Опишите порядок проведения работ по предварительному сопутствующему межслойному подогреву при сварке
Обновлено: 18.05.2024
Правка полосового металла с выполнением предварительного подогрева металла.
Количество операций и приемов
Критерии оценки
Организовать рабочие место.
Подготовить поверхность заготовки
Определить места деформации детали.
Выбирать приспособления для местного нагрева
Произвести нагрев детали
Производить правку с помощью кувалды
Соблюдать правила техники безопасности*
Произвести контроль правки детали
Сдать деталь на проверку
Сдать рабочие место
· *осторожно обходиться с заготовками, поскольку листовой металл и проволока имеет острые кромки;
· деталь помещать в муфельную печь и вынимать с муфельной печи только специальным приспособлением;
· работать только исправным инструментом (правильно насаженные молотки: ручки молотков должны быть без трещин с надежно закрепленными на них бойками; не иметь отколов на молотках);
· боек молотка должен иметь гладкую, полированную, слегка выпуклую поверхность;
· для предохранения рук от ударов и вибраций металла работать обязательно в рукавицах, так как заусенцы и острые кромки заготовок могут поранить руки;
· заготовку на плите или наковальне удерживать прочно;
· надежно крепить обрабатываемые заготовки;
· при правке полосы или прутки должны касаться не менее чем в двух точках;
· держать руку, которая удерживает заготовку, по возможности дальше от места удара молотком или киянкой;
· не стоять за спиной товарища, когда он работает;
· содержать рабочее место в чистоте и порядке, а инструменты – в исправном состоянии.
балл (отметка)
2(не удовлетвор.)
Правка металлического прутка, с выполнением предварительного подогрева металла.
Организовать рабочие место
УСЛОВИЯ ВЫПОЛНЕНИЯ ЗАДАНИЯ
Задание выполняется одновременно всей учебной группой.
Время выполнения задания: 60 минут.
Задание предусматривает одновременную проверку освоения тем:
· Ознакомление и выполнение предварительного, сопутствующего (межслойного) подогрева металла
Место выполнения – Сварочный цех. уч. мастерских «РКМиА»
ОБОРУДОВАНИЕ:
Оборудование сварочной мастерской и рабочих мест в мастерской :
средства инд. защиты
заготовки из листового металла;
КРИТЕРИИ ОЦЕНКИ
Последовательность
выполнения заданий
компетенции
· Осмотреть рабочие место.
· Убедится в отсутствии легко воспламеняющих материалов.
· Убрать все мешающее работе.
ПК 1.7 Выполнять предварительный, сопутствующий (межслойный) подогрева металла
· Очистить поверхность от следов масла
· Очистить поверхность от следов ржавчины и грязи.
· правильно уложить пруток на наковальне;
· правильно наносить удары по прутку
Соблюдать правила техники безопасности
· осторожно обходиться с заготовками, поскольку листовой металл и проволока имеет острые кромки;
Опишите порядок проведения работ по предварительному межслойному подогреву при сварке
1. Порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву, требования к персоналу определяются нормативными документами ОАО "Газпром" и настоящим разделом.
2. Для предварительного, сопутствующего (межслойного) подогрева кромок свариваемых соединений следует применять:
-при толщинах стенки до 17,0 мм - газопламенное нагревательные устройства (кольцевые и плоские газовые подогреватели, одноплеменные горелки и др.), а также установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей электрокомбинированного действия;
-при толщинах стенки св. 17,0 до 22,0 мм при температуре воздуха выше 0°С - установки индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия или газопламенные нагревательные устройства (кольцевые газовые подогреватели, одноплеменные горелки и др.);
-при толщинах стенки св. 17,0 до 22,0 мм при отрицательных температурах воздуха - установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей комбинированного действия;
-при толщинах стенки св 22,0 мм при любых температурах воздуха - установки индукционного нагрева.
3. Выбор оборудования для предварительного и сопутствующего (межслойного) подогрева выполняется производителями сварочных работ. Оборудование должно обеспечивать равномерный предварительный подогрев свариваемых соединений по толщине стенки и периметру в зоне шириной не менее 150 мм. (т.е. не менее 75 мм вуаждую сторону от свариваемых кромок), и, если необходимо, подогрев в процессе выполнения прихваток и межслойный подогрев в процессе сварки.
4. При проведении подогрева установками индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия в случаях прекращения энергообеспечения или при выходе из строя установок нагрева, допускается выполнять нагрев газопламенными нагревательными устройствами (кольцевыми газовыми подогревателями, одноплеменные и горелками и др.) до возобновления энергообеспечения или замены вышедшего из строя оборудования, но не более, чем до конца рабочей смены или полного завершения сварного шва.
5. Подогрев не должен нарушать целостность изоляции. При применении газопламенных нагревательных устройств (горелок) следует применять термоизоляционные материалы (термоизолирующие пояса) и/или боковые ограничители пламени. Максимальная температура нагрева трубы в месте начала заводского изоляционного покрытия труб не должна превышать +100°С.
6. Температура предварительного подогрева свариваемых кромок труб, СДТ, ЗРА перед выполнением прихваток, первого (корневого) слоя шва должна соответствовать:
а) требованиям таблицы для ручной дуговой сварки электродами с основным видом покрытия и механизированной сваркой проволокой сплошного сечения в углекислом газе,
б) требованиям таблицы для ручной дуговой сварки электродами с целлюлозным видом покрытия;
в) +50^+30. С независимо от температуры окружающего воздуха - для автоматической двухсторонней сварки проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб комплексом оборудования фирм "CRC-Evans AW", "Autoweld Systems", а также для автоматической односторонней сварки проволокой сплошного сечения в защитных газах сварочными головками М300-С, М300 фирм "CRC-Evans AW" комплексами оборудования "CWS.02" фирмы "PWT", "Saturnax" фирмы "Serinax";
г) +50^+50°С при температуре окружающего воздуха ниже 0°С и/или при наличии влаги на свариваемых кромках - для автоматической двухсторонней сварки под флюсом поворотных кольцевых стыковых соединений труб на трубосварочных базах типа БТС;
д) +100^+30°С независимо от температуры окружающего воздуха - при ремонте сварных соединений с толщинами стенок до 27,0 мм включительно;
е) +150^+130°С независимо от температуры окружающего воздуха - при ремонте сварных соединений с толщинами стенок св. 27,0 мм.
Опишите порядок проведения работ по предварительному сопутствующему межслойному подогреву при сварке
Main Menu
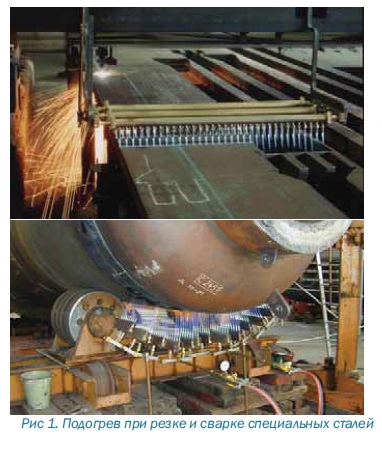
Предварительный, сопутствующий и последующий подогрев в сварочном производстве

В современном производстве широко распространено использование сталей со специальными свойствами. Применение данных материалов позволяет получить изделия с высокими прочностными свойствами, коррозионной и химической стойкостью, способных работать в условиях критических температур и дающих дополнительные возможности по снижению веса и общей стоимости конечных изделий.
Тем не менее использование специальных материалов требует применения особых технологий во время выполнения процессов вырезки заготовок и проведения сварочных операций.
Технология подогрева
Эффективным методом предотвращения образования возможных дефектов, таких как появление горячих и холодных трещин, изменение свойств материала в зоне термического влияния является применение предварительного, сопутствующего и последующего подогрева при выполнении сварочных операций и других технологических операций. При резке данных материалов обычно применяется предварительный подогрев, при сварке применяется предварительный, а также сопутствующий и последующий подогрев.
Подогрев может также применяться при обработке других материалов (например, алюминия), особенно при большой толщине материала. При резке сталей применение подогрева позволяет разрезать металл большой толщины с лучшим качеством и более высокой скоростью.
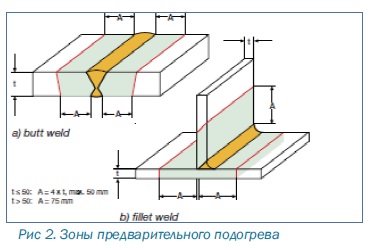
Температура и зона необходимого прогрева зависит от типа материала, его толщины и последующего процесса обработки. При этом важно выдерживать технологически заданную температуру непосредственно в процессе сварки и резки материала. Подогрев должен быть обеспечен равномерно по всей толщине материала на всю зону термического влияния.
В зависимости от возможностей производства, применяемых материалов, размеров изделий и последующего процесса обработки применяются различные варианты нагрева, такие как:
- нагрев в печи с последующим перемещением заготовок на сварочно-сборочные стенды;
- нагрев заготовки газовым пламенем с последующим выполнением сварочных и резательных операций;
- локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки,
- нагрев электрическими матами;
- индуктивный нагрев заготовки.
В конечном счете эффективность применения подогрева зависит от точности, равномерности и управляемости процессом распределения температуры по всей толщине материала в требуемой зоне термического влияния, а также скорости выполнения нагрева.
Подогрев газовым пламенем
Локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки, является наиболее универсальным методом, требует минимальных вложений в оборудование. Данный процесс также является экономически выгодным за счет минимального остывания заготовки перед процессом обработки и прогрева только технологически необходимых зон термического влияния без дополнительных затрат на нагрев всей конструкции.

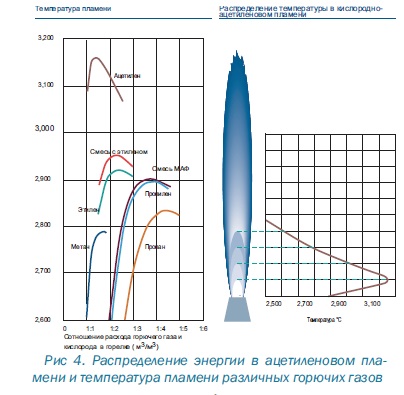
Выделяемая горелками энергия и ее концентрация в пламени должны соответствовать задаче подогрева. Количество данной энергии определяется применяемыми газами, размером и конструкцией сопел.
Для горелок локального нагрева могут применяться различные газы: горючие - ацетилен, пропан или природный газ; окисляющие - воздух из окружающей среды без наддува, сжатый воздух или кислород.
Горючие газы имеют очень большое влияние на скорость подогрева, возможность автоматизации процесса и конечное качество обработки. Медленногорючие газы (такие как пропан и природный газ) отличаются длинным факелом пламени с широким рассеиванием тепла.
Применение в качестве окислителя воздуха их окружающей среды без наддува приводит к низко контролируемому процессу нагрева и в конечном счете – к неэффективному использованию сжигаемых газов и дополнительным расходам.
При этом важен как правильный выбор горючего газа и окислителя, так и правильное расположение горелок относительно нагреваемого материала для обеспечения передачи всей энергии пламени в обрабатываемый материал.
Слишком большой поток газа при малом расстоянии горелки от подогреваемой поверхности приводит к тому, что пламя будет нагревать не только деталь, но также и саму систему горелок. То же происходит при применении горючего газа с низкой скоростью горения (пропан или природный газ) за счет того, что факел пламени отражается от нагреваемой поверхности и догорает в области горелок. В конечном счете тратится избыточное количество энергии и происходит перегрев горелок и более быстрый выход их из строя. Пламя на основе комбинации ацетилена и сжатого воздуха дает максимальную энергию за счет высокой температуры горения ацетилена и может быть хорошо скорректированным и контролируемым. Горелки на данной смеси газов за счет высокой скорости горения ацетилена и, как следствие, высокой концентрации энергии пламени являются наиболее эффективными по производительности, долговечности и экономичности.
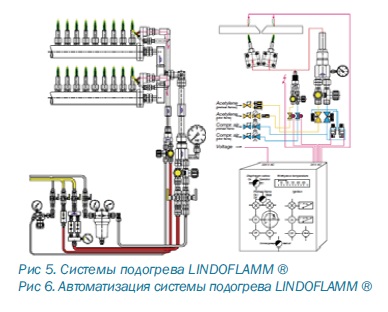
Комплексное решение компании Линде Газ LINDOFLAMM® системы предварительного, сопутствующего и последующего подогрева на базе высокопроизводительных горелок с ацетилен/воздушным пламенем включают системы хранения и подачи технологических газов и системы контроля с различной степенью автоматизации процесса, а также комплексное обеспечение техническими газами.
Степень автоматизации систем подогрева определяется заказчиком и может включать от ручных систем управления регулирования пламени до автоматических систем управления процессом с обратной связью оперативного контроля температуры, включая регистрацию температуры заготовки в процессе обработки и интеграцию системы управления подогревом в автоматический процесс управления производством.
Примеры систем предварительного подогрева
1. Предварительный подогрев балки, совмещенный с процессом сварки под флюсом
Размер конструкции 1200x800мм, длина 22000мм, толщина 65мм.
Температура предварительного подогрева 120-150 ° C.
Скорость сварки 400-500 мм/мин.
Система LINDOFLAMM® с линейными горелками ацетилен/ сжатый воздух, совмещенная со сваркой под флюсом.
Результат: применение горелок LINDOFLAMM® позволило совместить процесс предварительного подогрева с процессом сварки.

2. Предварительный подогрев зоны сварки карданного вала
Диаметр вала 219 мм, толщина стенки вала 15 мм. Минимальная длина вала 1 105 мм, масса (вес) вала 300 кг. Комбинация материалов (С 45 до S 355 или 42CrMo4). Температура предварительного подогрева 250 до 350 ° C. Сварка в среде защитных газов.
Ранее применяемая система подогрева пропан/сжатый воздух была заменена системой LINDOFLAMM® с 10-сопельными горелками ацетилен/сжатый воздух.
Результат: применение горелок LINDOFLAMM® позволило сократить время подогрева с 30 до 10 минут и повысило экономическую эффективность процесса. Кроме того, применение высококонцентрированного пламени локального нагрева снизило избыточный нагрев вала вне ЗТВ и повысило его прочностные свойства.

3. Подогрев при сварке химического резервуара
Диаметр резервуара d = 2900мм. Толщина стенки — 43мм Температура подогрева предварительного подогрева 150° C.
В дополнение к точному соблюдению температуры подогрева важное значение для обеспечения качественного сварного соединения необходимо предотвращение наличия влаги в зоне сварочной ванны.
Ранее применяемая технология подогрева на базе пропан/воздушных горелок без наддува в связи с их низкой интенсивностью была заменена системой LINDOFLAMM® с горелками ацетилен/сжатый воздух.
Результат: применение системы подогрева LINDOFLAMM® с горелками ацетилен/сжатый воздух позволило снизить общие затраты на подогрев на 32,4% и полностью избежать возникновения сварочных дефектов за счет значительного снижения выделения влаги из пламени в зоне подогрева.
Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов
10.3.1 Порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву, требования к персоналу определяются нормативными документами ОАО «Газпром» и настоящим разделом.
10.3.2 Для предварительного, сопутствующего (межслойного) подогрева кромок свариваемых соединений следует применять:
- при толщинах стенки до 17,0 мм - газопламенные нагревательные устройства (кольцевые и плоские газовые подогреватели, одноплеменные горелки и др.), а также установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей комбинированного действия;
- при толщинах стенки св. 17,0 до 22,0 мм при температуре воздуха выше 0 °С - установки индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия или газопламенные нагревательные устройства (кольцевые газовые подогреватели, одноплеменные горелки и др.);
- при толщинах стенки св. 17,0 до 22,0 мм при отрицательных температурах воздуха - установки индукционного нагрева, радиационного нагрева способом электросопротивления или нагрева с применением электронагревателей комбинированного действия;
- при толщинах стенки св. 22,0 мм при любых температурах воздуха - установки индукционного нагрева.
10.3.3 Выбор оборудования для предварительного и сопутствующего (межслойного) подогрева выполняется производителями сварочных работ. Оборудование должно обеспечивать равномерный предварительный подогрев свариваемых соединений по толщине стенки и периметру в зоне шириной не менее 150 мм (т.е. не менее 75 мм в каждую сторону от свариваемых кромок), и, если необходимо, подогрев в процессе выполнения прихваток и межслойный подогрев в процессе сварки.
10.3.4 При проведении подогрева установками индукционного нагрева, радиационного нагрева способом электросопротивления, нагрева с применением электронагревателей комбинированного действия в случаях прекращения энергообеспечения или при выходе из строя установок нагрева, допускается выполнять нагрев газопламенными нагревательными устройствами (кольцевыми газовыми подогревателями, одноплеменными горелками и др.) до возобновления энергообеспечения или замены вышедшего из строя оборудования, но не более, чем до конца рабочей смены или полного завершения сварного шва.
10.3.5 Подогрев не должен нарушать целостность изоляции. При применении газопламенных нагревательных устройств (горелок) следует применять термоизоляционные материалы (термоизолирующие пояса) и/или боковые ограничители пламени. Максимальная температура нагрева трубы в месте начала заводского изоляционного покрытия труб не должна превышать +100 °С.
10.3.6 Температура предварительного подогрева свариваемых кромок труб, СДТ, ЗРА перед выполнением прихваток, первого (корневого) слоя шва должна соответствовать:
а) требованиям таблицы 10.3 - для ручной дуговой сварки электродами с основным видом покрытия и механизированной сваркой проволокой сплошного сечения в углекислом газе,
б) требованиям таблицы 10.4 - для ручной дуговой сварки электродами с целлюлозным видом покрытия;
в) +50 +30 С независимо от температуры окружающего воздуха - для автоматической двухсторонней сварки проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб комплексом оборудования фирм «CRC-Evans AW», «Autoweld Systems», а также для автоматической односторонней сварки проволокой сплошного сечения в защитных газах сварочными головками М300-С, М300 фирмы «CRC-Evans AW», комплексами оборудования «CWS.02» фирмы «PWT», «Saturnax» фирмы «Serimax»;
г) +50 +30 °С при температуре окружающего воздуха ниже 0 °С и/или при наличии влаги на свариваемых кромках - для автоматической двухсторонней сварки под флюсом поворотных кольцевых стыковых соединений труб на трубосварочных базах типа БТС;
д) +100 +30 °С независимо от температуры окружающего воздуха - при ремонте сварных соединений с толщинами стенок до 27,0 мм включ.,
е) +150 +30 °С независимо от температуры окружающего воздуха - при ремонте сварных соединений с толщинами стенок св. 27,0 мм;
ж) требованиям таблицы 10.5 - при сварке труб с ЗРА.
Таблица 10.3 - Температура предварительного подогрева при ручной дуговой сварке электродами с основным видом покрытия и механизированной сварке проволокой сплошного сечения в углекислом газе первого (корневого) слоя шва, прихваток соединений труб, труб с СДТ
Сварка с подогревом металла

Сварка с подогревом металла имеет свои преимущества. Среди специалистов нагрев шва в околошовной зоне называется просто – предварительный нагрев. Чаще всего такой подход имеет место при изготовлении печей, резистивных нагревательных элементов, горелок и высокочастотных нагревательных элементов. Благодаря такому нагреву можно избежать появления холодных трещин на металле. Кроме того, он препятствует чрезмерному повышению твердости.
Для изготовления действительно качественного изделия необходимо знать особенности такого типа сварки. Подробнее об этом поговорим ниже.
Для чего нужна сварка с подогревом металла

Преимуществами использования сварки с предварительным нагревом металла являются:
- Устранение или уменьшение растрескивания материала, имеющего высокую влажность поверхности. Нагрев изделия убирает влагу, что снижает вероятность появления трещин.
- Улучшение процессов расплавления металлов шва и их осаждения, происходящее при основной сварке.
- Снижение напряжений материалов. Подогрев помогает равномерно расширяться и сжиматься металлам сварного соединения и изделия.
- Повышение качества структуры шва. Предварительное нагревание металла замедляет последующее его охлаждение. Следовательно, соединение затвердевает более равномерно, улучшая механические свойства микроструктуры материала.
Рекомендуем статьи по металлообработке
Существует несколько способов термической обработки изделий, которые определяются их дальнейшим применением:
- Предварительный подогрев – еще до начала сварки мастер задает минимальную температуру соединения. Получить эту информацию можно в WPS (спецификация сварки), где содержатся данные о температурном диапазоне.
- Подогрев между проходами – при ведении многопроходной сварки мастер должен максимально прогреть материал до начала нового этапа. Температура нагрева при этом не должна опускаться ниже минимального значения обработки, проведенной предварительно.
- Поддержание сварочной температуры, ниже которой не должна охлаждаться сварочная зона до окончания работ. Если процесс соединения останавливается, следует поддерживать тепло на указанном уровне.
Как выбрать температуру для сварки с подогревом металла
Сварочные кодексы содержат информацию о минимально возможной температуре предварительного нагрева. Вполне возможно, что тепловая обработка металла при указанной температуре сможет предотвратить появление трещин, но существует вероятность, что ее будет недостаточно. Это выясняется только опытным путем.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Например, получение балочно-стоечного соединения низководородистым электродом, имеющим большое сечение А36 (чья толщина находится в диапазоне от 10,2 до 12,7 мм), сделанным из сплава ASTM A572-Gr50. Для данного сопряжения необходима температура предварительного прогрева +107 °С (AWS D1.1-96). В случае изготовления стыковых соединений из материалов большого сечения предварительный нагрев рекомендуется поднять выше минимального значения. Институт AISC рекомендует нагревать до температуры +175 °С (AISC LRFD J2.8).
Рекомендация в достаточной степени консервативна. Она указывает на возможно недостаточный минимальный показатель нагрева металла у похожих соединений с высоким напряжением, указанный в документе AWS D1.1

А что же делать, если сварочные кодексы отсутствуют? Как определить нужную температуру? Обратимся к следующему документу – AWS D1.1-96, Приложение XI: «Руководство по альтернативным методам определения предварительного подогрева». Он указывает на существование двух возможностей определения температуры нагрева. Это процедуры, которые были составлены в ходе проведения специальных тестов в лабораториях для выявления образования трещин. Следовать им рекомендуется в ситуациях, когда есть высокие риски появления трещин вследствие напряжения, а также в зависимости от особенностей состава материала, количества водорода или излишне малого тепловложения в ходе сварочных работ.
Приложение № 11 к AWS D1.1-96 содержит два таких метода. Один из них заключается в контроле твердости в HAZ (области теплового воздействия). А второй регулирует количество водорода. Первый способ используется исключительно для угловой сварки. В его основе лежит предположение, что можно избежать появления трещин, поддерживая твердость HAZ на уровне ниже какого-то определенного заранее значения.
Такая возможность появляется при контроле скорости охлаждения металла. Прослеживается прямая взаимосвязь между критической скоростью охлаждения (при заданной твердости) и углеродным эквивалентом стали. Расчет происходит в соответствии со следующей формулой:
CE = C + ((Mn + Si)/6) + ((Cr + Mo + V)/5) + ((Ni + Cu)/15)
По окончании определяется минимальная температура нагрева, которая основывается на критической скорости охлаждения. Процедура описана в труде Блодгетта «Расчет скорости охлаждения методом компьютерного моделирования». Она основана на скорости охлаждения, температуре, при которой скорость охлаждения становится критической, толщине заготовки, тепловложении, температуре, с которой происходит предварительный разогрев материала, его теплоемкости и теплопроводности.
Однако в параграфе 3.4 того же Приложения 11 к документу AWS D1.1-96 говорится следующее: «Несмотря на то, что данным методом можно пользоваться для выяснения температуры предварительного нагрева, создан он для вычисления минимального тепловложения, которое должно помочь избежать излишнего затвердевания, вследствие чего образуется минимальный шов».
Второй метод, предлагающий контролировать водород, исходит из предположения, что избежать возникновения трещин поможет водород, если его количество, остающееся в остывшем до +50 °С шве, будет менее критического значения, определенного заранее. Данный показатель зависит от напряжения стали и ее состава. Описанная процедура подойдет в первую очередь сталям высокой прочности низколегированных сортов, имеющим высокую закаливаемость. Для углеродистых сталей расчетный нагрев металла может быть недостаточен.
Существуют три основных этапа метода контроля количества водорода в металле. На первом рассчитывается параметр состава материала, который эквивалентен углеродному. На втором – определяется индекс восприимчивости – это функция параметра состава, а также содержания водорода, который способен к диффузии в заполняющем металле. На третьем этапе происходит расчет температурного минимума для предварительного нагрева материала с использованием параметров напряжения, индекса восприимчивости и толщины металла.
Где применяется сварка с подогревом металла и какое оборудование необходимо

Предварительному нагреву чаще всего подвергается основной материал на расстоянии от сварного соединения. Рассмотрим пример. А является определенным участком углового шва.
Для расчета расстояния от него до места, где следует проводить предварительный нагрев, потребуется решить две проблемы:
- При толщине металла равном или меньшем 50 мм расчетное значение не должно быть более 50 мм от сварного соединения.
- При толщине материала более 50 мм расстояние от шва для предварительного нагрева берется меньше 75 мм. Это указано в инструкции сертификации работников, осуществляющих проверку качества сварных соединений – CSWIP 23.4.
На сегодняшний день производителями предлагается несколько видов различного оборудования для определения контроля, индикации и измерения температуры предварительного подогрева металла. Его используют в ряде коммерческих отраслей промышленности.
Рассмотрим основные измерительные приборы и датчики температуры, используемые с этой целью:
- Контактный термометр – применятся с целью замера температуры не выше +350 °С. В основе прибора лежит «термистор» – измеритель температуры. Сопротивление последнего понижается при нагревании, следовательно, оно обратно пропорционально температуре. Сложностью данного прибора является «периодическая калибровка», которую нужно проводить для получения точных результатов измерений.
- Термокарандаш и термопаста, в составе которых находится материал, изменяющий цвет и плавящийся под воздействием разной температуры нагрева. Их достоинствами стали низкая стоимость и простота использования. А недостатком – не очень точный результат измерений.
- Термопара. Принцип, применяемый в данном приборе, – расчет термоэлектрической разности потенциалов свариваемого материала и разогретого металла шва с целью расчета температуры. Использовать прибор следует во время и после сварки, а также для термической обработки. Он проводит постоянный мониторинг температуры охлаждения и нагрева в большом диапазоне. Однако требует регулярной калибровки, что считается достаточно большим его недостатком.
Сварка с подогревом металла: пошаговый алгоритм

В процессе транспортировки либо вследствие иной причины металлические заготовки могут подвергнуться деформации. Если это произойдет, то при стыковке деталей в зоне сварки могут возникнуть проблемы. Как правило, они приводят к ухудшению качества сварного соединения.
- Для предотвращения появления некачественного шва производят правку изделия до сварки – горячую и холодную. Выбор способа зависит от сложности деформации и размеров деталей. Правку можно делать вручную либо использовать специальные приспособления. Например, стальные или чугунные плиты исправляют вручную с помощью кувалды или молотка. Если для правки необходимо большое давление, то используется ручной пресс. Это винтовой аппарат, состоящий из двух плит. Высокое давление, создаваемое последними, выправляет дефект заготовки, уложенной между ними.
Существует следующие способы разметки: оптическая, ручная, мерная резка. Ручная разметка производится с использованием простых инструментов, таких как штангенциркуль или линейка. В случае, когда необходимо провести разметку небольшой партии заготовок одного типа, пользуются шаблонами, изготовленными из профилируемых листов либо алюминия. Ручной способ разметки имеет высокую трудоемкость и небольшую скорость работ.
Разметно-маркировочное оборудование используется для разметки заготовок оптическим способом. Оно работает со скоростью до 10 м/мин. Для работы следует ввести в аппарат специальную программу, основанную на установленных параметрах. В таком устройстве разметка наносится с использованием пневматического крена.
При мерной резке разметка на профили не наносится. Оборудование разрезает заготовки в соответствии с заложенной в специальные устройства программой. В ней указаны размеры деталей и их конфигурация.
Резка бывает механической и термической. Первая предполагает использование как ручного, так и механического инструмента. Термическая же представляет собой плавку материала по нанесенным заранее отметкам. Она тоже бывает ручной и автоматизированной. Для работы используют плазмотрон, кислородный резак и дуговую сварку. Кроме того, применяется оборудование, которое осуществляет резку в полуавтоматическом либо в автоматическом режиме.
Термический способ резки считается универсальным, поскольку процесс может идти в разных направлениях: прямо- или криволинейно.

Следует помнить о том, что на поверхности металла при длительном контакте с воздушной средой появляется оксидная пленка. Благодаря свои жаростойким свойствам она не дает провести качественную сварку заготовки. Избавиться от нее можно, очистив шов металлической щеткой или болгаркой.
В условиях промышленного производства заготовки очищаются с помощью дробеструйных или пескоструйных агрегатов. Возможно проведение химической чистки в ванне посредством опускания детали в химический реагент. Применение данного способа, как правило, ограничивается подготовкой цветных металлов. А черные и стальные изделия очищают ручным способом.
Сварка с подогревом металла предваряется зачисткой краев изделия, в особенности если заготовка имеет большую толщину. Кроме того, кромки необходимо подрезать до придания им определенной геометрической формы. Края бывают Х-образные, плоские или V-образные. У тонких деталей делают плоские кромки, а остальные используют для сварки толстых изделий.
Края заготовок для соединения готовят следующим образом: обрабатывается ширина зазора, угол разделки, регулируется длина откоса. При сварке труб самой разной толщины подготовке кромок нужно уделять повышенное внимание, иначе металл может не провариться. Необходимо выбрать правильный скос, который поможет сделать переход между заготовками плавным. В результате при дальнейшем использовании готового изделия не будет напряжения нагрузки.
В ходе подготовительных мероприятий холодной сварки труб проводят подрезку последних с помощью ручного инструмента и станков. А для термической сварки требуются автоматические либо ручные горелки.
Проводить сборку следует только после окончания подготовки (очистки и пр.) поверхности материала. Места сварки должны быть полностью доступны. А для предотвращения деформации части конструкции следует надежно закрепить.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: