Оснастка для сварки колец
Обновлено: 16.05.2024
Какие бывают сварочные швы? По инженерному исполнению все сварочные швы разделяют на четыре основные группы:
Существует ряд типов сварных швов в зависимости от вида соединения:
- шов стыкового соединения, когда две заготовки с ровными торцами стыкуются между собой и провариваются ровным швом в круговую;
- шов на тавр или двутавровую балку. Часто используется в производстве железных свай или рельсов;
- шов соединения в внахлест, когда одна сварная заготовка лежит поверх;
- шов соединений, которые расположены относительно друг друга под углом.
Сварочные электроды — основной из расходных материалов при большинстве видов сварки, но самым основным методом, с которым проводятся сварочные работы электродами, является метод электрической дуговой сварки.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварочных аппаратов.
Какие варианты используются?
Способы сварки кольцевых швов зависят от диаметра самой трубы. На текущий момент используется 2 решения:
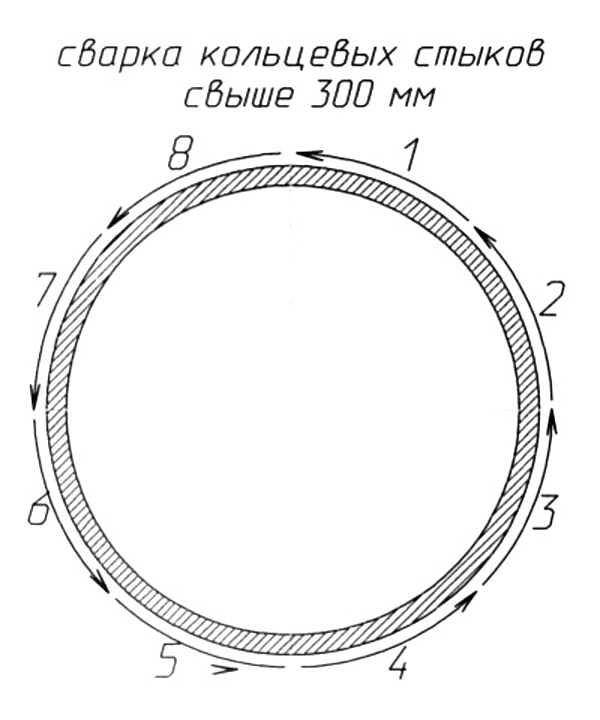
- Стыки колец с диаметром до 300 мм следует производить обратноступенчатым способом. Это многослойный вид сварочных работ, который заключается в перекрытие начального и конечного смежного слоя. В процессе изменяется направление нанесения для повышения надежности.
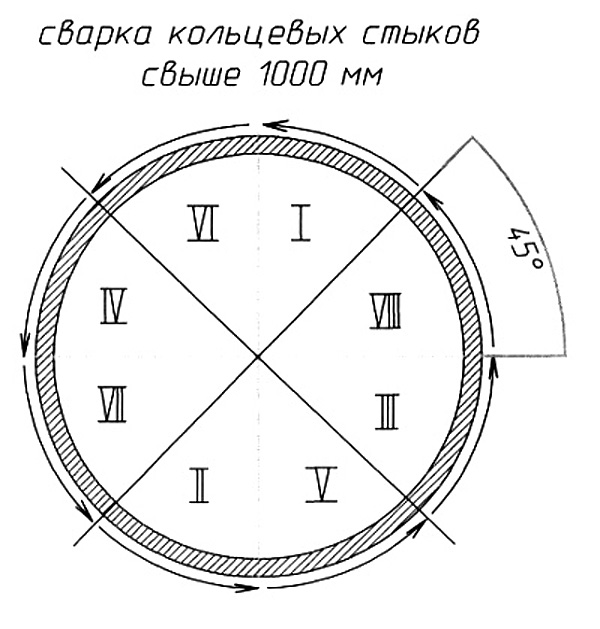
- При диаметре от 300 и выше лучше применять методикой «Крест-накрест». Она осуществляется двумя специалистами с предварительной разметкой. Наносится 8 равных точек, которые свариваются по 2 участка. Это позволяет создавать идеальную сварную поверхность и обеспечивать высокую прочность.
Процесс сварки кольцевых швов определяется расходниками и применяемой техникой.
Сварка потолочных швов
Прокладка потолочного шва происходит в два технологических этапа, первый из которых – проваривание коренного шва.
Для этого, как правило, используется электрод “тройка” – 3 мм. и малая сила тока при нарастающем напряжении.
В зависимости от условий, в которых предстоит осуществлять работу, сварочные работы можно выполнить двумя методами:
- если есть возможность, то потолочный шов желательно класть короткими отрывистыми швами. Все дело в том, что сварочная ванна удерживается в шве только благодаря силам поверхностного натяжения, если масса шва превысит эти силы, то расплавленный металл прольется вниз.Требуется отдельное провариание в начале и конце общего шва (корни шва). После необходимо проварить металлические плиты с обратной стороны – потолочный валик – сварка горизонтальных швов;
- если есть возможность, то лучше проваривать металл в потолочном положении на максимально, короткой дуге. В этом случае метал будет застывать до раскаленной жесткой формации сразу же после отвода дуги.
Для того, чтобы шов не был сильно выпуклым и не выдавался над уровнем металла необходимо поддерживать постоянную скорость сварки. Точно таким же образом производится сварка вертикальных швов.
Об использовании электрической сварки
При сочленении труб, имеющих толщину стенок от 3 мм, обычно задействуют электрическую сварку. В ходе монтажа магистральных трубопроводов для этого применяют одну из двух схем:
- трубы разводят по месту их будущего размещения, после чего соединяют при помощи актуальных стыковых машин;
- одиночные трубные изделия сваривают в секции на специализированных базах, после чего подготовленные конструкции транспортируют на трассу, где соединяют в непрерывную сеть.
На практике чаще используют второй способ.
Калиброванные, готовые под сварку концы одиночных труб центрируют при помощи струбцин, хомутов и иных сборочных приспособлений. Выполнив проверку такой сборки, стыки прихватывают в трех местах. В случае если работа ведется с трубами крупных диаметров, такие прихватки ставят на расстоянии в 35-40 см друг от друга (тогда число их может расти). Отечественные специалисты, как правило, используют в подобных случаях многослойную сварку – это оказывает положительное влияние и на структуру, и на плотность шва.
Сварка угловых швов
При сварке углового соединения можно использовать различную технику в зависимости от угла:
- две заготовки расположены перпендикулярно. В этом случае можно проварить только сам внутренний стык, так как участок основного усилия на сгиб и разрыв находится здесь. При сварке трубок, расположенных под углом, необходимо изготовить концентрический шов по окружности;
- угол 60 градусов и меньше. В этом случае две заготовки провариваются полностью с обоих сторон. Запрещается варить такие соединения прихваточными швами.

Сварные швы классифицируют по нескольким основным признакам – в зависимости от вида стыка, сечения, пространственного расположения, и т. д. Каждый шов применяется в зависимости от общей идеи конструкции, целесообразности, и других условий.
По виду соединения

Стыковые швы
Стыковочные или стыковые швы – самые простые и распространенные. Они образуются, когда две детали соединяют их торцевыми поверхностями. Благодаря методу стыковки расход металла получается меньший, чем при использовании других способов соединения деталей.
Шов в данном случае может быть:
Куликов Владимир Сергеевич
При соединении без скоса кромок рекомендуется делать небольшой зазор (1-2 мм) между листами металла. Это нужно, чтобы обеспечить качественное сваривание. При скошенных кромках необходимо их слегка притупить, чтобы избежать дефектов сварки.

Они образуются, когда два листа металла, или другие металлические детали соединяют в виде буквы «Т». Одна часть будущей конструкции прислоняется торцом к боковой поверхности другой части. Тавровые соединения также могут быть без скоса кромок, с односторонним или двусторонним скосом.
Используются, когда две детали необходимо расположить в параллельных плоскостях, чуть внахлест по отношению друг к другу. Такие швы рекомендуется использовать при сварке листов толщиной от 10 мм. Сваривают детали с обеих сторон.

Угловые швы
Образуются, если детали соединяют под прямым или любым другим углом. Иногда для прочности такие швы делают с обеих сторон соединения. В зависимости от толщины деталей, они могут быть со скошенными кромками, или без них.
Угловые швы также делятся по протяженности сварочных отрезков (участков воздействия сварки) на:
- Непрерывные – сплошной сварочный шов.
- С шахматным расположением сварочных отрезков – участки воздействия сварки на одной стороне противоположны участкам с другой стороны.
- Цепные – участки сварки с обеих сторон стыка расположены одинаково.
По степени выпуклости

Принято считать, что сварной шов должен быть ровным и практически незаметным. Однако глубина или вогнутость шва зависит в первую очередь от типа сварного соединения и выбранного режима сварки.
По этому признаку швы делятся на следующие виды:
- Выпуклые – рекомендованы при статическом режиме сварочного аппарата. Это так называемые усиленные швы.
- Нормальные – с минимальной выпуклостью.
- Вогнутые, или ослабленные – используются при угловых соединениях. Браком является наличие вогнутого шва при стыковом соединении конструкции.
По умолчанию подразумевается, что все соединения должны быть усиленными и слегка выпуклыми. Вогнутый шов должен быть обозначен на чертеже будущей конструкции.
По количеству проходов

Многопроходной сварочный шов.
По числу проходов сварочным аппаратом и слоев швы могут быть:
- Однопроходными (или однослойными).
- Многопроходными (многослойными).
Под термином «слой сварного шва» подразумевается количество металла, наплавленного за один проход сварочным аппаратом (сварочных валиков).
По действующему усилию
По этому критерию сварные швы подразделяются на несколько видов:
- Фланговые – действующее усилие параллельно области шва.
- Лобовые – усилие аппарата направлено перпендикулярно.
- Косые – усилие идет под углом менее 90 градусов.
- Комбинированные – совмещают в себе несколько видов.
По конфигурации и положению в пространстве
По этому признаку все швы можно разделить следующим образом:
- Кольцевые – используются для сварки цилиндрических деталей, сваривание идет только снаружи.
- Прямолинейные.
- Вертикальные – шов расположен в вертикальной плоскости.
- Горизонтальные – сварка идет в горизонтальной плоскости.
Особым видом сварочного шва является потолочный. В данном случае усилие идет в горизонтальной плоскости, но выше уровня сварочного аппарата. Поэтому потолочный шов считается самым сложным видом сварки. Очень важно при его выполнении соблюдать технику безопасности – максимально защитить себя сварочной маской и плотной одеждой.
При потолочной сварке металл удерживается на поверхности благодаря силе поверхностного натяжения. Поэтому рекомендуется минимизировать размер сварных валиков – проще говоря, периодически отводить электрод в сторону, и давать участку шва застыть. Сваривать нужно в направлении «на себя» — так проще наблюдать за процессом.
По свариваемым материалам
Еще одна классификация – по материалам, которые соединяют друг с другом.
По этому критерию выделяют:
- Швы на углеродистой и легированной стали.
- На цветном металле.
- На биметалле.
- На пластике и полиэтилене.
От вида материала зависит размер электродов, прилагаемое усилие при сварке, и количество сварочных слоев. Как правило, цветные металлы требуют меньшего воздействия, чем легированная сталь.
Сварка кольцевых швов
Баллоны, валы, круглые баки, бочки и прочие цилиндрические запчасти и изделия – сфера, в которой распространено применение кольцевых сварочных швов.
Поскольку сварка цилиндрических изделий и прокладка кольцевых швов часто используется в производстве коленчатых и прямолинейных труб, то процесс часто автоматизируют – контактная шовная сварка.
Но, если шов ложится в ручную, то необходимо соблюдать следующую технологию:
Проваривать шов необходимо только снаружи, это объясняется элементарной недоступностью прокладки шва внутри трубопровода. В случае сварки валов, можно сделать предварительную торцевую напайку. Глубина шва не должна превышать 5-6 мм.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки, когда ванна расплава — сварочная ванна защищена от атмосферного воздуха слоем порошкообразного флюса.
Читай о резке алюминия тут.
О применении автоматического сваривания
В наши дни все чаще для выполнения поворотных стыков труб используют автоматическую сварку под флюсом. Для производства качественного соединения применяют:
- сварку, предусматривающую принудительное формирование наружного, но свободное – внутреннего шва в трубном изделии;
- сваривание с подкладным кольцом;
- сварку, выполняемую в среде углекислого газа;
- двустороннее сваривание под флюсом.
В случае применения автоматизации процесс происходит в несколько этапов. Для начала собирают секцию в 3-5 труб. В дальнейшем такой сегмент подают на специализированную установку, оснащенную торцовым вращателем. Каждый стык проваривается аппаратом в два слоя.
Весьма популярна автоматическая сварка с использованием подкладного кольца. Обычно этот элемент имеет ширину в 2,5-4 см и толщину 0,4 см. Перед началом процесса разрезанное кольцо помещают в конец одной из свариваемых труб, где его подгоняют по месту и прихватывают к внутренней поверхности. К выступающему краю кольца крепят окончание другого монтируемого трубного изделия. В этом случае зазор стыка не должен превышать 0,1 см для автоматической, быть не менее 0,3 см – для ручной сварки.
Сравнительно недавно была разработана специализированная установка для выполнения двухсторонней сварки под флюсом для трубных изделий диаметром 72 см (без использования подкладного кольца). Данное устроение при помощи сварочной головки производит внутреннюю часть стыкового шва (задействуется флюсоременная подушка), после чего включаются наружные приспособления и проваривают внешнюю шовную часть сочленения труб.
Кроме того, набирает популярность автоматическая сварка трубных изделий, производимая в среде углекислого газа. Для выполнения поворотных стыков в подобных случаях не применяют подкладочные внутренние кольца. Сварка этого типа актуальна для сочленения труб любого диаметра. Немаловажно, что пространственное положение получаемых швов может быть любым.
Зачистка сварных швов после сварки
После прокладки сварного шва необходимо произвести зачистку шва, для того чтобы убрать шлак и окалину. Зачистка сварочных швов выполняется в три этапа:
Очистка зоны вокруг шва. Необходимо зачистить всю поверхность металла вокруг шва, так как в процессе варки на поверхность металла могла попасть окалина или капельки раскаленного металла. Их требуется отбить с помощью зубила или молотка. После этого можно обработать поверхность антиоксидным составом.
Дефекты сварочных шов
Как правило, дефекты сварочных швов возникают из-за несоблюдения технологических норм сварки, некачественных электродов, возникновения блуждающих токов и попадания атомарных частиц воздуха в сварочную ванну.
Все дефекты швов сведены в единый стандарт, который предъявляет технические требования к сварочным соединениям.
Стандартом же регламентируется и контроль сварочных швов, который включает в себя техническую проверку и звуковую дефектоскопию.
Согласно этому стандарту дефекты сварных соединений подразделяются на шесть групп:
- треснувшие швы, трещины;
- кратеры и лунки, свищи, которые образованы процессе искрения и полостей в сварочной ванне;
- твердотельные включения – электродная окалина, спазмы металла;
- не проваренные участки, отсутствие металлической связи;
- форма шва, которая не отвечает технологии сварки.
Эти дефекты выделяются в качестве основных.
Сварочные швы – неразъемные соединения металлов, поэтому к производству швов сваркой предъявляются повышенные требования.
Соблюдение всех норм и технологии позволит прокладывать высококачественные и надежные швы любых категорий.
Сварка кольцевых неповоротных трубных соединений жидкостных двигателей и систем жизнеобеспечения
В конце 2021 года в обратилось предприятие Московской области, занимающееся производством жидкотопливных двигателей для аэрокосмической промышленности и магистралями жизнеобеспечения. Предприятие обратилось с задачей по сварке труб из нержавеющей стали. Сотрудниками компании было подобрано оптимальное оборудование и произведены тестовые сварки образцов. По результатам испытаний было принято решение о поставке оборудования для орбитальной сварки труб (оборудования для сварки неповоротных соединений труб) ORBITEC (Германия).
В основу орбитальной сварки положен принцип TIG – АД (аргонодуговая сварка). Основной сварочный инструмент – сварочная головка закрытого типа. В корпус сварочной головки устанавливается вкладыши с посадкой соответствующей диаметру посадки на детали или трубе. При таком способе фиксации гарантируется соосность сварного соединения, а также исключается необходимость в прихватках при сборке конструкции. При использовании на разных сторонах головки вкладышей различных диаметров, можно получать замковые, нахлёстанные и разнотолщинные соединения.
В комплекс поставляемого оборудования по орбитальной сварке вошло следующее оборудование:
- Головка орбитальной сварки закрытого типа OSK 38 C — 2 шт.
- Головка орбитальной сварки закрытого типа OSK 21 C — 3 шт.
- Контроллер орбитальной сварки TIGTRONIC Basic 2 — 2 шт.
- Источник питания орбитальной сварки Инвертор Tetrix 200 — 2 шт.

В апреле 2021 сотрудниками ООО «Интертехприбор» был произведен запуск оборудования в серийное производство. Заказчиком были поставлены задачи по сварке переходов разнотолщинных труб и труб разных диаметров:
1. Соединение «труба – труба» в стык если внутренний диаметр большой трубы не превышает внешний диаметр маленькой трубы (например 40 х 1.5 и 38 х 1.0).
2. Соединение «труба – труба» в нахлестку, маленькая труба вставляется в большую на глубину равную своему радиусу (например 40 х 1.0 и 38 х 1.5).
В зафиксированном положении корпус головки образует закрытую камеру вокруг сварного стыка, которая заполняется инертным газом (аргоном). Весь цикл сварки и остывания происходит в отсутствии кислорода, что улучшает прочностные качества сварного шва.
В ходе наладки оборудования на предприятии заказчика были отработаны режимы сварки различных соединений: труба-труба (стыковое соединение), концевая арматура – труба (замковое соединение), монтажный стык колокольчик на подкладном кольце.
В результате введения в эксплуатацию оборудования автоматической орбитальной сварки труб были достигнуты следующие показатели:
Технология сварки кольцевых швов
Чтобы сделать качественную сварку металлических деталей, потребуется качественное оборудование и хороший навык у того, кто им управляет. Но иногда ручная работа должна выходить за рамки базовых навыков и требует особого оборудования, к примеру, при сварке кольцевых швов. О том, как они правильно делаются и что для этого нужно — далее в материале.
Технология и способы сварки
Для неровных заготовок существует несколько способов сварки. Выбор правильного метода будет зависеть от того, какого размера участок нужно сварить, какая форма шва должна получиться.
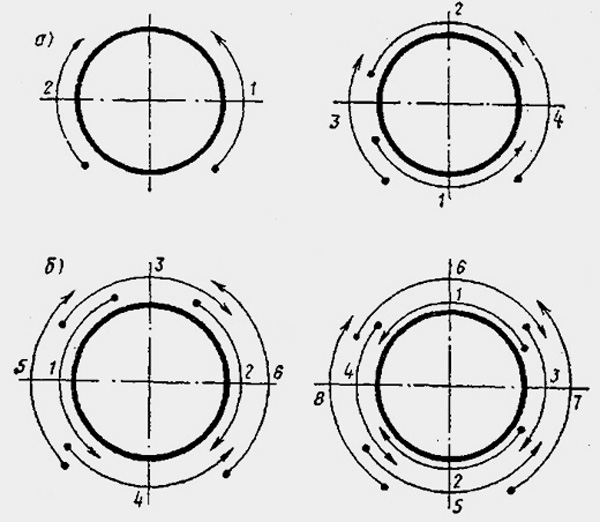
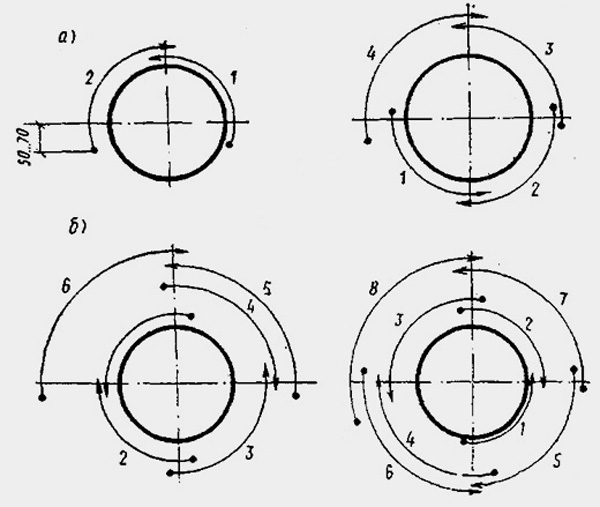
Чтобы сварить трубы с диаметром более 30 см потребуется кольцевой обратноступенчатый способ. Здесь каждый небольшой участок сваривается по часовой стрелке, но появляться эти сварные участки будут в обратном порядке, против часовой стрелки. То есть в начале первого участка будет заканчиваться второй и т. д.
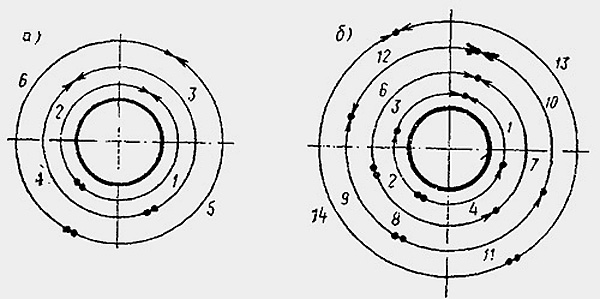
Более практичной, чем обратноступенчатая кольцевая сварка, будет многослойная. Принцип здесь заключается в том, что концы и начала смежных слоев перекрывают друг друга. И при каждом последующем наложении шва, направление сварки должно меняться на противоположное. Величина каждого сварного участка на кольцевой детали здесь не превышает 25 мм.
Есть и способ кольцевой сварки крест накрест. Обычно он применяется для труб, диаметр которых более 1000 мм. Здесь сварочные швы делятся на отдельные участки, обычно четыре и больше. Каждый участок делится еще на два. Так получается не менее восьми точек, в которых нужно сваривать деталь. Они нумеруются не по порядку, а крест-накрест. И чтобы эффект был максимальным, работать здесь лучше двум сварщикам сразу.
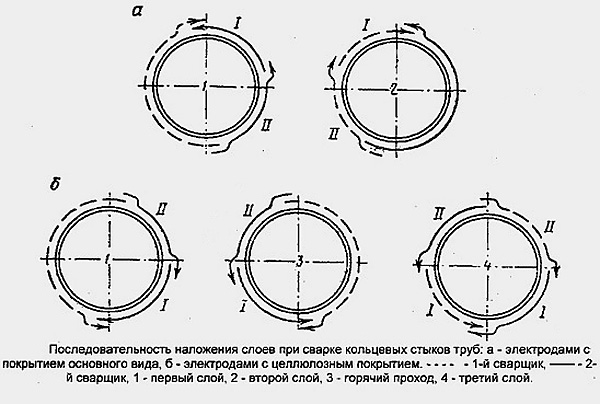
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.
Не забывайте и о величине сварочного тока, так как он должен меняться в зависимости от диаметра электрода. Если диаметр 3,25 мм, то ток должен быть не меньше 100–110 А. А вот 4 мм уже потребуют 120–160 А для варки кольцевых и иных швов в нижнем или полувертикальном положении, а 100–140 А для остальных положений.
Скорость кольцевого сваривания тоже важна для качества конечного шва, в среднем она составляет 15–20 м/ч. Угол наклона электрода тоже может меняться, но только в пределах 40–90° с учетом технологического окна для наблюдения. А вот смещение стыков обычно происходит на 90 или 180°, это помогает снизить остаточное напряжение.
Оборудование для сварки кольцевых швов
Для того чтобы повысить качество сварки и снизить количество брака, а также исключить человеческий фактор, были созданы установки для сварки кольцевых швов. Типовая конструкция любой установки включает в себя:
- Механизм, вращающий горелку относительно деталей, которые предполагается соединить.
- Вращатель с задней бабкой.
- Прижимная бабка, с помощью которой деталь и держится в установке.
- Источник питания с горелкой.
- Пульт управления.
- Защита от брызг и излучения.
- Таймер.
- Автоотключение, включенное в систему автоматики. В нее иногда включают функции центровки свариваемых деталей, зачистки швов и т. д.
- Рама.
- Несколько роликовых опор.
- Система наблюдения за качеством сварки.
Конечные комплектация и технические характеристики будут зависеть от того, какие конкретно задачи будет выполнять установка. К примеру, если производства большие, то установки могут иметь сразу несколько рабочих станций, чтобы сократить время обработки изделий.
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Есть и универсальная техника, которая работает в автоматическом режиме и умеет работать как с продольными, так и кольцевыми швами. Сварочный источник может быть любой, даже плазменный.
Заключение
Автоматическая сварка кольцевых швов — удобная процедура, позволяющая упростить действительно сложный процесс. Благодаря различным установкам, пользоваться сваркой можно даже при соединении таких деталей, с которыми человеку сложно работать вручную. Довести качество своих навыков до идеала может каждый, при должной практике, но мастерства машинной обработки не достичь. Причем именно машинная обработка позволяет не только сделать сварку качественнее, но и сократить время ее создания. Поэтому специалистам остается лишь правильная настройка техники.
Приспособления для сборки металлоконструкций. Сборка обечаек.

Обратноступенчатый способ сварки кольцевых швов более 300 мм

Многослойная сварка кольцевых швов

Сварка крест накрест кольцевых швов более 1000 мм
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.

Требования
- Конструкция мачты: из модулей от 12 до 30 м
- Ширина обечайки: 3 000 мм
- Диаметр обечайки: от 2 000 до 3 000 мм
- Толщина: от 16 до 50 мм (максимальное значение)
- Максимальный вес одного модуля: 80 т
- Максимальный вес одной обечайки: 10 т
- Тип дуговой сварки под флюсом: Тандем
- Время работы: 24 ч в сутки

Оборудование для продольной сварки обечайки
Сварка осуществляется внутри и снаружи
Оборудование для кольцевой сварки: сварка фланцев на обечайке
Сварка осуществляется внутри и снаружи

Оборудование для кольцевой сварки: сборка обечайки
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Возможный вариант конфигурации сварочной линии для сварки ветрогенераторов

— Сварочная станция 1:
продольная сварка обечайки (внутренняя и наружная)
- 1 сварочная колонна, использующая сварочный процесс тандем
- 1 комплект вращателей (в зависимости от веса обечайки)
— Сварочная станция 2:
кольцевая сварка фланцев обечайки (внутренняя и наружная)
— Сварочная станция 3:
кольцевая сварка сборной конструкции из 2 обечаек (внутренняя и наружная)
- 1 сварочная колонна, использующая сварочный процесс тандем
- 2 комплекта вращателей (в зависимости от веса секции)
— Сварочная станция 4:
кольцевая сварка для сборки секции из обечаек (внутренняя и наружная)

Настройки режимов
Размещаем горелку и датчик на необходимой высоте над швом. Сейчас удобно воспользоваться зубчатой рейкой, а более точную настройку затем выполнить с помощью пульта управления. Выставляем необходимый зазор между горелкой и заготовкой по высоте, равняем ее по центру шва, по горизонтали.

Правильное расположение: горелка следует за швом, каретка корректирует ее положение по необходимым осям, щуп ровно погружен в шов.
После этого приступаем к настройке колебаний. Настраиваем амплитуду и скорость, задержки в крайних и центральной точках ставим на минимум (при использовании датчика задержка слева и справа минимум 0,2 сек). Запускаем каретку и вращение обечайки. Проверяем работу оборудования без сварки, уже после чего начинаем рабочий процесс.

Настройка положения горелки и колебаний.

Подготовка конструкции для сварки.
5.1. Paсчетные схемы и расчетные параметры
5.1.1. На черт. 21-26 приведены расчетные схемы узлов конических обечаек.
5.1.2. Расчетные параметры
5.1.2.1. Расчетные длины переходных частей определяют по формулам
- для цилиндрической обечайки или штуцера (см. черт. 21 г)
Черт. 21. Соединение обечаек без тороидального перехода
а — соединение двух конических обечаек, б — соединение конической и цилиндрической обечаек, в — соединение конической и цилиндрической обечаек с укрепляющим кольцом, г — соединение конической обечайке с цилиндрической меньшего диаметра
Черт. 22. Соединение обечаек с тороидальным переходом
а — соединение двух конических обечаек, б — соединение конической и цилиндрической обечаек
Черт. 23. Основные размеры комического перехода
Черт. 24. Соединение кососимметричных обечаек
Черт. 25. Коническая обечайка: с кольцами жесткости
Черт. 26. Пологие конические днища
а — днище с тороидальным переходом, б — днище с укрепляющим кольцом, в — днище без тороидального перехода и укрепляющего кольца
5.1.2.2. Расчетный диаметр гладкой конической обечайки определяют по формуле
- для конической обечайки без тороидального перехода (черт. 21 а, 21 б, 21 в)
Dк = D — 1,4а1sina1;
- для конической обечайки с тороидальным переходом (черт. 22 а, 22 б)
Интерфейс взаимодействия оператора с установкой

Наши установки оснащаются новой системой управления сварочным процессом — 3А
Усовершенствованная мобильная панель управления
- Централизованное управление с помощью панели управления
- Мобильная система plug&play (включай и работай)
- Удобный и понятный интерфейс
Автоматическое управление установки
- Управление сварочным процессом
- Управление рабочим циклом установки
- Встроенные периферийные устройства
Архитектура на основе новой концепции
- Модульные гибкие решения
- Полное цифровое управление
- Работа и обмен данными по сети
Усовершенствованная панель управления
- Централизованное управление с помощью панели управления
- Мобильная система plug&play (включай и работай)
- Удобный и понятный интерфейс
- Электронная архитектура CAN BUS
- Модульная архитектура
- Операционная система WINDOWS CE
- Загрузка программ с помощью шины USB
- Сохранение стандартных параметров конфигурации установки
- Высокая надежность (числовое программное управление)
- Современное и удобное управление с помощью мобильной панели управления
- Различные уровни для операторов
- Управление 2 сварочными головками
Система 3A обеспечивает управление стандартным сварочным циклом, включая управление различным оборудованием (источник питания, система подачи проволоки, перемещения консоли) в соответствии с запрограммированными параметрами. Мобильная панель управления оснащается 10 метровым кабелем, облегчающим работу оператора.
В данное описание не вожла следующая информация:
- сварочном оборудовании и материалах
- системе подачи флюса
- системе слежения
- системе дистанционного управления
- дополнительных решениях для сварочных работ
- сборке обечайки
- схеме производстенной линии
Сборка и соединение двух обечаек
Данная конфигурация сварочной колонны предназначена для кольцевой внутренней и внешней сварки для соединения двух обечаек и оснащена двумя комплектами вращателей. Максимальный допустимый диаметр составляет 4000 мм, максимальная длина первой обечайки составляет 3200 мм. Обечайка устанавливается на регулируемых вращателях “TR 30 Fit up & ST 30”. Сварной шов идет перпендикулярно движению консоли колонны.
Сварочная колонная на неподвижном основании имеет следующие характеристики:
- Вертикальный ход : 5 200 мм
- Скорость вертикального перемещения консоли: 26 — 110 см/мин (Точность 10%)
- Горизонтальный ход : 4 300 мм
- Скорость горизонтального перемещения консоли: 6 – 100 см/мин (Точность 5%)
- Поперечный ход: 10 000 мм
- Скорость поперечного перемещения: 30 — 300 см/мин
Два комплекта вращателей “TR 30 FIT UP и ST 30”
Для данной конфигурации сварочной станции, предназначенной для сборки двух обечаек, мы предлагаем специальную систему, позволяющую производить быструю сборку секций. Система состоит из следующих элементов:
- Один моторизованный вращатель на неподвижном основании,
- Один холостой вращатель, на моторизованной тележке,
- Два регулирующих вращателя, один на неподвижном основании и один на поддерживающей тележке.
Два одинаковых регулирующих вращателя позволяют регулировать положение одной обечайки относительно другой для обеспечения точечной сварки. Регулировка осуществляется с помощью перемещения и подъема роликов. Один из регулирующих вращателей оснащен гидравлической системой. Гидравлическая система обеспечивает независимое движение 4 роликов двух регулирующих вращателей. В нашем случае вес одной обечайки равен ≈ 10 т, поэтому система должна быть рассчитана на нагрузку 20 т. Кроме того, ширина обечайки фиксированная и составляет 3 м, поэтому мы обеспечиваем только необходимую гибкость конфигурации системы. В любом случае, вышеуказанная конфигурация может быть адаптирована для любых других требований.
- Максимальный вес вращаемой конструкции для комплекта вращателей: 30 т
- Максимальный поддерживаемый вес для одного вращателя: 15 т
Принцип функционирования системы следующий:
Регулирующие вращатели: показаны красным цветом. Моторизованный вращатель: показан синим цветом. Холостой вращатель: показан голубым цветом




Результат
Фотографии готового ровного шва говорят о том, что мы успешно выполнили поставленную задачу.


Конечно, для получения идеального результата необходимо более точно настроить параметры сварочного источника и каретки. Но в целом, можно сказать, что конфигурация прекрасно справилась с поставленной задачей. Трактор самостоятельно следит за швом, и оператору не приходится ничего менять в процессе.
Так же хотелось бы обратить внимание, что данный комплект оборудования позволит выполнять и другие задачи, например сварка длинных прямых (продольных) швов в любых положениях.
Техническое задание
На предприятии требовалось выполнить работы по сварке обечаек больших диаметров (от 3 метров). Для достижения максимального качества шва, процесс производится в нижнем положении, т.е. движение оборудования по обечайке вдоль шва исключалось.

Обечайка на роликовом вращателе, имеет овальность.
Несколько трудностей, которые необходимо было решить:
- Форма обечайки имеет овальность, а значит, зазор между горелкой и зоной сварки будет меняться во время вращения.
- Из-за неидеальной формы при вращении происходит движение заготовки по продольной оси, соответственно, и сварочный шов смещается либо влево, либо вправо от горелки.
Сварщику приходится несколько раз перенастраивать оборудование во время работы, а это отнимает слишком много времени и негативно сказывается на прямолинейности шва. Требуется автоматизировать данный процесс, тем самым, повысив качество и скорость выполнения сварки.
Сварочный процесс
С учетом требований толщины и подготовки шва, мы предлагаем использование сварочной головки для дуговой сварки под флюсом Tandem mono: одиночная сварочная проволока + одиночная сварочная проволока. Данная конфигурация доступна для всех типов сварочных установок и обеспечивает скорость наплавки 20 кг/ч при ограниченных капитальных затратах и затратах на обучение персонала. Скорость наплавки зависит от применяемого сварочного процесса и сварочных расходных материалов (сварочной проволоки и флюса). Два блока подачи проволоки типа devimatic DX7 с мотором и редуктором,
- Простая и прочная механическая конструкция
- Надежный источник подачи сварочного тока,
- Регулировка положения сварочной головки с помощью двух моторизованных направляющих в диапазоне 200 мм,
- Ручное слежение за сварным соединение оператором с помощью панели управления 3А (либо опционально с помощью системы Trackmatic)
-Первая сварочная головка оснащена системой подачи одиночной проволоки Ø 3,2мм или Ø 4 мм и соединена с источником питания постоянного тока. Она может работать независимо или совместно с второй головкой. Она установлена на ручной вертикальной направляющей, обеспечивающей вертикальную регулировку положения двух головок. — Вторая сварочная головка обычно оснащена системой подачи одиночной проволоки Ø 4 мм и соединена с источником питания переменного/постоянного тока . В данном случае она работает в режим переменного тока. Она установлена на ручной горизонтальной направляющей, обеспечивающей горизонтальную регулировку положения двух головок. В таком случае она работает в режим переменного тока AC. Она влияет главным образом на скорость наплавки. Надежная работа сварочных установок гарантируется при соблюдением наших инструкций и рекомендаций. Хотя в стандартной конфигурации установка оснащается головкой типа тандем (моно+моно), небольшая замена элементов достаточна для изменения конфигурации на tandem hybrid (моно+двойная) и tandem twin (двойная+двойная) или tandem powder, если такая конфигурация требуется для специальных видов сварочных работ.
Технология и особенности изготовления и вальцовки обечаек
Составным узлом заготовок, конструкций выступают обечайки из металла. Их используют в авиа, ракетостроении, нефтегазовой, химической промышленности, судостроении в качестве:
- прокладок, стенок, опорных элементов; частей сварных конструкций (баков резервуаров, котлов, труб); заготовок для фланцев, бандажей, барабанов, патрубков, роликов; кожухов для коммуникаций (канализации, водопровода, переходов); элементов вентиляции, дымовых труб, газоходов; составляющих технологического оборудования.
Компания изготавливает обечайки длиной 30-3100 мм, наружным диаметром – 200-4500 мм, толщиной стенки – 2-100 мм. Возможно выполнение нестандартных заказов.

Технические характеристики обечаек
Размеры металлических обечаек находятся в пределах от 10 до 4200 мм по диаметру. Толщина стенки цилиндрической и конической может быть от 2мм до 100мм. Ширина изделий может быть любой, в зависимости от требований заказчика. Если цилиндрическая обечайка изготавливается из стандартного цельного листа, то ширина ее не превышает 3000 мм, а изготовленная из специального проката — до 6000 мм. Также производятся обечайки из сваренной из нескольких частей заготовок, в этом случае число швов будет больше одного, а диаметр может превышать 4200 мм.
Сварка обечайки выполняется согласно чертежу или ТЗ заказчика. Департамент 13 гарантирует высокую надежность соединения металлических листов и герметичность шва. Для производства используются хорошо свариваемые стали:
- углеродистые — 17Г1С, Ст3, Ст-20, 13ХФА, 09Г2С;
- котельные — 20К, 17Г1с, 09Г2С;
- жаропрочные — 10Х17Н13М2;
Для изготовления обечаек также используются другие марки стали, в зависимости от конкретных требований к продукции. Часто в проекте указаны марки по стандарту AISI: 304, 316, 321. После раскроя, формирования и обработки на листогибочной машине, заготовка сваривается и проверяется ультразвуковым и радиографическим методом. Коническая обечайка также проверяется на соответствие углов наклона стенок. Формируется изделие методом холодной гибки. Если используется неустойчивая к изгибам сталь, то применяют метод горячей гибки.
Готовые обечайки обрабатываются по торцам, зачищаются швы, по заказу клиента — просверливаются отверстия под штуцеры, люки и другие технологические элементы. Цена готовой обечайки зависит от марки стали, размеров и степени дополнительной обработки.
Изготовление
Типовой технологический процесс производства обечаек включает такие этапы:
- Очистка заготовки (удаление окалины и следов коррозии).
- Выполнение правки листового проката.
- Разметка заготовок, их раскрой.
- Резка листов на заготовки.
- Подготовка кромок под проведение сварочных работ.
- Сборка заготовок.
- Выполнение сварки карт.
- Вальцовка (круговая гибка) обечаек.
- Сварка стыков.
- Правка.
- Контроль.
Подготовка кромок
Операция необходима для получения требуемой формы кромки, избавления от дефектов, возникших при проведении резки листа. Форма кромок должна отвечать отраслевым стандартам, техническим условиям и требованиям. Методы обработки кромок обечаек под сварку не должны приводить их механическому повреждению. Возможные варианты:
- Подготовка кромок с применением абразивного круга с зачисткой с двух сторон плоскости листа в зонах разделки кромок и точек будущей сварки, на расстоянии 40 мм от торцов.
- Зачистка кромок с помощью электрической шлифовальной машины, на плиточном стенде, до абсолютного удаления трещин, ржавчины, окалины.
- Обработка кромок способом фрезерования проводится с закреплением заготовок на столах фрезерных станков того или иного типа. Инструментами фрезерования служат фрезерные головки и фрезы. Кромки под поперечные швы в днищах и обечайках обрабатывают на токарных и расточных станках.
- Местная зачистка кромок и небольшой объем работ выполняется с помощью пневмозубила.







Обечайка
Обечайка
Обечайка — это открытый цилиндрический или конический элемент металлоконструкции (типа обода, барабана, кольца, короткой трубы). Обечайки изготавливаются методом. Гибка листа осуществляется в вальцах (листогибочной машине), толстолистовая сталь деформируются с предварительным подогревом.
Обечайки находят применение в строительной, металлургической, нефтеперерабатывающей промышленности. Самое большое количество заказов на производство обечайки мы получаем от машиностроительных предприятий.
Обечайки производятся для дальнейшего использования:
- в сварных металлоконструкциях: аппаратов, труб, котлов, баков, силосов, резервуаров, емкостей;
- в качестве заготовки: стальных бандажей, фланцев, бандажных колец, крановых барабанов, тормозных барабанов, конвейерный барабанов, роликов, патрубков, подбандажной обечайки вращающихся печей и других элементов промышленного нестандартного оборудования;
- в кожухах магистралей и конструкций опор мостов, водоводов, канализаций, переходов;
- для изготовления промышленных дымовых труб, вентиляционных труб, газоходов.
- деталей технологических трубопроводов: отводы сварные, тройники, переходы, патрубки из нержавейки, компенсаторы, опоры трубопроводов.
Технология вальцовки листового металла.
В сварочно-сборочном цехе имеется более десяти единиц вальцовочного оборудования, в том числе трех и четырехвалковая листогибочная машина позволяющая гнуть листы стали 09Г2С длинной до 2000 мм., толщиной до 40 мм при холодной гибки и до 80 мм- при горячей. При этом минимальный внутренний диаметр получаемой заготовки 400 мм. Возможности оборудования позволяют вальцевать лист в различные формы обечайки: цилиндрическую, коническую, сферическую. Раскрой листового металла производится на портальной машине газо-плазменного раскроя металла. Операции сварки обечайки производится с использованием опорных роликовых вращателей, сварочных позионеров и манипуляторов. Сварка продольного и кольцевого шва может производится полуавтоматические установки для сварки под флюсом. Термическое оборудование представлено газовыми печами для нормализации и нагрева заготовки. В соответствии с требованиями к качеству продукции и технических условий заказчика на предприятии производится 100% контроль сварных швов ультразвуком (УЗК). По требованию заказчика на предприятии может быть произведена мехобработка торцев обечайки под сварку на токарных и токарно-карусельных станках.




Преимущества при изготовлении обечайки в
- разработка точных расчетов развёрток изделий с учётом элементов сопряжения деталей (трубы, фланцы, патрубки, тройники, отводы, люки, кольца, бандажи);
- полный технологический цикл изготовления обечайки: резка, вальцовка, сварка, калибровка (в том числе на горячую при температуре до 400-500°С), термообработка;
- механическая обработка обечайки по длине и диаметру, обработка торцов обечайки под сварку;
- возможность изготовления обечайки необходимой длинны, большого диаметра, толстостенной обечайки, сферической и конической формы обечайки;
- изготовление обечайки из нержавейки, жаропрочных и других специальных сталей;
- испытание и контроль сварных соединений обечаек методом: УЗК, рентген, капиллярный, испытание на образцах.
ООО «Промсервис» производит вальцовку листового металла, изготовление обечайки необходимой длинны, диаметра и толщины из черных и нержавеющих сталей.
Область применения
Труба обечайка, цена на которую формируется исходя из технических параметров, может применяться в следующих отраслях:
- ТУ 1381-001-17454136-2013 используется в строительной сфере, промышленности, нефтехимической области.
- Труба по ТУ 14-3Р-56-2001 используется при монтаже трубопроводов общего назначения, который функционируют под высоким давлением. Также такие трубы применяются при прокладке нефтепроводов и газопроводов.
- Труба из листа по ГОСТ 10706 используется в строительной сфере, жилищно-коммунальном хозяйстве и т. д.
Многими промышленными и строительными компаниями применяется труба собственного производства, размер и конфигурация которой формируется исходя из их текущих потребностей. Такие изделия могут использоваться при монтаже защитных и опорных конструкций, систем воздуховодов и т. д.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Этапы изготовленияобечаек
ООО «Калужский опытно-механический завод» занимается изготовлением конусных обечаек (а также цилиндрических форм) по типовым и нестандартным размерам. Производство оснащено высокоточным оборудованием, включая итальянские и немецкие листогибочные станки. Готовые изделия обладают высоким качеством и надежностью.
Процесс изготовления обечаек проходит поэтапно:
- Закупка материалов, при этом учитывается толщина, размеры, характеристики детали, которую планируется изготовить.
- Раскрой формы по заранее выверенным размерам.
- Вальцовка обечаек. На листогибочных станках из металлических листов формируется труба (или трубы) нужной формы;
- Сварка. Следующим этапом края сваривают продольно и поперечно, шов получается герметичным и надежным;
- Проверка изделий на соответствие заданным геометрическим параметрам;
- Проверка швов. Специалисты испытывают сварочные швы на прочность и герметичность. Самый популярный способ контроля – ультразвуковой;
- Доставка заказчику удобным способом.
Технология вальцовки листового металла
Вальцеванию могут быть подвержены любые виды пластичных металлов. Для изготовления различных емкостей чаще всего используют сталь различных марок, а также нержавейку и оцинковку. Перед тем, как приступить к непосредственно прокатке металлического листа, оборудование требуется настроить. Вальцовочной машине задается радиус вальцевания и другие параметры. Весь процесс состоит из нескольких основных этапов:
- установка заготовки и закрепление ее в неподвижном состоянии;
- осуществление захвата вальцами заготовки;
- прокат заготовки для равномерного ее деформирования.
Осуществленная по данной технологии вальцовка листового металла
, позволяет осуществлять необходимую деформацию металла сохранением механической прочности.
Вальцевание и гибка
Вальцовка метала
На заготовительном участке завода работает вальцовочный станок, закупленный для изготовления сушильных барабанов и других сельхозмашин. Дополнительно оказываем услуги вальцовки листового металла толщиной от 0,8 до 16 мм (для стали марки СТ3).
Возможна вальцовка любого металлопроката – трубы, швеллеров, уголков, листового проката, в том числе листов с отбортовкой. Взаимное положение вальцов задает радиус гиба, форму заготовки. Технология позволяет изготовить обечайки с диаметром от 300 до 3500 мм.
предлагает вальцовку и гибку листового металла на заказ любой сложности. В цехах установлены новейшие станки с ЧПУ – технологическая оснастка для производства сельскохозяйственного оборудования.
Высокая производительность устройств позволяет использовать их потенциал для оказания услуг по металлообработке.
Благодаря обновленным основным средствам производства завод предлагает доступные цены на услуги вальцовки и гибки листового металла в Нижнем Новгороде. На стоимость влияет сложность деталей, количество гибов.
Срок обработки металла два дня.
Чтобы заказать услуги гибочного станка, вальцовку металла оставьте данные на сайте. Наш менеджер перезвонит в удобное время.

Оборудование
Обечайка – это деталь цилиндрической или конической формы, используемая для производства котлов, баков и различных резервуаров. Изготовление обечаек
производится на специальных листогибочных машинах. Чаще всего на производстве используются такие станки:
- трехвалковые станки имеют три цилиндра, которые расположены в виде треугольника. Лист металла проходит между ними и принимает необходимую форму;
- четырехвалковые станки обеспечивают подгибку листа, что позволяет сделать минимальными прямые участки на концах листа. Такие машины являются наиболее востребованными на производствах. С их помощью можно решать различные задачи.
Ручная гибка металла не применима при изготовлении обечаек. Обеспечить равномерное растягивание заготовки могут только специальные станки. В результате получается изделие с идеально ровной поверхностью, без трещин и зазубрин.
Машины, на которых осуществляется вальцовка металла
, могут быть ручными или иметь электропривод. На электрическом оборудовании работать легче, а использование ЧПУ позволяет не только производить цилиндрическую гибку металла, но и изготавливать более сложные изделия, имеющие переменный радиус.
На нашем предприятии используются 4-х валковые вальцы с ЧПУ (толщина обрабатываемого листа 2-8 мм.), листогибочный пресс с ЧПУ (длина гиба до 2 м., толщина металла до 16 мм.)
Цена вальцевания металла
Указывая в прайсах расценки на вальцовку, многие производители уточняют, что эта информация не является публичной офертой и требует уточнения. И здесь нет никакого лукавства, ведь итоговая стоимость проекта будет зависеть от нескольких факторов:
- металла, из которого выпущены заготовки;
- толщины сечения,
- сложности заготовки: пропустить через валки лист не в пример проще, чем выполнить вальцовку круга;
- радиуса изгиба;
- количества заготовок для обработки.
Кстати, последний фактор может повлиять на формирование скидки: чем больше объем заказа, тем на больший процент может быть снижена цена.
Промышленная обечайка: что это такое?
Боковая часть любого цилиндрического или конического сосуда также представляет собой одну или соединение нескольких обечаек. При изготовлении корпусов атомных или химических реакторов по требованиям конструкторов приходится изготовлять сосуды, находящиеся под высоким давлением и в агрессивных средах. Причем длина такого сосуда намного превышает возможности литейных цехов и станков для механической обработки.
Выход есть — корпус разбивают на части. Боковые стенки реактора делят на несколько (до десяти) колец — цилиндрических обечаек, каждая из которых по размерам позволяет отлить ее и обработать по отдельности на существующем оборудовании. После механической обработки, доводящей размеры элементов корпуса до заданных, их соединяют вместе на сварочных стендах длиной в несколько десятков метров. Крышку и днище корпуса реактора также делят на сегменты, которые сваривают вместе и на последнем этапе приваривают к сборке из нескольких обечаек, достигая таким образом целостности корпуса.

Для сосудов меньших размеров и меньшего давления применяют другой метод изготовления обечаек — их не отливают, а изгибают из стальных листов на вальцах и сваривают или склепывают по продольному шву.
Вальцовка листа
Главная задача листовой вальцовки — получить пространственное изделие, из которого впоследствии можно сформировать цилиндрическую заготовку (трубу), конус, овал другие изделия. От вальцовки цилиндра данная технология отличается большей простотой, так как согнуть предстоит не объемный, а плоский прокат. По сравнению с работами по прессовке и вытяжке эта технология считается:
- экономичной: затраты на оборудование и оснастку минимальны, а сам процесс занимает немного времени;
- эффективной. Она может использоваться как для штучного, так и для массового производства заготовок;
- щадящей для оборудования — его износ незначителен, а ремонтные работы в случае неполадок просты и незатратны;
- точной и аккуратной: в процессе работы вероятность брака сводится к минимуму.
Бытовое применение
Люди начали использовать обечайки в доисторические времена. То есть к ним относилась боковая часть любой цилиндрической или конической посуды, например берестяного туеска, свернутого из куска березовой коры. Когда впоследствии было освоено производство жестяных ведер и тазов — их боковая стенка также являлась обечайкой.
А вне посуды что такое обечайка? Это прежде всего часть корпуса резонатора самых разнообразных музыкальных инструментов- струнных и ударных. Обечайку имеет и балалайка, и гитара, и контрабас, и барабан. Кстати, обечайку барабана называют кадлом.

С развитием технологий литья канализационные люки приобрели чугунные обечайки — это присоединенное к трубе или сосуду основание люка, на которое укладывается его крышка. В последнее время и крышки, и обечайки люков стали делать из композитных материалов.

Еще один пример обечайки — это всем известное бетонное кольцо, из которых набирают трубы колодцев.
Читайте также: