На какой частоте работает сварочный инвертор
Обновлено: 16.05.2024
Инвертор работает на частоте 90 - 100 кГц, по нижеприведённой схеме.
Хотелось бы уменьшить частоту до 10 - 20 кГц.
Частоту удалось уменьшить только в 2 раза, при увеличении сопротивления резистора до 7 кОм и ёмкости конденсатора до 2 нФ. (выводы 5 и 6 микросхемы КА3525А ).
Дальнейшее увеличение номиналов приводит к срабатывании защиты, даже на холостом ходу. Хотя в мануале на микросхему указано, что можно увеличивать резистор до 200 кОм, а конденсатор до 0,1 мкФ.
Отсюда вопрос - можно ли уменьшить рабочую частоту сварочного инвертора по нижеприведённой схеме до 10 - 20 кГц? И как это реализовать.
Какие будут мысли по управлению частотой
К сожалению, представленая схема "кривая".Не показана нагрузка выходного каскада. Срабатывание защиты вызвано не соответствием трансформатора выбраной Вами частоте.
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.

Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
Ниже привожу схему выходного каскада.
dgrm извиняюсь за незнание, а зачем частоту уменьшать?
Вместо трёх выходных трансформаторов думаю поставить один, который будет работать на частоте около 15 кГц.
Возможно ли это?
Кто что думает?
насколько я знаю: в инверторах(преобразование туда-сюда-обратно) вся соль в высокой частоте-для того чтобы массу транса уменьшить.
а вы частоту уменьшить хотите. потери возрастут, греться будет, либо транс больше нужен.
Судя по схеме похоже на МАСТЕР 162, Я собирал инвертор с нуля и в качестве силового сердечника использовал два ТВС от цветных телевизоров 4,5 поколения. На стенде удалось выдавить 190 ампер.Режим был очень критический и я установил защиту на 130ампер. Частота преобразования была 62Кгц. Это было в 2006году. Я несколько лет варил этим аппаратом. Недостаток очень грелся феррит хотя у меня стояла термозащита на его.По конструкции чем то напоминает ТОРУС 200.
Кто подскажет. Есть у меня проблемка нехватка тока, можно ли увеличить за счет вольто-добавки? Имею ввиду от другого сварочника с соблюдением полярности. (Полуавтомат Титан-160).
Какой смысл менять рабочую частоту?? При снижении частоты снизится индуктивное сопротивление переменному току. Что вызовет нагреву тр-ра.
Устройство сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
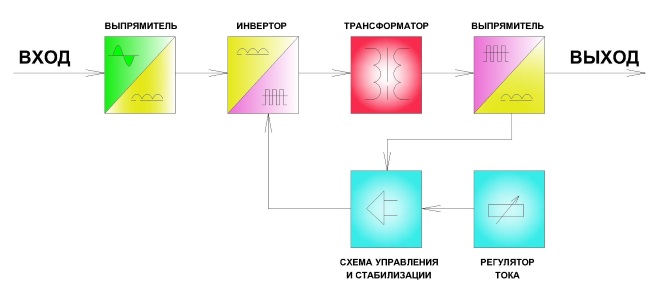
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к "мясу", а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
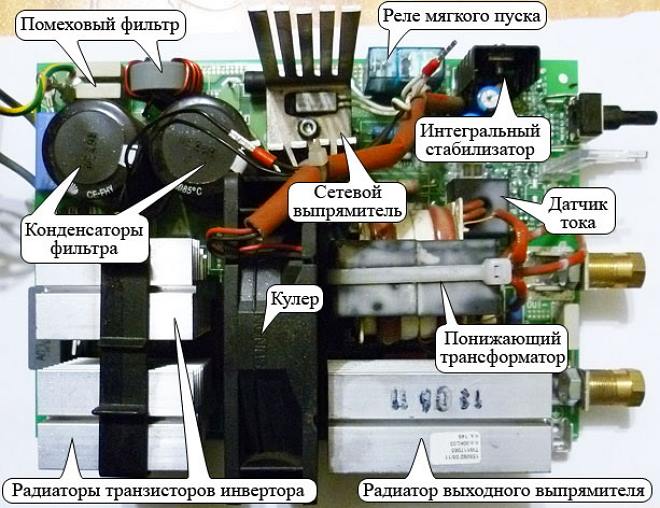
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) - 35А, обратное напряжение (VR) - 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого "косого моста". В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.

Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.

Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – "Зелёный"). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).

Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Принцип работы и устройство сварочного инвертора
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.

Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).

Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
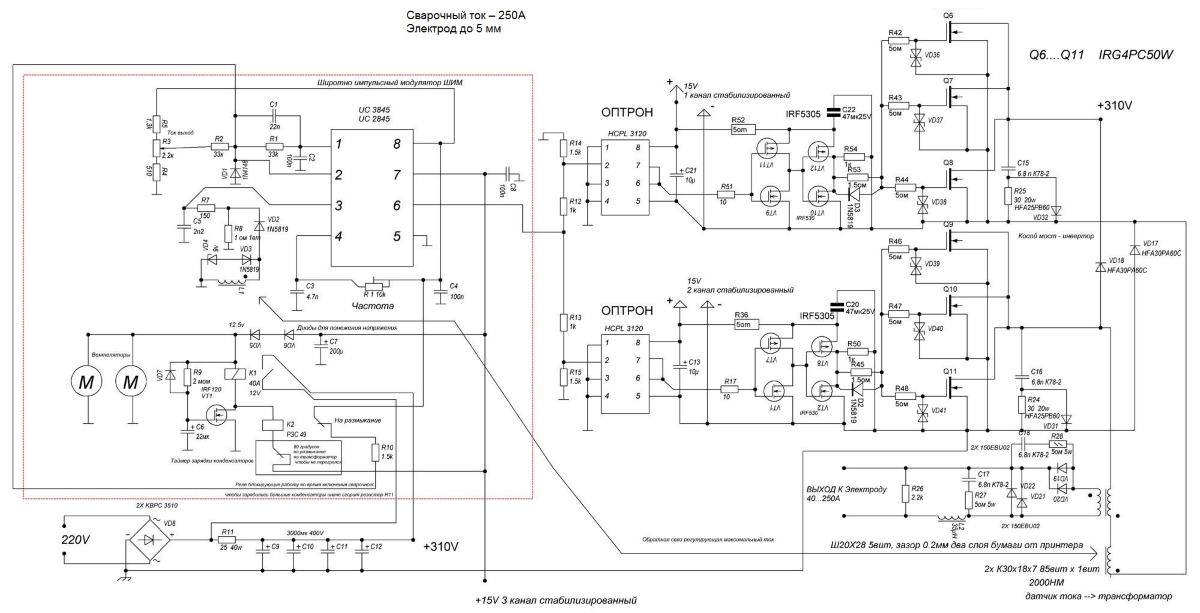
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.
Конечно, недостатки у инверторов тоже есть, но их не так много. Сюда следует отнести достаточно высокую стоимость таких устройств, по сравнению с обычными сварочными трансформаторами. Дороги такие устройства и в ремонте, который чаще всего связан с необходимостью замены мощных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Очень чувствительны инверторы к негативным внешним факторам – пыли, грязи, осадкам и морозу. Если для работ в полевых условиях вам нужен именно инвертор, придется сооружать для него закрытую и отапливаемую площадку.
Что такое сварочный инвертор: всё о компактных сварочниках
Инвертор, пришедший на смену обычным сварочным трансформаторам, – это современное электронное устройство, характеристики которого позволяют использовать его для выполнения сварочных работ по различным технологиям. Кроме основных характеристик, свойственных сварочным аппаратам трансформаторного типа, инверторы обладают и рядом дополнительных возможностей, что делает их использование более удобным и значительно расширяет их технические возможности. Благодаря этому такое оборудование одинаково успешно может быть использовано как в производственных, так и домашних условиях.

Инвертор сварочный «Сварог» ARC-200
Как работает сварочный аппарат инверторного типа
Инвертор благодаря своим техническим характеристикам может применяться для выполнения сварки электродами различных типов. Отличают такой аппарат компактные размеры, а также легкий вес, что делает его очень мобильным, в отличие от тяжелых и крупногабаритных трансформаторов. Удобно и то, что такой сварочник может вырабатывать как постоянный, так и переменный ток.
Для того чтобы понять, какими преимуществами обладает инвертор, необходимо разобраться в том, как он работает. В основу работы этого аппарата, который начал приобретать массовую популярность только в начале XXI века, заложен совершенно иной принцип в сравнении с функционированием обычного сварочного трансформатора.
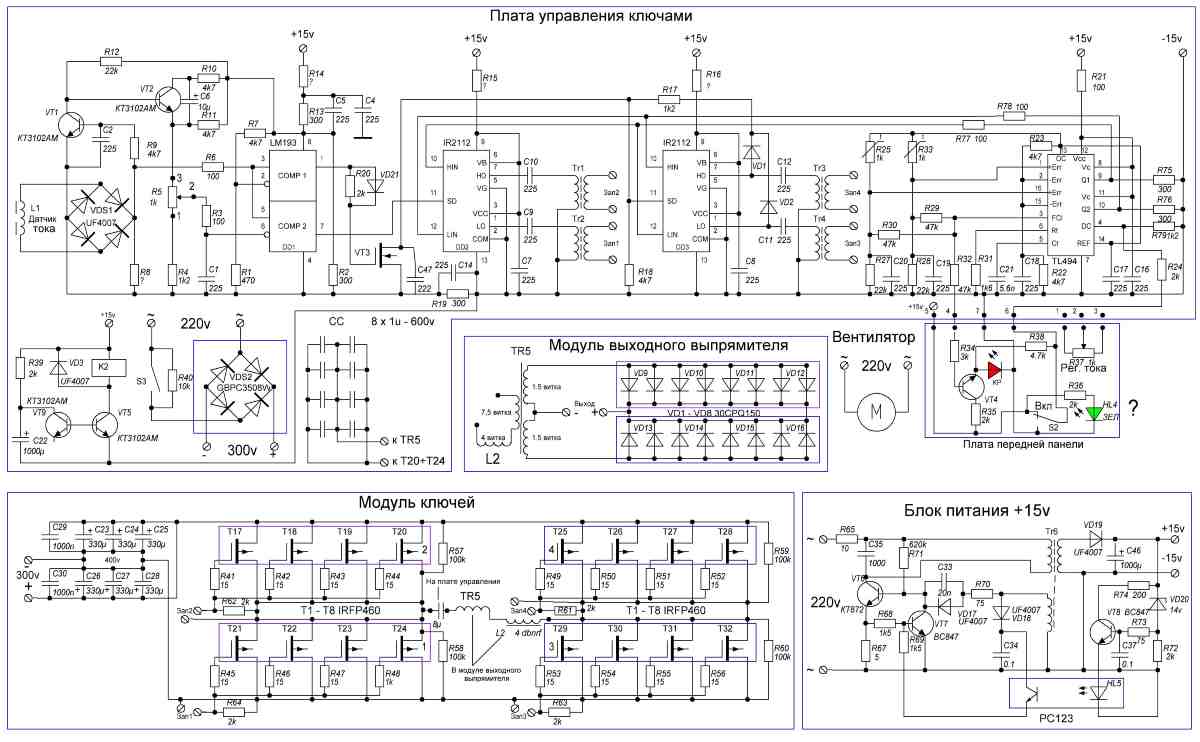
Принципиальная схема сварочного инвертора «Дуга-200» (нажмите для увеличения)
Переменный ток, подаваемый на инвертор из обычной электрической сети, сначала выпрямляется, проходя через диодный мост, которым оснащена электрическая схема устройства. После выпрямления уже постоянный ток поступает на силовые транзисторы, которые преобразуют его обратно в переменный, но обладающий повышенной частотой. Чтобы снизить величину напряжения высокочастотного переменного тока и получить сварочный ток требуемой силы, в электрической схеме инвертора используется трансформатор.
Поскольку понижение напряжения высокочастотного тока осуществляется не по такому принципу, как в обычном сварочном аппарате, для этого нет необходимости использовать габаритные трансформаторы, вполне достаточно компактного устройства. После понижения напряжения и увеличения силы тока до требуемой величины его подают на выходной выпрямитель, в котором он преобразуется в постоянный.

Органы управления инвертором на примере аппарата «Форсаж» (нажмите для увеличения)
Использование высокочастотного тока, вырабатываемого инвертором, не только позволяет значительно уменьшить габариты устройства, но и положительно сказывается на процессе горения сварочной дуги, которая отличается высокой стабильностью. Такой сварочный аппарат отличается высоким КПД, так как в нем энергия не расходуется впустую на нагрев трансформаторного железа.
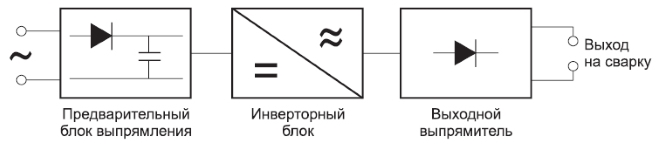
Упрощенная схема работы сварочного инвертора
Таким образом, любое инверторное устройство состоит из таких конструктивных элементов, как:
- выпрямитель, собранный на основе диодного моста (данный блок электрической схемы отвечает за выпрямление переменного тока, поступающего из электрической сети);
- сам инвертор, являющийся генератором высокочастотных электрических импульсов (основу данного блока составляют транзисторы, открывающиеся и закрывающиеся с высокой частотой);
- понижающий трансформатор, который решает задачу понижения высокочастотного напряжения и, соответственно, увеличения силы сварочного тока;
- выпрямитель выходного тока, обладающего высокой частотой (такой выпрямитель, как и входной блок, собран на основе диодного моста);
- специальный электронный блок, предусмотренный для управления режимами работы инверторного аппарата.
Технические возможности инверторных аппаратов
Любой инвертор, являясь сварочным аппаратом, служит для того, чтобы обеспечивать розжиг сварочной дуги и поддерживать ее горение в стабильном состоянии. За счет особенностей своей конструкции инверторный аппарат отлично справляется с такой задачей. Кроме основной функции, современные модели инверторов наделены рядом дополнительных опций, делающих их использование максимально удобным и комфортным. Сюда относятся:
- «Горячий старт» (данная опция позволяет быстрее зажигать сварочную дугу, что осуществляется за счет подачи на электрод дополнительного электрического импульса);
- «Форсаж дуги» (эта функция предполагает, что при резком приближении электрода к поверхности свариваемых деталей автоматически возрастает сила сварочного тока, что препятствует залипанию электрода в такой ситуации);
- «Антизалипание» (данная опция работает следующим образом: при залипании электрода к нему перестает подаваться электрический ток; начинает он поступать только тогда, когда электрод оторван от поверхности соединяемых деталей).

Передняя панель сварочного инвертора «БИМАрк-170»
Некоторые модели инверторных аппаратов также оснащены индикаторами перегрева и опцией автоматического отключения в том случае, если перегрев все-таки произошел. Эта полезная функция предохраняет такое дорогостоящее устройство, каким является инвертор, от перегорания и, как следствие, от затратного ремонта.
Дополнительные опции, описанные выше, особенно полезны для начинающих сварщиков, так как позволяют минимизировать влияние уровня квалификации специалиста на качество выполнения сварки.
Виды инверторов на современном рынке
Сварочные инверторы, представленные на современном рынке, можно разделить на два основных типа.
Такое устройство, как бытовой инвертор, предназначено для выполнения периодических сварочных работ. Стоят эти аппараты недорого, но эксплуатировать их можно время от времени, для интенсивной ежедневной работы они не предназначены. Оптимальными такие инверторы являются в том случае, если вам иногда необходимо выполнять несложные и непродолжительные сварочные работы. Большинство подобных устройств производится в Китае.
Такое оборудование предназначено для ежедневного многочасового использования, его конструкция изначально рассчитана на активную эксплуатацию. Стоимость этих инверторов, естественно, достаточно велика, но она адекватна их качественным характеристикам.
На рынке также представлены полупрофессиональные инверторные устройства, находящиеся по своим техническим характеристикам и стоимости между бытовым и профессиональным оборудованием. Кроме вышеперечисленных типов, существуют универсальные устройства, которые также называют комбинированными. Универсальность их состоит в том, что с их помощью можно выполнять сварку по различным технологиям. Такое инверторное оборудование из-за своей широкой функциональности также относится к категории профессионального.
Технические характеристики инверторных устройств
Выбирая инвертор, в первую очередь ориентируются не на его стоимость, а на его технические характеристики. От того, насколько правильно они будут подобраны, зависит, сможете ли вы использовать такое устройство для выполнения тех работ, для которых оно приобретается.
Важнейшей характеристикой любого сварочного аппарата (и инвертор не является исключением) считается сила тока, которую позволяет получить такое оборудование. Данный параметр оказывает влияние на то, какой толщины детали вы сможете варить при помощи инверторного устройства. Нет смысла переплачивать за мощный аппарат, если использовать его вы планируете только для сварки нетолстых деталей из черного металла.

Зависимость сварочного тока и используемых электородов от толщины металла
Важным параметром является не только максимальное значение сварочного тока, но и его минимальное значение. На минимальной силе тока выполняют сварку тонколистового металла. Необходимо также учитывать и то, каким образом регулируется сварочный ток – по ступенчатой или плавной схеме. Регулировка тока по плавной схеме, естественно, является более удобной.
На легкость зажигания сварочной дуги оказывает ключевое влияние такой параметр, как напряжение холостого хода. Чем оно выше, тем легче будет зажигаться дуга.
Тип электрического тока, которым питается инверторное устройство, – еще один параметр, который следует обязательно учитывать. На современном рынке представлены инверторы, которые могут работать от сети электрического тока с напряжением 220 и 380 В. Естественно, что для бытового использования целесообразнее выбирать оборудование, работающее от сети с напряжением 220 В.
Достоинства и недостатки инверторов
Высокая популярность инверторов объясняется целым рядом достоинств, которыми они обладают.
- Инверторы отличаются высокой мощностью и широким диапазоном регулирования сварочного тока.
— Даже при выполнении работ специалистом не слишком высокой квалификации инверторные устройства позволяют получать сварные швы высокого качества, надежности и привлекательного внешнего вида. - Инверторы отличаются компактными размерами и незначительным весом.
— Устройства данного типа имеют высокий КПД и, как следствие, экономно потребляют электрическую энергию. - Расплавленный металл в процессе выполнения сварки инвертором разбрызгивается очень незначительно, что способствует экономии расходных материалов и формированию аккуратных сварных швов.
- Неоспорима универсальность инверторных аппаратов, благодаря чему их можно использовать для выполнения сварки по разным технологиям.
Есть у инверторов и недостатки, к наиболее значимым из которых относятся следующие.
- Инверторы стоят довольно дорого, если сравнивать их с обычными сварочными трансформаторами.
- В случае выхода из строя инверторные устройства очень дороги в обслуживании.
- Инверторы, основу конструкции которых составляют сложные электронные схемы, очень критично реагируют на пыль, повышенную влажность и низкие температуры. Именно поэтому область использования таких устройств достаточно сильно ограничена. Для их безаварийной работы необходимо создавать специальные условия и уделять их техническому обслуживанию достаточно много времени (чистка от пыли и др.).
- В комплекте с инверторными устройствами могут быть использованы провода, длина которых не превышает 2,5 метров. Такие короткие провода также относятся к факторам, серьезно ограничивающим область применения инверторов.
В целом, если взвешивать все за и против использования инверторов для выполнения сварки, преимуществ будет значительно больше. Конструкция оборудования обеспечивает быстрое зажигание сварочной дуги и ее стабильное горение в процессе выполнения работ, а благодаря своим техническим возможностям инверторы позволяют получать качественные, надежные и аккуратные соединения с электродами любого типа.
Читайте также: