Обучение сварке в аргоне
Обновлено: 20.05.2024

Учебный центр «МОСДОР» приглашает всех желающих пройти курсы по обучению сварщиков-аргонщиков. Программа включает в себя теоретическую и практическую чась, по итогам проводится аттестационный экзамен и слушателям присваивается соответствующий разряд и выдается удостоверение установленного образца.
Что входит в программу обучения аргонной сварке
- способы и приемы сварки;
- технология ручной дуговой сварки;
- приемы и способы выбора дуговой сварки;
- техника наплавки швов;
- плазменная наплавка и плазменная дуга;
- технология ручной дуговой наплавки;
- технология ручной электродуговой сварки труб;
- технология сварки фрагментов ферм;
- технология сварки металлоконструкций;
- технология сварки поворотных и неповоротных стыков труб;
- способы и условия дуговой сварки;
- классификацию, свойства, типы, хранение и способы подбора электродов;
- режимы сварки и принципы выбора;
- свойства и общая характеристика сталей;
- свойства сварочных материалов;
- прихватка деталей и конструкций во всех пространственных положениях сварного шва;
- наплавка деталей;
- сварка нержавеющей стали;
- сварка алюминия и его сплавов;
- зачистка швов после сварки;
- подогрев конструкций и деталей при правке.
- устройство, принцип работы и правила подключения оборудования для ручной аргонодуговой сварки;
- устройство баллонов и требования к ним;
- устройство редуктора;
- активные и инертные газы;
- технологию сварки в инертных газах;
- способы сварки, приемы;
- присадочные материалы для аргонодуговой сварки;
- принцип работы аргонодуговой горелки, виды горелок;
- способы обеспечения устойчивости горения дуги и требования к источникам.
Аргонная сварка позволяет работать с широким спектром металлов и сплавов, выполнять соединения, невозможные при других методах сварочных работ. Благодаря интенсивной практике на курсах вы сможете набраться опыта для работы на любом типе сварочного аппарата, научитесь делать сварочные швы идеального качества.
Как получить удостоверение сварщика в Москве
Особенности профессии сварщик - аргонщик
Технология аргонной сварки позволяет соединять элементы из разных металлов. В ходе работ не образуются искры и формируется незаметный сварной шов. В связи с этим популярность аргонной сварки постоянно растет. Квалифицированные специалисты, работающие с этой технологией, всегда смогут найти вакансии с достойной заработной платой.
В профессии аргонщика выделяют 5 разрядов. Изначально специалисту присваивается 2 разряд, который затем можно раз в год повышать вплоть до достижения 6. Уровень специалиста определяет список доступных ему работ.
- 2 разряд – чтение простых чертежей, подготовка изделий к сварке, защита обратной стороны сварного шва, сварка и наплавление простых деталей (нижний, вертикальный шов);
- 3 разряд – работа с элементами из конструкционных сталей, сплавов, цветных металлов (простые детали), из углеродистой стали – средние по сложности элементы (например, каркасы, кронштейны, элементы изоляции водотрубных котлов, металлическая мебель и т.п.);
- 4 разряд – сварка в любых положениях шва сложных элементов из углеродистых сталей, деталей средней сложности из чугуна, конструкционной стали (газовыхлопы, глушители, мачты и другие конструкции из алюминия и его сплавов и т.п.);
- 5 разряд – работа с элементами любой сложности с любым положением шва; сварка конструкций, находящихся в сложных условиях (теплообменные аппараты с давлением менее 4 МПа, гребные винты, различные виды трубопроводов и т.п.);
- 6 разряд – все вышеперечисленные виды работ, а также сварка экспериментальных конструкций (трубопроводы, теплообменные аппараты, водоопреснительные установки и другое оборудование, работающее под давлением).
ВАЖНО! Сварка аргонного типа пользуется большим спросом при работе с уникальными и сложными в обработке металлами и сплавами, например, титаном.
Востребованность рассматриваемой профессии повышает уверенность в себе и собственную самооценку. Вы перестанете сомневаться в собственном будущем, так как в сварщиках наше государство будет нуждаться не один десяток лет – пока их не заменят роботизированные сварочные комплексы и иные технологии. До той поры Вы всегда без особых проблем найдете себе рабочее.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Что такое НАКС и как его получить сварщику
Хотите узнать, что такое НАКС, в каком случае требуется эта аттестация и как ее пройти. Ответы на все эти вопросы Вы узнаете из нашей статьи, а также найдете полезные и тематические фото и видео материалы.
НАКС: что это такое
Буквы «НАКС» чуть ли не священны для сварщиков: эта аббревиатура обозначает государственное общество под названием «Национальное агентство контроля сварки». Цель структуры заключается в наблюдении за уровнем подготовки специалиста с целью обеспечения требуемого уровня качества его работы при работе с опасными изделиями и объектами.

Организационно она представляет собой ряд профильных комитетов, состоящих из узкоспециализированных профессионалов. Каждый из них обладает мощным теоретическим образованием и глубоким опытом сварочных работ с определенным оборудованием и материалами. Как должностные лица они выполняют следующую основную работу:
- проводят обучение сторонних работников с целью повышения их квалификации – по проверенным делом программам;
- аттестуют в установленном порядке на предмет соответствия квалификации сварщика определенным характеристикам и умениям;
- проверяют готовые соединения на предмет соответствия требуемому уровню качества – с помощью всего комплекса специальных знаний и измерительных приборов;
- проверяют сварочные аппараты и сопутствующее оборудование на предмет применимости для получения сварочных соединений особой важности;
- разрабатывают методическую и нормативно-правовую документацию в области сварки;
- координируют работу различных специалистов для достижения оптимального качества сварных соединений;
- контролируют состав и выполнение сварочных технологий как средства достижения требуемого результата.
Работают такие профильные комиссии в территориальных центрах (специально обустроенных в техническом отношении), занимаясь проверкой знаний и оформляя допуски к работе аккредитованным сварщикам.
Расшифровка удостоверения НАКС
В получаемое сварщиком удостоверение вносится информация по типу работ, к которым работник теперь имеет полноценный допуск. Такая запись НАКС СК (СК – название категории опасных технических устройств, «строительные конструкции») достаточно легко поддаётся расшифровке, к примеру:

Информация касается типа сварочных операций, применяемых для них расходных материалов и технических средств, она расшифровывается по таблицам.
Как получить удостоверения НАКС
«НАКС» дают специалистам, которые самостоятельно проходят все этапы аттестации, для чего потребуется следующее:
- формирование пакета личной документации (сведения об образовании по профессии, по опыту работы с требуемой технологией, прохождении экзамена по вопросам ТБ и выводы медицинской комиссии);
- подача документов в ближайший центр приема (адреса имеются на Интернет-страничке организации);
- прохождение проверки владения теорией и демонстрация уровня владения практическими навыками.
Среди основных сложностей при этом – необходимость владения сразу несколькими сварочными процессами, знания различных нормативов и массы информации. Для существенного повышения шансов пройти аттестацию каждый кандидат может пройти курсы. В их программу включаются такие вопросы как:
- основы и специфика вопросов безопасности;
- теория и практика по интересующим процессам работы с чёрными и цветными сплавами;
- технологии формирования качественного сварного соединения;
- методы обнаружения, профилактики отклонений качества соединения и работы с дефектами;
- устройство и особенности применения источников питания, сварочной и прочей техники;
- назначение присадочных и сопутствующих средств, приёмы работы с ними.
Такая информация общедоступна, но именно регулярное повышение квалификации позволяет держать в тонусе технический уровень сварщика.
Кто должен проходить аттестацию
Лицензирование сварочной деятельности является системным методом обеспечения качества ответственных соединений, которые создаются и эксплуатируются в таких отраслях экономики и техники:
- подъёмно-транспортные машины и механизмы (от универсальных кранов до узкоспециализированных транспортёров для опасных веществ и материалов);
- оборудование, функционирующее под давлением и находящееся в контакте с агрессивной химической средой (в т.ч. – котлы и аппараты под давлением);
- части возводимых зданий и сооружений;
- трубное хозяйство и техническое оснащение горнодобывающей, металлургической, химической и прочих отраслей.
Такие объекты курируются такой организацией как Ростехнадзор (Федеральная служба по надзору за атомными, технологическими и экологическими объектами). Для сварщиков аттестация носит периодический характер и проводится по плану.
Очередность прохождения
Пройти аттестацию можно в одном из следующих вариантов проверки:
- первичная: квалификация как комплекс знаний и умений сварщика проверяется для него впервые;
- дополнительная: проводится для сварщика начального уровня при долгом перерыве в работе или при отсутствии сведений по роду сварки, к которому сотрудник допущен;
- периодическая: организуется по мере окончания текущего срока действия, прописанного в удостоверении (действительно 3 года);
- внеочередная: назначается при значительном количестве ошибок в работе, грубом характере нарушений технологических процессов и норм качества.
Каждый порядок регламентируется для специалиста или кандидата в специалисты. Сведения об успешной аттестации и самому испытуемому хранятся в отдельном реестре, что всегда можно проверить.
Удостоверение сварщика НАКС
Успешно аттестованный кандидат получает на руки удостоверение НАКС сварщика. Документ должен иметься у каждого работника сварочного производства, он является свидетельством необходимого уровня подготовки.

Информация про документ и его владельца вписываются в публичный перечень – убедиться в подлинности аттестации может любой работодатель. Чтобы получить трудоустройство в крупной и ответственной компании, к примеру, без этой «корочки» не получится.
Виды удостоверений НАКС и уровни аттестации
Проверка знаний проводится для 4-х уровней квалификации и допуска сотрудников:
- I: электрогазосварщики, занятые сваркой емкостей, оборудования и различных конструкций;
- II: производители работ, сменные и старшие мастера как линейные руководители сварщиков, или работники, имеющие право отдавать распоряжения по технологии сварки, обязательные к исполнению – в устной или письменной форме;
- III: руководители среднего звена и инженерно-технические работники (вплоть до начальников лабораторий), чья работа определяет технологию получения сварных швов;
- IV: руководители высшего звена, заведующие теоретическими и методологическими аспектами производства и соответствующими документами (должности от главы отдела до главного сварщика).
Получение каждого уровня как допуска к определенному сегменту работы выполняется отдельно от остальных.
Группы опасных технических устройств
Полученное удостоверение содержит характерные обозначения, которые указывают на спектр деятельности работника. Существует целый перечень оборудования, для которого расшифровка НАКС выглядит следующим образом (не следует долго думать о том, что это такое):
- «ПТО», подъёмно-транспортные машины (по типу кранов, лебёдок, подъемников, укладчиков, лифтов, эскалаторов, подвесных дорог, цепных и прочих механизмов для подъёма грузов и людей, а также грузозахватные приспособления);
- «ГО», газовое (наружные и внутренние трубные системы для газовых и жидких сред, устройства сжигания горючего, технологическое оснащение, печи, нагреватели);
- «НГДО», оборудование для добычи нефти и газа (наземные и подводные трубные системы для поднятия с глубины нефти, газа и конденсата, передачи их на дальние расстояния, компрессоры, замерных узлов, пунктов понижения давления, резервуарный парк, насосы, арматура и детали);
- «КО», оснащение котельное (различные котлы, емкости с внутренним давлением, водные и паровые трубопроводы, металлоконструкции для них, арматура, различные устройства);
- «МО», металлургическое (установки доменного, сталеплавильного, коксового типа, машины и оснастка для работы с цветными и черными сплавами, установки для создания и разливки сталей и сплавов, обжима и проката профилей и листов);
- «ГДО», оснастка для добывающей промышленности (механизмы для технологий по добыче полезных ископаемых, обогащения руд, оснастка для шахтных сооружений);
- «ОХНВП», для производства химических и нефтехимических продуктов, а также для работы с взрывоопасными веществами (аппараты для внутреннего давления свыше 160 атмосфер, резервуары для токсичных материалов, устройства печные, криогенные, сепарационные, баллоны, арматура запорно-предохранительная);
- «СК», металлоконструкции для возведения зданий и сооружений (металлические каркасы, изделия закладные и предохранительные, трубные системы);
- «ОТОГ», механизмы для перевозки и перемещения груза с опасными свойствами (цистерны, контейнеры, тара, экипажная часть);
- «КСМ», изделия для возведения стальных мостов (пролётные и опорные конструкции, создаваемые в цеху или «в поле»).

Для всех этих объектов и изделий применяется подходящее сварочное оборудование, технология работы которого основывается на применении металлических и неметаллических расходных материалов:

Существует расшифровка и для сварки цветных металлов: меди, алюминия, никеля, титана, бронзы и других сплавов, которые могут быть термоупрочняемыми. В классификацию также включены неметаллические материалы: полиэтилен, поливинилхлорид и полипропилен.
Документы для аттестации НАКС
Для записи на прохождение освидетельствования, полагается подготовить личных документов будущего профессионала:
- 2 фото в формате 3х4 см;
- диплом или аттестат как подтверждение полученного образования;
- имеющееся удостоверение сварщика или другой документ, которые подтверждает фактический разряд по рассматриваемому способу сварочных работ;
- справка от работодателя о стаже работы или заверенная копия личной трудовой книги;
- медицинская справка по определенной форме (важно уточнить требования по ней, так как формы могут отличаться, а конкретный центр может не требовать этот документ).
При подаче также потребуется оформить согласие на работу с личными данными. Важно обратить внимание, что исчерпывающий список документов необходимо уточнять в интересующем аттестационном центре.
Порядок аттестации НАКС
После подготовки требуемых бумаг подаётся заявка – при посещении центра НАКС или на сайте организации. Сделать это могут физические и юридические лица. Предстоящие экзамены будут проводиться именно здесь, а не в другом центре.
В заявке потребуется указать вид и спектр работ – на основании этого будет составляться программа аттестации и производиться запись в «корочку». Момент крайне важен: при дальнейшем трудоустройстве потенциальный работодатель может затребовать «коды допуска» к работе, отличающиеся от выданных.
При указании большого количества «специальностей» будет высокая стоимость аттестации, поэтому дешевле уже при появлении необходимости сдавать на второй и последующие уровни.
Важно добиться полного соответствия фактического формата документов и требований к ним. По одобрении всего пакета сотрудники центра сориентируют по срокам необходимой подготовки и последующих экзаменов.
Порядок сдачи аттестационных экзаменов сварщиками
Звание сварщика НАКС получают после сдачи теоретического экзамена и прохождения практической части. Информация и навыки, оцениваемые в ходе этого, напрямую касаются всех аспектов будущей работы.
Первой выполняется практика:
- сварщику даётся один или несколько контрольных образцов, которые необходимо сварить;
- инженеру или специалисту предлагается выполнить письменную работу из нескольких заданий.
В первом случае полноценно контролируется качество полученных сварных швов, во втором – проверяется «экзаменационная» работа.

Если результат удовлетворителен, кандидату оглашается дата следующей части аттестации. Если нет – этап не считается пройденным, придётся начинать всё с начала.
Интересно, что вопросы на аттестации встречаются самые разные (на первый взгляд даже не относящиеся к предмету). Из-за этого важна полноценная подготовка, материалы для которой доступны в Интернете или у самого преподавателя.
Длительность аттестации – от 7 до 30 дней, по истечении которых выписывается и выдаётся удостоверение. Опытные сварщики советуют проверить все данные в готовом документе: могут присутствовать ошибки, которые станут основанием для отказа в трудоустройстве.
Проверить подлинность самого удостоверения можно в реестре НАКС.
Сколько стоит получить удостоверение НАКС
Чтобы в поисках способов того, как сдать и получить НАКС, не нарваться на мошенников, устаревшую или некорректную информацию, следует обращаться напрямую в территориальный центр аттестации. Контактная информация всегда присутствует на сайте организации.
Определенной и единой цены не существует, уровень оплаты полностью зависит от центра и региона его местонахождения. В зависимости от уровня и категории специалиста получение удостоверения обойдется в сумму от 30 до 160 тысяч рублей для электросварщика и от 20 до 100 тысяч – для ИТР.
В Интернете появляются объявления в духе «купить удостоверение НАКС». Такие предложения противоправны, фальсификаты легко обнаруживаются при проверке, а стоят даже больше оригиналов.
История организации НАКС и что это такое
С началом 1990-х годов уровень контроля за качеством продукции сварочного производства сильно упал. Из-за этого повысилось количество аварийных ситуаций и смертельных случаев на промышленных и строительных объектах.
В ответ на эту тенденцию работники МВТУ им. Баумана начали разработку принципиально новой организации по контролю за уровнем подготовки сварочных кадров. Работа этого государственного органа была начата в 1992 г.
За основу были взяты регламентирующие документы немецких и американских коллег. Порядок и требования адаптировали под российские рыночные и производственные условия, в результате чего в 1993 г. появились первые нормы НАКС. Параллельно создавалась система территориальных административных центров для проведения аттестации сварщиков.
К 1999 г. полноценная подготовительная работа подошла к концу, были утверждены «Правила аттестации», ПБ 03-273-99. На их основе которых в ходе естественного технологического и нормативного прогресса к 2002 г. был создан «Технический регламент», установивший единые нормы аттестации персонала, РД 03-495-02.
Сварка аргоном – технология и видео уроки для начинающих
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.

Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.

Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.

Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.

Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
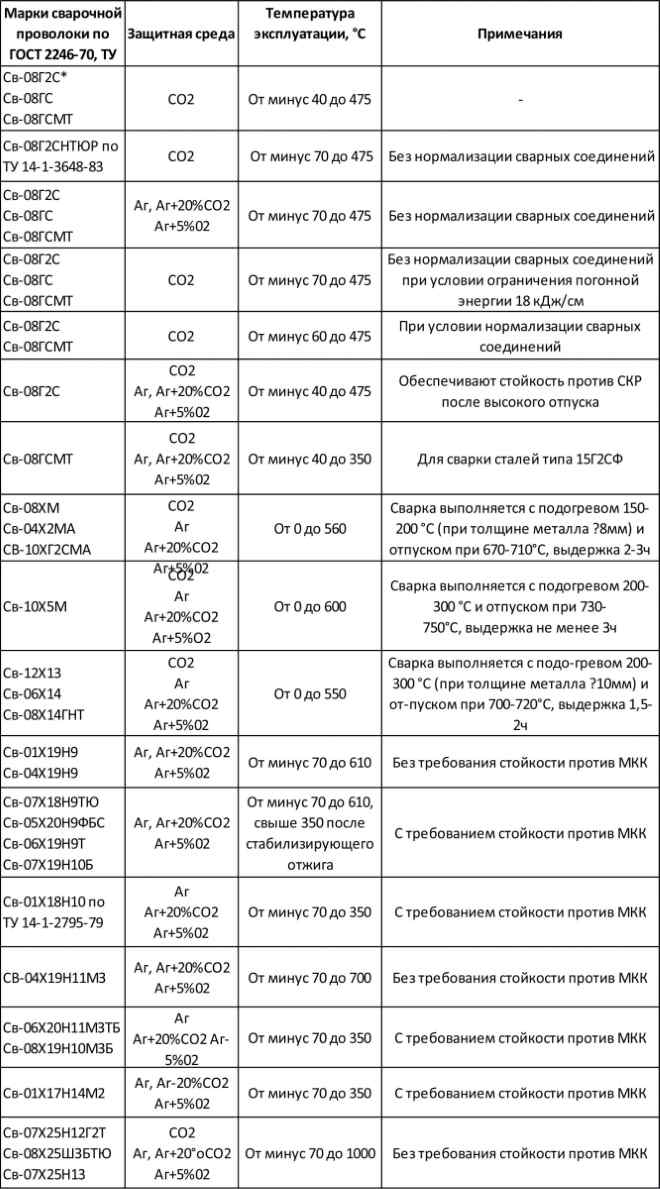
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.

Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.

Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Читайте также: