Углекислый газ для сварки полуавтоматом характеристики
Обновлено: 04.05.2024
Углекислота для сварки металлов широко используется в качестве защитного газа. Он подается через специальное сопло в горелке полуавтоматического аппарата и надежно защищает сварочную зону от кислорода и азота воздуха, а также от водяных паров.
Специфика технологии

Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Что такое углекислый газ?
Молекула углекислого газа СО2 состоит из атома углерода и двух атомов кислорода. При нормальных условиях оксид углерода представляет собой газообразное вещество тяжелее воздуха, без цвета и запаха.
Оксид углерода обладает низкой химической активностью, что делает его отличным кандидатом на роль создателя защитной атмосферы вокруг сварочной зоны. Это же свойство используется при работе углекислотных огнетушителей, прекращающих доступ кислорода воздуха к очагу возгорания.
При атмосферном давлении в жидком состоянии находиться не может. При охлаждении до -78 о С затвердевает, образуя рыхлую массу, напоминающую снег. Это так называемый «сухой лед», используемых для охлаждения продуктов в пищевой промышленности и торговле.
Вещество выделяется в ходе окисления органических веществ — при сгорании, гниении, дыхании живых организмов.
[stextbox условия на промышленный СО2 регламентируются ГОСТ 8050-85.[/stextbox]
Перевозится вещество в газообразном состоянии, в емкостях под давлением.
Сфера применения
Углекислота в производстве обходится существенно дешевле аргона, гелия и других, но уступает им по своим защитным свойствам. Сварка в атмосфере СО2 используется для рядовых соединений из обычных конструкционных сталей.
Для более ответственных конструкций, специальных сталей, высоконагруженных узлов используют более дорогое, капризные в хранения и применении инертные газы.
При массовом производстве типовых металлоконструкций применение углекислого газа для защиты сварочной зоны дает заметную разницу в себестоимости.
Дешевле обходится и организация хранения СО2.
Запорно-регулирующая аппаратура для баллонов

При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
Он снабжен двумя манометрами: на выходе и на входе, по которым сварщик следит за значением давления.
Редуктор снабжен двумя фильтрами, задерживающими примеси.
Установка необходимого рабочего давления осуществляется вращением рукоятки регулятора.
С помощью накидных гаек устройство присоединяется к баллону и к шлангу, снабжающему потребителя.
Предохранительный клапан при возникновении нештатной ситуации сбрасывает избыток давления в атмосферу.
[stextbox устройств, связанные с углекислым газом — баллоны, редукторы, шланги — маркируются черным цветом.[/stextbox]
Особенности заправки
Углекислотный баллон для полуавтомата заряжают двумя методами:
- перепусканием из емкости хранилища через редуктор и расходомер в заправляемый баллон;
- закачкой в заправляемый баллон с помощью компрессора.
Независимо от способа наполнения важно точно установить вес пустого баллона. Взвесив баллон после заполнения, можно точно установить количество закачанного СО2.
Заправка баллонов оксидом углерода, в отличие от ацетилена или кислорода, не требует чрезвычайных мер предосторожности. Однако расслабляться при этом нельзя: в случае массовой утечки углекислый газ образует атмосферу, непригодную для дыхания. Поэтому необходимо тщательно проверять состояние баллонов, арматуры и шлангов на отсутствие механических повреждений.
При заправке способом «баллон в баллон» тот баллон, из которого заправляют, рекомендуют перевернуть дном вверх и следить за его температурой.
Расход
Расход углекислоты для выполнения сварки полуавтоматом определяется сочетанием ряда факторов.
- погодные условия (температура, ветер, влажность);
- качество сварочных материалов;
- квалификация и опыт сварщика.
Она может изменяться от 3 до 60 литров в минуту.
При расчете планового расхода учитывают такие характеристики, как диаметр сварочной проволоки и толщину заготовок. К расчетному значению, равному произведению удельного расхода на длину шва, добавляют запас в 10% на подготовительные операции.
Из стандартного баллона, содержащим 25 кг СО2, после понижения давления до рабочего образуется приблизительно 500-510 литров газа. При максимальном расходе этого количества хватит на 8 часов работы сварочного углекислотного полуавтомата. В среднем баллона хватает на 15-20 часов.
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Техника безопасности.
Углекислый газ имеет два потенциально опасных фактора воздействия:
- взрыв баллона при нагреве;
- удушье при работе в замкнутом непроветриваемом объеме при превышении уровня концентрации в 5%.
Исходя из этих рисков и формируются требования техники безопасности к проведению работ с СО2.
Во время транспортировки:
- все баллоны должны перевозиться в специальном поддоне, в вертикальном положении;
- на каждом баллоне должны быть резиновые предохранительные кольца.
Во время хранения и заправки:
- все помещения должны быть оборудованы газоанализирующей аппаратурой;
- при заправке баллона необходимо контролировать его температуру;
- не допускается перезаправка баллона свыше нормативного значения;
- не прикасаться к трубопроводам, шлангам и арматуре без защитных перчаток.
Во время работы:
- при работе в замкнутом объеме организовать постоянный контроль содержания СО2 в воздухе;
- обеспечить вентиляцию или снабдить сварщика изолирующей маской с подачей воздуха;
- работать вдвоем, причем один человек должен находиться снаружи объема и следить за состоянием сварщика.
При соблюдении требований безопасности углекислый газ не представляет угрозы для здоровья.
Опасность угарного газа СО.
Угарный газ – сильно ядовитое вещество. При вдыхании ведет к общему угнетению функций организма и тяжелому отравлению. Возможен и летальный исход. Работать в атмосфере угарного газа допускается только в изолирующей дыхательной аппаратуре.
Полярность
Полярность при сварке полуавтоматом в среде углекислого газа обратная, то есть «плюс» подсоединяется к заготовке, а «минус» — к электроду. При работе прямой полярностью в среде СО2 будет трудно обеспечить стабильность электродуги. Нестабильная дуга при такой схеме подключения приводит к возникновению дефектов сварного шва.
Работа
Перед началом сварки проводятся обязательные подготовительные работы. в них входят следующие операции:
- зачистка зоны шва от механических загрязнений, остатков старых лакокрасочных покрытий, следов коррозии и т.п.;
- обезжиривание поверхности с использованием органических растворителей, кислот или щелочей;
- пробный шов для окончательного уточнения величины рабочего тока, особенно при соединении заготовок малой толщины.
Сварочный полуавтомат с углекислотой размещают так, чтобы шланг не мешал движениям сварщика.
Сварку полуавтоматом-инвертором в среде СО2 выполняют двумя методами, различающимися углом наклона относительно направления движения руки:
- углом вперед, применяется для сварки листовых заготовок малой толщины;
- углом назад, дает возможность глубокого провара на деталях средней и большой толщины, ширина шва при этом получается меньше.

После того, как шов заварен до конца, требуется сохранять подачу газа до остывания сварочной зоны. Это предотвратит окисление нагретого металла. Сначала следит прервать подачу сварочной проволоки, потом- отключить ток и только потом- газ. Ха этот промежуток времени шов остынет.
Далее следует зачистить зону шва от шлака и окалины
Полуавтоматическая сварка в атмосфере углекислоты позволяет обеспечит высокое качество и приемлемую себестоимость сварного соединения. Расход СО2 зависит от параметров детали и условий работы и составляет от 3 до 60 л/час. При работе необходимо соблюдать правила техники безопасности.
Сварка полуавтоматом в среде углекислого газа для начинающих
С помощью аналогичного оборудования разные заготовки соединяются надежно и плотно, при этом не имеет особого значения химический состав металла, но влияет толщина. По сравнению с ручной сваркой КПД намного выше, а материальные затраты незначительные. Сварка полуавтоматом для начинающих начинается с изучения теории, затем переходят к практическому применению полученных знаний.
Что такое полуавтомат и его виды

Это электромеханическое устройство, подающее проволоку для припоя в зону горения дуги, у исполнителя одна рука занята плавящимся электродом, а другой он регулирует подачу газа. Начинающих сварщиков интересует вопрос, как варить полуавтоматом и какие специфические знания и навыки для этого требуются?
Все зависит от того, с каким материалом приходится работать, важно знать, каким металлом можно пользоваться, и какое оборудование при этом используется, немаловажное значение имеет и технология: дуговая, контактная, лазерная или плазменная. Чтобы точно знать, как нужно самостоятельно правильно варить промышленным полуавтоматом, достаточно изучить виды аналогичного оборудования и правильно их применять.
В быту и на производстве используются такие полуавтоматы:
- Бытового назначения. В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
- Полупрофессиональные аппараты.
- Промышленное профессионально оборудование.
[stextbox третий вариант подразумевает сварку под насыпной защитой, когда вместо газа используется флюс.[/stextbox]
Каждый из перечисленных вариантов имеет личные преимущества и особенности, например, профессиональные оснащаются дополнительными функциями, увеличивающими эффективность их применения на производстве, они выпускаются в стационарном или мобильном виде.
Описание процесса
Сварочное полуавтоматическое оборудование разработано для соединения металлоконструкция при промышленном производстве. Основная задача — обеспечивать непрерывную подачу проволоки в активную зону горения сварочной дуги, а исполнитель производит движение горелки вдоль соединения заготовок. Скорость подачи плавящейся проволоки регулируется вручную.
По степени защиты зоны сварки от воздействия среды устройства разделяются на полуавтоматы для сварки с флюсом, в газовой среде и при использовании специальной порошковой проволокой. В первом случае флюс входит в состав проволоки, она в самодельных аппаратах применяется редко из-за своей дороговизны. Наиболее распространена сварка в газовой среде, а использование порошковой проволоки обычно совмещено с применением защиты газом.

Такое оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузова легковых автомобилей, при этом сварочный шов, выполненный полуавтоматом, получается аккуратным и малозаметным.
Какие материалы следует использовать в работе
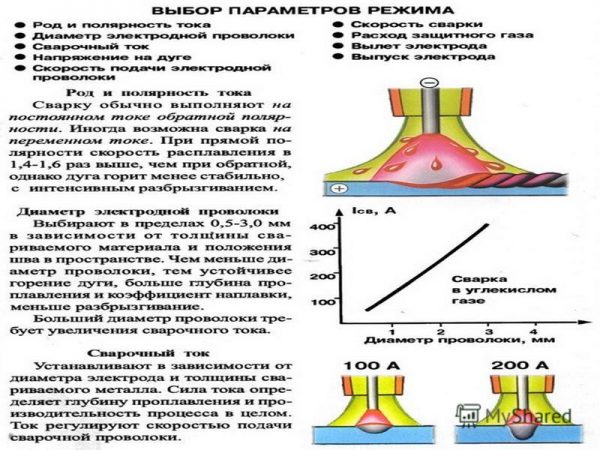
В качестве плавящегося электрода применяется проволока, диаметр которой варьируется в пределах 0,5—3,0 мм, что напрямую зависит от толщины соединяемых конструкций. Чем меньше диаметр, тем глубже провариваются заготовки, при его увеличении существенно возрастает сила тока, примерно 100 ампер на каждый дополнительный миллиметр.
Защитные газы, находящиеся в баллонах, используются в чистом или смешанном виде — это зависит от режима сварных работ и видов соединяемых металлов. Наибольшее применение в промышленности в чистом виде имеет аргон, так как по себестоимости он занимает лидирующее место.
Сила тока и напряжение
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Расход газа
Этот параметр сильно зависит от диаметра используемой проволоки и силы тока. При проведении сварочных работ на открытом пространстве и при наличии сквозняков, надо существенно увеличивать подачу газа, а это приводит к лишнему перерасходу. Для более эффективной защиты зоны горения сварочной дуги снижают скорость или сопло горелки располагают ближе к поверхности металлоконструкций. Эффективна защита места работы сварщика от влияния сквозняка специальными переносными экранами.
Техника сварки

Вопрос — как же правильно надо сваривать полуавтоматом, чтобы образовался красивый качественный шов, волнует многих начинающих сварщиков. Для этого нужно знать и выполнять порядок необходимых действий, как говорится, инструкция для чайников:
- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
- Постоянно следить за наклоном и выносом сопла горелки.
В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги;
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом;
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.

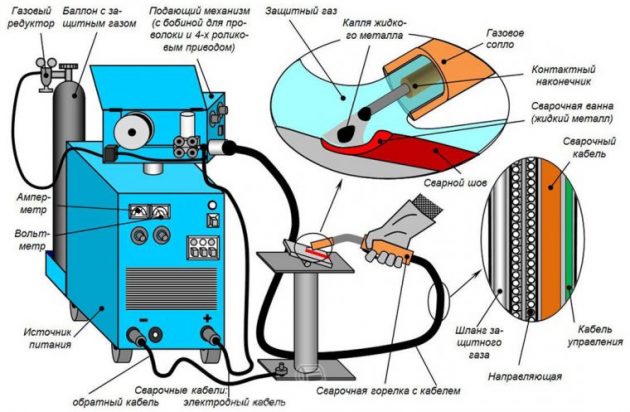
Стандартный комплект сварочного оборудования для MIG/MAG сварки.
Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.
[stextbox Сварщику запрещается работать постоянно – надо делать технические перерывы.[/stextbox]
Первый опыт
Чтобы научиться использовать сложное оборудование, нужно внимательно ознакомиться с инструкцией, обратить особое внимание на раздел: как правильно пользоваться полуавтоматом. Затем настроить его, потому что верная регулировка силы тока позволит выполнить сварочный шов без изъянов и досадных пропусков.
[stextbox В. Тунгусков, Образование: АНО Учебный центр ИТЦ Эксперт (г. Москва), сварщик 4 разряда, опыт работы с 2009 года:«Для полуавтоматов лучше использовать импортную проволоку, т. к. она намного качественнее отечественных аналогов, но стоимость изделий при этом повышается».[/stextbox]
Баллон с редуктором
Для сварки используются только проверенные баллоны, на поверхности которых указана дата заполнения. Наиболее бюджетный вариант — использование углекислого газа в качестве зашиты места сварки от окисления, для этого приобретается баллон с редуктором. Устанавливается манометр, чтобы надежно контролировать давление газа в системе — оптимальная величина около 0,2 атмосфер.

Основные компоненты регулирования подачи газа от баллона к горелке.
Защитная маска
Для защиты лица и глаз используются специальные сварочные маски с затемненным окошком, которые надеваются на голову и высвобождают руки для работы. Производители современных аналогов разработали уникальную систему наподобие очков Хамелеон — стекло маски мгновенно становится непроницаемым при активации сварочной дуги.
Во время прекращения сварки окно становится прозрачным, так что маску можно не снимать, что намного упрощает действия сварщика, особенно когда он не обладает большим опытом проведения подобных работ.
Технология
После тщательной подготовки оборудования исполнитель делает легкое касание проволоки о поверхность свариваемых деталей для активации дуги. После её появления проволока ведется вдоль стыка на постоянном расстоянии, при этом одна рука занята горелкой, а второй — сварщик придерживает конструкцию. Зазор при толщине заготовок до 10 мм — 1 мм, далее он составляет не более 10% от толщины детали.
Проволока подается автоматически с выставленной заранее скоростью, а исполнитель формирует шов при плавлении металлов. Полуавтоматические аппараты выпускаются с газовой защитой или с применением флюса, каждый вариант имеет характерные особенности, но оба эффективны и позволяют получить качественное соединение конструкции.
Виды швов: коренные, заполняющие и косметические
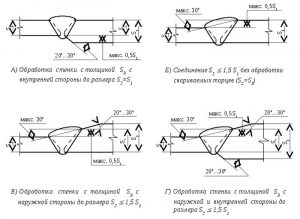
При толщине металла 1,5 мм или менее, сплошной шов не применяется, так как возникает коробление от высокой температуры, при этом делается сварка с использованием точек диаметром 3—4 мм и шагом 10—25 мм. Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Для сварки конструкций, имеющих толщину 6 мм и более, требуется подготовка: кромки подтачивают до плотного соединения, с лицевой стороны снимается фаска под углом в 30 0 . Перед сваркой детали закрепляют в струбцинах с зазором не менее 0,5 и не более 2 мм. Вначале выполняют коренной шов при циклическом замыкании и заполняют дно стыка до начала скоса фасок.
Затем аппаратура переводится в режим сварки методом распыления, производят полное заполнение шва на всю глубину за несколько заходов. После окончания работ поверхность зачищается металлической щеткой или кругом с абразивом. Теперь покрывается заполненный зазор косметическим швом, при этом скорость подачи проволоки снижают, а сварку ведут широким фронтом по ширине 8—15 мм, что напрямую зависит от толщины заготовки.
Проволокой делаются поперечные движения по переднему краю сварочной ванны при интенсивной скорости, чтобы края шва не остывали, а наплывы были минимальными. Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Дефекты швов, причины их возникновения
Классификация возможных дефектов приведена в ГОСТ 30242-97, они подразделены на такие группы:
- Растрескивание поверхности шва.
- Кратеры, полости, свищи и раковины от усадки металла.
- Вкрапления твердых частиц.
- Не проварка или не сплавление участков шва.
- Нарушена форма сварного шва.
- Другие дефекты.
Причинами появления таких негативных факторов может быть нарушение приемов при подготовке, сборке, термообработке соединений, а также низкая квалификация исполнителя или небрежности в работе.

Возможные дефекты, возникающие на сварном соединении металлов.
Сваривание толстых деталей
При соединении толстых конструкций дугу ведут не только вдоль соединяемых кромок, но и производят колебательные движения горелкой. Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Свариваемым заготовкам задают зазор, так как при его отсутствии соединение будет непрочным из-за большой толщины конструкций. При соединении тавровых деталей из толстого металла готовый шов проваривается по нижней и верхней кромке с заходом на поверхность детали. Этим достигается упрочнение сварочного шва.
Выводы
Работа на полуавтоматическом стенде или при использовании аналогичного аппарата требует от исполнителя точности движений и строгого выполнения технологии. Вначале закрепляют полученные теоретические знания на практике, а потом уже получают допуск на эксплуатацию промышленного оборудования.
Все о полуавтоматической сварке в среде углекислого газа
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
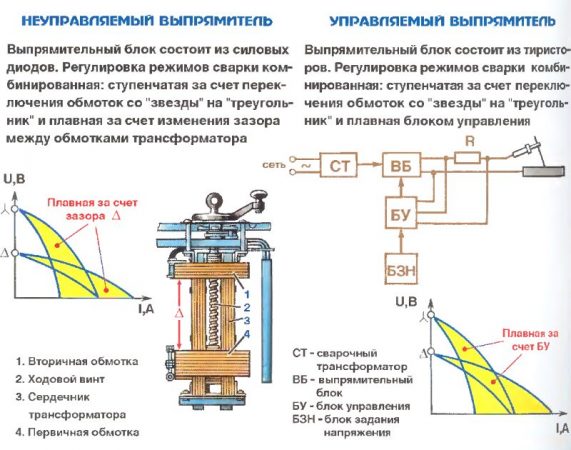
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
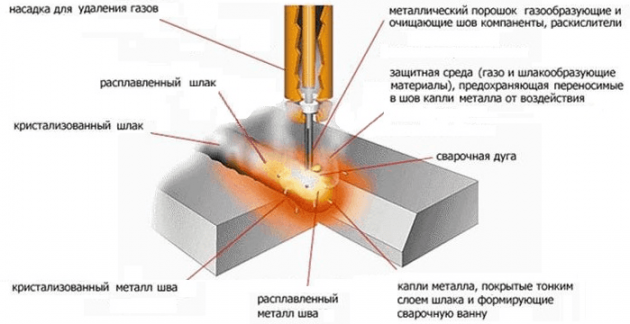
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
Все что нужно знать о газах применяемые для сварки от А до Я
Хотите узнать какой газ используется для сварки полуавтоматом mig или mag, а может вам необходимо разобраться с газовой сваркой и с тем какие газы применяются. В статье мы подробно расскажем о том, где и какие газы используют и как их выбрать.
Какой газ нужен для сварки полуавтоматом

Полуавтоматическая или механизированная сварка чаще всего выполняется сплошной проволокой, а сварочную дугу и расплавленный металл защищает газ. Газ подается в зону сварки через сопло горелки.
Подробно о процессе полуавтоматической сварки вы можете прочитать в нашей статье — Как работать сварочным полуавтоматом — Mig и Mag для начинающих.
Чаще всего для сварки черной стали используется СО2 (углекислый газ или как его называю углекислота). Реже используются газовые смеси в них входит СО2, Аргон, Гелий иногда Азот и кислород.
От использования газа определяется название сварки mig – сварка с применением инертного газа аргона или гелия. MAG (МАГ) – с использованием активного газа – углекислого. Остановимся поподробнее на каждом из газов.
Разработка сварочной документации, техкарт на сварку и контроль сварных соеднинений.

Аргон

Как мы уже говорили полуавтоматическая (механизированная сварка аргоном) называется — маг.
Этот защитный газ применяется для сварки полуавтоматом чаще всего для ответственных конструкций из стали или алюминия. Для сварки используется аргон первого сорта в котором примесей чуть больше чем в аргоне высшего сорта, а именно содержится до 0,005-0,009% азота и до 0,001-0,002 % кислорода.
Газ аргон очень хорошо защищает сварочную ванну, дугу и зону термического влияния (нагретый участок). Он не растворяется в металле шва и не насыщает нагретый участок в околошовной зоне. Газ тяжелее воздуха в 1.4-1.5 раза, не имеет ни запаха не вкуса. Ar не горючий и не ядовитый, хотя некоторые молодые сварщики боятся применять аргон говоря что но вреден для здоровья. Это не так, сам газ не вреден и не полезен.
Аргон высшего сорта используют для сварки цветных металлов и сплавов таких как сплавы алюминия, титана, хромоникелевые сплавы и т.д. Содержание примесей азота и кислорода в нем минимальны для N – в районе 0,0055 — 0,006%, для О2 – до 0,0006-0,0007 %. Газ высшего сорта стоит дороже и применять его нужно только в тех случаях, когда это обосновано.
Гелий

Этот газ для полуавтомата в чистом виде применяется достаточно редко, потому как стоимость на He неоправданно высокая. Так еще гелий легче воздуха и из-за этого его расход гораздо больше, чем того же аргона. Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Первый это высокой чистоты с содержанием гелия до 99,984-99,985%, второй это гелий технический его чистота в районе 99,7-99,8 %. При использовании гелия увеличивается глубина проплавление металла, так как из-за высокой степени ионизации дуга горит с выделением большего количества энергии (эффективнее в 1,4-2 раза по сравнению со сваркой в аргоне).
Применяют гелий при сварке активных (таких как магний, например) или химически чистых металлов (к примеру сплавы на основе алюминия и меди). Применение гелия очень распространено в США и Германии, а вот в странах СНГ применяется редко. Чаше идет в смесях и с аргоном или углекислым газом.
Углекислый газ СО2

Этот газ фаворит для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Это обусловлено тем, что СО2 дешевый и найти его можно даже в отдаленных населённых пунктах.
Углекислый газ имеет слабый, еле уловимый запах (конечно если это хорошо очищенный газ, без конденсата). У газа нет цвета и вкуса, он сильный окислитель. СО2 хорошо растворяется в воде (его также используют в пищевой промышленности для газирования напитков). Иногда и сварщики на производстве используя шланг и пластиковую бутылку делают газировку.
Газ тяжелее воздуха, что хорошо для сварки так как расход газа будет не большой в сравнении с гелием. Единственное нужно обеспечивать хорошее проветривание помещения при длительном проведении сварки, так как газ может скапливаться особенно в низменностях (разных приямках и т.д.). В идеале, конечно, чтобы была вытяжка, но такие системы как правило только на крупных производствах. Двуокись углерода (СО2) уже бывает трех сортов: первый, второй и высший.
Больше всего примесей во втором сорте до 1,2%. Первый сорт содержит примесей не больше 0,4-0,5%, а высший до 0,1-0,2% и применяется уже для ответственных конструкций из стали.
Диоксид углерода (углекислота) набирает в себя влагу, что негативно скажется при сварке. Рекомендуем перед сваркой за час полтора поставить баллон вентилем вниз. Перед сваркой не переворачивая баллон открыть вентиль и выпустить немного газа с влагой. Также можно использовать специальное оборудование для просушки газа – осушитель.
В углекислоте сваривают различные стали с низким и средним содержанием углерода, можно применять при сварке коррозионностойких сталей и чугунов.

Для сварочного полуавтомата Азот используется весьма ограничено, этот газ как правило применяют при сварки меди. Потому что именно по отношению к меди азота является инертным газом. Для большинства же других металлов азот активный газ который растворяется в расплавленном металле тем самым образуя многочисленные дефекты в виде газовых пор. Выпускается 4 сортов: высшего в котором примеси не более 0,1 %. Азот же 1 сорта может содержать примеси до 0,5%, 2 сорта 0,9— 1% принеси. Что касается азота 3-сорта он может содержать до 3% различных примесей. Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Кислород

Кислород является очень активным газом. Сам он не горит, но очень активно поддерживает горение. Для сварки, кислород в чистом виде не применим. Как правило кислород используется лишь в смеси с инертными газами. Кислород не имеет ни запаха, ни вкуса, ни цвета. Выпускают кислород 3 сортов : 1-сорт с содержанием чистого кислорода 99,7-99,8%; 2 сорт — 99,4% — 99,5% и 3 сорт с содержанием примеси до 0,8%. Более подробное использование кислорода рассмотрим в разделе про смеси газов.
Сварочная смесь для полуавтомата

Для полуавтоматической сварки чаще всего используются такие смеси газов как: смесь аргона и гелия, смесь аргона и углекислого газа, смесь аргона и кислорода, а также смесь аргона углекислоты и кислорода в различных процентных соотношениях.
Смесь аргона и кислорода
При содержании кислорода от 1% до 4% в смеси процесс сварки становятся очень стабильным, увеличивается текучесть металла, расплавленного в сварочной ванне. Перенос металла становится мелкокапельным, брызг становится очень мало, а шов получается ровным и красивым. При мелкокапельном переносе металла значительно сокращается расход сварочный проволоки, которая сильно тратиться на разбрызгивание.
Смесь аргона и гелия
Эту смесь используют для сварки активных, цветных металлов и сплавов таких как алюминия, титана и прочих. Данная смесь обеспечивает очень высокий уровень защиты расплавленного металла в сварочной ванне. Оптимальный состав для этой смеси 50% + 50%. Также можно встретить соотношение 60-65% гелия и 35— 40% аргона.
Смесь углекислого газа и кислорода
Подобные смеси на практике не очень часто используются. Оптимальный для них состав это 65-75% углекислого газа и 25-35 % кислорода. При использовании таких смесей, шов формируется несколько лучше чем если использовать чистую углекислоту. Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Смесь аргона и углекислого газа
Такая смесь чаще всего используется для сварки углеродистых, низко- и среднелегированных, стали аустенитного класса (нержавейки). Соотношение этой смеси 74— 80% аргона и 20— 26% СО2. При использовании этой смеси обеспечивается очень хорошая защита сварочный дуги и металла.
Также идет очень незначительное разбрызгивание металла. Сварочный шов получается мелкочешуйчатый, а процесс формирования шва стабильный. Эта смесь очень хорошо повышает производительность сварки так как наличие аргона увеличивает мощность сворачивай другие. Благодаря этому свойству процесс идет быстрее.
Расход газа при сварке полуавтоматом
Расход газа при полуавтоматической сварке зависит от нескольких факторов:
- наличие сквозняка;
- свойств газа;
- свойств свариваемого металл;
- тип соединения;
- толщины свариваемых деталей.
Наличие сквозняка— если в помещение есть сквозняк или работы ведутся на открытом воздухе, где есть ветер, газ будет сдувать. Чтобы предотвратить его сдувание нужно увеличивать расход газа. Именно поэтому при наличии сквозняков и работе на открытом воздухе расход газа значительно увеличивается.
Свойства газа— такие газы как гелий и его смеси который легче воздуха, улетучиваются и при их использовании расход достаточно высокий. Если необходимо сократить расход, то лучше выполнять сварку в среде гелия в закрытых камерах или с использованием козырьков.
Свойства свариваемого металла — для сварки цветных металлов, а также их сплавов для обеспечения качественной защиты, чтобы в сварочную ванну не попадали газы из атмосферы применяют параметры с высоким расходом газа.
Тип соединения— от типа сварного соединения напрямую зависит расход газа особенно это видно на соединениях, где необходимо подваливать корень шва или соединение с двусторонней разделкой кромок.
От толщины свариваемых деталей— чем больше толщина свариваемых деталей, тем больше сварочный ток и соответственно больше расход газа. Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Какой газ используют для сварки полуавтоматом — критерии выбора

Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Читайте также: