Оборудование для сварки полиэтилена листового
Обновлено: 08.07.2024
Сегодня на рынке сварочного оборудования реализуется широкий ассортимент оборудования. Среди агрегатов для сваривания материалов особое место отведено экструдеру.
Особенности и назначение
На производстве, где происходит упаковка всевозможных товаров, при прокладывании труб из пластика довольно сложно обойтись без приспособления, которое могло бы с высокой надежностью соединять поверхности предметов, что могут плавиться только при низких температурных показателях. Работа с данными материалами сводится к использованию сварочного экструдера. Он необходим для сварки пластика, листового полипропилена, ПНД, листов полиэтилена.
Ручным сварочным экструдером принято считать термомеханический вид устройств, что поочередно выполняет две важных задачи:
- нагревает легко плавящийся пластик до вязкости;
- выдавливает вещество на поверхность стыкового участка.
Таким образом, после застывания легко плавящихся пластических масс получается сварочный шов с высокой прочностью. Наиболее комфортным в использовании считается ручной пистолет. В схеме устройства сварочного экструдера имеются такие компоненты:
- электрический мотор;
- питатель;
- камера экструзионного типа;
- шнековое устройство для дробления;
- камера, где плавится пластик;
- термонагреватель;
- сопло;
- оборудование по управлению прибором.
Принцип функционирования термомеханического устройства довольно прост. После подачи нагретого воздуха из сопла агрегата происходит нагревание пространства, а именно сварочной канавки и стыка между поверхностями изделий.
В ходе работы получается пластическая масса.



Приоритетность использования данных термомеханических устройств связана со следующими моментами:
- возможностью приваривать толстые поверхности;
- высокой скоростью процесса сваривания;
- сведением к минимуму использование человеческого труда – при этой работе нет необходимости отслеживать и контролировать правильность выведения шлака;
- возможностью применения людьми, у которых в сварке нет опыта.


Разновидности
Ручные агрегаты для сваривания могут быть нескольких разновидностей. Каждой модели свойственны определенные характеристики и функциональные возможности.
Шнековые
Во время проведения процедуры происходит расплавка присадочного материала, который расположен в экструзионном отделе, и его последующее выдавливание шнеком наружу. В данном случае присадочным материалом служат пруты либо гранулы, которые определяют в шнековый отдел. В этом же месте осуществляется воздействие высокой температурой на материал. В результате получается однородная масса, что готова к применению.
Безшнековые
Второй разновидностью экструдера является безшнековое оборудование. В плунжерном приспособлении пруты нагреваются электронагревателем около обрабатываемого участка. Задачей тыльной твердой доли присадочных материалов является замена поршня для более вязкой массы, расположенной спереди.
Комбинированные
Экструдеры комбинированного типа сочетают в себе характеристики двух вышеперечисленных видов термомеханического устройства.
Лучшие производители
Зачастую потребители покупают ручные виды сварочных экструдеров известных брендов.
- Munsch. Приспособление изготавливают в Германии. Особенностью данного устройства считается удобство крепежа рабочих узлов. Экструдер данной модели ремонтопригодный и может применяться для работы с присадочным типом материалов разного вида. Благодаря раздельности нагрева применение прибора возможно в морозную погоду на открытом участке. Также потребители отмечают высокое качество сборки, продуманность управления и множество насадок.


- Leister. Швейцарский ручной экструдер со множеством вариантов типоразмеров. За час это устройство прорабатывает около 6 килограммов материала. У эргономичного прибора хорошая функциональность и не наблюдается наличие недостатков.


- Dohle. Экструдер немецкого производства характеризуется компактностью, хорошим качеством работы. Отличительной чертой приспособления считается наличие двигателя от стороннего производителя.


- Stargun. Изготавливают в Италии. Каждая из моделей экструдеров данного производителя имеет мощный электромотор и используется обычно профессионалами. Отличительной характеристикой итальянских экструдеров можно назвать наличие подсветки в сварочной области.


- РСЭ. Это российский производитель ручных экструдеров. Его характеристики и функциональные возможности аналогичны вышеперечисленным моделям.


На стоимость сварочного экструдера оказывает прямое влияние его функциональность, а также производительность. Как показано на практике, агрегаты от российского производителя стоят намного дешевле зарубежных.
Советы по выбору
Такой аппарат, как экструдер, имеет свои функциональные особенности, поэтому к его выбору стоит подойти с максимальной ответственностью. При покупке данного вида оборудования стоит руководствоваться рядом параметров.
- Мощность. Этот показатель считается главным для каждого инструмента. Благодаря заданной мощности определяется работа шнекового винта, измельчается и подается пластик, а также функционирует деталь для нагрева. Мощность экструдера оказывает непосредственное влияние на производительность устройства, то есть таким образом определяется, насколько быстро экструдер сможет создать максимально качественный сварочный шов. Чтобы работа устройства была комфортной и быстрой, стоит выбирать товар с большей мощностью. На рынке сварочного оборудования реализуются экструдеры с мощностью от 1600 до 3600 Ватт.
- Толщина соединяемого изделия. Этот показатель напрямую зависит от мощности устройства, то есть чем мощнее агрегат, тем большую толщину поверхности он способен обработать. Наименьшим показателем считается 1,5 миллиметра.
- Диаметр прута. Более профессиональные агрегаты работают с диаметром прута в 5–6 миллиметров. Наиболее компактные модели прибора работают с 3-миллиметровыми прутками.
- Тип подаваемого материала, который может быть в виде гранул или присадочного прута. Более распространенным и удобным считается второй вариант.
- Производительность. Данный показатель определяет, какое количество пластической массы за единицу времени обрабатывает экструдер. Устройство с высокой производительностью лучше использовать в промышленных масштабах. Приборы, реализуемые в настоящее время, имеют производительность от 0,5 до 3 килограммов за час.
- Органы управления. У простого экструдера присутствует несколько механических переключателей в виде рукояток с делениями. Они помогают регулировать температуру и скорость подачи пластмассы.
Использование
Важным этапом в экструзионной сварке считается подготовительный. Даже небольшое загрязнение может повлечь за собой изготовление низкого качества швов. Под влиянием воздушных масс многие термопласты окисляются. По этой причине чистка кромок должна проводиться перед процессом сваривания. Если поверхность очистить более чем за 20 минут до проведения процедуры, она может загрязниться, в результате чего потребуется повторная уборка.
Если экструдером пользовались ранее, то в первую очередь стоит ликвидировать старый присадочный материал. Даже если последний имеет аналогичный состав с тем, что будет использоваться, его применять не стоит, так как это может стать причиной снижения прочности материала. Непосредственно перед сваркой снимают блокировку на холодном пуске, агрегат со сварочным башмаком нагревают до нужной температуры.
В самом процессе работы стоит придерживаться заданного угла наклона. При необходимости на время прервать работу стоит поставить экструдер на предназначенную для него подставку.
При необходимости в длительном перерыве специалисты рекомендуют сделать температурный режим меньше на 40 или 50 градусов. Благодаря такому понижению температуры восстановление рабочего процесса будет быстрым.
Перед каждым началом работы стоит делать проверку:
- прямолинейной подачи прута во втулке аппарата;
- эффективности температурного режима нагревания прута до того момента, пока его состояние не станет вязким;
- надежности прижатия сопла к поверхности соединения, в частности к тем, что имеют сложную конфигурацию;
- возможности плавки соединения от тепла, что передается термонагревателем.
Сварка при помощи ручного экструдера – это один из самых простых вариантов ее выполнения. Для того чтобы пользоваться данным приспособление, не нужно иметь профессиональных навыков. Главное, о чем должен помнить мастер при работе, – это соблюдение мер предосторожности, а также инструкции по использованию экструдера.
О том, как работать сварочным экструдером, смотрите в следующем видео.
Сварка пластиков
Компания Полимерсервис осуществляет продажу сварочного оборудования известных Европейских производителей Leister (Швейцария), Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия).
В нашей компании Вы можете не только купить сварочное оборудование по выгодной цене, но и произвести гарантийный ремонт сварочного оборудования.

Сварочное оборудование для сварки пластиков
Самое популярное сварочное оборудование это ручные сварочные экструдеры и сварочные фены. Они простые в использовании, сравнительно недорого стоят и за счет небольшого веса очень удобны в использовании. При наличии такого оборудования Вы можете изготавливать изделия из листового полипропилена не только в цеху, но и на объекте.
Принцип работы оборудования заключается в подаче горячего воздуха, который нагревает свариваемые поверхности и присадку (сварочный пруток или гранулы) до расплавленного состояния, благодаря чему достигается прочное соединение свариваемых деталей.
Более подробно об особенностях использования сварочного оборудования можно узнать, ознакомившись с технологией сварки полипропилена.
Что выбрать фен или экструдер?
Если при изготовлении изделий Вы используете листовые пластики толщиной более 10мм, если Вам требуется качественное и прочное соединение и Вы располагаете бюджетом от 100 000 руб, то выбирайте сварочный экструдер. За эти деньги, аппарат будет оснащен нагревателем воздуха со встроенным контроллером температуры, у него будет хорошая мощность и производительность, а сварочный шов будет выполняться за один проход. К тому же Вы сможете регулировать обороты шнека в диапазоне от 20 до 100 процентов.
Сварочный фен дешевле сварочного экструдера в 4-5 раз, меньше по габаритам в 1,5 раза и имеет вес не более 1,3кг вместе со шнуром, в то время как даже самый небольшой экструдер весит от 4 кг.
Сварочный фен это универсальный маленький помощник, без которого не обходится ни одно производство. Расходные материалы для фена сравнительно недороги, так что его эксплуатацию может позволить себе даже начинающий сварщик. Фен отлично подходит для ремонта автомобильных бамперов и сварки емкостей с толщиной стенки до 6мм, а также в случае использования в труднодоступных местах при ремонте пластиковых изделий.
Для выполнения различных сварочных швов Вам потребуются насадки для сварки, которые Вы также можете приобрести в нашей компании.
Виды насадок для сварки пластиков
Насадки для сварки отличаются по типу шва, который будет производиться при изготовлении изделия. Шов может быть стыковой, угловой (наружный и внутренний). В зависимости от типа шва сварщик выбирает оптимальное сечение сварочного прутка, которое он будет использовать. Пруток может быть круглый, овальный, треугольный, плоский. Соответственно и насадки для сварки будут для круглого прутка, для треугольного прутка или плоскощелевая. Эти насадки можно считать насадками быстрой сварки, помимо них есть еще насадки переходники, которые используют для перехода к насадками быстрой сварки.
Насадки для сварки листового полипропилена экструдерами, также отличаются по типу швов и прутков, которые будут использоваться в работе.
Позвоните нам и наши менеджеры с
огромным удовольствием ответят на все
вопросы и посоветуют лучшие решения.
Как спаять полиэтилен?
Один из наиболее известных способов соединения полиэтилена – его сварка. Данный способ является самым эффективным и востребованным. Сварку возможно производить благодаря способности полиэтилена под воздействием температуры изменять свое состояние от твердого до жидкого (термопластичность) и прочности материала. Сварка листового полиэтилена (иногда его называют целлофан, это неправильно) совершается под углом 90° либо встык.


Способы
Соединение отдельных элементов полиэтилена производится посредством их нагрева до температуры плавления с параллельным сдавливанием. Слои спаиваются, образуя сварной шов. После охлаждения выходит крепкое неразъемное соединение.
Важно знать! Температура плавления полиэтилена находится в зависимости от его толщины (от 30 до 200 микрон).
При сваривании пленки в домашних условиях требуется придерживаться технологического режима. Получить надежный шов довольно легко. При проведении сварочных работ надо соблюдать такие требования:
- соединять следует только одинаковые по техническим параметрам материалы, их химсостав не должен различаться;
- поверхность требуется очистить от загрязнений и примесей;
- грамотно подбирать режим температуры: недостаточно высокая сварит материал с низкой прочностью; слишком высокая – деформирует стык.


Повторная сварка не делается по прежним краям. Для дальнейшей работы их подрезают. До начала процесса требуется организовать рабочее место и материал.
Чтобы швы спайки были по возможности ровными и малозаметными, необходимо серьезно подойти к вопросу и подобрать такой метод пайки, который станет для вас в большей степени комфортным и доступным.
Есть наиболее популярные способы сварки полиэтилена.
Диффузионная сварка
Это один из особенно эффективных методов соединения листового полипропилена. Такой способ осуществляется на специально оснащенном сварочном оборудовании. Сваривание полипропиленовых листов производится путем укладки 2 фрагментов на агрегат и их фиксирования. Концы листов будут придавливаться к электронагревателю. Для получения хорошего результата листы требуется прогревать долгое время. После достижения оптимальной температуры листы придавливаются фиксатором.
Шов, который образуется посредством оснащения для сварки, будет очень крепким и надежным.



Важное условие при таком способе – чистота и низкая влажность воздушных масс в помещении.
Этот способ подходит для листов любой ширины и позволяет соединять листовой полипропилен в рулоны. При больших объемах диффузионная сварка будет крайне необходимой.
Сварка посредством экструдера
Экструзионный метод пайки листового полиэтилена базируется на подаче на свариваемый участок расплавленного полимерного присадочного материала (пруток полипропиленовый круглый 4 мм для сварки) под давлением. Такой способ подразумевает наличие специального инструментария: экструдера. Этот аппарат оборудован различными насадками, которые дают возможность спаивать очень сложные и массивные конструкции. Положительным моментом является то, что аппарат имеет небольшие габариты. Экструдер оборудован автоподачей нагретого воздуха, что дает возможность размягчать листы и предотвращать какие-либо дефекты при сваривании. Такой способ подразумевает оперативность в работе, поскольку по причине высокой температуры (приблизительно 270°С) вероятна деформация внутренних слоев материала.


При такой технологии не нужно специального помещения, и сварка осуществляется непосредственно на рабочем месте в силу компактности аппарата.
Шов, выполненный посредством экструдера, считается 2 по прочности после сварочного агрегата. Минусом подобного способа считается потребность объединять полипропилен идентичной структуры, класса, иначе стыки будут выходить некрепкими и неровными.


Контактная сварка
Этот способ является одним из самых несложных и экономичных, с его помощью получается качественный стык. Принцип заключается в том, что соединяемые листы полиэтилена укладываются внахлест и разогреваются потоком горячего воздуха либо горячим клином до температуры плавления. Горячий воздух должен быть разогрет до установленных показателей, при которых полиэтилен начинает расплавляться. Потом листы пленки состыковываются между собой специальными прижимными роликами.
Аналогичный принцип работы и у горячего клина – нагревательного элемента. Вследствие контактной сварки пленки образуется сварочный шов, набирающий 80–90% прочности основного материала. Следовательно, используя такую методику, вы получите крепкий одинарный либо двойной шов.
Применяют также устройство, аналогичное строительному фену. Оно разогревает пленку горячим воздухом и расплавляет ее.
Приспособление обладает небольшим весом и высокой мощностью. Его нетрудно переносить, что дает возможность работать с ним в различных условиях.


Сварка пленки паяльником
В домашних условиях для пайки небольших фрагментов полиэтилена можно выполнить сварку пленки паяльником. Обычное бытовое нагревательное устройство на 40–60 Вт после модернизации жала можно использовать для пайки полиэтилена. Жало обычно заменяют алюминиевым либо медным прутом. Зона соприкосновения необходима маленькая: до 2 мм. Удобно, когда имеется радиус скругления кромки, так как обеспечивается размеренность перемещения инструмента.
Хорошо заточенное жало делает проще процедуру сварки: параллельно совершается спайка материала и обрезание кромок. Готовое жало закрепляется в паяльнике посредством винта. Иногда для надежности конец жала не оставляют круглым, его плющат, а потом монтируют в пропил. Самодельное устройство для сварки применяется при расфасовывании маленьких партий метизов, создании нестандартной упаковки. С его помощью очень просто изготовить оболочку для пульта, чехол для девайса.
Паять фрагменты пленки обычным жалом некомфортно, так как очень большая зона контакта, формируется неаккуратный стык с наплывами.
Случается прилипание нагретого полиэтилена, множество прожогов, не гарантируется надежность соединения.
Простой вариант жала – алюминиевая либо медная пластинка 2–3 мм толщиной. Один ее конец фиксируют в паяльнике, а другой закругляют и затачивают. К пленке его придавливают под углом 35–45°. Взамен паяльника возможно применение прибора для выжигания. Он создан по тому же принципу.
Оборудование
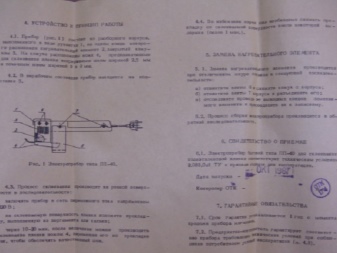
Отечественная промышленность выпускает специализированные аппараты для сваривания полиэтилена. Самый доступный из них – электрический прибор ПП-40. Он очень похож на паяльник, только его жало выглядит немного другим образом: оно отдаленно напоминает конек для бега. Посредством данного устройства можно осуществить высококачественную сварку по любому прямому либо сложному очертанию.
Имеются агрегаты для пайки швов длиной от 500 до 1000 мм. Это оснащение нашло применение для сваривания наполненных продуктами пакетов и штучных товаров. Имеется промышленное оснащение, способное спаять швы длиной от 1100 до 2500 мм. Все сварочные агрегаты характеризуются несложностью конструкции, надежностью в эксплуатации, производят крепкие швы.
А также для сваривания пленки в домашних условиях может использоваться специализированная насадка, которая фиксируется на электроутюге.
Этот элемент изготовлен из листового алюминия. Основание насадки – прямое, внизу располагаются ребра, которые являются базовым элементом. Применяя данный инструмент, вы будете иметь 2 сваренные полоски, которые расположены параллельно друг другу.
Насадка фиксируется на подошве электроутюга специальными лепестками, загибающимися под основу устройства. Ребра насадки фиксируются на границе кромок пленки поверх уложенной бумаги, после чего прибор требуется медленно и мягко передвигать по месту сопряжения. В результате формируется двойной шов.

Этапы работ
Сварка пленки включает в себя следующие этапы:
- подготовка поверхности свариваемых элементов
- нагрев областей пайки;
- сварка элементов;
- охлаждение сварного шва (сваренные элементы находятся под давлением);
- высвобождение сваренных элементов от давления;
- обработка сварного шва.
Контроль качества
Контроль качества сварки охватывает:
- организационный контроль;
- операционный контроль в ходе проведения сварочных мероприятий;
- испытание кратковременной прочности сварных соединений;
- проверку целостности сварных соединений и покрытия.
Сварку должны осуществлять лица, которые прошли курс обучения по программе подготовки сварщиков пластмасс в строительном деле и имеют соответствующие удостоверения.


Как спаять пленку, смотрите далее.
Выбираем аппарат для сварки полиэтиленовых труб

В последние годы полиэтиленовые (ПЭ) трубы активно завоевывают позиции на рынке водопроводных и газовых труб, становясь де-факто стандартом как для создания новых, так и для ремонта и модернизации уже существующих трубопроводов. Самым распространенным способом монтажа ПЭ труб является их сварка с применением специализированной техники. От надежности соединения труб в итоге зависит долговечность газо- или водопровода в целом, поэтому выбор аппарата для сварки полиэтиленовых труб – важная задача, которой следует уделить особое внимание.
Особенности
Выбирая аппарат для сварки труб из ПЭ, нужно четко представлять себе, какие именно работы будут производиться с его помощью. Особенности желаемого оборудования во многом будут зависеть от способа сварки, которым вы планируете пользоваться чаще всего.
Существуют четыре основных метода пайки полиэтиленовых изделий.
- Стыковая сварка – этот метод является наиболее распространенным, а в его основе лежит соединение нагретых торцов труб друг с другом или с фитингами при помощи специального сварочного зеркала. Соединение встык позволяет получать довольно качественное соединение при приемлемой цене оборудования, но метод не подходит для соединения изделий с толщиной стенок меньше 4,5 мм. Применение стыковой сварки требует тщательной очистки соединяемых поверхностей, максимальной точности торцевания изделий и приложения правильного давления на трубы в процессе их соединения.
- Стыковка труб в раструб (или муфтовый способ) – надежный, но менее распространенный и более дорогой метод, основанный на соединении изделий через специальную муфту. Возможны и варианты соединения между собой напрямую двух труб различного диаметра. Данный метод не применяют для прокладки трубопроводов, находящихся вне помещений.



- Электромуфтовая (или терморезисторная) сварка труб – этот способ похож на стыковку в раструб, но применяемая в нем муфта содержит металлический нагревательный элемент, что способствует более равномерному нагреву соединяемых изделий и электромуфты. На каждой электромуфте нанесен специальный штрихкод, в котором зашифрованы необходимые для этой муфты параметры электрического тока, поэтому аппараты такого типа нередко оснащают сканером штрихкодов. Терморезисторный способ еще надежней (и дороже), чем муфтовый, поэтому применяется в основном в случаях, когда нужно обеспечить очень устойчивое соединение (например, при проведении трубопроводов в районах частых землетрясений). Этот метод используют для соединения труб диаметром от 20 мм с любой толщиной стенки, а требования к точности выдержки технологических параметров в нем значительно ниже, чем при пайке встык.
- Экструзионная сварка – метод, подобный электросварке, при применении которого через специальный экструдер в область сварки подается нагретый полиэтилен, формирующий соединение между трубами. Прочность полученного соединения обычно не превышает 80% прочности полиэтилена, поэтому экструзионный метод обычно применяют в основном для соединения труб с другими пластиковыми изделиями и монтажа труб диаметром от 630 мм в местах, которые скорее всего не будут подвергаться высоким нагрузкам.


Все устройства для сварки полиэтилена состоят из четырех основных модулей – генератора (обычно работающего по принципу инвертора с трансформатором или импульсным источником питания), модуля контроля мощности, модуля регулировки температуры и технологического узла, в котором и осуществляется сам процесс соединения. Каждый из четырех рассмотренных выше методов сварки производится с помощью соответствующего инструмента.
Существующие для каждого из 4 способов машины можно разделить еще на 3 категории по степени автоматизации.
- Ручные аппараты – обычно они самые дешевые (простейший паяльник для ручной стыковой сварки стоит от трех тысяч рублей), но и вероятность ошибки при пайке у них выше, так как они очень зависимы от человеческого фактора. Такие аппараты применяются только для соединения ПЭ труб малого диаметра, чаще всего в бытовых условиях. Обычно ручными бывают устройства для стыковой и муфтовой сварки, хотя существуют и ручные экструдеры. Терморезисторная сварка с помощью ручного аппарата практически неосуществима из-за необходимости установления определенного режима тока для каждой электромуфты.



- Аппараты полуавтоматической сварки – такие устройства надежнее и дороже ручных, а роль оператора в них сводится к вводу всех требуемых характеристик сварки (среди которых толщина стенок и диаметр трубы, температура процесса сварки, время нагрева, приложения давления и охлаждения) в панель управления и контролю процесса. Полуавтоматические агрегаты изготавливаются для всех четырех видов пайки, особенно распространены полуавтоматические устройства для электромуфтовой сварки.



- Автоматические станки – в таких устройствах оператор только вводит в компьютер основные параметры свариваемых труб (материал и размеры), а все необходимые характеристики компьютер рассчитывает сам с помощью специализированного ПО и передает автомату, который и осуществляет все последующие технологические операции самостоятельно. Человеку остается только правильно ввести данные и следить за тем, чтобы у автомата было достаточно расходных материалов. Цены на такие установки находятся в диапазоне от нескольких сотен тысяч до миллиона рублей, а применяются они для сварки труб любых диаметров и позволяют обеспечить наилучшее качество полученного соединения.
Полуавтоматические аппараты разделяются по типу используемого привода на механические и гидравлические. В устройствах с механическим приводом усилие, необходимое для центровки и удержания труб в процессе сварки, создается с помощью оператора, поэтому применяют их только при работе с трубами диаметром менее 160 мм. Гидравлический привод не требует приложения силы от оператора и применяется для сварки изделий любого диаметра, в том числе и больше 160 мм.
Автоматические станки сварки ПЭ труб оснащаются исключительно гидравлическим приводом.


Еще одной важной характеристикой сварочного аппарата является диаметр труб, которые он может соединять, ведь стандартные типоразмеры ПЭ труб находятся в диапазоне от 16 до 1600 мм. Например, для проведения водопровода в квартирах обычно применяют трубы диаметром от 20 до 32 мм, а вот для монтажа магистральных трубопроводов уже может понадобиться аппарат, способный паять трубы диаметром 90/315 мм и более.
Наибольшей популярностью в настоящее время пользуются аппараты фирм Georg Fischer (Швейцария), Rothenberger (Германия), Advance Welding (Великобритания), Eurostandard, Technodue и Ritmo (Италия), Dytron (Чехия), KamiTech и Nowatech (Польша). Существуют и российские производители устройств для сварки полиэтилена, например, завод «Волжанин», выпускающий оборудование для пайки встык изделий диаметром от 40 до 1600 мм и электромуфтовые аппараты, способные соединять трубы диаметром до 1200 мм.



Как выбрать?
Выбирая сварочное оборудование, в первую очередь нужно четко представлять планируемые объемы и условия работ.
- Огромный и дорогостоящий промышленный станок будет бесполезен простому водопроводчику, а дешевый ручной аппарат ничем не поможет фирме, осуществляющей прокладку промышленного высоконапорного газопровода.
- Если прокладка трубопроводов никак не связана с вашей работой, и вы просто хотите ремонтировать домашний водопровод сами – вам будет вполне достаточно простейшего ручного паяльника для пайки встык, например, Elitech СПТ-800.
- Приобретая аппарат для стыковой сварки, не забудьте, что этот метод требует строго вертикальной обрезки концов соединяемых изделий, поэтому разумно будет вместе со сварочной установкой купить специальный электроторцеватель, способный обрезать трубы строго под прямым углом к их оси.
- Если вы не уверены в своих навыках пайки, но не стеснены в финансах – полуавтомат для электромуфтовой сварки, например, Nowatech ZERN-800 PLUS, позволит вам не беспокоиться о возможном прорыве водо- или газопровода после выполненного вами ремонта.


Если же вы профессионал, то в первую очередь внимательно изучите характеристики используемых вами для работ труб и возможные условия их эксплуатации. Не забывайте границы применимости каждого из методов (так, осуществлять пайку встык не стоит при температуре окружающей среды ниже 15 и выше 45 градусов Цельсия) и внимательно изучайте инструкцию к любому аппарату, прежде чем приобретать его.
В случаях, когда вопрос в итоге сводится к выбору между полуавтоматом и автоматом, помните, что для правильного использования полуавтомата нужно обладать опытом расчета всех необходимых характеристик сварки по специальным таблицам и графикам. При покупке полуавтомата нужно обратить внимание на возможность протоколирования, которая позволяет сохранить настройки для сварки в одинаковых условиях (например, с использованием одинаковых фитингов), что очень экономит время при частом выполнении однотипных работ.
Некоторые полуавтоматы не содержат встроенной функции протоколирования, но могут позволять подключать для этого внешнее устройство.
Если вам предстоит работать с высоконапорным магистральным газо- или нефтепроводом, лучшим выбором будет автоматический электромуфтовый станок, например, Georg Fischer серии MSA.
Важно помнить, что эффективность применения терморезистивной сварки нередко в большей мере зависит от качества использованных муфт, чем от параметров используемого аппарата, поэтому никогда не экономьте на расходных материалах.


При финансовом планировании не забывайте, что, кроме стоимости оборудования, необходимо учитывать и стоимость расходных материалов, ведь применение электромуфтового метода для монтажа трубопровода с большим количеством соединений может значительно повысить стоимость работ по сравнению со стыковой или раструбной пайкой.
Если вы не планируете регулярное использование аппарата, можно воспользоваться услугой аренды, которую предлагают многие торгующие оборудованием для пайки полиэтилена компании.
Технологию пайки пластиковых труб вы можете узнать, посмотрев видео немного ниже.
Сварка полиэтилена: оборудование для сварки листового полиэтилена.
Читайте также: