системы водоснабжения при помощи холодной сварки, придерживаемся такой последовательности действий:

- Участок трубопроводной сети, на котором обнаружено повреждение, перекрывается.
- Из него по возможности сливается вода.
- Если труба окрашена или покрыта теплоизоляцией, она очищается до металла на расстояние около 5 см в зоне повреждения.
- Остатки ржавчины удаляются, участок трубы обезжиривается и просушивается.
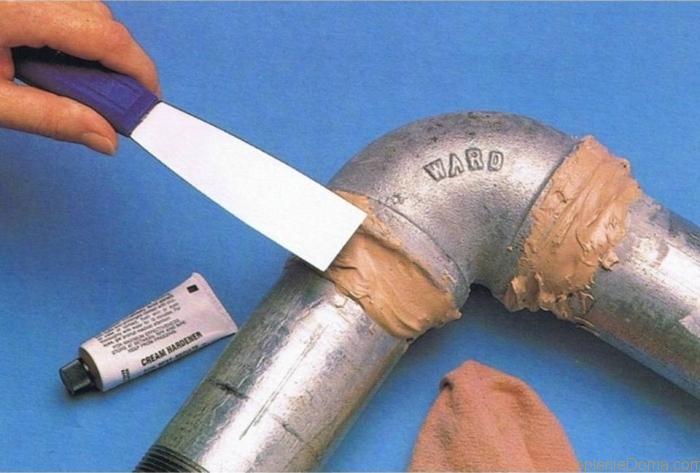
- От бруска холодной сварки отрезается кусок, пластичный состав разминается руками до состояния, когда компоненты визуально становятся единым целым. Если используется жидкая разновидность – компоненты перемешиваются в указанной на упаковке пропорции.
- Готовая мастика наносится на место повреждения, формируется ровное веретенообразное утолщение. Важно понимать, что состав желательно наносить на трубу не в виде заплатки, а охватывать ее по всей длине окружности.
- В течение 3-4 часов состав высыхает, образуя жесткую прочную массу.
Для усиления прочности поверх слоя сварки можно наложить бандаж из технической ткани, простого бинта или марли. Также, нелишним будет нанести на это место слой краски.
Если перекрыть водоснабжение по тем или иным причинам не получается, можно попытаться устранить течь на мокрой трубе. Для этого обязательно понадобится особенный состав жидкой холодной сварки, способный купировать действие воды. Удобнее всего пропитывать таким составом тканевый жгут и обматывать им место повреждения. Ткань, даже очень тонкая, обеспечит материалу плотный контакт с поверхностью и дополнительную прочность.
Все чаще в домах встречаются системы водоснабжения на основе полимерных труб. Этот материал надежнее, чем металл, но, к сожалению, также не застрахован на сто процентов от аварийных ситуаций. Для работы с пластиковыми изделиями разработаны специальные виды холодной сварки.
Последовательность действий в этом случае почти не отличается, за исключением нескольких моментов:
- Поврежденный участок обрабатывается наждачной бумагой (это повысит адгезию гладкого пластика с клеящим веществом), обезжиривается и просушивается.
- Для усиления эффекта, после наложения холодной сварки часто пользуются зажимом.
Особенности ремонта труб отопления
В сети отопления появление утечки может проявиться в трех местах:
- На прямом участке трубопровода. Влияние коррозии, механических повреждений.
- В местах стыковки труб с отопительным прибором или друг с другом. Здесь чаще слабым местом становится сварной шов, либо соединительный фитинг.
- В местах соединения секций радиатора.

Работа любой отопительной сети связана с высокими температурами. Для ремонта таких трубопроводных систем понадобится холодная сварка, способная длительное время противостоять таким экстремальным условиям. Информация о предельно допустимых температурах для состава представлена на упаковке.
Обратите внимание! При всей эффективности и простоте работы с холодной сваркой стоит понимать, что такой способ ремонта относится скорее к временным решениям. Способ незаменим при необходимости оперативного устранения мелких бытовых протечек, однако, при первой возможности участок трубы надлежит заменить, либо отремонтировать более надежной и долговечной дуговой сваркой.
Читайте также: