Описание технологического процесса сварки
Обновлено: 20.09.2024
Проектирование технологического процесса сварки представляет собой сложную оптимизационную задачу, основанную на использовании расчетных аналитических методов проектирования. Оптимальный вариант технологического процесса изготовления сложной сварной конструкции выбирается из нескольких расчетных вариантов технологии. В зависимости от основного назначения различают перспективные и рабочие технологические процессы.
технологический процесс сварки
включает в себя :
- последовательность технологических операций;
- разбивку конструкции на отдельные технологические узлы или элементы;
- эскизную проработку специальных приспособлений и оснастки;
- расчеты режнмов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций;
- сравнительную оценку разработанныхвариантов технологии.
После окончательного утверждения технического проекта и прииятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации).
Рабочий технологический процесс сварки включает в себя :
- уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
- разработку технологических карт, в которых указывают все параметры режима сварки, примеияемые сварочные материалы иоборудование;
- краткие описания технологических приемов выполнения отдельных сварочных операций;
- требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
- указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
В зависимости от количества изделий, охватываемых процессом, установлено два вида технологического процесса : типовой и единичный. Правила разработки рабочих технологических процессов предусматривают обязательное использование типовых технологических процессов и стандартов на технологические операции.
В зависимости от степени детализации каждый технологический процесс сварки может быть маршрутным, операционным или операционно-маршругным. Типовые технологические процессы разрабатывают на основе анализа многих действующих и возможных технологических процессов для типовых представителей групп изделий. Технологическая операция является частью технологического процесса, выполияемой на одном рабочем месте.
Технологический процесс сварки : разработка типового техпроцесса сварки
К основным этапам разработки типового технологического процесса относятся:
1) классификация объектов производства - выбирают группы объектов, имеющих общие конструктивно-технологические характеристики, и типовых представителей групп;
2) количественная оценка групп объектов - оценка типа производства (единичное, серийное или массовое);
З) анализ конструкций типовых объектов по чертежам, техническим условиям (ТУ), программам выпуска и типу производства разрабатывают основные маршруты изготовления конструкций, включая заготовительные процессы;
4) выбор заготовки и способов ее изготовления с технико-экономической оценкой оценивают точностные характеристики способов изготовления и качества поверхности, выбирают метод обработки;
5) выбор технологических баз;
6) выбор вида производства (сварка, литье, обработка давлением, механическая обработка);
7) составление технологического маршрута обработки - определяют последовательность операций и выбирают группы оборудования по операциям;
8) разработка технологических операций, включающая в себя:
- рациональное построение операций;
- выбор структуры операций;
- рациональную последовательность переходов в операции;
- выбор оборудования, обеспечивающего оптимальную производительность и требуемое качество;
- расчет загрузки технологического оборудования;
- выбор конструкции технологической оснастки;
- определение принадлежности выбранной конструкции к стандартным системам оснастки;
- установление исходных данных, необходимых для расчетов, и расчет припуска на обработку и межоперационных припусков;
- установление исходных данных для расчета оптимальных режимов обработки и их расчеты;
- установление исходных данных для расчета норм времени и их расчет;
- определение разряда работ и профессии исполнителей;
9) расчет точности, производительности и экономической эффективности вариантов типовых технологических процессов с выбором оптимального варианта;
1О) оформление документации на типовой технологический процесс сварки, согласование ее с заинтересованными службами и утверждение.
На предприятии должны быть компьютерные информационно-поисковые системы для поиска ранее разработанных аналогичных технологических процессов и отдельных технологических операций.
Всю информацию вводят в компьютер в кодированном виде. При разработке технологического процесса анализируют технологичность сварных изделий и конструкций. Количественная оценка технологичности основывается на системе показателей, включающей в себя:
- базовые показатели технологичности, устанавливаемые в техническом задании на проектирование изделия;
- показатели технологичности, достигнутые при разработке конструкции;
- уровень технологичности (отношение достигнутых показателей к базовым).
Основными показателями технологичности являются трудоемкость и технологическая себестоимость изготовления изделия.
Факторы, влияющие на выбор показателей: требования к изделию, вид изделия, объем выпуска, наличие информации, необходимой для определения показателей.
Требования к изделию определяют, каким видом технологичности должна обладать конструкция: производственным, эксплуатационным или и тем и другим, что, в свою очередь, определяет группу показателей технологичности.
В зависимости от вида изделия (сборочная единица, комплекс, комплект или деталь) из групп выбирают те показатели, которые могут характеризовать технологичность данного вида изделия.
Знание объема выпуска позволяет выбирать показатели, характеризующие расходы или затраты и имеющие наибольшую значимость при данном объеме выпуска.
Технологические параметры процесса сварки
Технологическая карта сварки – документ, который является результатом разработки технологии сварки конкретного соединения. В нем записаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта сварки содержит в себе:
-сведения о основном металле;
-сведения о качестве и подготовке соединения под сварку: данные о разделке, о количестве и расположении прихваток, данные о предварительной очистке кромок;
-данные о фиксации свариваемого изделия и о возможном подогреве;
-сведения об используемом сварочном оборудовании и сварочных материалах;
-сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др.;
-сведения о форме сварного соединения и способах контроля качества сварного соединения.
Разработка технологической карты сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
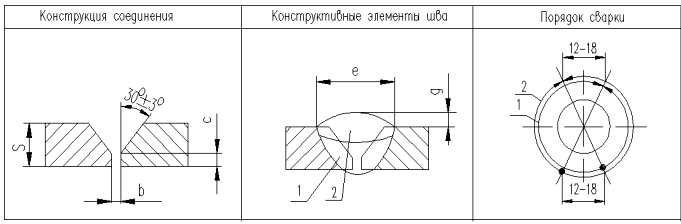
| Толщина стенки трубы S, мм | е, мм | g, мм | Число слоев | b, мм | с, мм |
| 4,0 | 8,0 +2,0 | 0,5 +2,0 | 2 | 1,0 +0,5 | 0,5 +0,5 |
Способ подготовки кромок:механическая обработка с последующей зачисткой кромок абразивным инструментом. Кромки и прилегающие к ним участки на ширину 20 мм тщательно зачистить от окалины, грязи, краски, масла, ржавчины, влаги. Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Способ сборки:на прихватках.
Требования к прихватке:Прихваточные швы равномерно расположить по периметру стыка в кол-ве: 3 шт.; длиной 10-20 мм и высотой:. (0,6-0,7) SМе, но менее 3,0 мм. Прихватки выполнять с полным проваром и переваривать при наложении основного шва. К качеству прихваток предъявляются такие же требования, как и к сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при визуальном контроле, удалить механическим способом.
Сварочное оборудование:выпрямитель многопостовой типа: ВДМ 1001
Технологические параметры процесса сварки
Постоянный, обратная
Технологические требования к сварке:Стыки труб сваривать в направлении снизу вверх. Периметр стыка условно делится вертикальной осевой линией на два участка, каждый из которых имеет три характерных положения: потолочное, вертикальное и нижнее положение.
Начиная сварку слоя в потолочной части стыка, отступить на 5-10 мм от вертикальной осевой. Начальный участок шва выполняют в потолочном положении «углом назад». При переходе на вертикальное положение сварка ведется «углом вперед». а, перейдя в нижнее положение сварку вновь ведут «углом назад».Стык сваривать не менее чем в два слоя. Каждый валик слоя и каждый слой шва перед наложением последующего очистить от шлака и брызг металла. При сварке потолочной части корня шва выполнять минимальные поперечные колебания электродом. «Замки» швов в соседних слоях должны быть смещены друг относительно друга на 12-18 мм.
После сварки каждого валика шов зачищать от шлака и брызг металла и производить визуальный контроль поверхности на отсутствие наружных дефектов и нарушений геометрических размеров сварного шва.
Зажигание и гашение сварочной дуги осуществлять только на наплавленном металле шва или в разделке кромок стыка. Облицовочный слой должен перекрывать кромку трубы на 1-2 мм в каждую сторону. Минимальная высота выпуклости шва должна быть 0,5 мм.
Кратер шва заплавлять частыми короткими замыканиями электрода. Запрещено выводить кратер на основной металл. При смене электрода или случайных обрывах дуги, сварку возобновлять отступив 15-20 мм назад от кратера, предварительно, очистив это место от шлака и окалины. После сварки сварное соединение очистить от шлака, брызг и окалины, проконтролировать внешним осмотром и поставить клеймо.
Технологические требования по контролю качества сварного соединения:
Методы контроля:визуальный контроль и контроль непроницаемости швов керосином.
Визуальный контроль:
Перед началом сварки проверить: качество сборки; состояние кромок и прилегающих поверхностей; состояние сварочного оборудования. В процессе сварки проверить: режим сварки; последовательность наложения швов и окончательные размеры шва; После сварки провести визуально измерительный контроль сварного соединения.
Перед визуальным контролем сварные швы и прилегающая к ним поверхность основного металла шириной не менее 20 мм (по обе стороны шва) очистить от шлака, брызг расплавленного металла, окалины и других загрязнений. Визуальный контроль производить невооруженным глазом и измерительным инструментом.
Недопустимыми дефектами, выявленными при визуальном контроле сварных соединений, являются: трещины всех видов и направлений; непровары (несплавления) между основным металлом и швом, а также между валиками шва; наплывы (натеки) и брызги металла; незаваренные кратеры; свищи; прожоги; скопления включений.
Нормы на допустимые дефекты: западания (углубления) между валиками и чешуйчатость поверхности шва не должна превышать 1,2 мм; одиночные включения не должны превышать 0,8 мм, количеством не более 4; подрезы основного металла не должны превышать 0,2 мм.
Измерительный контроль сварных соединений (определение размеров швов, смещения кромок, переломов осей, углублений между валиками, чешуйчатости поверхности швов и др.) выполнять в местах, где допустимость этих показателей вызывает сомнения при визуальном контроле. Размеры и форма шва проверяются с помощью шаблонов.
Визуальный контроль:контроль внешним осмотром и измерительным инструментов- длявыявления внешних дефектов сварного соединения
Контроль непроницаемости швов керосином:контроль непроницаемости швов при помощи керосина - для выявления внутренних и внешних дефектов.
Для контроля швы со стороны раскрытия окрасить мелом, разведенным в воде с добавлением клея, а со стороны корня соединения смочить керосином. Керосин, проходя через неплотности, образует на высохшей меловой краске жирные темные пятна, по величине и размерам которых можно судить о характере неплотнотсей и местах их расположения. Если в течение 30 - 60 мин такие пятна не появятся, то швы считаются удовлетворительными.
Вариант
Составить технологическую карту и технологию РДС трубы Ø 159 мм

Способ сборки:на прихватках.
Требования к прихватке:Прихваточные швы равномерно расположить по периметру стыка в кол-ве: 3 шт.; длиной 10-20 мм и высотой: 2 мм. Прихватки выполнять с полным проваром и переваривать при наложении основного шва. К качеству прихваток предъявляются такие же требования, как и к сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при визуальном контроле, удалить механическим способом.
Карта технологического процесса сварки
Сварка является одним из наиболее важных и широко используемых способов соединения. Она значительно дешевле, чем завинчивание или клепка, при этом обеспечивает гораздо более прочные связи, чем пайка или склеивание.
Под сваркой понимают процесс соединения материалов, как правило, металлов или термопластиков, с использованием высокой температуры для совместного расплава деталей с последующим охлаждением, вызывающим их слияние. Другими словами – это технологический процесс образования неразъемного соединения материалов при нагревании или пластической деформации за счет создания межмолекулярных или межатомных связей.

Это отличает сварку от низкотемпературных методов соединения металлов, таких как пайка или склейка, при которых не происходит расплава основного металла.
Существует множество видов соединения различных деталей методом сварки. Для каждого конкретного случая необходимо учитывать ряд аспектов.
Исходя из требований технологического процесса:
- вид материала;
- геометрия соединения;
- доступность сварного шва;
- место сварки;
- требования к качеству конечного изделия.
С экономической стороны:
- количество требуемых заготовок;
- затраты на сварочное оборудование;
- общие затраты на производство.
Технологическая карта
Совокупность всех необходимых сварщику спецификаций оформляется как карта технологического процесса сварки (КТПС) (welding procedure specification (WPS)).
В ней подробно изложены технологии для сварки каждого вида соединения, которое будет использовано в общем объеме работ. Описаны все базовые технологические моменты и параметры сварных швов.
Такой вид инструкции по работе сварщиков официально утвержден и принят к обязательному исполнению с 1984 года.
Для подготовки сварочных работ готовится спецификация, которая является неотъемлемым руководством для сварщиков и сварочных операторов. Такая спецификация называется технологической картой и является официально утвержденным документом.
Спецификация – это маршрутная карта, поэтапно описывающая технологический процесс требуемого сборочного и сварочного производства.
Она — неотъемлемая и унифицированная часть всего комплекта документов технологического процесса в целом. Маршрутные карты используются независимо от вида и характера производства и детализации технологии.
Цель документа – целенаправленно направлять сварщиков по принятым процедурам, использующим повторяющиеся и надежные способы сварки с целью создания качественных сварных швов в соответствии с требованиями действующих ГОСТов. КТПС разработана для каждого сплава, материала и вида сварки. Все технологии многократно проработаны и апробированы. Согласно спецификации, к работе допускаются сварщики, прошедшие аттестацию.
Комитет по стандартизации в Европе (CEN) утвердил новые квалификационные стандарты для сварочных процедур (ISO15607 — ISO15614), заменившие прежние (EN288). В ENISO15607 зафиксировано, что WPS предоставляет совокупность необходимых переменных для процедуры сварки с целью обеспечения повторяемости результатов.
Гостированный технологический процесс использует тестовый сварной шов, занесенный в квалификационное действие. Обычно для ГОСТов процедуры такого типа выполняются специализированными промышленными организациями.
В конечном итоге технологическая карта сварки – это результат огромного производственного опыта и мер безопасности на производстве. Она необходима для определения необходимых сварочных процедур для создания прочных и качественных сварных швов. Карта выступает гарантом безопасности и единообразия сварочных процедур.
Для допуска к работе сварщик должен быть подвергнут процедуре аттестации на необходимую квалификацию для данного вида работ, что затем документируется и заносится в специальный реестр.
Карта включает информацию по типам используемых металлов. В основной форме технологической карты процесса сварки обязательно должны быть:
- шифр, присвоенный каждой процедуре;
- описание процесса для тестового шва;
- совокупность процедур, приводящая к повторяемости тестового результата;
- параметры используемого металла;
- какого вида сварка, и какие процессы применяются для испытательных швов;
- вид энергии, применяемый при сварке;
- температурные режимы;
- какие виды сварки могут быть использованы.
Также очень важно задать спецификации сварных швов, которые играют основную роль для конструкции, в целом. Необходимо знать:
- в каком порядке собираются детали;
- режимы термических обработок деталей;
- предельные параметры энергии для дугового разряда.
Дополнительной информацией служит:
- эскизы и шаблоны для швов;
- подготовка к сварке необходимых соединения;
- последовательность операций.
Результатом подробной проработки маршрута является несомненная возможность получить тестовый образец сварки в соответствие со стандартами любым компетентным сварщиком.
Стандарты для отрасли разрабатываются по каждому виду сварочных работ. Например, стандарт ОСТ36-79-83 утверждает типовую технологическую карту, предназначенную для сварки трубопроводов. Используемая сталь является низколегированной или углеродистой. Сварка полуавтоматическая, с применением плавящихся электродов. Атмосфера — из углекислого газа.
Стандарт ОСТ36-79-83 на сварочные работы имеет вид технологической карты для сварки трубопроводов, введен в действие 1 января 1984 г., причем действует до сих пор.
Стандарт состоит из 4 разделов:
- Технические требования, относящиеся к материалам труб, сварочным материалам, оборудованию, квалификации сварщиков.
- Технология сварочного процесса – для всех элементов трубопровода, кромок и стыков труб, прихваток, режимов сварки, схем для электродов, флюс-пасты, порядка выполнения, температурные параметры.
- Требования по контролю за качеством сварных соединений – на начальном этапе, в процессе работ и готовых изделий.
- требования безопасности – физические, химические и психофизиологические.
А также ряд приложений:
- материалы;
- источники питания;
- технические характеристики сварочных аппаратов;
- шланговые держатели сварочных аппаратов;
- шлифовальные машинки.
Функциональная схема технологического процесса сварки имеет вид.

В итоге, стандарты представляют собой документы, в которых собраны все необходимые данные для обеспечения повторяемости сварки при ее производстве. Также они определяют процедуру аттестации сварочной технологии, необходимую для подготовки технологической карты сварочного процесса для конкретного сварного изделия.
Назначение документов при подготовке карты сварочных процессов
Единая система технической документации содержит требования и указания по подготовке технологических документов, к которым относятся документы специального назначения — карты маршрутов, операционные и технологических процессов. Руководящие документы готовятся для каждого направления промышленности. Например, такой документ для РАО Газпром расписывает сварочные, ремонтные и восстановительные процедуры на газопроводах. В него включены требования по выбору труб, их сборке, материалов, сварке стыков, обработке сварных соединений и т.п. Приводятся методы аттестации, отбраковки и контроля, технологий сварки, техники безопасности и т. д.
Рассмотрим в качестве примера типовой техпроцесс сварки фланцев к трубам.
Типовой техпроцесс сварки фланцев с концами труб
Часто используемым методом соединения являются фланцы. Они имеют вид плоских деталей разной формы, в которых сделаны специальные отверстия для крепления труб. С их помощью собираются трубопроводы разного назначения и длинные строительные конструкции. Они прочно и герметично соединяют трубы, обеспечивая гибкость в обслуживании различных стыков. Кроме этого, они соединяют трубу с различным оборудованием и клапанами.
В трубопроводной системе часто добавляют разгрузочные фланцы, позволяющие проводить регулярное техническое обслуживание системы во время ее работы. С этой целью на концы труб наваривают фланцы, которые затем соединяются между собой болтами с использованием герметизирующих прокладок. Такие дополнительные вставки в систему трубопровода позволяю подключать различную аппаратуру и устройства, делать дополнительные системы подключения.
Фланцы можно классифицировать разными способами, например:
- по типу соединений;
- по типу самих фланцев;
- на основании температурных значений и давления;
- по используемым материалам.
Для изготовления фланцев используют углеродистые, низколегированные, нержавеющие стали и комбинации экзотических материалов.
Использование фланцев весьма распространено. Поэтому разработан и ряд типовых техпроцессов, используемых в процедурах сварки фланцев к трубам.
Обычно технику сварки определяет требуемая величина люфта (зазора) в создаваемых стыках.
- При отсутствии люфта используется техника глубокого проваривания кромки трубы (технический прием — в лодочку).
- Люфт свыше 1.5 мм – технический прием поперечных колебательных движений самого электрода, выполняемых под определенным углом к осевой плоскости трубы.
- Люфт составляет 4-5 мм – метод угловых швов.
Фланцы привариваются с двух сторон для получения надежного соединения. Здесь учитывается вид конструкции и требования к креплениям.
Отметим, что в подземных трубопроводах не используются фланцевые соединения, так как фланцы являются наиболее распространенным источником утечки и пожаров.
Сварка металлоконструкций и карты техпроцессов
Конструкции из металла – металлоконструкции — это общепринятое обозначение изделий из металлов и сплавов. Например, детали из профилированного металла в машиностроении, несущие стальные каркасы зданий – в строительстве.
Если вначале прошлого века обычно использовались детали, литые из чугуна, то современные создаются из стали или легких сплавов, например, алюминия. Их преимущество:
- легкость;
- коррозионная устойчивость (оцинкованные или алюминиевых сплавы);
- удобство производства;
- объемная прочность, жесткость;
- декоративность;
- скорость монтажа.
Сварка служит одним из наиболее важных и широко применяемых методов соединения металлоконструкций. Этот процесс значительно дешевле винтов и заклепок и более надежен по сравнению с пайкой или склеиванием.
Сварные детали приобретают свойства долговечности, являются надежными, легко ремонтируются и удобны в производстве.
В одной конструкции нельзя одновременно совмещать процедуры сварки и клепки из-за разного отношения к нагрузкам. Сварные конструкции предпочтительнее клепанных или склеенных из-за более низкой стоимости производства, экономии материала, большей надежности при создании герметичности швов и др.
Недостатки вызваны образованием дефектов в швах из-за возникновения внутренних напряжений при перепаде температур, некачественной сварке.
Существует множество видов соединения отдельных деталей методом сварки. В каждом конкретном случае выбирается свой вид и способ, для которых составляется технологическая карта сварки металлоконструкций.
Исходя из характера требований к сварному изделию, подбираются материалы, геометрия компонентов, вид сварного шва, техника.
Сваривание металлов регламентируется по ряду физических, технических и технологических параметров. В физический критерий включены три основных класса – механический, термомеханический, сварка дуговым разрядом.

Например, электродуговая ручная сварка – это часто используемый на практике вид электросварки, оптимальной при сваривании мягких и легированных сталей, нержавейки, чугуна, ряда цветных металлов. Очевидно, что любой вид дуговой сварки требует свою карту технологического процесса.
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.

Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.

Контроль качества выполняемых сварочных работ
Контроль производства сварочных работ, их процесс и результаты фиксируются в специальных формах или журналах сварочного производства. В журналы заносятся итоги выполнения каждого процесса, полученного шва с их нумерацией, изометрические чертежи свариваемых объектов, данные по материалам, требования к сборке.
Контроль за качеством швов осуществляют рядом методов, например:
- проверка плотности шва;
- испытания на прочность механическими методами;
- металлографический анализ;
- рентгеновское зондирование и гамма-лучами;
- с помощью ультразвука и магнитных методов.
Источником сварных дефектов служит ряд причин. Например, нарушение режима дуговой или газовой сварки дает неравномерность пересекающихся швов.
Нарушение токовых режимов приводит к подрезкам. Работа со сталями с высоким содержанием легирующих присадок, углерода часто дает трещины в швах. Поэтому производство сварочных работ обязано строго придерживаться технологической карты для каждого этапа.
Именно карта технологического процесса сварки гарантирует повторяемость каждой процедуры — возможность воспроизведения тестового соединения для каждого шва.
Виды сварки металлов
На сегодняшний день применяются различные виды стыковки металлов, основные различия и характеристики подразделяются на техническую, физическую, а также технологические разновидности. Технологический процесс соединения подразумевает взаимодействия материалов на межатомном уровне путем воздействия температур. Несъемные крепления используются для множества материалов, основные из них металлические детали, также свариваются стекло, пластмасса и керамика. Процесс происходит основными способами ручной, полуавтоматической или автоматической, в зависимости от характеристик механизмов.

Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.

Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.

Расплав металла сваркой
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Плазменная сварка Электрошлаковая сварка
Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.

Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Термический класс сварки
Данный класс сварочных работ выполняется путем плавления кромок частей материалов. В начале процесса образуется сварочная ванна, после отвода которой производится шов. Классификация видов сварки термическим способом разделяется на основные подкатегории:
- газовая;
- электронно-лучевая;
- плазменная;
- лазерная;
- термитная;
- электрически дуговая стыковка.
Наиболее распространенным считается последний вариант т.к. не требует специализированного инструмента, приспособлений.
Дуговая сварка
Электродуговая стыковка деталей пользуется наибольшей популярностью при проведении работ. Электрическая дуга между электродами производится мощным разрядом, одним из элементов производится процесс сварки.

Схема дуговой сварки
Работа производится после обработки, заготовки материала, состоит из основных этапов.
- Производится соприкосновение электрода с металлом, что вызывает короткое замыкание, после этого, инструмент отводится на расстояние не более 5 мм. Короткое замыкание служит для достижения электродом требуемой температуры, путем интенсивной эмиссии электронов в конструкции катода. После достижения стабильной, устойчивой дуги, производятся работы.
- Устойчивый дуговой заряд производится путем ускорения электронов в электрическом поле, происходит ионизация газового соединения анода с катодом. Температура электрической дуги, как источника тепла достигает до 6000⁰. Сварочный ток при напряжении дуги до 50 В, использования покрытого специальным составов, достигает до 3 кПа.
Предназначение данного вида сварки с использованием покрытых электродов состоит в легировании состава шва, защиты расплава от окружающих воздействий путем газового и шлакового способа.
Газовая сварка
Электродуговой способ, при котором осуществляется процесс в газовой защитной среде. Подразделяются газообразные вещества на инертные и активные виды.
Методики сварки существуют МИГ и МАГ разновидностей, основное предназначение состоит в использовании универсальных материалов, различаются механическими параметрами.
Перед использованием оборудования необходимо проверить все составляющие, зачистить обрабатываемый металл от окраски и ржавчины.

Устройство аппарата для газовой сварки
Комплект газосварочного оборудования состоит из:
- кислородный рукав номинальным давлением 0,64 МПа, используется для подачи ацетилена;
- подача кислорода производится через рукав третьей категории давлением до 2 МПА;
- два редуктора для регулировки давления;
- баллоны объемом от 40 л;
- горелка с регулировочным винтом.
Давление подачи ацетилена производится регулировкой редуктора на баллоне, специальный манометр указывает на точный параметр. Давление горючей смеси должно составлять около 0,2 МПа, кислород регулируется идентичным способом до уровня 0,5 МПа. Регулировка газовой горелки происходит путем открытия подачи ацетилена до тех пор, пока огонь не стабилизируется у основания, кислородом устанавливается мощность пламени.
Основные составляющие пламени это ядро, зона восстановления и факел. Горелка располагается под определенным градусом к основному металлу, расстояние между ядром и материалом составляет 1,5 мм. Поступательными движениями разогревается металл до температуры плавления, после изменяется градус подачи горелки, подается присадочная проволока.
Лучевая сварка
Высокое качества шва достигается путем работы в вакууме. Процесс представляет собой передачу мощного пучка энергии к заготовке. Электроны взаимодействуют со составляющими веществами материала, что приводит к быстрому разогреву, достижению необходимой температуры плавления. Используются данная категория сварочных работ при работе с микроэлементами, т.к. луч можно регулировать до размеров микрона в диаметре.
Установка для лучевой сварки Схема электролучевой сварки
Термитная сварка
Сварка происходит с использованием специального материала – термит, состоящего из соединений магния или алюминия, железной окалины. Порошкообразная смесь применятся к подготовленным в жаропрочном виде материала металлам, предварительно разжигая запалом либо электрической дугой. Результатом становится прочное соединение, основное предназначение данного вида работ состоит в стыковке труб, рельсов, наплавки массивных изделий.
Электрошлаковая сварка
Относительно новый способ произведения сварочных работ разработан в институте им. Патона. Подготовленные детали обволакиваются шлаком, который нагрет до температур, превышающих плавление проволоки и металла. Электрошлаковая сварка позволяет заполнять большие разрывы в один проход, процесс не отличается от дугового вида стыковки металлов. Высокое качества шва достигается за счет образования защитной ванны, которая выдвигает нестабильные соединения металлов на поверхность.

Схема процесса электрошлаковой сварки
Процесс электрошлакового вида сварки происходит следующим образом:
- кромки вертикально расположенных деталей наклоняются на 20-25⁰ по отношению к размеченной части;
- устанавливается необходимый зазор для помещения порошка;
- дуга, разжигаемая между нижней пластиной и электродом, расположенным сверху расплавляет флюс;
- шлаковая ванна возникает путем плавления флюса, медных ползунов, после чего шунтируемая дуга потухает;
- происходит переход из дугового вида в шлаковую, ванная которой нагревается до 1700⁰;
- кромки металла расплавляются шлаком в сварочной ванне, после удаления электрода происходит остывание и кристаллизация металла.
Данным способом возможно работать со сложными швами, крупногабаритными деталями. Повышенное качество, отсутствие трещинообразования, позволяют стыковать шлаковой сваркой ответственные детали.
Газовые примеси и пузыри удаляются без затруднений из зоны сварки, этому способствует вертикальное расположение конструкции.
Термомеханический класс сварки
Комбинированный способ предлагает воздействие не только повышенной температурой на металл, но и механические усилия. В большинстве случаев, используется при стыковке малогабаритных частей, которые обычным способом качественно связать не представляется возможности. Процесс происходит в электродах — губках, в которых закрепляется две части деталей. Основными видами сварки называются контактная, диффузионная и кузнечные способы.
Кузнечная сварка
Качественное соединение кузнечным способом работ достигается при условиях очищенных от налетов, окислов прилагаемых поверхностей. Работа ручным инструментом осуществляется по нагретому металлу, детали нахлестываются и производятся удары молотком по поверхности.
Способы кузнечной сварки Кузнечная сварка
Кузнечный вид сварки применяется далеко не ко всем материалам, имеет малую производительность, требует достаточного опыта от кузнеца.
Современные виды работ вытеснили кузнечное дело ввиду малой надежности стыкованных деталей.
Контактная сварка
Нагрев при сварке сопротивлением достигается прилеганием поверхности иглы к изделию. Электрический ток проходит через инструмент нужного диаметра, предварительно необходимо подготовить металл путем сдавливания или осадочного механического воздействия. Химическое воздействие атомов металла дает возможность сварить мелкие детали, легко поддается автоматизации и высокопроизводительна.

Различается на три основные способа, точечную, роликовую и стыковую разновидность. Широко применяется в промышленности и машиностроении, в труднодоступных местах и соединениях.
Диффузионная сварка
Основой способ является использования диффузии атомов при высоком уровне вакуума. Поверхностные слои металла нагреваются в силу высокой диффузионной способности атомов до температур, приближенной к плавлению. Контакт и надежная стыковка происходит механическим воздействием высокой силы, минимальная мощность сжатия составляет 20 МПа.
Применяется данный вид при плохо контактирующих материалах.
Процесс начинается с помещения деталей в специальную камеру, крепление и передачи усилия. Материалы выдерживаются определенной время, под воздействием электрического тока.
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Холодная сварка
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Сварка взрывом
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.
Сварочное производство
Производство сварочных работ необходимо практически на любом предприятии. Человек, выбравший такую нелегкую специальность, должен быть готов к тому, что ему придется овладевать необходимыми для этого знаниями и подкреплять их практическими навыками. Это вознаградит его хорошим заработком и постоянной востребованностью.
Организация и планирование сварочного производства являются целой наукой, которую надо изучать внимательно и с уважением.

Обучение профессии сварщика
Сварщик - это профессия, предполагающая усиленное мышление при исполнении работ, умение принимать нестандартные решения. Тем не менее, главную роль играют именно рабочие специальности. Необходимым является обучение основам сварочного производства на этом уровне.
Специальность знатока сварочного производства можно получить, окончив предназначенные для этого курсы. На них преподаются основы сварочного производства, включая теорию и практические занятия. Такую профессию можно также приобрести в колледже или техникуме, где имеются соответствующие факультеты.
Программы на курсах включают в себя:
- Обучение оборудованию и технологии сварочного производства.
- Принципы электродуговой сварки.
- Сварку полуавтоматом.
- Газовую сварку и резку металлов.
- TIG сварку.
- Сварку аргоном.
- Виды дефектов, их контроль и методы исправления.
- Правила безопасности и оказание первой медицинской помощи.
После прослушивания лекций происходит практическое обучение под руководством опытных мастеров-преподавателей. Занятия являются групповыми. Для поступления на курсы необходимо иметь минимальное образование в объеме 9 классов. На курсах также можно повысить уже имеющийся разряд. Возможна переподготовка. Например, мастер по газовой сварке может приобрести более престижную профессию сварщика-аргонщика.
После окончания занятий наступает время экзамена, где комиссия оценивает полученные знания. При положительном решении ученику выдается удостоверение, в котором указывается присвоенный разряд. Техник сварочного производства может иметь разряд от 1 до 6.
Для получения высшего образования по сварке придется закончить высшее учебное заведение соответствующего профиля. Инженер-сварщик должен обладать более глубокими познаниями в этой области. Кроме этого в его обязанности входит общее руководство процесса на всех этапах, поэтому он должен обладать организаторскими способностями. В программу его обучения входят различные дисциплины, дающие знания и расширяющие его кругозор.
Высшее образование по сварочному производству дает право выполнять следующие работы:
- Осуществлять собственные разработки и внедрять их в производство.
- Активно участвовать в подготовительных работах. Производить закупку необходимых расходных материалов и оборудования.
- Осуществлять контроль над ходом технологического процесса и выполнением существующих правил.
- Контролировать экономичность расходного материала.
- Следить за выполнением правил безопасности.
- Правильно выбирать оборудование и обеспечивать правильность его эксплуации.
- Выбирать необходимые режимы для конкретного вида сварочной работы.
- Участвовать в контроле качества получившегося сварного шва.
После получения профессии, связанной с оборудованием и технологией сварочного производства кем работать - имеется широкий выбор. В высшем учебном заведении можно получить профессии инженера и технолога-сварщика. Инженеры и технологи обязаны выполнять обязанности, указанные в их должностных инструкциях.
Если сварщику предстоит выполнение новых для себя работ, то необходима его дополнительная подготовка в плане обучения. Поскольку конкуренция в этой области не является слишком большой со временем можно сделать карьеру и вырасти до более высокой и хорошо оплачиваемой должности.
Список учебных заведений, обучающих этой профессии достаточно велик. Они находятся во многих крупных городах России.
Организация сварочного производства
Грамотная организация сварочного производства является залогом успеха. При ее неправильном проведении могут пропасть все усилия и материальные затраты.
Имеются разные виды объектов, на которых осуществляются сварочные работы. Это может быть специальный цех на предприятии, который обслуживает все другие отделы, или обособленно стоящий завод, куда привозят детали для их сварки. Если необходимо произвести сварку на открытом воздухе, например, трубопроводов, то осуществляется выезд на место со всем необходимым оборудованием. Такой вариант является более сложным и зависит от погодных условий.
Сварка в цеховых условиях является более универсальной. Имеется возможность выполнения работ любой сложности. Более того, тем же оборудованием можно выполнять не только сварке, но резку металла. Правильная организация сварочного участка является необходимой ступенькой, позволяющей получить необходимый результат при сварочных работах.
Существуют требования, которые предъявляются ко всем перечисленным вариантам, включая безопасность и экологичность.
При организации необходимо выполнение всех правил производства сварочных работ. В первую очередь это касается оборудования и технологии сварочного производства. Современное техническое оснащение, механизация и автоматизация, правильное составление технической документации являются неотъемлемой частью современного производства.
Грамотная организация и привлечение квалифицированных специалистов всех уровней являются основой, на которой будут успешно осуществлены эти востребованные во всех областях работы.
Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
- Технологическая подготовка производства. Организация сварочного производства и управление процессом.
- Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
- Проведение заготовительных операций сварочного производства.
- Приобретение необходимых расходных материалов в нужном количестве.
- Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
- Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
- Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
- Разработка технологических процессов.
- Выпуск технических заданий на проектирование и изготовление технологической оснастки.
- Составление графиков проводимых работ.
- Контрольные испытания.
- Осуществление входного контроля приобретенных материалов и оборудования.
- Обучение сварщиков и их периодическая аттестация.
- Освоение прогрессивных методов и их внедрение в производство.
- Поэтапный контроль за выполнением сварочных процессов.
- Обеспечение качества получаемых результатов.
- Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Разработка технологического процесса
Разрабатывать технологический процесс имеют право работники, обладающие специальностью по оборудованию и технологии сварочного производства. Оно должно соответствовать правилам нормативного документа ЕСТД. При этом необходим учет типовой документации.
Техпроцесс является отдельным документом. Также он может входить как составная часть в общий техпроцесс всей конструкции, включающий также сборочные и монтажные работы.
Содержание документа, представляющего собой технологический процесс:
- требования к сборке перед сваркой;
- требования к материалам, подлежащим сварке;
- наличие соответствующей квалификации сварщиков, инженеров и технологов;
- режимы сварки;
- обеспечение безопасности;
- вид оборудования для осуществления сварки;
- необходимая технологическая оснастка;
- необходимость термообработки, ее режимы и необходимое для этого оборудование;
- количество исполнителей;
- массу металла для наплавки;
- методы контроля качества сварных швов.
При разработке технологического процесса необходимо учитывать материальные возможности предприятия, осуществляющего такие работы.
Правильно оформленный технологический процесс, имеющий все необходимые подписи, является официальным документом, требования которого подлежат обязательному выполнению. Место хранения этого документа на предприятии - отдел главного технолога.
Проект производства сварочных работ
К числу необходимых для сварки документов относится проект производства сварочных работ (ППСР). Он разрабатывается на основе имеющихся нормативных документов.

Документу присваивается идентификационный номер.
Такое задание могут выполнить за определенную плату сторонние организации при условии предоставления им всех необходимых для этого сведений. В этом случае привлекаются специалисты этого дела, имеющие 3-й или 4-й уровень квалификации, а также аттестацию НАКС.
Назначением ППСР является описание следующих моментов:
- порядок, в котором происходит организация сварочного участка;
- количество необходимых постов и их комплектация;
- предполагаемые сроки, в которые должны уложиться сварочные работы;
- графики дат поставки необходимых материалов;
- требования к экологической безопасности проводимых работ;
- требования охраны труда и безопасности.
В документе указываются выбранные технологии. Также указываются методы контроля качества сварных соединений.
Составление ППСР на конкретную работу необходимо, поскольку существующие нормативные материалы не могут охватить все многообразие существующих вариантов сварочных работ. Создание индивидуального плана облегчит осуществление этого рода деятельности. Тем не менее, необходимо придерживаться основных требований официальных нормативных документов.
Образец проекта производства сварочных работ поможет правильному его оформлению. В состав ППСР должны входить обязательные разделы, начинающиеся с введения и заканчивающиеся требованиями к безопасности, как пожарной, так и экологической. Помимо этого в документе в различных разделах должно иметься описание конструкции, методы входного контроля, необходимая квалификация сварщиков, методы контроля результатов, применяемое оборудование, выбор расходных материалов, последовательность проведения операций, методы исправления обнаруженных дефектов.
Пример проекта производства сварочных работ:

Оформление происходит на чертежных листах установленного размера. Необходимо правильное заполнение имеющегося внизу штампа. В текстовой части перечисляются требования, предъявляемые к сварным работам.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.

Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение - давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Механизация производства
Механизация сварочного производства является современным методом улучшения сварочного процесса. Это позволяет высвобождать лишних исполнителей и обходиться их минимальным количеством. Механизация сварочных работ уменьшает ошибки, которые могут допускать даже весьма квалифицированные сварщики. Немаловажным фактором является значительное повышение производительности труда.
Один из основных способов механизации - использование в качестве сварочного оборудования инверторов. Это не требует неоправданно высоких затрат, зато значительно повышает качество результатов сварки. Обучение, как правильно пользоваться этим аппаратом, много времени не занимает.
При механизации дуговой сварки новшество может заключаться в механической подаче в рабочую зону присадочных материалов, защитных газов. К преимуществам относится своевременная подача, повышается возможность непрерывной сварки. Для обеспечения непрерывности горения дуги можно использовать механизмы для перемещения сварочного оборудования. Это особенно важно при большой длине наложения шва.
Механизации подлежат и вспомогательные работы. К ним относятся подвоз деталей, обладающих большой массой, и вынесение сварного изделия из зоны работ. Механизации полежит и перемещение оборудования вдоль сварного в необходимое место. К механизации можно отнести организацию надежных креплений для фиксации свариваемых деталей.
Механизировать можно, как все производство в целом, так и его отдельные участки. Частичная механизация затрагивает отдельные моменты производственного процесса. При комплексном подходе механизмы устанавливают последовательно согласно технологическому маршруту.
Механизация сборочных работ заключается в установке специальных стендов для сварки крупногабаритных деталей, а также решения вопроса об их перемещении. К оборудованию для помещения деталей в удобное для сварки положение служат манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды.
Сварочный вращатель

Сварочный позиционер

Сварочный робот

Механизация делает труд сварщика более легким и привлекательным.
Автоматизация производства
Для повышения производительности труда применяется автоматизация сварочного производства. Затраты на ее внедрение тем быстрее окупятся, чем более многосерийным является производство.
Главным преимуществом автоматизации процесса сварки является повышение качества получаемых результатов. Это происходит за счет того, что при автоматизации руководство на себя принимают алгоритмы вычислительных комплексов. Соответственно, брак уменьшается, а качество повышается. Швы получаются одинаковыми, приближенные к существующим стандартам. Появляется возможность сваривать конструкции, имеющие повышенную ответственность.
Помимо этого к достоинствам относится снижение материальных затрат и уменьшение количества исполнителей. Они могут иметь более низкую квалификацию и, соответственно, происходит экономия на выплате им заработной платы. Механизация и автоматизация сварочного производства позволяют оптимизировать все этапы сварочного процесса.
Интересное видео
Читайте также: