Область применения аргонодуговой сварки
Обновлено: 05.05.2024
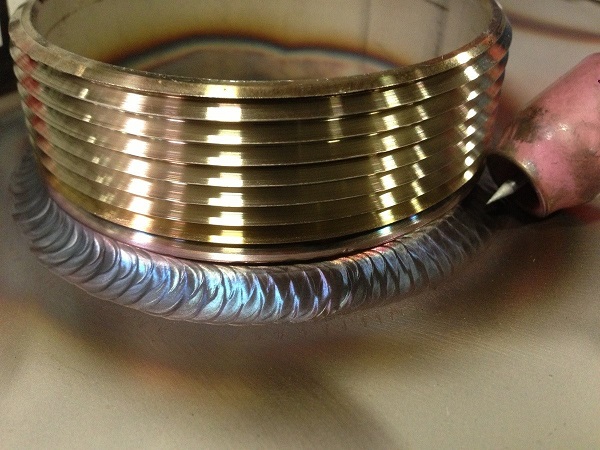
Аргонная сварка, которую также называют аргонодуговой, имеет широкую сферу применения в различных областях промышленности. Её ключевая особенность – это идеальный, гладкий, герметичный шов, который получается в результате сварки. Это требует соблюдения определённой технологии, а также наличия хорошего оборудования для выполнения задач.
Аргонная сварка: сфера применения
Данный вид сварки может применяться для обработки любых металлов, но чаще всего её используют для сплавов, имеющих в своём составе нержавеющую сталь и алюминий. Наибольшей популярностью метод пользуется у станций технического обслуживания автомобилей. Она даёт возможность продлить срок эксплуатации той или иной детали, отсрочив её замену.
Данный вид соединения металлов нашёл широкое применение при работе с другими материалами. Так, он широко используется при сварочных работах с дюралюминием, титаном, чугуном, медью, силумином и другими цветными и чёрными металлами. Различные материалы имеют свои особенности, вот почему так важен богатый опыт мастера, который позволит избежать ошибок и различных оплошностей. Специалист должен точно знать химические особенности поведения различных металлов во время нагрева.
При ремонте автомобиля, аргонная сварка подходит для отдельных элементов коробки передач, радиатора, трубок кондиционера и других деталей, выполненных на основе алюминиевых сплавов. Другие методы сварки, будь то плазменное напыление или пайка, в данном случае будут неприменимы из-за технических особенностей деталей.
Кроме того, данный вид сварки используется для создания уникальных кованых изделий в интерьере: ворота, ограждения, мебель, люстры. Поскольку финишная обработка сложных соединений существенно затруднена, такая сварка позволяет оптимизировать процессы и добиться великолепного внешнего вида полученных изделий.
Чтобы получить высококачественный результат, необходимо использование газа аргона с различными присадками. Опытные мастера, которые постоянно работают с автомобилями, знают оптимальный состав расходных материалов, и поэтому у них получается выполнить работу быстрее и грамотнее.
Аргонная сварка: основные виды
В зависимости от того, с каким металлом ведётся работа, существуют различные виды сварки. Выбрав оптимальный способ выполнения задачи, можно добиться наилучшего качества. Наибольшей популярностью пользуется аргонная сварка ручным методом с применением штучных электродов. Ключевые особенности данного способа:
— Тонкий аккуратный шов;
— Высокая скорость реализации работы;
— Относительно невысокие температуры сварки;
— Присадочный материал не применяется
Второй способ соединения, широко известный в промышленности – это аргонодуговая сварка ручным или автоматическим методом штучным вольфрамовым электродом и с присадочной проволокой. Он является более сложным и трудоёмким, нежели первый вариант, однако имеет большое количество преимуществ:
— Высокая производительность труда, недостижимая при ручной сварке;
— Возможность осуществлять сварку легированной и углеродистой стали;
— Безупречное качество шва.
Стоит отметить, что выбор конкретного вида соединения будет зависеть не только от технического оснащения, но и от материала для сварки. Как правило, методы являются взаимозаменяемыми, при этом второй вид более предпочтителен в большинстве случаев. Если мы говорим про оборудование для сварки, то аппарат с постоянным и переменным током является более предпочтительным. Он является достаточно дорогим, однако позволяет работать с практически неограниченным перечнем металлов.
Таким образом, данный способ соединения деталей является очень качественным, но и достаточно сложным. Для его осуществления необходимо качественное оборудование, надёжные расходные материалы и высокая квалификация мастера. Однако именно аргонная сварка позволяет добиться безупречной неразрывности шва, его максимальной прочности, герметичности и качества.
Для чего используют аргонную сварку и когда она незаменима

Для чего используют аргонную сварку? Почему в определенных ситуациях она просто незаменима? Ответы на эти вопросы дать не так уж и сложно. Дело в том, что некоторые металлы, вроде алюминия, меди или титана, соединить идеальным швом с помощью стандартных методов просто не получится. И тут на помощь приходит сварка в среде аргона.
Данная технология не является чем-то сверхсложным, однако имеет свои особенности. Качество работы во многом зависит от имеющегося оборудования, способа сварки и т. п. Только при соблюдении конкретных условий можно получить надежный и практически незаметный шов – для любого производства это является первоочередной задачей.
Технология аргонодуговой сварки
Аргонная сварка объединяет в себе признаки газовой и электродуговой. От газовой в технологический процесс взят ряд приемов создания неразъемного соединения и использование газа, а от электродуговой – применение электрической дуги.

Электрическая дуга в процессе горения создает высокую температуру, благодаря чему края деталей плавятся вместе с присадками, в результате образуется шов. Аргон, а именно этот газ используется в данном случае, защищает расплав от воздействия кислорода. Но об этом позднее.
Существует ряд особенностей, присущих сварке большей части цветных металлов, а также их сплавов и легированных сталей. Они заключаются во взаимодействии расплавленных металлов с окружающим их воздухом: кислородом и его примесями. Находясь в расплавленном состоянии, металлы начинают активно окисляться.
Такое взаимодействие плохо влияет на свойства сварного соединения. В результате появления пузырьков воздуха в расплавленном металле внутри шва образуются поры. Это приводит к снижению прочности соединения. Алюминий же в процессе расплавки, при непосредственном влиянии кислорода, начинает гореть.
Поэтому необходимо защищать сварной шов от влияния воздушной среды на соединяемые легированные стали и цветные металлы. Использование аргона в качестве защитного газа при этом считается оптимальным, так как он эффективно защищает металлы при сварке.
Благодаря тому, что аргон на 38 % тяжелее воздуха, он легко вытесняет его из сварочной ванны, защищая шов. Он не вступает в реакцию с металлами, находящимися в расплавленном состоянии, и другими газами в зоне расплава. В случае сварки на обратной полярности с защитой аргоном нельзя забывать о том, что газовая среда легко превращается в плазму, проводящую ток. Это происходит из-за потока электронов, которые отделяются от атомов аргона.
Работа в аргонной среде может происходить с помощью двух типов электродов: плавящихся и неплавящихся. Последние представляют собой вольфрамовые стержни, которые, как известно, достаточно тугоплавкие. Для того чтобы подобрать подходящий диаметр таких электродов, надо заглянуть в специальный справочник. Чаще всего выбор зависит от материала заготовок.
2 основных способа аргонной сварки
Вид сварки выбирается в зависимости от материала, с которым предстоит работать. Качественный результат можно получить только при выборе оптимального способа сварки в каждом конкретном случае.
Наиболее популярна сварка аргоном. Выполняется она вручную с использованием штучных электродов.

Основные особенности аргонной сварки:
- Высокая скорость выполнения работы.
- Сравнительно небольшая температура сварки.
- Отсутствие присадочного материала.
- Аккуратный и достаточно тонкий шов.
Второй по распространенности является аргонодуговая сварка. Она широко применяется в промышленности. Выполняется как ручным, так и автоматическим методами с использованием вольфрамовых штучных электродов и присадочной проволоки. Специалисты считают данную сварку более сложной и трудоемкой, чем аргонная.
Впрочем, у этого способа также есть свои преимущества:
- Достаточно высокая производительность труда, которой сложно добиться при ручной сварке.
- Возможность сваривания таких материалов, как углеродистая и легированная сталь.
- Высокое качество шва.
Однако выбор способа соединения зависит не только от оборудования, но и от сварочного материала. В большинстве случаев данные методы взаимозаменяемы. Чаще все же отдают предпочтение аргонодуговой сварке. При выборе аппаратуры для проведения сварочных работ стоит остановиться на агрегатах с переменным и постоянным током, несмотря на их высокую стоимость, зато применять их можно при работе практически с любым металлом.
Аргонодуговая сварка дает качественный результат, но в этом случае для работы требуется хорошее оборудование, качественные расходные материалы и высококвалифицированный персонал.
Типы оборудования для аргонодуговой сварки
Существует несколько видов аргонной сварки, которые зависят от уровня механизации процесса:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Для каждого способы сварки необходимо определенное оборудование, соответственно, и стоимость работ различается.

При ручном способе сварки применяют неплавящиеся вольфрамовые электроды, подача проволоки осуществляется самим мастером, горелка для аргонодуговой сварки перемещается.
Механизированный способ характеризуется подачей присадочных прутков в автоматическом режиме, при этом мастер сам держит горелку.
Автоматизированная сварка полностью под контролем оператора – подача проволоки и перемещение горелки происходят автоматически.
Роботизированный процесс исключает и присутствие оператора.
8 правил аргонодуговой сварки
Для проведения аргонной сварки необходимо приобрести следующее оборудование: инвертор либо сварочный трансформатор, емкость с аргоном, горелку, присадочную проволоку или прутки.

Существует ряд правил, необходимых для выполнения данного вида сварки:
- Заготовки (или непосредственно зона сварки) должны быть очищены от любого вида загрязнений, а затем обезжирены.
- Подача газа начинается за 20 секунд до работы и прекращается через 10 секунд после ее окончания.
- Дугу следует делать минимально возможной, поскольку при увеличении расстояния горелки от поверхности заготовки, зона нагрева расширяется, углубляется проплав изделия.
- Ровный и красивый шов можно получить, выполняя движения горелкой вдоль оси соединения, не отступая от нее.
- Присадка (проволока или пруток) подается строго перед горелкой без любых движений поперек. Таким образом шов получается узким.
- Присадка и электрод должны постоянно быть в защитной газовой среде.
- Движения следует выполнять плавно, чтобы избежать разбрызгивания металла и искр.
- Шов заканчивается кратером, который заливается при использовании пониженного тока. Нельзя резко отводить горелку и обрывать дугу, это негативно сказывается на защите соединения.
Процесс обучения аргонной сварке несложный. Но для выполнения ровных качественных швов требуется терпение и практика.
Преимущества и недостатки сварки в среде аргона
У аргонной сварки есть как плюсы, так и минусы, которые надо учитывать при выборе данного способа.

Ее преимуществами являются:
- Отсутствие деформации заготовок из-за высокой температуры, поскольку не требуется значительно разогревать края деталей.
- Аргон – инертный газ, следовательно, он тяжелее воздуха. Значит, кислород не сможет проникнуть в сварочную ванну.
- Дуга имеет большую тепловую мощность, сварка происходит с высокой скоростью и хорошим качеством, если мастер имеет достаточную квалификацию.
- Несмотря на некоторые особенности аргонной сварки, процесс этот несложный, ему легко обучиться.
- Аргонной сваркой можно соединять металлы, которые невозможно соединить иным способом.
Недостаток аргонной сварки – невозможность ее проведения на открытом воздухе при наличии сильного ветра. Аргон разносится ветром, следовательно, плохо защищает шов, поэтому последний может быть некачественным.
В закрытых помещениях сварку необходимо проводить только с использованием принудительной вентиляции. Кроме того, если необходимо применить высокоамперную сварочную дугу, то следует заранее решить, каким образом будет происходить охлаждение шва при проведении работ.
Сферы применения аргонной сварки
Для чего используют аргонную сварку? Она необходима в случаях, когда сварочные швы должны быть выполнены безукоризненно. Особенно часто с ее помощью соединяют трудно свариваемые материалы и заготовки с тонкими стенками. Данный вид сварки востребован в авиа- и ракетостроении, автомобильной промышленности. Посредством такого соединения изготавливают важные узлы из алюминия и его сплавов.

Чаще всего аргонодуговую сварку применяют при работе с алюминием, который является трудно свариваемым, часто трескается, дает сильную усадку. Кроме того, в расплавленном состоянии этот металл легко окисляется, покрываясь тугоплавкой пленкой, которая препятствует образованию шва. И только сварка в среде аргона поможет получить швы высокого качества.
Особенно востребована такая сварка на автомобильных СТО, где с помощью такого способа соединения период эксплуатации деталей значительно продлевается.
Для чего используют аргонную сварку на станциях техобслуживания автомашин? Она может применяться при ремонте радиаторов, разных частей коробок переключения передач, трубок от кондиционеров и прочих элементов, сделанных из алюминия и его сплавов. Пайку и плазменное напыление, как и иные способы сварки, невозможно было бы использовать для таких работ, поскольку детали имеют технические особенности.
Аргонную сварку можно использовать и при работе с иными материалами, такими как титан, медь, дюралюминий, силумин, чугун и прочие черные и цветные металлы.
Каждый из материалов имеет химические особенности и нюансы «поведения» во время нагрева, и мастер должен их знать, чтобы не допустить ошибки
При создании кованых изделий, к примеру, ворот, оград, люстр, перил, мебели, также применяют аргонную сварку. Сложные соединения подобных изделий достаточно тяжело обрабатывать, а такой способ сварки упрощает рабочий процесс, придавая изделиям прекрасный внешний вид без финишной обработки.
Швы, полученные посредством аргонодуговой сварки, практически незаметны. Это важно не только для получения эстетически привлекательного внешнего вида, но и для прочности всей конструкции.
Экономия – еще одна причина применения аргонной сварки. Причем сэкономить можно не только средства, но и усилия, и нервы.
Качественный результат работы достигается использованием аргона с разными присадками. Оптимальный состав расходников хорошо известен профессиональным сварщикам, поэтому свою работу они выполняют наиболее эффективно и с высоким качеством.
Техника безопасности при дуговой сварке в аргоне
Применяя в работе сжиженные газы, необходимо строго соблюдать правила техники безопасности.

Назовем основные ее требования при использовании аргона:
- не положено проводить сварку вблизи легковоспламеняющихся веществ;
- необходимо удалить все посторонние предметы;
- следует использовать только сертифицированные материалы и исправное оборудование;
- перед началом работ надо пройти предварительный инструктаж, получить базовые теоретические знания;
- в ходе работы обязательно использовать маску либо защитные очки, желательно «хамелеоны».
Несмотря на то, что аргон достаточно безвреден для человеческого организма, его лучше не вдыхать, так как он более легкий, чем кислород, а потому просто выталкивает его. После попадания аргона в легкие человек начнет задыхаться. Осуществлять сварку следует в помещении, имеющем хорошую естественную вентиляцию, в противном случае для моментального удаления продуктов сгорания надо позаботиться о качественной постоянной вентиляции.
Аргонодуговая сварка: ее особенности и применение
Аргонодуговой способ соединения металлов можно назвать своеобразной комбинацией электродуговой и газовой сварки. С первой его связывает использование электрической дуги для нагрева металлов, а со второй – применение газа для защиты сварочной ванны. Такой метод выполнения сварочных работ имеет свои особенности.
Особенности аргонодуговой сварки
Стали, а также большинство цветных металлов и их сплавав, в расплавленном состоянии способны взаимодействовать с газами, содержащимися в воздухе. Это отрицательно сказывается на качестве сварных швов: в них появляются дефекты, ослабляющие соединения. Оптимальное решение этой проблемы — аргонодуговая сварка. Она обозначается аббревиатурой TIG (Tungstren Inert Gas).

Процесс аргонодуговой сварки
Роль защитного газа
Одной из особенностей аргоновой сварки является применение защитного газа (в этом она похожа на полуавтоматическую). Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.
Аргон может заменяться гелием (более дорогой газ). Иногда применяется аргон с примесью кислорода (не более 35 %). Последний приводит к выгоранию примесей в металлах или образованию с ними легких соединений, которые в сварочной ванне перемещаются к поверхности. Такие процессы приводят к предотвращению образования пор.

Защитный газ для аргоновой сварки
Название «аргон» имеет греческие корни и в переводе означает «ленивый» или «неактивный». Это самый распространенный инертный газ. В 1 м 3 воздуха содержится более 9 л аргона, а в 1 л морской воды – около 0,3 см 3 . При высокой концентрации он способен оказывать на человека наркотическое воздействие и даже вызывать отравление.
Электроды
Аргонодуговая сварка может проводиться только неплавящимися электродами. Используются вольфрамовые стержни.
Процесс сварки
Для нагревания и плавления металлов применяется электрическая дуга. Она зажигается между вольфрамовым электродом и поверхностью металла. При этом касания электродом соединяемых поверхностей не происходит. Во-первых, таким образом предохраняется от загрязнения вольфрамовый стержень, во-вторых, зажигание дуги за счет возникновения искры в аргоновой среде затруднено, поскольку этот газ обладает высоким потенциалом ионизации. Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Формирование швов
Образование швов при соединении элементов из тонких металлов возможно только за счет расплавления их кромок. Во всех остальных случаях дополнительно используется присадочная проволока. При этом ее химический состав должен соответствовать химическому составу металла в сварочной ванне.

Применение аргонодуговой сварки
Преимущества и недостатки аргоновой сварки
К преимуществам следует отнести:
- Минимизацию количества дефектов в сварных швах в результате действия защитного газа.
- Уменьшение деформации металла за счет небольшой зоны нагрева.
- Получение аккуратных швов.
- Исключение разбрызгивания металла ввиду отсутствия его капельного переноса.
- Возможность работы с любыми цветными металлами, включая алюминий.
- Отсутствие шлака. Соответственно, нет необходимости в механической доработки швов.
- Для выполнения требуется приобретение дорогостоящего оборудования.
- Этот способ соединения металлов не относится к высокопроизводительным.
- Применение аргонодуговой сварки на практике требует сложных настроек оборудования и высокой квалификации сварщиков.
Результат применения аргонодуговой сварки
Применение аргоновой сварки
Сфера применения аргонодуговой сварки широка. Этот тип сварки выбирают везде, где к сварочным швам предъявляются повышенные требования. Такой способ особенно востребован для соединения тонкостенных изделий и трудносвариваемых металлов. Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговую сварку используют в автомобиле-, авиа- и ракетостроение. С ее помощью изготавливаются ответственные узлы из алюминия и его сплавов.
Особый интерес аргонодуговая сварка представляет для соединения алюминиевых элементов. Этот металл относится к трудносвариваемым, склонен к образованию трещин, имеет большую усадку, а в расплавленном виде легко окисляется и покрывается тугоплавкой пленкой, препятствующей соединения отдельных капель в шов. Аргонодуговая сварка, несмотря на эти особенности материала, позволяет получить качественные сварочные швы.
Применение и особенности аргонодуговой сварки
Для проведения сварки чаще всего используется электрическая дуга, которая без проблем нагревает металл до нужных температур. Однако у технологии дуговой сварки есть один серьезный недостаток. При сварке легких металлов на краях образуются шероховатости и неровности. Это делает шов не слишком надежным, что негативно сказывается на общей прочности конструкции. Однако подобного недостатка лишена аргонодуговая сварка.

Какими преимуществами и недостатками обладает технология аргонодуговой сварки? Какое оборудование понадобится человеку, который хочет выполнить аргонодуговую сварку в домашних условиях? О чем нужно помнить при выборе оборудования? Ниже мы в деталях рассмотрим все эти вопросы.
Зачем нужна аргонодуговая сварка
Аргонодуговая сварка — технология, при которой помимо расплавления отдельных металлических элементов с помощью электрической дуги происходит также обработка металлических элементов инертным газом аргоном.
Данный метод подходит для соединения различных легких металлов — алюминий, марганец, литий, различные их сплавы и комбинации. Главное преимущество аргонодуговой сварки заключается в том, что с ее помощью можно получить очень качественные швы, которые не растрескаются во время эксплуатации металлического объекта.
Для проведения сварочных работ используется специальный аппарат. В зависимости от параметров работы и технологической конструкции различают большое количество аргонодуговой сварочных аппаратов. Всех их объединяют следующие элементы — использование электрической дуги для нагрева и расплавления металла и применение аргона, который вытесняет продукты распада из области сварки.

Технология
- Сварщик собирает аппарат аргонодуговой сварки и запускает его. В самом простом случае аппарат представляет собой электрический инвертор. К нему подключаются горелка с электродом и газовый баллон с аргоном.
- Во время работы электрод создает электрическую дугу, которая обладает очень высокой температурой — это приводит к расплавлению в активной зоне отдельных элементов металлических объектов (поскольку температура плавления металлов намного ниже температуры дуги).
- Одновременно с этим в локальную область сварки происходит подача аргона. Это вещество представляет собой инертный газ, который за счет своей особой химической структуры не вступает в реакцию ни с какими веществами (ни с металлом, ни газами в воздухе, ни с отдельными элементами сварочного аппарата)
- При обычной дуговой сварке (без аргона) отдельные компоненты воздуха могут вступать в реакцию с расплавленным металлом (простой пример — кислород может образовывать с расплавленным алюминием несколько оксидов) + отдельные компоненты воздуха могут встраиваться в структуру металла, что приводит к образованию пузырьков в расплавленном металле. Из-за этого металлический шов становится неровным и хрупким.
- Подача в локальную область аргона полностью меняет сварку на физическом уровне. При попадании в область шва аргон вытесняет все другие газы в другую область пространства — поэтому в металле не образуются ни оксиды, ни пузырьки воздуха. Обратите внимание, что сам аргон обладает полной химической инертностью — поэтому в контакт с металлом он также не вступает.
- В результате образуется точный и прочный шов, который надежно объединит отдельные металлические элементы на атомном уровне без образования пузырьков и неровностей. Такой шов без проблем выдержит физическую перегрузку, не растрескается со временем, не покроется коррозией.

Прутки
Обратите внимание, что помимо этого для проведения аргонодуговой сварки часто применяются специальные прутки, состав которых должен максимально соответствовать составу металлических элементов, которые проходят сварку.
Зачем нужно использовать прутки? По сути они представляют собой «расходный материал», который заполняет пространство между металлическими элементами и формирует шов. Аргонодуговая сварка подразумевает совершение только продольных движений прутков (поперечные движения попадают под запрет по техническим причинам).
Основные сферы применения
Чаще всего к аргонодуговой сварке прибегают для реставрации поврежденных автомобильных дисков (они обычно делаются из легких сплавов на основе алюминия). Все трещины и неровности завариваются очень бережно, а какие-либо неровности и шероховатости не образуются.
Обратите внимание, что случай автомобильных дисков здесь очень важен. Альтернативные методы (за исключением очень дорогих) в данном случае практически бесполезны из-за особенностей плавления алюминия.
Да, вы можете заделать трещины и локальные повреждения с помощью обыкновенной электрической дуги. Но в этом случае на месте швов образуются небольшие пузырьки и шероховатости, из-за которых диск очень быстро растрескается вновь.
Для генерации электрической дуги обычно применяются электроды на основе вольфрама. Электрод размещается в специальной камере внутри сварочной горелки (обычно располагается прямо в центре керамического сопла, через которое также происходит подача инертного газа).

Вольфрамовые электроды
- Вольфрам обладает очень интересными физическими свойствами — он плавится при температуре почти 3500 градусов по Цельсию (а кипит при температуре почти 6000 градусов). Благодаря этому такой электрод сохраняется свою устойчивость, прочность и целостность при генерации электрической дуги, которая обладает более высокой температурой.
- При проведении сварочных работ происходит постепенное оплавление вольфрамового электрода, однако происходит это очень медленно. Исследования в области металлургии показывают, что при соблюдении всех основных правил проведения аргонодуговой сварки расход вольфрама составляет менее 0,01 г на 1 метр сварного шва.
- Помимо исключительно вольфрамовых электродов существуют также усиленные электроды для проведения аргонодуговой сварки. Главным химическим элементом подобных электродов является все тот же вольфрам, однако помимо этого в состав сплава могут входить и некоторые другие элементы — лантан, иттрий, цирконий и многие другие. Эти элементы выполняют различные функции — увеличивают температуру плавления вольфрамового электрода, увеличивают его устойчивость, снижают расход вольфрама.

Плюсы
Аргонодуговая сварка обладает массой преимуществ. При работе с легкими металлами (алюминий, магний, литий, серебро) этот способ является вовсе единственным.
Существует много более сложных технологий сварки (лазерная, лучевая), которые обладают еще большей точностью и надежностью. Однако большинство таких технологий являются достаточно сложными, дорогими. Перечислим преимущества аргонодуговой сварки:
- Очень высокая точность, прочность швов. При проведении сварочных работ не образуются поры, не происходит образование сторонних оксидов.
- Небольшой нагрев соединяемых деталей. Аргоновая сварка подразумевает лишь небольшой локальный нагрев металла — благодаря этому не происходит деформация соседних участков.
- Равномерная глубина шва. Аргон минимизирует локальную деформацию металлических объектов. Поэтому при сварке образуется равномерный шов, который обладает одинаковой глубиной (это также положительно сказывается на прочности сварного соединения).
- Высокая скорость работы. При проведении аргоновой сварки высокотемпературная электрическая дуга образуется очень быстро, а при проведении сварочных работ она не остывает — это позволяет проводить все операции очень быстро, что позволяет сэкономить много времени.
Минусы
Нужно купить специальное оборудование — сварочный инвертор с функцией аргонодуговой сварки и специальную горелку с вольфрамовым электродом. Сварщику придется периодически покупать баллоны с аргоновым газом.
Также нужно учитывать, что простую сварку небольших объектов можно провести дома своими руками. Для этого нужно лишь собрать ручной аппарат и произвести первичную настройку.

Типы сварочных аппаратов
- Ручные сборные установки. В таком случае установка собирается из отдельных элементов. Такие установки подходят для проведения небольших работ. Вы являетесь владельцем автомобильной мастерской. Для быстрой, надежной заделки трещин в алюминиевых дисках вы можете купить ручную аргонодуговую установку. Для небольшой мастерской такого сварочного аппарата будет вполне достаточно.
- Автоматические сварочные аппараты. В таком случае установка представляют собой единый сварочный аппарат больших или средних размеров, который устанавливается в промышленном цеху на производстве. Сами сварочные работы проводятся в специальных изолированных камерах, работой которых управляет оператор (он получает информацию с датчиков и нажимает на кнопки для изменение параметров). Автоматические сварочные аппараты дорогие. Подходят они для крупномасштабных производств — производство военного или морского оборудования, космическая промышленность, ракетостроение и так далее.
Обратите внимание, что сегодня также используются новейшие инновационные методики. Недавно была разработана технология импульсной аргоновой сварки. Она позволяет повысить точность работ и снизить расходы электричества.
Особенность импульсной сварки заключается в том, что электрическая дуга в данном случае осуществляет подачу тепла не единым потоком, а небольшими порциями-импульсами. Помимо этого подача электрического импульса синхронизирована с перемещением дуги. Это позволяет значительно повысить точность, а из-за импульсного формата работы сварочного устройства снижаются расходы на электроэнергию.
Оборудование для ручной сварки
Для проведения ручной домашней сварки нужно собрать аппарат из отдельных элементов. Основное оборудование — горелка для аргонодуговой сварки, сварочный инвертор, баллоны с газом, специальная одежда.
Ниже мы рассмотрим особенности этого оборудования, а потом узнаем о том, как из него собрать полноценный сварочный аппарат для аргонодуговой сварки.

Аргоновый инвертор
Главный элемент установки — это сварочный инвертор с функцией аргонодуговой сварки. Главной функцией этого устройства является преобразование переменного электрического тока из розетки в постоянным электрический ток, который потом поступает на аргоновую горелку (этот ток используется для создания электрической дуги).
- Чем выше будет сила тока, тем качественнее будет проводиться сварка. При слабом токе электрическая дуга будет очень маленькой, поэтому ею нельзя будет проводить сварку толстых металлических объектов.
- Величина силы тока влияет на сохранность электрода — чем больше будет ток, тем активнее будет проходить разрушение электрода.
Аргоновая горелка
Горелка — вторая по значимости деталь после инвертора. С помощью горелки создается электрическая дуга, а также происходит регулирование подачи аргонового газа.
Главный элемент аргоновой горелки — это вольфрамовый съемный электрод, который не плавится под воздействием высоких температур, создаваемых электрической дугой. Горелка подключается к инвертору напрямую с помощью специального аргонового рукава.
При выборе аргоновой горелки обратите внимание на напряжение. Этот показатель должен совпадать с напряжением, которое генерируется аргоновым инвертором. Охлаждение аргоновой горелки обычно осуществляется воздушным методом (с помощью атмосферного воздуха).
Помимо этого существуют специальные горелки, у которых охлаждение осуществляется водяным способом. К горелке подводится специальная охлаждающая жидкость, которая снимает «излишки» тепла за счет испарения. После проведения работ пар вновь переходит в жидкое состояние из-за конденсации.

Дополнительное оборудование
- Аргоновый рукав. Имеет вид провода, который подключается сразу к трем элементам. К баллону с аргоном, к газовой горелке и к инвертору. Имеет вид двухкамерной установки — посередине располагается первая камера с электрическим проводом, который подключается к электроду; вторая камера представляет собой пустое пространство, которое заполняется аргоном.
- Баллон с аргоном. Этот элемент является третьим по важности после инвертора и горелки. Подключается баллон к рукаву с помощью специальной газового провода. В большинстве случаев провод дополнительно оснащается специальным запирающим механизмом, который позволяет контролировать подачу аргона и уровень давления в сварочной установке. При покупке баллона с аргоном будьте внимательны. Не перепутайте аргон с другим газом. Обычно баллон с аргоном окрашен в желтый или белый цвет.
- Защитная одежда. При проведении сварочных работ создается очень яркий свет и большое количество тепла. Поэтому перед проведением работ сварщик должен обязательно надеть защитную одежду.
Сборка сварочного аппарата
- Поставьте на пол или на любую плоскую устойчивую поверхность инвертор. Подключите его к розетке, но не включайте его.
- Подсоедините к рукаву горелку и баллон с аргоном (аргоновый газ не подавайте в систему). Подключите рукав к инвертору.
- Посмотрите напряжение на горелке. Этот параметр указан на самой горелке или в сопровождающих документах. Выставите тот же показатель напряжения на инверторе.
- Наденьте защитную одежду, а потом включите инвертор и подайте газ в систему. Попробуйте создать электрическую дугу, обратите внимание на подачу газа из сопла. Если все хорошо, то можно приступать.
- Сам процесс осуществляется стандартным образом. Поместите два металлических элемента рядом и с помощью аппарата произведите их сварку. При необходимости для создания шва используйте пруток.

Заключение
Аргоновая сварка — это особый подтип электродуговой; главное отличие — при проведении сварочных работ металлические элементы обрабатываются инертным аргоновым газом. Благодаря этому увеличивается точность и надежность. Поскольку за счет применения аргона минимизируется вероятность появления пузырьков и оксидов в месте сварного шва.
Собрать сварную аргоновую установку можно самому. Для этого понадобится аргоновый инвертор, горелка, специальный рукав, баллоны с аргоном, защитная одежда.
Читайте также: