На что обращать внимание при покупке сварочного полуавтомата
Обновлено: 28.04.2024
Сварочные аппараты MIG-MAG продолжают набирать популярность, как в профессиональной, так и в бытовой сфере. Удобство, производительность, высокое качество шва, отсутствие необходимости в постобработке – все это только способствует развитию интереса к данному виду оборудования для сварки.
Если и вы решили примкнуть к числу владельцев мы поможем вам понять: как выбрать сварочный полуавтомат под определенные задачи с минимальными затратами. Мы начнем с главных характеристик и закончим дополнительными возможностями. Ознакомившись со статьей, вы будете знать все, чтобы подобрать идеальный вариант под свои нужды.
Основной параметр – Сила тока
Характеристика считается основной и определяет минимальную и максимальную толщину металла, с которой возможно работать. В отличие от других видов сварочных аппаратов для полуавтоматов важны оба значения.
От максимального тока зависит глубина проплава металлической заготовки. Если значения недостаточно – шов останется на поверхности и будет менее прочным и более заметным. Для примера:
На ремонт ворот, дверей, емкостей и других изделий из металла толщиной 1-1,5 мм стоит взять аппарат с силой тока – 160-180 А
Для стандартного кузова толщиной металла до 0,8 мм достаточно использовать модели с показателем 110-120 А
Мощные трубы потребуют оборудования не менее 200 А
Швелера металлоконструкций не будут достаточно проварены без полуавтомата с силой тока в диапазоне 300-400 А
Для тонких изделий важно не только максимальное значение, но и минимальное. Здесь требуется предельно внимательно выбирать силу тока, чтобы не допустить прожогов на металле. Например, для кузова понадобится самый низкий диапазон 10-20 А, а для бака из листового железа – 30-40 А. Не ошибиться при выборе поможет простая таблица с усредненными рекомендациями по выбору силы тока для полуавтоматов при условии работы с изделиями из низкоуглеродистой стали.
Напряжение холостого хода и розжиг дуги
Зачем учитывать этот параметр? Представьте себе, что ваш сварочный полуавтомат включен, а дуга не горит. В этот момент он находится в режиме холостого хода, в котором поддерживается определенный уровень напряжения (к примеру, 40-90 В). От того насколько высоко значение напряжения холостого хода напрямую зависит легкость розжига дуги.
Здесь также не обойдемся без нескольких примеров:
Для работы в бытовых условиях вполне достаточно 30-40 В
При более интенсивных нагрузках в мастерской – 50-70 В
На производстве используются полуавтоматы с холостым ходом – 80-90 В
Диаметр сварочной проволоки для надежного шва
Если впервые выбираете сварочный аппарат, то вам не помешает определить область использования. Таким образом, вы сможете заранее подобрать основной расходный материал – проволоку и ролики в подающем механизме. В последствие вы сможете заменить их, чтобы расширить сферу возможного применения.
При выборе сварочной проволоки следует учитывать прямую пропорцию – чем толще металл, тем больше диаметр расходного материала. Для удобства ориентируйтесь на таблицу ниже:
Толщина металла, мм
Говоря о сварочной проволоке, нельзя забывать о влиянии механизма подачи на работу полуавтоматом. Для бытового использования вполне подойдет компактный аппарат со встроенным в корпус механизмом (например, FUBAG INMIG 315 T ). Выносная конструкция потребуется для интенсивного использования на производстве. За счет дополнительного оборудования для сварки становиться возможной работа на расстоянии от основного источника тока.
Продолжительность включения полуавтомата (ПВ)
Для тех, кто впервые сталкивается с данной характеристикой, продолжительность включения или ПВ – количество времени работы сварочного аппарата с максимальным сварочным током в течение 10-и минутного цикла при температуре окружающей среды 40 градусов Цельсия. Для удобства время работы указывается в процентах, т.е. ПВ равное 40% означает 4 минуты работы и 6 минут перерыва.
Будьте внимательны к инструкции. Одна цифра может серьезно повлиять на данную характеристику. Так некоторые производители указывают ПВ при температуре 20 градусов. Естественно, что показатель существенно увеличивается, а на деле его может быть даже недостаточно.
Как выбирать сварочный полуавтомат в зависимости от ПВ? Для редкого или периодического использования в гараже, дома или на даче подойдут небольшие значения. Подбирайте в зависимости от интенсивности предполагаемой работы и личного удобства. 3-4 минуты из 10 может вполне хватить для бытовых задач. Профессионалы же стараются сократить время простоя до минимума. Им нужна большая продолжительность включения сварочного аппарата.
Важные функции сварочного полуавтомата для новичка и профессионала
1. Синергетическое управление. Наличие функции упростит настройку аппарата для полуавтоматической сварки. Достаточно ввести известные параметры, а интеллектуальная система сама выберет подходящее напряжение для эффективной и комфортной работы. Наличие синергетического управления желательно для новичков, но не менее востребовано и продвинутыми сварщиками. Ярким примером аппаратов станет полуавтомат FUBAG INMIG 200 SYN LCD .
2. Импульсный режим сварки. Незаменимый режим для сварки цветных металлов (нержавеющей стали, алюминиевых сплавов). Сварочные аппараты с импульсным режимом сварки применяются на крупных станциях техобслуживания и не только.
3. Дополнительные способы сварки MMA, TIG. Чаще всего сварочные полуавтоматы по умолчанию работают в режимах MIG (сварка с флюсовой проволокой без газа) и MAG (сварка с проволокой сплошного сечения в среде газа). Но иногда встречаются устройства только с одним из способов, поэтому нужно быть предельно внимательным и, конечно, лучше брать аппараты, где присутствует MIG и MAG. Помимо этого современные полуавтоматы могут варить в режиме MMA штучными электродами. Есть и такие агрегаты, в которых прендусмотрена возможность сварки TIG-горелкой.
Естественно от наличия дополнительных функций напрямую зависит стоимость сварочного аппарата. Здесь можно сэкономить или же взять универсальный сварочный полуавтомат для выполнения различных задач.
Вес и комплектация сварочного аппарата для полуавтоматической сварки
В зависимости от сложности агрегата вес может доходить от 10 до 100 кг и это не предел. Для более мощных устройств, как правило, требуется дополнительное оборудование. К таким устройствам относятся блоки охлаждения для сварочной горелки, выносные механизмы, укрепленные металлические тележки и т.д. Для домашнего использования вполне подойдут модели на 12-20 кг.
Выбор сварочного полуавтомата на живом примере
Опираясь на все вышесказанное, попробует подобрать аппарат для периодической работы в мастерской или гараже. Рассчитываем на то, что источником питания будет сеть с напряжением 220В. Полуавтомат необходим человеку без опыта, либо с небольшими навыками работы со сварочным инвертором.
Первым делом определяем периодичность и первостепенные задачи. Допустим, что аппарат будет использоваться не ежедневно. Он понадобится для сварки металлов 1-4 мм.
Отталкиваясь от вышеизложенных данных, получаем – нам нужен аппарат с:
Диапазоном силы тока 30-200А
Напряжением холостого хода не ниже 40-70 В
ПВ равным 40% (здесь не является приоритетным показателем)
Синергетическим управлением (существенно облегчит работу)
Из модельного ряда FUBAG для данного примера прекрасно подойдет IRMIG 200 SYN. Новое поколение предусматривает возможность работы в MMA режиме, что будет полезно для выполнения рядовых задач в быту.
Нужно учитывать, что помимо самого сварочного полуавтомата понадобится и другое оборудование:
Кабель с зажимом заземления
Баллон с газом и редуктором
Сварочная маска и другие средства защиты
В комплекте с аппаратами для полуавтоматической сварки FUBAG уже есть горелка, шланг и кабель заземления. Модели, поддерживающие MMA, оснащены кабелем с электродержателем.
Для того чтобы наглядно закрепить материал и получить несколько дополнительных советов рекомендуем наш видеоролик о выборе сварочных полуавтоматов:
Как выбрать сварочный полуавтомат
Сварочный полуавтомат чаще всего используется в автомастерских. При этом методе сварки используется проволочный электрод на катушке и защитный газ. Данный метод лучше всего подходит для использования в помещении, так как порывы ветра могут сдувать защитный газ с рабочей области, что приводит к плохому качеству сварного шва.

Не рекомендуется покупать дешевый сварочный полуавтомат. Цена сварочного аппарата позже скажется на качестве сварочных работ. Более дорогие сварочные аппараты отличаются высоким качеством электроники и надежным механизмом подачи проволочного электрода.
Выбор сварочного полуавтомата — на что обратить внимание при покупке
При выбора сварочного полуавтомата следует обратить особое внимание на диапазон рабочей силы тока, на удобство использования горелки и переключателей на трансформаторе и на портативность аппарата.
Сила тока
От силы питающего дугу тока зависит глубина сварочного шва. Ниже приведена таблица силы тока, которая необходима для стыкового соединения металлов различной толщины:
Толщина металла (мм)
Сила тока, необходимая для соединения листов с V-образным скосом кромок:
Сварочный полуавтомат также характеризуется минимальной рабочей силой тока. С рабочей силой тока 30 А можно варить сталь, толщиной 1 мм. Для сварки листов толщиной 0,8 мм понадобится больше мастерства и опыта. Для кузовных работ необходим сварочный аппарат с минимальной рабочей силой тока 30 А или менее.
Удобство использования горелки
Горелка должна быть удобна и проста в обращении. Слишком громоздкой и тяжелой горелкой сложно варить, особенно в труднодоступных местах.
Удобнее и безопаснее пользоваться горелкой с контактором. Контактор позволяет подавать напряжение на электрод при нажатии кнопки. Горелка без контактора постоянно под напряжением и если вы случайно прикоснетесь электродом до чего-нибудь — образуется дуга.
С газом или без газа
При полуавтоматической сварке с использованием проволочного электрода необходим защитный газ, который экранирует сварочную ванну от неблагоприятных воздействий воздуха. Полуавтоматический сварочный аппарат позволяет варить и без газа, с использованием порошковых проволочных электродов. Оба метода имеют свои достоинства и недостатки.
Среди недостатков сварки порошковой проволокой следует отметить плохую видимость рабочей области и разбрызгивание расплавленного металла. После сварки шов необходимо зачищать. Среди преимуществ использования порошковой проволоки, помимо отсутствия необходимости в газовом баллоне, следует отметить возможность использования сварочного аппарата вне помещения.
В среде защитного газа варить проще. Вы хорошо видите рабочую область, шов получается аккуратнее и брызг значительно меньше. Среди недостатков полуавтоматической сварки с использованием газа следует отметить низкую портативность и необходимость защиты от ветра при использовании вне помещения.

Меры безопасности
Сварка осуществляется за счет плавления проволочного электрода и близлежащего металла. Тепловая энергия исходит от электрической дуги. Сварочная ванна (область расплавленного металла) защищена от воздействий окружающей среды защитным газом. При сварке выделяется большое количество тепла и яркого света. Сварщик должен быть одет в специальную одежду и сварочную маску, которая защищает лицо и глаза.
Проволочный электрод должен выступать из горелки на необходимую длину. Его подносят к рабочей области до момента появления дуги. Им нельзя касаться металла, это приведет к образованию воронок, которые ухудшают качество соединения. Перед работой рекомендуют испытать сварочный аппарат на ненужных обрезках металла.
Метод сварки проволочным электродом с использованием защитного газа достаточно сложен в освоении и для новичков может представлять опасность. Этому методу сварки достаточно сложно обучиться самостоятельно.
Продолжительность включения сварочного аппарата
Этот параметр можно найти среди прочих характеристик сварочного аппарата. Продолжительность включения (ПВ) показывает, как долго может работать сварочный аппарат с максимальной нагрузкой в процентах от 10 минут. Например, продолжительность включения 40% означает, что аппарат может работать в течении 4 минут при максимальной нагрузке, после чего нужно будет подождать 6 минут пока аппарат остынет.
Продолжительность включения сварочного аппарата важна, если вы планируете варить много толстых листов металла. Для кузовных работ, где толщина деталей незначительная и работы производятся при малой силе тока, ПВ не играет большой роли.
Выключение и чистка сварочного аппарата
После завершения работ сварочный аппарат необходимо сразу-же выключать. Чистку сварочного аппарата можно производить только после полного выключения.

Что еще понадобиться для сварки
Горелка
В большинстве случаев горелка входит в комплект со сварочным аппаратом. Однако, горелки изнашиваются достаточно быстро и если вы решили купить новую или более удобную горелку, обратите внимание на совместимость кабельного штекера.
Газовый редуктор
Дешевые газовые редукторы оснащены лишь манометром, который показывает давление газа в баллоне. Более дорогие редукторы оснащены расходометром, который показывает скорость истечения газа из баллона.
Защитная одежда
Для защиты от расплавленного металла настоятельно рекомендуется хлопковая спецодежда и перчатки для сварки.
Сварочная маска
Большинство недорогих сварочных аппаратов комплектуется ручной маской, пользоваться которой крайне неудобно. При покупке маски лучше не экономить и покупать маску с автозатемнением (хамелеон). Стекло такой маски остается прозрачным до момента появления дуги.
Для каких работ можно использовать полуавтоматическую сварку в гараже
- Ремонт пола автомобиля. Сварочный полуавтомат хорошо подходит для ремонта пола автомобиля, когда необходимо поставить заплатку. Металл достаточно тонкий и его легко варить. Сварка пола может быть не очень точной и аккуратной, так как впоследствии она будет находиться под ковриком.
- Трубная рама. Сварочный аппарат с проволочным электродом подойдет для сборки алюминиевой рамы. Однако, следует иметь в виду, что сварка алюминия сложна и детали легко испортить.
- Ремонт выхлопной трубы. С помощью сварочного полуавтомата достаточно просто поставить заплатку на выхлопную трубу. При правильной сварке шов будет прочным и надежным.
- Кузовные работы. С помощью сварочного полуавтомата можно проводить и кузовные работы. При этом сварочный шов должен быть точным и аккуратным. Кузовные работы лучше проводить, имея определенный запас опыта сварки полуавтоматом.

Какой сварочный полуавтомат выбрать для дома
Ниже представлены наиболее популярные сварочные полуавтоматы с описанием основных характеристик.
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Хороший сварочный полуавтомат — это нужный инструмент для работ в гараже. Занимаетесь ли вы кузовными работами, латаете глушитель или чините раму — без сварки не обойтись. Именно поэтому многие автолюбители задают вопрос: «какой сварочный полуавтомат лучше купить для гаража?». Ответ на этот и многие другие вопросы о сварке полуавтоматом вы найдете в этой статье.

Выбор сварочного полуавтомата для гаража
При выборе сварочного полуавтомата необходимо ответить на несколько вопросов:
- Какова максимальная и минимальная толщина металла, который вы собираетесь варить? При ремонте автомобиля этот диапазон не велик. Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
- Какой металл вы собираетесь варить? Автомобили, чаще всего, сделаны из стальных деталей. Очень редко используется алюминий.
- Есть ли у вас в гараже розетка 220 вольт?
Принцип работы сварочного полуавтомата
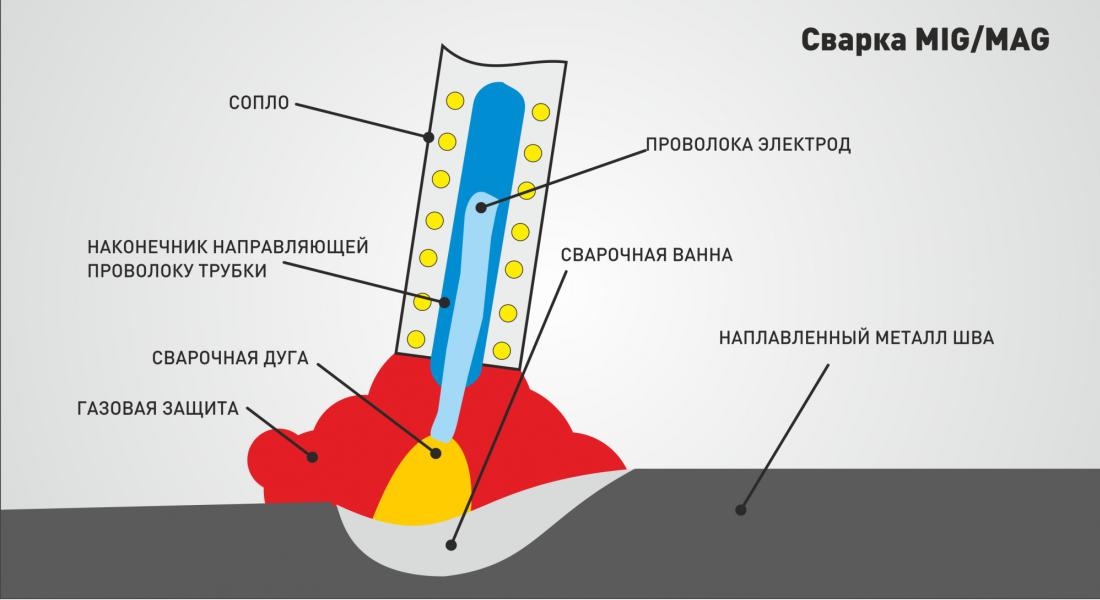
Сварочный полуавтомат состоит из трансформатора, горелки, катушки с проволочным электродом и баллона с защитным газом. Проволочный электрод подается по кабелю и выходит из горелки. При нажатии на кнопку на горелке на электрод подается напряжение, электрод продвигается вперед и подается защитный газ. Защитный газ представляет из себя смесь углекислого газа (75%) и аргона (25%). Защитный газ экранирует расплавленный металл от вредного воздействия воздуха.

Метод сварки проволочным электродом с использованием защитного газа имеет несколько преимуществ:
- Это один из самых простых для освоения методов сварки. Научиться варить полуавтоматом можно за несколько часов практики.
- Этим методом можно варить большинство часто используемых металлов, включая алюминий и нержавеющую сталь.
- Данным методом можно варить как тонкий металл, так и листы толщиной до 6,25 мм.
- Данный метод позволяет варить над головой
- Это достаточно быстрый метод сварки
Методом сварки проволочным электродом можно варить и без защитного газа. Для сварки без газа используют проволочный электрод с особым наполнителем — порошковый проволочный электрод. Среди недостатков сварки с использованием порошковой проволоки отмечают плохую видимость рабочей области — процесс сварки сложно контролировать.

Продолжительность включения
Перед покупкой сварочного полуавтомата необходимо разобраться с понятием продолжительность включения (ПВ). Все дело в том, что в процессе работы сварочный аппарат сильно нагревается и процесс сварки разбивается на периоды работы и отдыха. Время непрерывной работы сварочного аппарата с максимальной рабочей силой тока выражают в процентах от 10 минут. То есть, если ПВ сварочного аппарата составляет 50%, то это означает, что аппарат может работать в течении 5 минут (с максимальной нагрузкой), после чего ему необходимо 5 минут, чтобы остыть. Следует иметь в виду, что ПВ указывается для режима работы с полной нагрузкой.
При ремонте автомобиля процесс сварки состоит из коротких процедур и чаще всего не на полной мощности сварочного аппарата. Поэтому, для использования в гараже будет достаточно ПВ 40%.
Какой сварочный аппарат лучше для сварки авто
1. Aurora OVERMAN 180

Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-175 А
Рабочее напряжение: 16-22,5 В
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Цена: 21800 — 22500
2. Ресанта САИПА-135
Сварочный ток: 20-110 А
Рабочее напряжение: 17-23 В
Напряжение на входе: 220 В
Цена: 21800 — 14410
3. Aurora OVERMAN 160
Сварочный ток: 40-160 А
Рабочее напряжение: 16-22 В
4. Сварог EASY MIG 160 N219

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 10-160 А
Рабочее напряжение: 11-26 В
Степень защиты: IP215S
5. FUBAG INMIG 200 PLUS

Сварочный ток: 20-170 А (MMA), 30-200 А (MIG), 15-200 A (TIG)
Рабочее напряжение: 10,6-26,8 В
Класс изоляции: H
Степень защиты: IP21S
При покупке сварочного полуавтомата следует иметь в виду, что объем вложенных средств прямо пропорционален простоте использования, надежности, доступности запчастей и качеству сварки. Убедитесь, что сварочный аппарат имеет достаточный диапазон рабочей силы тока и что в продаже имеются совместимые запасные горелки, катушки и другие детали.
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач, , участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание "синергетическое управление".
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
КАК ВЫБРАТЬ СВАРОЧНЫЙ ПОЛУАВТОМАТ?
MIG-MAG сварка или сварка полуавтоматом одна из самых востребованных у профессионалов. Данный метод сварки все больше набирает популярность, вытесняя ручную дуговую сварку.
Если и Вы решили попробовать варить полуавтоматом, обязательно встанет вопрос: какой же сварочный инверторный аппарат MIG/MAG выбрать?
Существует великое множество сварочных полуавтоматов MIG/MAG – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту или на строительной площадке (к примеру, сварочный полуавтомат IRMIG 160) до высокотехнологичных аппаратов с синергетическим управлением (к примеру, INMIG 200 SYN LCD) и мощных трехфазных полуавтоматов для промышленного производства (к примеру, INMIG 500 DW SYN).

Рис.1 – Сварочный полуавтомат IRMIG 160

Рис.2 – INMIG 200 SYN LCD

Рис.3 – Сварочный полуавтомат INMIG 500 T DW SYN
Какой сварочный полуавтомат для дома и дачи выбрать?
Преимущества метода сварки MIG-MAG:
1. Это самый производительный вид сварки. За счет принципа подачи проволоки, можно варить беспрерывные протяженные швы, не останавливаясь и не тратя время на смену электрода.
2. Сваркой MIG/MAG можно работать с очень большим списком металлов, в том числе с тонколистовым.
3. В результате MIG/MAG сварки получается качественный, чистый, прочный шов с минимальной последующей обработкой стыка под покраску.
4. Сварка полуавтоматом MIG/MAG - это самый простой и несложный процесс и любой начинающий сварщик сможет освоить основные навыки за очень короткое время.
5. MIG-MAG сварка дает возможность работы в любом положении, позволяет визуально прослеживать процесс сварки и формировать шов.
У MIG/MAG сварки есть и свои ограничения:
1. Невысокая мобильность – нужен газовый баллон и катушка с проволокой (а это гораздо тяжелее электрода).
2. Необходим стартовый комплект – для этой сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.

Рис.4 – Преимущества сварки полуавтоматом

Рис.5 – Недостатки сварки полуавтоматом
Но преимущества данного вида сварки неоспоримы.
Перед тем как начать выбирать, нужно определиться для каких видов работ будет использоваться полуавтомат. Именно от этого будут зависеть характеристики (мощность, сила тока) и комплектация.
Начнем с самого основного параметра – силы тока
Основным параметром для любого сварочного аппарата является сила тока. Этот параметр определяет, с какой толщиной металла Вы сможете работать.
Для полуавтоматов важны как максимальное, так и минимальное значение этого показателя.
Показатель максимального значения важен для определения толщины металла, которую аппарат может проплавить. Чем больше показатель, тем с большей толщиной сварочный аппарат может работать. Если максимального значения будет недостаточно, полноценного провара заготовки не получится, шов будет как бы на поверхности.
На ремонт ворот, дверей, баков, емкостей из металла 1,0 -1,5 мм потребуется полуавтомат на 160 -180 А.
Для работы по кузову автомобиля, где толщина стали не больше 0,8 мм достаточно модели с показателем 110-120 А. Фланцы и мощные трубы сваривают оборудованием от 200 А.
Для сварки металла большей толщины требуется уже 300-400 А.
Иногда стоит задача снизить сварочный ток до минимального значения, чтобы сварить тонкое изделие. Если нижнее значение аппарата не может опуститься до определенного минимального значения тока для данного материала и толщины, то при работе будут прожоги на металле.
Самый низкий предел (10-20 А) нужен для работы с кузовом. Чтобы не прожечь металл того же бака и листового железа, показатель должен быть не больше 30-40 А.
Для начала, Вы можете ориентироваться на таблицу ниже. В процессе работы, здесь даны усредненные рекомендации по силе тока для работы по низкоуглеродистой стали.

Рис. 6 - Рекомендации по силе тока для работы по низкоуглеродистой стали
Еще один показатель, который поможет определиться с оптимальным выбором сварочного полуавтомата MIG/MAG.
В момент, когда Ваш аппарат включен, но дуга не горит, он работает на холостом ходу – своеобразном режиме ожидания, когда аппарат поддерживает определенный уровень напряжения – 40-90 В, чтобы при замыкании контакта между проволокой и заготовкой возбудилась дуга. Чем значение холостого хода выше, тем легче она зажигается.
Для гаража и домашней мастерской достаточно, чтобы модель имела показатель холостого хода в 30-40 В.
Для СТО или мастерской желательно иметь показатели в 50-70 В. На производство берут полуавтоматы с холостым ходом 80-90 В.

Рис.7 - Процесс зажигания сварочной дуги
Диаметр сварочной проволоки
Аппарат MIG/MAG сварки может работать с проволокой различных диаметров – не достаточно поменять только катушку с проволокой и ролики в подающем механизме. Также требуется замена кабель-канала и контактного наконечника. Поэтому устройство надо выбирать с учетом будущих работ.
Чем толще металл, тем больший диаметр проволоки потребуется для проплавки и создания хорошего соединения.

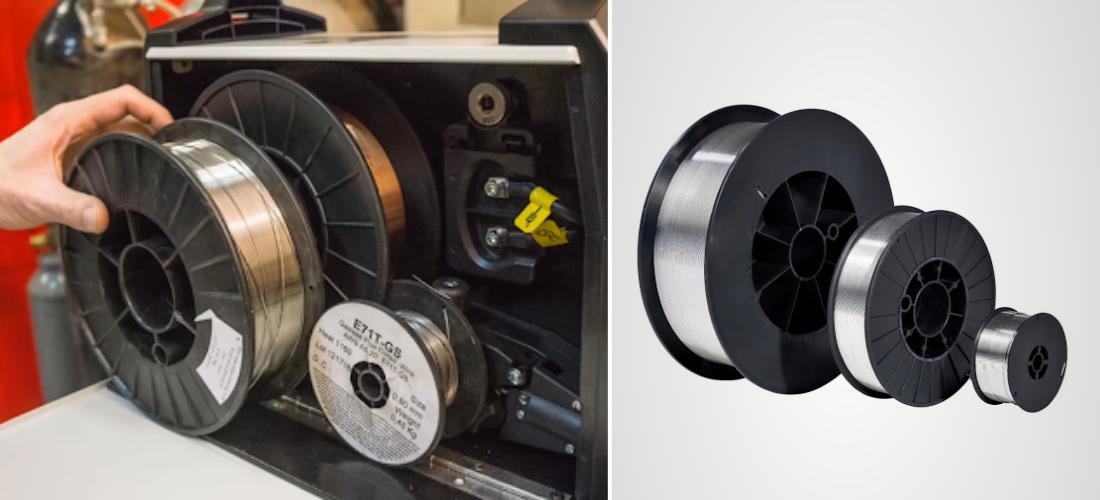
Рис. 8 - Катушка со сварочной проволокой

Рис.9 – Подбор диаметра проволоки в зависимости от толщины металла
Продолжительность включения
Это один из основных параметров. По международному стандарту EN 60974-1 продолжительность включения показывает, сколько времени от 10-ти минутного цикла, при температуре окружающего воздуха 40 C°, аппарат работает с максимальным сварочным током. Дело в том, что при продолжительной работе под высоким напряжением, а также в зависимости от температуры окружающей среды, аппарат MIG/MAG сварки может перегреваться и выключаться через разный промежуток времени. Обычно, данный параметр указывают в процентах.
Так, если в паспорте на аппарат указано, что длительность его включения составляет 40%, то это означает, что из 10-ти минут на максимальном токе он должен работать не более 4-х минут, а на остальные 6 минут будет пауза. Некоторые производители лукавят, заявляя значение АВ при 20 градусах, что увеличивает его в 2 раза и вводит покупателей в заблуждение.
Этот параметр будет особенно актуален при выборе аппарата на промышленное предприятие, при эксплуатации в постоянном режиме и на нем будет работать профессионал. Сварщик же в мастерской и гараже не варит дольше 3-4 минут, т.к. периодически нужно прерываться, чтобы подготовить участок к сварке, подогнать детали и т.д.
Синергетическое управление
Аппараты бывают как с ручным, так и с синергетическим управлением. В аппаратах с синергетическим управлением пользователю достаточно выбрать определенные известные параметры в зависимости от модели и аппарат автоматически настроит напряжение таким образом, чтобы обеспечить сварщику максимально эффективную и комфортную работу.
Продвинутый сварщик может вручную настроить параметры под свои условия работы и даже по звуку работающей горелки может определить дисбаланс настроек аппарата.
Если Вы только начинаете или работаете с аппаратом не ежедневно, то помощь в виде синергетического управления значительно упростит первые шаги и поможет в дальнейшей работе.

Рис.10 - Синергетическое управление на полуавтомате
Универсальность использования
Полуавтомат работает как с проволокой сплошного сечения, работающей в среде защитного газа (сварка MAG), так и с порошковой (флюсовой) проволокой, работающей без газа (сварка MIG). Но встречаются модели, которые работают только с одним из видов.
Кроме того, есть полуавтоматы, оснащенные разъемом для работы со штучными электродами (сварка MMA).

Рис. 11 – Сварочный полуавтомат IRMIG 180 SYN оснащен разъемом для работы со штучными электродами
Существуют также универсальные аппараты, позволяющие работать с горелкой TIG-сварки.

Рис.12 - INMIG 200 SYN LCD позволяет работать с горелкой TIG-сварки
Такие модели стоят дороже и их выбор обусловлен необходимостью работы со всеми видами сварки – они актуальны в гараже, автосервисе, где есть задача варить как малые толщины, так и большие – лонжероны, крепления и т.п.
Импульсная сварка
Полуавтоматы MIG/MAG могут иметь режим импульса. Это режим позволяет варить цветные металлы ( нержавеющая сталь. алюминиевые сплавы). Такие модели приобретают, в первую очередь, крупные станции техобслуживания.
Вес аппарата
Вес полуавтомата может колебаться от 10-12 до 100 кг и выше – все зависит от модели, ее функционала и дополнительного оборудования.
Аппараты от 12 до 20 кг подойдут для гаража или мобильного использования т.к. их без проблем может перенести один человек, но нужен будет более длинный шланг для газового баллона. Ну, или более компактный баллон. Для нечастого использования это оптимально.
Промышленные модели могут комплектоваться блоком охлаждения для горелки и выносным механизмом. Они устанавливаются на специальных тележках, к которым крепится и баллон с газом. Такой сварочный пост можно перемещать по всей территории того же автосервиса или цеха.

Рис.13 - INMIG 500T DW SYN с блоком охлаждения и тележкой
Механизм подачи проволоки
Если Вы выбираете сварочный полуавтомат для домашней мастерской или гаража, тогда лучше брать компактный аппарат, где механизм подачи проволоки встроен в корпус аппарата.
Аппарат с выносным механизмом необходим на производстве, где требуется мобильность. Мобильность проявляется в следующем: выносной механизм подачи проволоки подключается к основному источнику сварочного тока с помощью кабеля. В комплекте идет стандартный кабель – 5 метров. Как опция, можно купить кабель длиной 30 м. Такой механизм позволяет работать на расстоянии от основного источника тока. За счет этого и достигается мобильность. Такой механизм позволяет работать на расстоянии от основного источника тока.

Рис.14 – Механизм подачи проволоки
Так какой же сварочный полуавтомат лучше купить?
Давайте попробуем на примере подобрать сварочный полуавтомат под задачу вместе.
Итак, Вы ищите аппарат для периодической работы в мастерской или гараже. В сети напряжение 220 В. Сварочного опыта нет, либо имеется небольшой опыт работы с инвертором. Нагрузка аппарата – не ежедневная. Варить планируете металлы от 1 мм до 3-4 мм.
Вам нужен аппарат от 30 до 200 А – самый востребованный диапазон сварочного тока для таких целей. Значение напряжения холостого хода должно быть не ниже 40-70 В. Продолжительность включения для Вас не очень важна и вряд ли Вы будете варить швы метровой протяженности, поэтому смело выбирайте 40%.
Такой аппарат позволит работать, если только учитесь, обратите внимание на синергетику – она не только облегчит жизнь, но и подружит Вас с этой работой, сделает ее комфортной и простой.
Перечислим все необходимое для начала работ сварочным полуавтоматом MIG/MAG:
1. Cам аппарат - источник сварочного тока тока;
2. Cварочная горелка;
3. Кабель с зажимом заземления;
4. Газовый шланг;
5. Баллон с газом и редуктором;
6. Сварочная маска
У аппарата FUBAG IRMIG 200 SYN в комплекте уже идут и горелка, и шланг, и кабель заземления, а также кабель с электрододержателем, т.к. данная модель может варить и электродом, есть разъемы для его подключения.

Обзоры полуавтоматов от профессионалов Вы можете посмотреть ниже:
- Ручная дуговая сварка Аппаратом FUBAG INMIG 200 SYN LCD (канал Гори Дуга)
Читайте также: