Оборудование контактная шовная сварка
Обновлено: 28.04.2024
Метод заключается в соединении деталей швом из отдельно расположенных литых зон – сварных точек, которые могут перекрывать или не перекрывать друг друга. Сварка с перекрытием формирует герметичный шов. При способе без перекрытия шов имеет вид ряда точек.
Особенности шовной контактной сварки
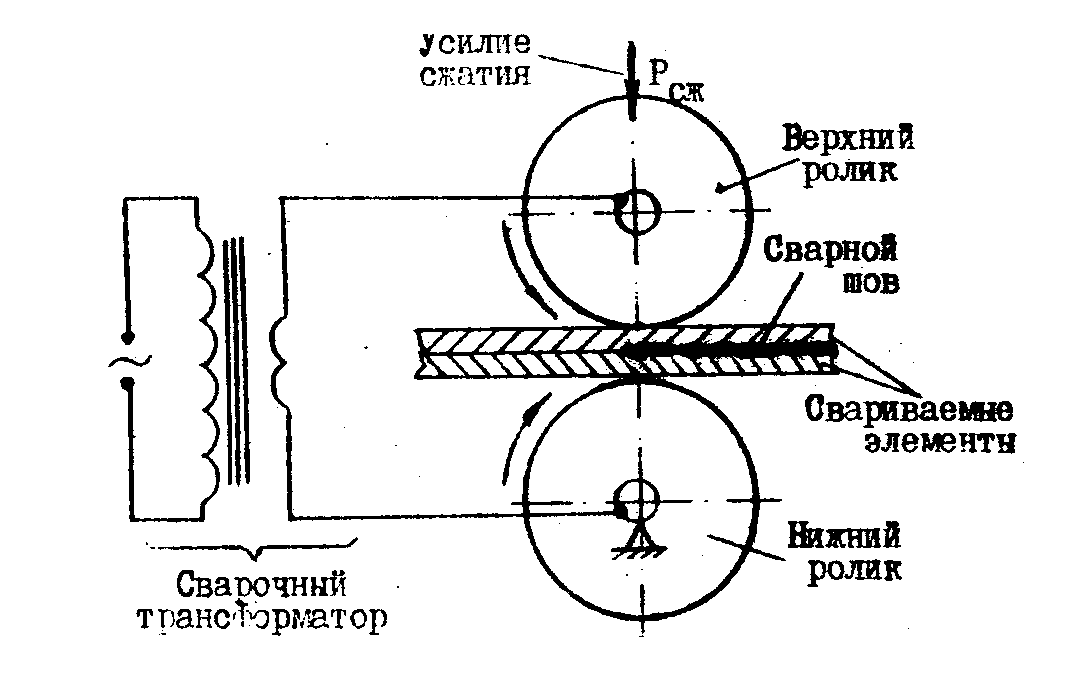
Особенность метода состоит в способе закрепления заготовок – между вращающимися роликами или оправкой и роликом. Элементы находятся под действием усилия прижима, к ним подведен электрический ток, который нагревает металл в месте соединения и расплавляет его. Если отсутствует возможность подведения роликов с обеих сторон к изделию, которое сваривается, используют односторонний способ шовной сварки.
Режимы шовной (роликовой) сварки имеют параметры, аналогичные точечной. К дополнительным параметрам, касающимся только шовного метода, относятся:
- более тщательная подготовка поверхностей соединяемых элементов;
- скорость процесса;
- пауза между импульсами тока.
Этот вид сварки позволяет получать соединения не только нахлесточного типа, но и стыкового.
Виды, характеристика, принцип действия
В соответствии со способами передвижения деталей и подачи импульсов существует 3 вида (схем цикла) контактной шовной сварки:
Шаговая
Способ заключается в прерывистом включении сварочного тока и шагового (прерывистого) вращения роликов. Детали перемещаются на шаг. Включение питания происходит только при остановке роликов. Это способствует снижению температуры в месте контакта детали и ролика и повышению качества сварки.
Непрерывная
Суть метода состоит в непрерывном вращении роликов с постоянным импульсом электрической энергии. Сварочный ток включен непрерывно, без пауз. Ролики с деталями находятся в постоянном движении.
Положительное качество непрерывного цикла – увеличение скорости сварки. Негативные моменты – перегрев поверхностей деталей, необходимость точного подбора давления и тока.
Прерывистая (импульсная)
Наиболее распространенный вид, включающий:
- непрерывное вращение роликов;
- импульсное (прерывистое) включение тока.
Длительность импульсов чередуется с паузами. Во время каждой подачи энергии происходит формирование сварных точек, которые в совокупности образуют сварной сплошной шов. Перекрытие литых участков с целью получения герметичного шва происходит при соблюдении определенных соотношений частоты импульсов тока и скорости вращения роликов.
Принцип работы
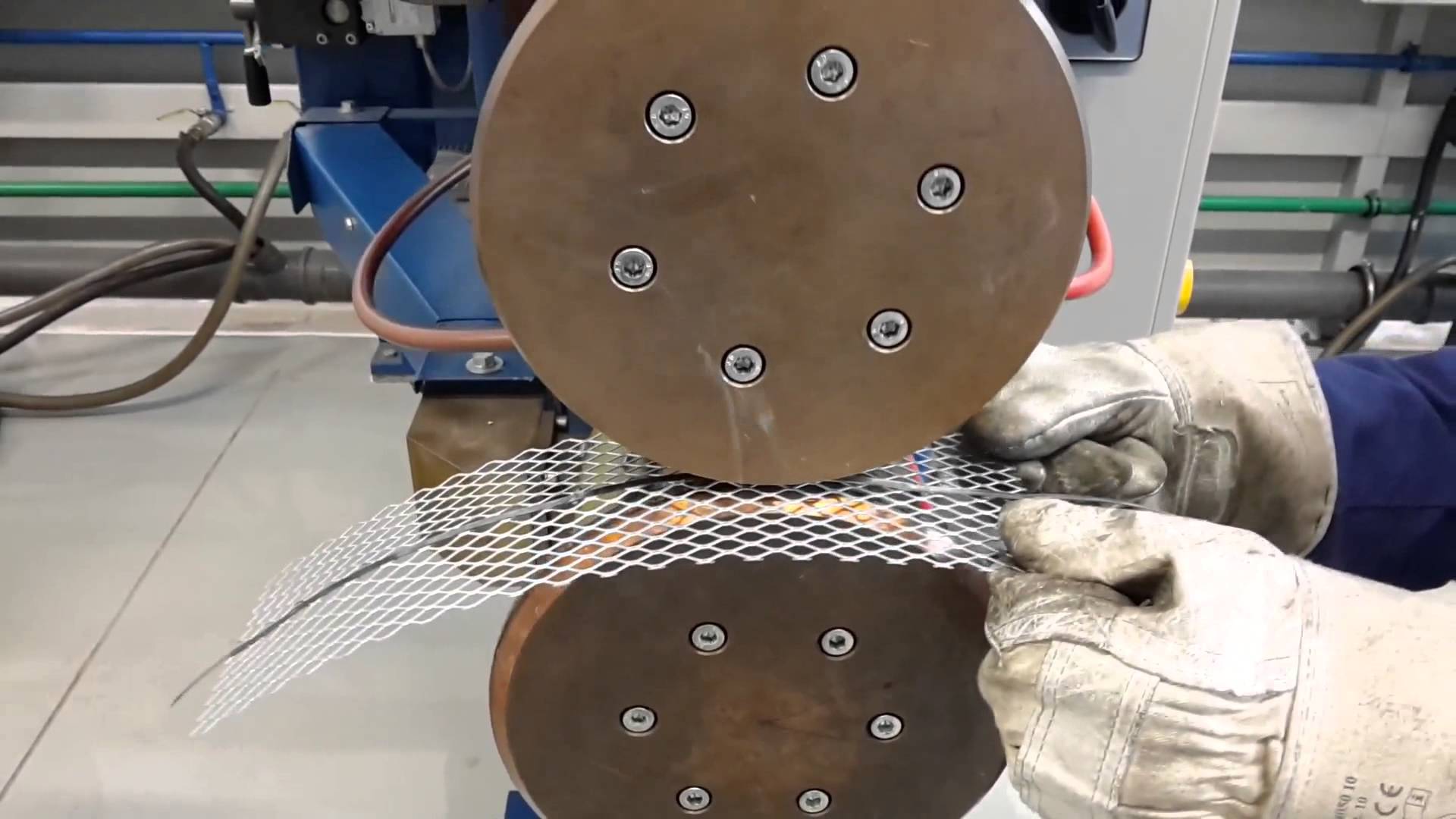
Металлические заготовки накладывают одну на другую и с большим усилием сжимают роликовыми электродами. На ролики подается ток, он нагревает металл и доводит до состояния плавления. Расплавленный участок кристаллизуется, образуется сварной шов.
Ролики переходят на рядом расположенную зону заготовки, подается следующий импульс тока, рабочий цикл повторяется.

Схема шовной контактной сварки
Оборудование
Работа проводится на шовных машинах, которые различают по таким признакам:
- род сварочного тока (переменный, постоянный);
- характер машины (стационарная, подвесная);
- типы роликов (универсальные, для поперечной сварки, для продольной сварки);
- способ вращения роликов (осевой, радиальный);
- метод подвода электрической энергии к элементам (односторонний или двухсторонний);
- назначение (общее, специальное);
- вид сварки (непрерывная или прерывистая);
- степень автоматизации сварочного процесса (полуавтоматическая, автоматическая).
Контактные машины для шовной сварки имеют обозначения:
Для устройств характерны:
Конструкция шовной машины
Главный элемент конструкции – станина. На ней крепятся узлы:
- источник питания;
- кронштейны роликов (подвижного и неподвижного);
- прижимное устройство;
- механизм подачи свариваемой детали.
Применение
Метод применяется для получения прочных герметических сварных соединений топливных баков и сосудов из конструкционных, легированных, коррозионно-стойких, жаропрочных сталей.
Выполняют соединения из цветных металлов. Способ также используется при сварке стальных листов с оцинкованным покрытием, луженых, освинцованных.
Что такое шовная (роликовая) контактная сварка
Делать герметичные емкости, сваривать металл без наплавочных материалов помогает шовная роликовая сварка. Аккуратное точечное соединение выдерживает большую нагрузку. С помощью специального оборудования получают герметичный шов, не пропускающий жидкости и газы. У роликовой технологии, как и у всех других видов сварки, есть свои достоинства и недостатки. О них стоит сказать подробно. Но сначала несколько слов о сути самого метода шовного соединения металлических листов.
Что такое шовная сварка
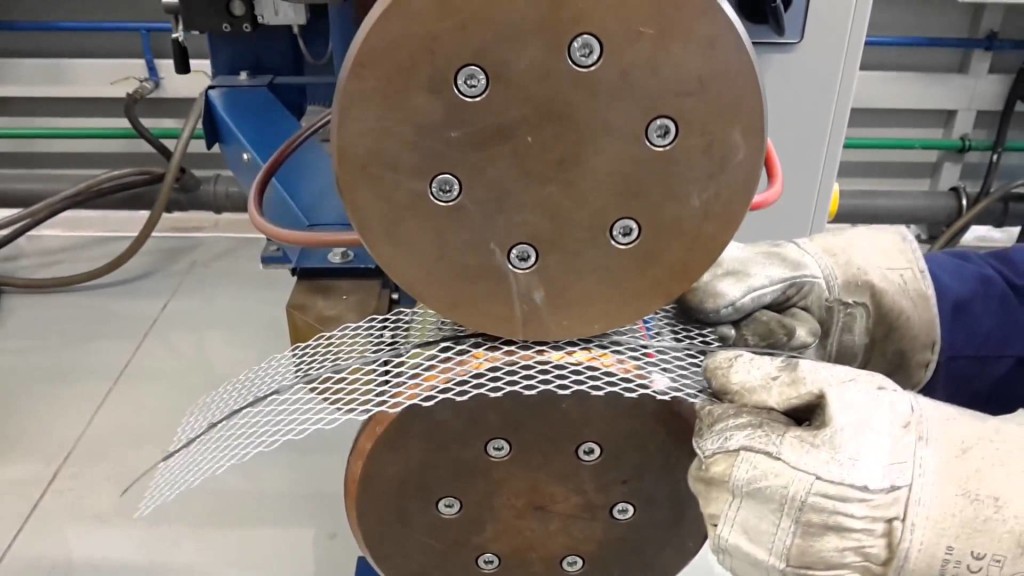
Шовную контактную сварку применяют для соединения листовых заготовок. Металл укладывают внахлест, при прохождении тока листы свариваются, образуя диффузное пятно в виде точки. Принцип роликовой сварки такой же, как и у контактной. Только вместо конусных токопроводящих электродов устанавливают диски из бронзовых сплавов. Они прижимают листы другу к другу во время движения. Электрический ток подается на электроды с различной регулярностью: постоянно, прерывно или импульсно с определенной частотой. Сущность метода роликовой контактной сварки листового металла заключается в одновременном разогреве и сжимании деталей в области шва роликовыми электродами. Металл расплавляется под действием разряда, сжимается с таким усилием, что образуется однородный диффузный слой высокой прочности.
Шов по сути представляет собой плотный ряд точек.
Область применения
Шовная технология разработана более века назад. Производители постоянно совершенствуют аппараты, расширяют сферу их применения. С применением технологии шовного соединения металлов производят герметичные камеры различной геометрии, тонкостенные трубы, емкости бытового и промышленного назначения, кожухи и многое другое.
Контактная роликовая сварка незаменима при работе с алюминием, легированными сплавами, используемыми в химической промышленности. Производительность сварочного оборудования очень высокая, структура швов – равномерная. Скорость подачи листов и вращения бронзовых дисков регулируется. Изменяя временные интервалы между импульсами, получают сплошные или прерывистые соединения. Размер шва соответствует ширине бронзового диска.
Преимущества и недостатки
Роликовая контактная сварка часто применяется в конвейерном производстве. Она широко применяется из-за ряда преимуществ перед другими способами соединения металлов внахлест:
- хорошая производительность, сварочный аппарат за час выдает несколько десятков метров швов;
- гарантированное высокое качество соединений;
- сваривание проходит без наплавочных материалов: плавящихся электродов, присадочной проволоки;
- металл прошивается дугой насквозь между электродами, расплав в этот момент не окисляется, зону контакта не нужно защищать флюсом или облаком нейтрального газа;
- высокая культура труда, не нужна стандартная экипировка сварщика.
Минусами считают низкую технологичность:
- нельзя сваривать листы из различных сплавов;
- есть ограничения по толщине заготовки до 3 мм;
- дорогое оборудование приобретают только для больших объемов сварных работ.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Такая шовная сварка образует герметичный шов, но применяется редко для тонкостенных заготовок до 1 мм толщиной. Из-за непрерывно подаваемого тока дисковые электроды перегреваются, их приходится часто менять. Металл прокатывается с усилием в непрерывном режиме. Заготовки от теплового воздействия коробятся, процент брака увеличивается.
Прерывистая
Самый распространенный способ, свариваемые детали прокатываются с установленной скоростью. Подача тока регулируется так, чтобы пятна укладывались в непрерывный шов за счет перекрытия диффузных зон. Ролики прижимают металл с постоянным усилием, во время соединения листов пятно вытягивается до овала за счет взаимного движения заготовок и электродов, образуется герметичное соединение. В местах пропусков образуется литая зона, точки перекрываются на 22–35%.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.

Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Что такое контактная сварка
Контактная (или электроконтактная) сварка – один из распространенных типов сварки, чаще всего применяемый для скрепления тонких металлических листов или небольших однотипных деталей. При этом способе происходит кратковременный нагрев соединяемых поверхностей током высокого напряжения, и одновременное придавливание их друг к другу в зоне контакта, в результате чего образуется сварной шов. Благодаря своей простоте, высокой производительности и малым затратам на расходные материалы такой метод часто используется на производстве.
Принцип работы аппаратов контактной сварки
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
- сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
- привод сжатия;
- привод вращения (для роликовых электродов);
- привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
- сварочного силового трансформатора;
- регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
- вторичного контура, через который ток подводится к деталям;
- прерывателя первичной цепи для включения и выключения тока;
- регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
- Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
- Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
- быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
- экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
- простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
- безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
- возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
- дорогостоящее оборудование;
- необходимость применения тока большой силы (свыше 1000 А);
- сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Виды контактной сварки
Существует несколько видов контактной сварки – точечная, рельефная, шовная и стыковая, каждый из которых имеет свою область применения.
Точечная сварка
Точечная контактная сварка – наиболее популярный метод, который применяется как на производстве, так и в домашних условиях, для соединения небольших деталей или металлических листов толщиной менее 4-5 мм. При этом методе скрепляемые поверхности располагают немного внахлест, зажав их между двумя конусообразными медными электродами. Металл размягчается лишь непосредственно в месте соприкосновения с электродами, образуя сварную точку, диаметр которой составляет несколько миллиметров.

Точечная сварка бывает одно- и двусторонней, причем прочность соединения у одностороннего способа ниже, однако он дает возможность создавать сразу несколько сварных точек. По такому принципу работают многоточечные аппараты.
Есть два режима для обработки металла таким способом: мягкий и жесткий. Мягкий режим удобен для соединения изделий из закаленной стали. При нем через обрабатываемые детали пропускается электрический импульс относительно малой силы тока и большой продолжительности (от 0,5 секунды до нескольких секунд). Нагрев при этом более плавный, а мощность – ниже. Такой аппарат удобно использовать на дому.
При обработке в жестком режиме сила тока, как и сила сжатия сварочных клещей – больше, чем в предыдущем случае, длительность импульса составляет десятые или сотые доли секунд (в зависимости от толщины соединяемых поверхностей). Подобный режим чаще применяется на производстве, ввиду высокой производительности (затраты времени на обработку одной сварочной точки очень малы). С его помощью соединяют заготовки из сплавов с цветными металлами (медью, алюминием), из высоколегированной стали, а также металлические листы разной толщины.
Рельефная сварка
Рельефной контактной сваркой называют разновидность точечного метода, при которой на соединяемых деталях предварительно штампуют выступы, или рельефы. Форма рельефов может быть различной, и от нее зависит как размер, так и прочность сварочной точки.
Способ заключается в том, что детали зажимают между двумя плоскими электродами, на которые затем подают ток. Металл нагревается только в местах соприкосновения заготовок, а именно – на выступах. Так как рельефы можно подготовить заранее, это обеспечит высокую производительность: за короткое время будет обработано большое количество сварных точек.
Другое достоинство метода – долгий срок службы электродов, которые медленно изнашиваются благодаря своей форме, имеющей большую контактную поверхность. Основной недостаток – то, что для рельефной контактной сварки требуются аппараты большой мощности.
Шовная сварка
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска. В результате образуется шов, состоящий из множества отдельных сварных точек. Такой шов может быть как непрерывным, так и прерывистым. Все зависит от того, как именно подается ток на электроды – постоянно или короткими импульсами.
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска
При непрерывной шовной сварке ролики быстро изнашиваются, так как подача тока на них идет без перерыва. Заготовки могут перегреваться в месте соединения. Если поверхности плохо зачищены, имеют неодинаковую толщину или изготовлены из разных сплавов, шов получится непрочным. Такой метод сварки используется только для изделий из малоуглеродистой стали, толщиной до миллиметра.
Отличие прерывистой шовной сварки от предыдущего способа в том, что на ролики подаются электрические импульсы, создающие отдельные сварные точки. Как и при непрерывной сварке, заготовки прокатываются плавно, давление в области шва – постоянно, что обеспечивает меньший износ электродов.
Для сплавов с алюминием применяют третий способ – пошаговую шовную сварку, которая сочетает импульсную подачу тока с прерывистым перемещением заготовок. Ток на электроды подается только тогда, когда они останавливаются.
Среди всех способов соединения заготовок именно роликовая сварка дает наиболее герметичный шов. Ввиду этого ее применяют для изготовления различных труб, резервуаров или баков.
Стыковая сварка
В отличие от точечной, стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами. Существуют две разновидности этого способа – сварка сопротивлением и сварка оплавлением.

Стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами
При сварке сопротивлением детали сначала плотно прижимают друг к другу, а затем через место их контакта пропускают ток. Когда область шва нагревается до размягчения, ток выключают и продолжают сжимать заготовки, осуществляя таким образом их осадку. Обработка прекращается тогда, когда шов затвердеет. Свариваемые поверхности должны быть идеально подогнаны и зачищены, не иметь неровностей, зазоров – это сделает шов непрочным, и трудно будет обеспечить его высокое качество. Сварку сопротивлением применяют для изделий из медных и алюминиевых сплавов, а также из низкоуглеродистой стали.
При сварке оплавлением область стыковки деталей разогревают электрическим током, после чего медленно сближают заготовки до полного их соединения и производят осадку. Такой метод хорош, если необходима сварка металлических листов из разных сплавов. Его плюс – быстрота и высокая производительность, минус – потери металла, который может частично разбрызгиваться или сгорать, будучи расплавленным.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
Расходные материалы
Наибольшему износу в сварочных аппаратах подвергаются электроды, которые постоянно испытывают механические и термические нагрузки. Изготавливаются они из чистой меди, либо из медных сплавов с алюминием, цинком, кадмием и другими металлами, повышающими прочность и упругость изделия. Подобные сплавы делятся на несколько типов:
- Для работы при высокой температуре (около 500 градусов по Цельсию) и непрерывной подаче тока – такие электроды изготавливают из бронзы с добавлением никеля, кремния, циркония или хрома;
- Для работы при температуре до 300 градусов, сварки цветных сплавов, низколегированных сталей применяются сплавы МС (легированные серебром) и МК;
- Для работы при малых (до 200 градусов по Цельсию) температурах подходят сплавы бронзы с хромом и кадмием.
Быстрее всего изнашиваются электроды конической и цилиндрической формы, медленнее всего – плоские и широкие, применяемые в машинах для рельефной сварки.
Технология контактной сварки
Технология контактной сварки включает в себя нагрев стыковочной кромки деталей в сочетании с механическим давлением. Для нагрева на электроды подается ток – непрерывно или импульсами.
Меры предосторожности
При работе с контактными сварочными аппаратами опасность представляет как раскаленный металл в области шва, так и движущиеся части, соприкосновение с которыми – прямая дорога к травмам. Опасно и напряжение, подаваемое на первичную обмотку трансформатора – оно составляет 220 или 380 В. Поэтому нельзя работать на машинах, у которых не заземлен корпус, плохо изолированы провода, или неисправна система жидкостного охлаждения. Категорически запрещено переключать ступени первичной обмотки, если аппарат не отключен от сети.
Все сварочные работы необходимо производить в защитных очках, во избежание попадания в глаза капель раскаленного металла. Для защиты от ожогов нужно носить спецодежду, брезентовые рукавицы и головной убор.
При контактной сварке обрабатываемая поверхность выделяет ядовитые пары – особенно, если детали имеют свинцовое или иное антикоррозионное покрытие. Требования техники безопасности предписывают, чтобы рабочее место было оборудовано вытяжкой – это предотвратит попадание паров металла, масел, угарного газа в дыхательные пути.
Подготовка поверхностей
Перед сваркой необходимо подготовить соединяемые поверхности. Подготовка заключается прежде всего в их зачистке от коррозии, грязи, машинного масла и других нежелательных наслоений. Для этого подойдет напильник, или насадка на дрель в виде щетки. Если места сваривания имеют неровности, их нужно выровнять и подогнать друг к другу. Особенно это важно для стыковой контактной сварки, где любой зазор может испортить шов, сделав его непрочным. При подгонке отрезков трубы для их выравнивания применяется фреза.
Дефекты сварки и контроль качества
Дефекты, возникающие в процессе контактной сварки, бывают двух типов:
- Бракованные сварные узлы. Причин тому может быть несколько: чрезмерный нагрев стыковочной области, избыточное механическое давление, сбои в работе самого аппарата. Размеры сварной точки контролируют с помощью специальных шаблонов и измерительных приборов;
- Брак сварного шва. Такое случается, если область стыковки деталей слишком узкая, или наоборот – широкая, если она содержит неровности, заусенцы, зазоры. Подобные дефекты можно определить путем визуального осмотра – невооруженным глазом, через лупу, с помощью проверки щупом или пробником. В случае необходимости шов просвечивают рентгеном.
Профилактика брака – грамотная работа не только во время сварки, но и перед ней, что включает выравнивание и зачистку контактной кромки.
Обозначение контактной сварки на чертеже
Обозначение на чертеже видимого сварного шва, вне зависимости от способа сварки, выполняется сплошной основной линией, невидимого – штриховой линией. Видимая сварная точка отмечается знаком «+», выполненным сплошными основными линиями, невидимая – не отмечается никак. От изображения шва или точки, если они видимы, проводят выносную линию, которая заканчивается односторонней стрелкой.
Шовная (роликовая) контактная сварка
Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.

Шовная контактная сварка
Описание технологии шовной сварки
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.

Схема шовной сварки (принцип работы)
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.

Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.

Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.

Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.

Роликовый стенд для контактной сварки
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.

Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Как получить герметичный шов
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Читайте также: