Обслуживание газовой горелки для сварки
Обновлено: 05.10.2024
Презентация на тему: " Подготовка к работе и обслуживание сварочных горелок Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования." — Транскрипт:
1 Подготовка к работе и обслуживание сварочных горелок Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное училище 46»
2 От знаний конструкции горелки и умения подготовить горелку к работе зависят безопасность и качество выполняемых газопламенных работ Сварочная горелка предназначена для: получения и дозировки газовой смеси регулировки мощности и состава газового пламени обеспечения необходимого направления пламени относительно обрабатываемого изделия
3 Проверка технического состояния горелки Проверку технического состояния горелки вы должны выполнить до подключения горелки в газовую магистраль. Проверьте комплектность горелки. Убедитесь в отсутствии механических повреждений на элементах горелки. Проверьте работу вентилей горелки: вентили должны плавно вращаться при приложении небольших усилий. Убедитесь в отсутствии следов масла и жира на элементах горелки.
4 Подключение горелки к посту питания рабочими газами Открутите накидные гайки и отсоедините ниппеля для подачи кислорода и ацетилена. Наденьте рукав для кислорода (синего цвета) и ацетилена (красного цвета) на соответствующие ниппеля горелки и постов питания. Закрепите рукава на ниппелях хомутами.
5 Проволочные стяжки для крепления, рукавов применять не рекомендуется. Подсоедините накидные гайки к горелке, затяните их при помощи рожкового ключа х19 Будьте внимательны! При выполнении работ следите за тем, чтобы на горелке, газовых рукавах и используемом инструменте не было следов масла и жира.
6 Выбор и установка наконечника горелки Вам необходимо знать, что наконечник горелки является сменным элементом, при помощи которого в широких пределах можно изменять тепловую мощность горелки. Стандартом предусмотрено 12 типоразмеров наконечников, обычно используют наконечники с номерами 0;1;2;3;4;5;6;7. Выбрать НАКОНЕЧНИК в соответствии с технологическими требованиями рабочего задания вы можете с помощью таблицы или в зависимости от толщины пластин металла, которые вы должны соединить сваркой.
7 Тепловая мощность пламени (расход ацетилена) наконеч- ника Расход, дм3/ч Толщина свариваемого металла, мм ацетиленакислорода ,25-0, ,5-1, ,0-2, ,5-4, ,0-7, ,0-11, ,0-18, ,0-30,0
8 Перед установкой наконечника продуйте кислородом ствол горелки кратковременным включением канала кислорода. Наденьте на наконечник накидную гайку, накрутите ее на ствол и зажмите рожковым ключом. Для того чтобы присоединить мундштук к наконечнику горелки, вы должны накрутить мундштук на наконечник и зажать его рожковым ключом. Откроите вентиль кислорода на 35 с и продуйте горелку.
9 Проверка пропуска газа в соединениях горелки Для обеспечения безопасности работ вы должны следить за тем, чтобы не было пропуска газа в соединениях горелки, а вентили горелки при полном закрытии перекрывали каналы газов. Вам необходимо знать возможные места пропуска газа в резьбовом соединении мундштука с наконечником; под накидной гайкой, соединяющей наконечник со стволом; - через сальники газовых вентилей; под накидными гайками крепления ниппелей для подсоединения газовых рукавов. подключить горелку к постам питания рабочими газами.
10 Проверку плотности соединений канала ацетилена выполните в следующей последовательности: при помощи редуктора установите давление ацетилена не ниже рабочего 0,01 0,1 МПа (0,1 1,0 кгс/см 2 ) (при открытом вентиле ацетилена на горелке) закройте вентиль ацетилена на горелке
11 проверьте мыльным раствором надежность работы вентиля ацетилена на горелке (при закрытом вентиле из мундштука не должен выходить газ) проверьте плотность соединении обмазкой мыльным раствором возможных мест пропуска газа. Мыльный раствор
12 Проверку плотности соединений канала кислорода горелки выполните аналогично ацетиленовому каналу при рабочем давлении кислорода 0,050,4 МПа (0,5 4,0 кгс/см 2 ). Для проверки плотности в резьбовых соединениях наконечника с мундштуком и стволом горелки, соответственно, погрузите наконечник в емкость с чистой водой и откройте вентиль кислорода, отверстие мундштука отведите в сторону. Внимание! Пользоваться открытым огнем (спичками, зажигалкой) при проверке пропуска газа запрещается!
13 Установка рабочего давления Для того чтобы установить рабочее давление кислорода (или ацетилена), вам необходимо: открыть вентиль на баллоне или газовой магистрали открыть вентиль кислорода (или ацетилена) па горелке при помощи регулировочного винта на редукторе установить рабочее давление, соответствующее номеру наконечника горелки
14 закрыть вентиль на горелке. При кратковременных перерывах в работе после выключения горелки подачу газов к горелке перекрывайте вентилем на баллоне или магистрали, не изменяя положение регулировочного винта на редукторе.
15 Проверка работы и настройка инжектора горелки Исправная горелка дает устойчивое пламя. Если горение неровное, пламя гаснет или отрывается от мундштука, происходят обратные удары пламени, вы должны проверить работу и произвести настройку инжектора горелки.
16 Для проверки работы инжектора горелки вам необходимо: отсоединить от горелки рукав горючего газа; открыть на горелке вентиль горючего газа. открыть вентиль кислородного баллона;
17 установить регулировочным винтом на редукторе давление кислорода, соответствующее номеру наконечника горелки открыть на горелке вентиль кислорода убедиться в наличии разряжения на входе в канал ацетилена, прикасаясь пальцем к ниппелю подачи ацетилена. При наличии разряжения палец будет присасываться к ниппелю
18 При отсутствии инжекции (разряжения) вам необходимо закрыть кислородный вентиль отсоединить наконечник
19 выкрутить инжектор и прочистить его медной или алюминиевой иглой (стальная игла может повредить поверхность отверстия) прочистить иглой отверстие смесительной камеры и мундштука
20 Вам необходимо знать, что величина инжекции зависит от зазора между торцом инжектора и входом в смесительную камеру При малом зазоре (недостаточное разряжение в ацетиленовом канале) выкрутите инжектор на 0,5 1,0 мм
21 Обратите внимание! Если при зажигании пламени возникают хлопки, вам необходимо проверить: хорошо ли затянута накидная гайка наконечника достаточно ли давление кислорода нет ли препятствий для прохождения ацетилена в горелку
22 Вы должны знать, что хлопки могут происходить у исправных горелок после продолжительной работы при перегреве мундштука. В этом случае вы должны потушить горелку и охладить ее Для того чтобы охладить горелку, погрузите наконечник горелки в емкость с чистой холодной водой, что следует делать в приоткрытом положении кислородного вентиля (кислород должен выходить в воде небольшими пузырьками, исключающими попадание воды внутрь горелки)
23 Включение пламени горелки Включение пламени горелки выполняйте в следующей последовательности: откройте на пол оборота вентиль кислорода откройте вентиль ацетилена в течение 35 с продуйте газовые рукава - подожгите газовую смесь
24 Выключение горелки Соблюдайте последовательность: - закройте вентиль ацетилена - закройте вентиль кислорода
25 Действия при обратном ударе пламени При возникновении обратного удара пламени: немедленно закрыть вентили на горелке, баллонах, защитном затворе -охладить горелку После каждого обратного удара следует охладить горелку, проверить предохранительное устройство, рукава, продуть их, а при необходимости заменить
26 Контрольные вопросы 1.Сварочная горелка предназначена для: а)регулировки мощности и состава газового пламени б)получения и дозировки газовой смеси в)обеспечения необходимого направления пламени относительно обрабатываемого изделия 2.Проверку технического состояния горелки вы должны выполнить: а)после подключения горелки в газовую магистраль б)до подключения горелки в газовую магистраль в)перед началом газосварочных работ
27 3. Выбор номера наконечника производится: а)в зависимости от расхода ацетилена б)в зависимости от материала свариваемых деталей в)в зависимости от толщины свариваемого металла 4.Возможные места пропуска газа в соединениях горелки, вентилей горелки проверяются: а)на слух б)визуальным осмотром в)мыльным раствором и кисточкой
28 5.Если горение неровное, пламя гаснет или отрывается от мундштука, происходят обратные удары пламени, вы должны: а) проверить работу и произвести настройку инжектора горелки б)пригласить технолога по сварке в)заменить сварочную горелку 6.Включение пламени горелки выполняется: а)открытием сначала вентиля кислорода, затем вентиля ацетилена б)открытием сначала вентиля ацетилена, затем вентиля кислорода в)в любой последовательности открытия вентилей кислорода и ацетилена
29 7.Выключение пламени горелки выполняется: а)закрытием сначала вентиля кислорода, затем вентиля ацетилена б)закрытием сначала вентиля ацетилена, затем вентиля кислорода в)в любой последовательности закрытия вентилей кислорода и ацетилена 8.При возникновении обратного удара пламени: а)вызвать технолога по сварке б)немедленно закрыть вентили на горелке, баллонах, защитном затворе в)немедленно закрыть вентили на горелке
Правила обращения с газовыми горелками
Газовые горелки работают на ацетилене и газах-заменителях ацетилена, которые образуют взрывоопасные смеси с кислородом и воздухом, поэтому при обращении с газовой горелкой необходимо предварительно ознакомиться с инструкцией по ее эксплуатации.
Не допускается эксплуатация неисправных горелок, так как это может привести к взрывам и пожарам, а также ожогам газосварщика.
Исправная горелка дает нормальное и устойчивое, сварочное пламя. Если горение неровное, пламя гаснет или отрывается от мундштука и происходят обратные удары, необходимо отрегулировать и проверить все узлы горелки.
Для проверки инжектора горелки к кислородному ниппелю подсоединяют рукав от кислородного редуктора, а к корпусу горелки - наконечник. Накидную гайку наконечника затягивают ключом, открывают ацетиленовый вентиль и кислородным редуктором устанавливают необходимое давление кислорода соответственно номеру наконечника. Пускают кислород в горелку, открывая кислородный вентиль. Кислород, проходя через инжектор, создает разрежение в ацетиленовых каналах и ацетиленовом ниппеле, которое можно обнаружить, приставляя палец руки к ацетиленовому ниппелю. При наличии разрежения палец будет присасываться к ниппелю. При отсутствии разрежения необходимо закрыть кислородный вентиль, отвернуть наконечник, вывернуть инжектор и проверить, не засорено ли его отверстие. При засорении необходимо его прочистить, при этом надо проверить также отверстия смесительной камеры и мундштука. Убедившись в их исправности, повторяют испытание на подсос (разрежение).
Величина подсоса зависит от зазора между концом инжектора и входом в смесительную камеру. Если зазор мал, то разрежение в ацетиленовых каналах будет недостаточным, в этом случае следует несколько вывернуть инжектор из смесительной камеры.
Если горелка исправна, перекрывают вентили горелки и подсоединяют ацетиленовый рукав, закрепляя его на ниппеле специальным хомутиком. Устанавливают необходимое рабочее давление на кислородном и ацетиленовом редукторах. Вначале немного открывают кислородный вентиль горелки, создавая тем самым разрежение в ацетиленовых каналах. Затем открывают ацетиленовый вентиль и зажигают горючую смесь.
Пламя регулируют ацетиленовым вентилем при полностью открытом кислородном. Если при зажигании пламени возникает хлопок, необходимо проверить, хорошо ли затянута накидная гайка наконечника, достаточно ли давление кислорода и нет ли препятствий для прохождения ацетилена в горелку. При хлопках необходимо сначала перекрыть ацетиленовый, а потом кислородный вентили. Хлопки могут наблюдаться и у исправных горелок после продолжительной работы при сильном нагреве мундштука горелки. В этом случае горелку необходимо погасить и охладить ее водой. Следует помнить, что отверстие мундштука разрабатывается при частой прочистке его иглой (особенно стальной), а также при обгорании его в процессе сварки. При чрезмерной разработке мундштук следует заменить.
Обслуживание сварочного оборудования
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.

Выполнение контрольно-профилактических работ
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
проводить внешний визуальный осмотр аппарата;
проверять заземление источника питания;
замерять величины сопротивления изоляции;
выполнять контрольное включение в режиме холостого хода на 5 минут и более;
контролировать исправность цепей защитного заземления;
производить испытания повышенным напряжением;
тщательно удалять пыль и грязь;
проверять надёжность винтовых соединений;
смазывать тугоплавкой смазкой все трущиеся части и др.
Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
Обслуживание сварочного оборудования может быть регламентным и аварийным. Первое проводится для профилактики и предупреждения возможных проблем, второе – при возникновении поломок.
В каких случаях требуется ремонт
Проведение ремонта – это многоэтапный процесс, который начинается с диагностики и заканчивается устранением обнаруженных поломок. Любые отклонения в функционировании сварочного аппарата могут стать основанием для проведения ремонта. Самые распространённые признаки, которые указывают на неисправности:
оборудование начало перегреваться;
сварочная дуга отсутствует или её технические показатели нестабильны;
у электродов появился эффект «залипания»;
аппарат перестал включаться.
Причины подобных поломок разнообразны. Это может быть износ отдельных узлов оборудования: охлаждающего вентилятора, проводов, контактов, платы и др. Неисправности могут возникнуть и в том случае, если прибор используется с нарушением требований к его эксплуатации. Другие причины: отклонение показателей напряжения, механические повреждения и удары.
Мероприятия по обслуживанию и ремонту оборудования должны проводиться только квалифицированными специалистами. Также не нужно забывать, что сварочный аппарат относится к категории оборудования, которое требует особой осторожности в использовании.
Периодичность осмотра оборудования
Выполняя обслуживание сварочного оборудования, особую важность нужно уделять своевременной поверке измерительных средств, которыми оно укомплектовано. Для этого к работе должен привлекаться специалист, который отвечает за метрологию.
Мероприятия по контролю за техническим состоянием оборудования проводятся в соответствии со следующей периодичностью:
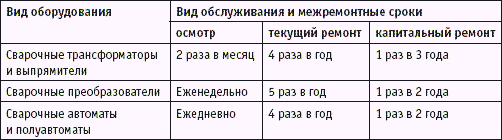
Проведение особых проверок
Особая форма проверки необходима при контроле оборудования: вновь поступающего на предприятия, вышедшего из ремонта и простаивающего более 3 месяцев. В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
инструкцию по эксплуатации;
Если аппарат новый, то выполняется визуальная проверка его технического состояния, удаление излишков масла и транспортного крепежа. Также необходимо проверить наличие действующей наклейки (отметки) поверяющей компании на корпусе каждого измерительного прибора.
Обязательно измеряйте уровень электрического сопротивления изоляции. Это делается между обмотками (для выпрямителей и трансформаторов), а также между корпусом устройства и каждой обмоткой. Руководствуйтесь рекомендациями, которые изложены в технической документации, прилагаемой к аппарату. Если ничего о проведении испытаний в ней нет, то действуйте в соответствии с ГОСТами:
Для автоматических аппаратов – ГОСТ 8213.
Полуавтоматические устройства – ГОСТ 18130.
Электрические генераторы – ГОСТ 304.
Аппараты, в которых используется выпрямленный сварочный ток – ГОСТ 13821.
Рекомендации для частных владельцев сварочных аппаратов
Корпус устройства, электродержатель, зажимы и провода необходимо держать в чистоте. Элементы, которые подвержены наибольшему износу, нужно регулярно осматривать и своевременно менять на новые. К ним относятся держатель электродов и зажимы для деталей.
Особое внимание уделите сварочному инвертору. Увеличение громкости работы вентилятора говорит о том, что пора провести техобслуживание оборудования. Причина этому – нарушение балансировки устройства за счёт грязи, которая накопилась на вращающихся лопастях. В таком случае нужно убрать крышку корпуса и удалить пыль с поверхности радиаторов охлаждения. Используйте пылесос или мягкую кисточку. У кулера нужно удалить пыль с лопастей и смазать подшипник.
После каждого обслуживания, которое сопровождается вскрытием корпуса, обязательно проверяйте затяжку винтовых креплений. Не допускайте, чтобы они разболтались.
Как выбрать сварочную газовую горелку
Газовая горелка – это незаменимый инструмент для выполнения разных видов газопламенной обработки изделий из металла. В частности, с её помощью можно осуществить газокислородную сварку и нагрев деталей. Это достигается при помощи смешения горючего газа с кислородом, благодаря чему формируется устойчивое высокотемпературное пламя. Газовые сварочные горелки используются в основном в промышленной отрасли, но могут быть использованы и в небольших мастерских. Прежде чем выбрать газовую горелку, оптимальную для вашего вида работ, нужно разобраться в особенностях конструкций.
Классификация
По конструктивным особенностям и способу подачи смеси выделяют два вида газовых сварочных горелок: инжекторные и безинжекторные. Наибольшее распространение приобрели первые устройства. В них используется горючий газ низкого давления, которые попадает в камеру смешения за счёт подсоса струёй кислорода – он, в свою очередь, вытекает из инжектора. Выходя из отверстия малого диаметра, поток кислорода попадает в пространство между входом в камеру смешения и инжектором, и на выходе из инжектора разрежается. За счёт этого происходит подсос горючего газа низкого давления газом высокого давления.
Безинжекторная горелка более простая по конструкции. Кислород и горючий газ в ней подаются в смеситель одновременно при помощи системы, которая состоит из шлангов, вентилей и ниппелей. Оба вещества смешиваются в камере, после чего направляются в наконечник. При этом давление, с которым подаётся смесь газов, должно соответствовать определённым значениям. Если скорость окажется выше необходимой, то пламя будет тухнуть, не отрываясь от среза горелки, если же ниже – то смесь при попадании внутрь горелки будут взрываться в ней.
Кроме того, горелки для сварки и термической обработки делятся по типу горючего газа на следующие виды:
Ацетилено-кислородные. Работают за счет горения ацетилена в кислороде. По мощности встречаются модели малой и средней мощности. Подходят для сварки, пайки, нагрева и прочих операцией газопламенной обработки изделий из металла.
Пропано-кислородные. Чаще всего применяются для пайки металлов высокотемпературными припоями, что обусловлено более низкой температурой смеси из пропана и кислорода, которая не позволяет производить сварку наравне со сварочными ацетиленовыми горелками.
Пропановые газовоздушные. В качестве горючего газа в моделях этой категории применяется пропан-бутановая смесь. Их используют для нагрева и термообработки изделий из разных металлов, а также для обработки неметаллических материалов, таких, как битумный рулонный материал.
Рекомендации по выбору
Выбор газовой горелки следует делать с учётом не только собственных возможностей и предпочтений, но и общей стоимости эксплуатации. Полезные советы:
Расходные детали. В связи с высокой температурой компоненты горелки со временем изнашиваются и выходят из строя. Более долговечные детали ощутимо уменьшают расходы, связанные с эксплуатацией устройства. Также узнайте, из какого материала выполнен наконечник, т.к. от этого зависит его эксплуатационный срок и теплостойкость. Кроме того, помните о характеристиках расходных частей.
Простота обслуживания. Выбрав устройство с простой конструкцией, вы ощутимо упростите её обслуживания. Кроме того, горелка в определённой степени должна выдерживать небрежное обращение, т.к. от этого никто не застрахован. Предпочтение стоит отдать устройству, способному противостоять сильным ударам.
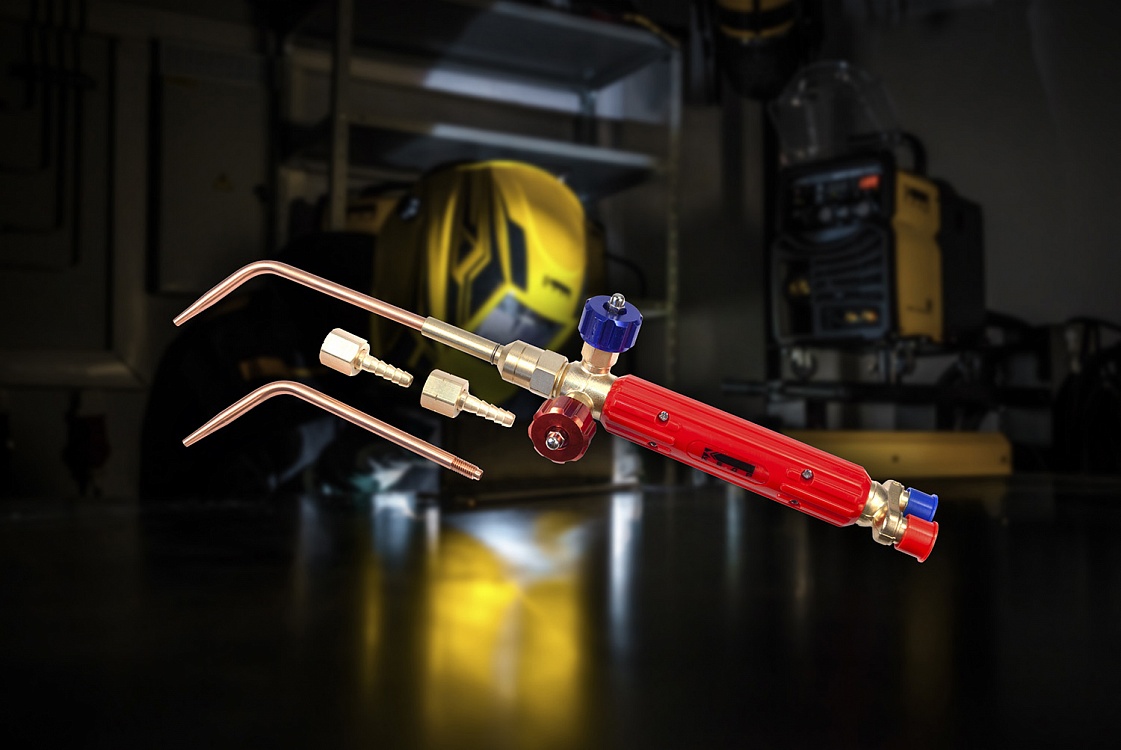
Что предлагает ГК «Кедр»
В наших каталогах представлены надёжные и удобные горелки для газопламенной сварки и термической обработки материалов. К примеру, сварочная ацетиленовая горелка Г-2 Малютка является универсальной моделью, которая комплектуется цельнотянутыми медными наконечниками, позволяющими производить сварочные работы в труднодоступных местах. Пропановые газовоздушные горелки серии ГВ являются надежными устройствами для нагрева изделий из металлов или неметаллических материалов. Больше выбора вы можете найти в нашем каталоге.
Читайте также: