Накс по сварке полиэтиленовых труб
Обновлено: 15.05.2024
ООО «Корпорация «Энергокомплекс», член СРО Ассоциации «НАКС» (свидетельство о членстве №0104), проводит аттестацию сварщиков пластмасс и сварщиков-операторов по системе НАКС. Теоретические знания и практические навыки сотрудников предлагаем проверить на базе аттестационного центра нашей компании в Екатеринбурге согласно ПБ 03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства» и РД 03-495-02 «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства» на основании поданной заявки на аттестацию.
На странице вы найдете актуальную информацию о документах, требуемых для оформления заявки и прохождения аттестации.
Получение документов
Сварщики, успешно прошедшие аттестацию НАКС по полиэтилену (сварка нагретым инструментом (НИ) и с закладными нагревателями (ЗН), получают I уровень профподготовки (аттестованный сварщик) и подтверждающие документы:
- аттестационное удостоверение НАКС, которое регистрируется в реестре системы аттестации сварщиков и прочих специалистов сварочного производства;
- протокол, подписанный аттестационной комиссией.
Аттестованный сварщик получает первоочередное право на проведение ответственных работ на объектах, относящихся к опасным производственным (подконтрольных Ростехнадзору) .
Для того чтобы пройти аттестацию, необходимо предоставить документы:
- Заявка на аттестацию полиэтиленовых трубопроводов – СКАЧАТЬ
- Согласие, подтверждающее разрешение на обработку личных данных – СКАЧАТЬ
- Документы для первичной аттестации – СКАЧАТЬ
- Документы для периодической аттестации – СКАЧАТЬ
- Документы для дополнительной аттестации – СКАЧАТЬ
При заполнении заявки на аттестацию сварщика необходимо учесть направление его производственной деятельности и следующие характеристики:
При сварке труб нагретым инструментом (НИ):
- СР - стыковая сварка с ручным управлением;
- ССА - стыковая сварка со средней степенью автоматизации.
При сварке труб с использованием деталей с закладными элементами (ЗН):
- ЗНР - сварка с ручным заданием параметров;
- ЗНШ – сварка в режиме штрих-кода или магнитной карты.
Степень автоматизации сварочного оборудования, используемого при проведении практического экзамена, определяет заявитель.
- Вид деталей (контрольного сварного соединения – далее КСС):
стыковые:
нахлесточные:
- муфтовое соединение труб - М
- соединение труб с седловым отводом - О
- Марка основных материалов: ПЭ 80, ПЭ 100.
Сварка КСС
Виды КСС соединений, выполняемых сварщиком при аттестации, назначает аттестационная комиссия с учетом заявки на проведение аттестации.
- Количество контрольных сварных соединений труб из полимерных материалов, выполняемых сваркой нагретым инструментом (НИ) в стык, зависит от степени автоматизации сварочного оборудования:
- При выполнении КСС из полимерных материалов способом ЗН сваривают два контрольных соединения:
- - одно муфтовое - М
- - одно соединение с седловым отводом – О
Одно из соединений должно быть выполнено с ручным заданием параметров сварки - ЗНР.
© 2015-2018 ООО "Корпорация "Энергокомплекс"
Екатеринбург, ул. Чкалова, 124, офис 15
8 (343) 286-54-01, 3-666-817, 3-666-818
Научно-практическая конференция "Сварка сегодня и завтра", консультационно-информационный семинар и финальный этап Всероссийского конкурса профессионального мастерства "Лучший по профессии" в номинации "Лучший дефектоскопист"

С 24.10.22г. по 27.10.22г. в рамках "Российской промышленной недели" на площадке ЦВК "ЭКСПОЦЕНТР" проходит выставка RUSWELD 2022 Международная специализированная выставка "Оборудование, технологии и материалы для процессов сварки и резки".
СРО Ассоциация "Национальное Агентство Контроля Сварки" с 24.10.22г. по 25.10.22г. проводит научно-практическую конференцию "Сварка сегодня и завтра", консультационно-информационный семинар "Нормативное правовое и техническое регулирование образования, оценки квалификации, стандартизации, аттестации в области сварочного производства и неразрушающего контроля" и финальный этап Всероссийского конкурса профессионального мастерства "Лучший по профессии" в номинации "Лучший дефектоскопист".
Место проведения мероприятий: город Москва, Краснопресненская набережная, дом 14, ЦВК "ЭКСПОЦЕНТР".
Информационное письмо: открыть
Заявка на участие в консультационно-информационном семинаре: открыть
Схема проезда: открыть
В Уфе состоялось совещание с представителями организаций СПО и руководителями промышленных предприятий




7 сентября в стенах Центра компетенции по сварке ГАЦ РБ (член СРО Ассоциация "НАКС") прошёл круглый стол на тему: "Инновационный механизм взаимодействия колледжей, организаций реального сектора экономики и Центра компетенции по сварке ГАЦ РБ по обеспечению промышленных предприятий востребованными рабочими кадрами в области сварочного производства".
В совещании приняли участие представители 36-ти колледжей Республики Башкортостан, которые готовят будущих сварщиков, и руководители крупных промышленных предприятий — ООО "ГСП-2" и ООО "Петон Констракшн".
Повышение квалификации по программе "Современные тенденции развития неразрушающего контроля, технической диагностики и их метрологическое обеспечение"
Темы учебного плана повышения квалификации:
- Переход от неразрушающего контроля к мониторингу технического состояния и технической диагностике
- Цифровизация неразрушающего контроля
- Проблемы подготовки специалистов в области НК в системе высшего и среднего профессионального образования
- Автоматический и автоматизированный неразрушающий контроль объектов повышенной опасности
- Проблемы нормативного регулирования и метрологического обеспечения средств и методов НК
- Методы неразрушающего контроля и антитеррористическая техника
- Методы и приборы биомедицинской диагностики
- Современные оптические методы НКНК композиционных материалов в авиастроении
Результаты отборочных этапов Всероссийского конкурса по неразрушающему контролю "Дефектоскопист 2022"

Подведены итоги отборочных этапов Всероссийского конкурса по неразрушающему контролю "Дефектоскопист 2022", проходивших на базах 31 АЦСНК – аттестационных центров по аттестации специалистов неразрушающего контроля СНК ОПО РОНКТД. Впервые, на основании заявки Северо-Западного Аттестационного Научно-технического Центра "Энергомонтаж" (АЦСНК-9) и по решению Организационного комитета конкурса, один из отборочных этапов проводился на базе АО "Тихвинский вагоностроительный завод", получившего статус авторизованного центра.
В отборочных этапах конкурса приняло участие 394 специалиста из 229 организаций.
Международная специализированная выставка "Оборудование, технологии и материалы для процессов сварки и резки" RUSWELD 2022

Отборочный этап Всероссийского конкурса РОНКТД по неразрушающему контролю "Дефектоскопист 2022", г. Краснодар

Конкурс профессионального мастерства сварщиков машиностроительного комплекса Вологодской области
РД 03-615-03 "Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов"
РД 03-614-03 "Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов"
РД 03-495-02 "Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства"
Документы САСв
Постановление Госгортехнадзора России №101 от 19.06.2003г. "Об утверждении Порядка применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов"
РД 03-614-03 "Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов"
Приказ Госгортехнадзора России №14 от 28.01.04г. "О введении в действие Порядка применения сварочного оборудования при изготовлении, монтаже и реконструкции технических устройств для опасных производственных объектов"
Постановление Госгортехнадзора России №102 от 19.06.2003г. "Об утверждении Порядка применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов"
РД 03-615-03 "Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов"
Постановление Госгортехнадзора России №103 от 19.06.2003г. "Об утверждении Порядка применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов"
Рекомендации по применению ПБ 03-279-99 и РД 03-495-02 на объектах стального мостостроения
Рекомендации по применению РД 03-495-02 на строительных объектах
Рекомендации по применению РД 03-495-02 при аттестации сварщиков полимерных материалов
Протокол совещания по организации аттестации сварочного производства на инвестиционных объектах, реализуемых ПАО "Газпром"
Письмо ОАО "Газпром" №03/0800/1-7147 от 27.12.2011г. "По вопросам совершенствования аттестационной деятельности на объектах ОАО "Газпром"
Письмо ОАО "Газпром" №03/13 - 2676 от 08.10.2014г. "Об аттестации сварщиков, специалистов сварочного производства и производственной аттестации технологий сварки при изготовлении и ремонте в заводских условиях и при проведении ремонтно-восстановительных работ под избыточным давлением на газопроводах, находящихся в эксплуатации по нормативным документам ОАО "Газпром"
Письмо ОАО "Газпром" №03/13 - 2684 от 09.10.2014г. "Об аттестации сварщиков, специалистов сварочного производства и производственной аттестации технологий сварки при строительстве магистрального газопровода "Сила Сибири"
Перечень групп технических устройств опасных производственных объектов
Рекомендации по проведению аттестации сварочного производства на объектах «Конструкции стальных мостов»
Формы документов, оформляемых при проведении неразрушающего контроля, разрушающих и других видов испытаний КСС из полимерных материалов
Формы документов, оформляемых при проведении неразрушающего контроля, разрушающих и других видов испытаний КСС
Положение об аттестации сварщиков и специалистов сварочного производства, проверке готовности организаций к применению сварочных технологий, аттестации сварочного оборудования и сварочных материалов на объектах ПАО "Газпром"
Положение о САСв Ростехнадзора
Письмо НАКС №19-2 от 14.03.03г. "О порядке аттестации специалистов сварочного производства на другой уровень профессиональной подготовки"
Рекомендации по применению РД 03-613–03 (Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов)
Письмо ОАО "Газпром" "О квалификационных и аттестационных испытаниях сварочного оборудования, материалов и технологий" от 13.11.2013г.
Рекомендации по применению РД 03-614–03 (Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов)
Письмо ОАО "Транснефть" от 23.03.2016. "Об аттестации сварочного оборудования"
Рекомендации по применению РД 03-615–03 (Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов)
Письмо ОАО "Газпром" №03/38 - 787 от 26.03.2015г. "О применении требований п. А.2.33 СТО Газпром 2-2.2-136-2007 при производственной аттестации технологий сварки"
Письмо ФС ЭТАН № КП-25/369 от 08.04.08г. "О согласовании рекомендаций по применению ПБ 03-273-99, РД 03-613-03, РД 03-614-03, РД 13-615-03 и об участии в аттестации представителей Ростехнадзора"
Письмо ФС ЭТАН №11-11/109 от 21.01.05г. "О применении перечня групп опасных технических устройств при оформлении документов по аттестации персонала сварочного производства, сварочных материалов, оборудования и технологий"
Письмо ФС ЭТАН №БК - 43/3211 от 23.12.2009г. "О проведении сварочных работ"
Письмо Госгортехнадзора России № 12-01/445 от 26.04.01г."О согласовании открытия новых аттестационных центров и аттестационных пунктов"
Письмо Госгортехнадзора России № 12-01/1218 от 06.12.01г. О проведении дополнительной аттестации"
Приказ Ростехнадзора от 13 января 2015 г. № 5 "Об утверждении перечня нормативных правовых актов и нормативных документов, относящихся к сфере деятельности Федеральной службы по экологическому, технологическому и атомному надзору"
Приказ ФС ЭТАН от 15.03.2017 №83 "О внесении изменений в Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах", утвержденные приказом Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 г. №102"
Письмо ФС ЭТАН №09-03-04/5596 от 10.11.2014г. "О шифрах клейм"
Письмо Госгортехнадзора России №12-01/142 от 18.02.03г. "О применении п.1.16.4. РД 03-495-02 (продление аттестации)"
Письмо Госгортехнадзора России №12-28/447 от 13.05.04г. "О применении РД 03-613-03, РД 03-614-03"
Письмо ФС ЭТАН №03/9-38/360 от 13.10.04г. "О выдаче разрешений на применение сварочных материалов и сварочного оборудования"
Письмо ФС ЭТАН №11-14/699 от 16.03.05г. "О порядке выдачи разрешений на аттестованные сварочные материалы, оборудование и технологии"
Письмо ФС ЭТАН №11-10/112 от 21.01.05г. "Разъяснение по вопросам аттестации сварочных материалов и оборудования"
Письмо ФС ЭТАН №09-36/885 от 04.05.05г. "О порядке получения разрешения на применение сварочного оборудования"
Письмо ФС ЭТАН №02-35/2201 от 02.07.2009г. "О разрешении на применение технических устройств на ОПО"
Политика обработки ПДн СРО Ассоциация "НАКС""
Политика обработки ПДн ООО "НЭДК"
Состав НТС НАКС (Утвержден решением Президиума СРО Ассоциация «НАКС», протокол №72 от 20 октября 2021г.
Правила саморегулируемой организации Система аттестации сварочного производства. НАУЧНО-ТЕХНИЧЕСКИЙ СОВЕТ (ПР НАКС 2.1–2022)
Правила саморегулируемой организации Система аттестации сварочного производства КОМИТЕТЫ НАУЧНО-ТЕХНИЧЕСКОГО СОВЕТА (ПР НАКС 2.2–2022)
Письма об организации аттестации на объектах строительства газопровода "Южный поток"
Протокол заседания комитета НТС по сварочным технологиям от 28.10.2009
Протокол заседания комитета НТС по аттестации сварочных технологий №7 от 03.06.10
Протокол заседания комитета НТС по сварочным технологиям от 15.10.2010
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
Содержание
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
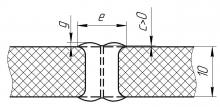 | |
g — высота грата;
е - ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96; СП 42-105-99 | ||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС - можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Читайте также: