Особенности сварки нержавеющей стали полуавтоматом
Обновлено: 15.05.2024
Можно ли варить нержавейку полуавтоматом и что это такое?
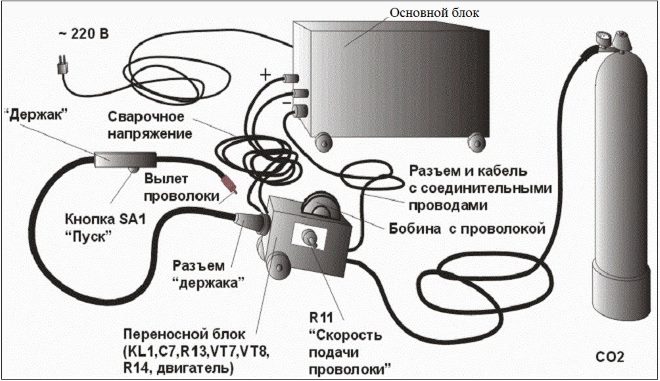
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Видео о сварке нержавейки полуавтоматом
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа - самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ - нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке - порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва - он становится менее долговечным и прочным.
Как варить нержавейку полуавтоматом

Сварка нержавейки
Сварку нержавейки полуавтоматом способны выполнить только опытные мастера. В этом случае нужно не только правильно подобрать расходные элементы, рабочий режим аппарата, но и учитывать характеристики самого материала. При этом качество соединения в первую очередь зависит от используемого оборудования.

Сложности сварки нержавеющей стали
Нержавеющая сталь отличается повышенной стойкостью к воздействию кислот, образованию коррозии благодаря наличию в ее сплаве легирующих компонентов. Но из-за этих добавок материал является плохо свариваемым. Его теплопроводность в 2 раза меньше чистого металла.
При сварке деталей отвод тепла от места соединения затрудняется, что способствует перегреванию поверхностей, выгоранию хрома, сквозному прожиганию материала. Чтобы этого не допускать, сварочные работы выполняются током с меньшим на 15-20% значением от стандартной сварки. При этом заготовки дополнительно охлаждают принудительным способом.
Коэффициент теплового расширения нержавеющего металла достаточно высокий. Это способствует растрескиванию сварного шва и рядом расположенной стали. Для предупреждения этого процесса между деталями делают большой зазор.
Электроды при сваривании нержавеющих конструкций перегреваются из-за сильного электрического сопротивления материала. Это негативно отражается на качестве работ. Опытные мастера обрезают электроды до минимально возможной длины, чтобы они не успевали раскаляться.
Особенности использования полуавтомата
Применение полуавтомата имеет свои особенности.
Существует 3 варианта выполнения сварочных работ таким агрегатом:
- по импульсной технологии;
- с применением короткой дуги;
- с выполнением струйного переноса.
При импульсной сварке создается защитная среда. Для этого применяют аргон, смешанный с углекислотой.
Технику короткой дуги используют для сваривания тонких листов стали. В этом случае риски прожигания материала минимальны.
Методика струнного переноса предназначена для сваривания толстых элементов конструкции. Она применяется на производстве. Для соединения заготовок используют специальные головки и порошковую проволоку.
Преимущества и недостатки
Спайка деталей полуавтоматом имеет множество преимуществ, например:
- Высокую производительность, при этом с формированием качественных швов.
- При выполнении сварки нет существенного задымления. Это позволяет работать в помещении.
Необходимость защитного газа в работе
Газ часто заменяют порошковой проволокой.
Она состоит из следующих компонентов:
- верхнего металлического слоя;
- сердцевины;
- флюса.
Флюс находится во внутренней сердцевине. Он высвобождается при плавлении верхнего стального слоя и обеспечивает зоне сварки защиту от окисления.
В применении этого элемента есть свои недостатки. Швы получаются не такими надежными, как при защите сварочной ванны газом.
Поэтому такая технология используется только для спайки заготовок на труднодоступных участках, куда нельзя доставить газовый баллон с самым минимальным объемом.
Во всех остальных ситуациях работы осуществляются только с применением газа и электрода.

Выбор материалов для сварки
Для соединения элементов конструкций применяют следующее оборудование и расходные материалы:
- полуавтомат, являющийся источником электрического тока;
- газовый баллон;
- редуктор, предназначенный для регулировки давления защитного газа, подаваемого из баллона;
- электроды, изготовленные из того же материала, что и соединяемые детали.
Если сварочные работы осуществляются без газа, тогда используется только специальная порошковая проволока. При этом надо помнить, что качество сварного соединения будет хуже, чем при использовании газовой защиты.
Сварочная проволока
На российском рынке электроды предлагают отечественные и иностранные производители. Изделия делятся на 2 категории: сплошного сечения и порошковые.
Диаметр этого элемента варьируется в пределах 0,13-6 мм. Крупные производители применяют сварочную проволоку диаметром 1 мм и более, в бытовых условиях – 0,6-0,8 мм.
Расходный материал сплошного типа применяется для выполнения сварки нержавейки полуавтоматом в среде углекислого газа под флюсом. В этом случае попадание в зону соединения деталей воздуха исключается. Это способствует формированию качественных швов.
Порошковые расходники представляют собой металлическую тонкостенную трубку, заполненную газом и флюсом. Поэтому при их использовании газовый баллон не требуется.
Электроды для полуавтоматических сварочных агрегатов изготавливают 2 способами: холоднотянутым и с термообработкой. Она может быть светлой (ТС) и оксидированной (Т). Изделия производятся 2 классов точности: стандартной и повышенной (П). Второй вариант предназначен для повышения качества сварного шва.
.jpg)
Другие элементы
При работе со сварочным оборудованием операторы обязательно используют защитные средства: спецодежду, маски, краги.
Сварщики используют плотную одежду, способную перекрыть все тело, чтобы исключить попадание расплавленных брызг металла на открытые участки кожи.
Для защиты лица и глаз используются специальные маски. Бюджетный вариант отличается небольшой площадью покрытия лица. Более дорогие модели оснащены поднимающимися светофильтрами и полностью защищают голову, в т.ч. волосы и шею.
Для защиты рук используются специальные рукавицы – краги. Для их производства применяются брезент, спилка. Разные модели отличаются количеством отделений для пальцев.

Какая защита лучше
При выполнении полуавтоматической сварки можно использовать 3 варианта защиты: аргоновую среду, углекислый газ, состав аргона с углекислым газом.
Аргоновая среда
При использовании такой защиты сварочные швы получаются более эстетичными. Но в процессе работы наблюдается интенсивный вылет расплавленного металла, дуга нестабильная. При этом аргонодуговая сварка достаточно дорогая.
Углекислый газ
Это самый экономичный вариант сварки нержавеющего металла полуавтоматом. Но брызг еще больше, чем при аргоновой защите. Из-за этого получаются грубые швы.
Оптимальный вариант – смесь этих компонентов в пропорции 95%/5% или 98%/2%, соответственно аргона и углекислого газа. Это позволяет удешевить сварные работы без ухудшения качества соединения. А если ко шву не предъявляются высокие требования, можно увеличить процентное содержание углекислого газа до 30%.
Подготовка к сварочным работам
Перед началом сварки заготовки нужно подготовить:
- поверхности деталей возле стыков зачищают щеткой по металлу;
- при толщине соединяемых изделий больше 4 мм убирают фаски с кромок;
- после зачистки поверхности обезжиривают растворителем, ацетоном, спиртом;
- кромки заготовок прогревают до 100ºC горелкой, чтобы удалить влагу.
Также перед свариванием элементов конструкции следует прогревать их до 200ºC. Это поможет снять напряжение металла.

Настройка полуавтомата
Чтобы получить прочное соединение деталей, нужно правильно настроить режим работы сварочного оборудования.
При выборе параметров учитывают следующие сведения:
- толщину заготовок (чем толще изделие, тем выше выставляют значения сварочного напряжения, тока);
- метод соединения (вертикальное, стыковочное, угловое);
- сечение проволоки (выбор этого параметра зависит от установленных значений напряжения, тока);
- величину зазора между свариваемыми элементами конструкции.
Например, при плотном стыковом соединении заготовок толщиной 0,8 мм используют электроды 0,8 мм, напряжение – до 16 В, ток – 50-80 А.

Технология полуавтоматической сварки для нержавеющей стали
В бытовых условиях чаще всего приходится варить детали максимального диаметра 3 мм. Поэтому для выполнения сварных работ можно использовать оборудование с максимальной мощностью 10 кВт.
А для выполнения работ на агрегате выставляют следующие параметры:
- напряжение – 19-25 В;
- ток – 95-300 А;
- скорость подачи проволочного электрода – 290-490 м/ч.
Длина электрической дуги, глубина проплава и форма шва регулируются изменением токового значения. С увеличением тока уменьшается глубина проплава, а валик на стыке получается шире.
В газовой среде
Перед выполнением сварочных работ в газовой среде осуществляются подготовительные мероприятия:
- рабочие поверхности соединяемых элементов металлической конструкции зачищаются болгаркой (используется специальный наждачный диск);
- при соединении заготовок толщиной больше 4 мм подготавливают канавки для направления расплавленной стали;
- соединяемые изделия стыкуют щипцами-зажимами между собой так, чтобы между ними оставался зазор не меньше 1,5 мм;
- на агрегате устанавливают нужные параметры для выполнения сварочных работ.
Варить нержавейку полуавтоматом надо под углом 20-60º от себя или к себе короткими прихватками, т.е. периодически нажимая и отпуская курок, постепенно заполняя расплавленным металлом нарезанные фаски. При этом между соплом и сварочной ванной нужно постоянно держать дистанцию от 10 до 20 мм.
При выполнении соединения внахлест фаски не нарезают, только тщательно зачищают рабочие поверхности. Изделия накладывают друг на друга, осуществляя их сваривание.
В процессе спайки элементов полуавтоматическим оборудованием в газовой среде рекомендуется периодически менять скорость подачи проволоки. Это поможет добиться более прочной стыковки заготовок. А перед началом каждого нового шва нужно откусывать плоскогубцами наплавление, образовавшееся на конце электрода.

Без защиты
Соединение деталей полуавтоматом выполняют и без использования защитной газовой среды с помощью порошковой проволоки. Ее специальное покрытие после расплавления формирует защитную оболочку.
Но готовые конструкции, соединенные таким способом, не отличаются высокой коррозионной стойкостью. В местах сварных швов может появляться ржавчина. Поэтому для получения шва, более устойчивого к коррозии, рекомендуется использовать дополнительные присадки с защитным газом.
Как варить с другими типами металлов
Современные технологии сварки предоставляют возможность сваривать нержавеющую сталь с другими материалами, например, с алюминием, низко- и высоколегированными металлическими сплавами.
Для сваривания с алюминиевыми заготовками используют импульсный режим аппарата, аргон и медные порошковые электроды. Такой способ позволяет улучшить качество спайки, повысить коррозионную стойкость готового шва.
Для соединения с медными элементами используют флюс, легкоплавкие припои.
При спайке с Ст40 используют проволоку 08Г2С. Она предотвращает разрыв сварных швов после охлаждения.

Финальная обработка
После сваривания металлических деталей на их поверхности могут образовываться дефекты в виде пузырьков. Это происходит в результате воздействия на металл высоких температур.
Избавиться от подобных деформаций можно легкими постукиваниями молотка по материалу через гладилку. Удары надо начинать наносить от края изделия, перемещая их постепенно к центру. Если процедура не помогла, тогда сталь предварительно разогревается, а простукивание повторяется.
Застывшие на поверхности конструкции брызги от сварки удаляют щеткой по металлу. Образовавшиеся на сварных соединениях окалины убирают с помощью специальных растворяющих составов. После зачистки швы обрабатывают антикоррозионными средствами, формирующими защитную хромовую пленку.
Рекомендации мастеров
Некоторые рекомендации специалистов по свариванию изделий из нержавеющей стали полуавтоматом:
- ток обратной полярности нужно использовать при сварных работах в газовой среде, прямой ток – при сварке под флюсом;
- чтобы не закрывать шов, горелку лучше перемещать слева направо, держать ее под углом от себя;
- оптимальная дистанция конца электрода от стыка – 5-15 мм;
- при соединении тонких деталей горелку надо наклонять вперед, чтобы уменьшить глубину проплава и риск прожигания материала;
- для увеличения глубины провара при соединении изделий большого сечения нужно держать электрод под углом 5-10º.
Несмотря на сложность сварки конструкций из нержавеющего металла, технологию способен изучить каждый желающий. Но одних теоретических знаний недостаточно. Рекомендуется перед соединением изделий потренироваться на ненужном материале, чтобы получить практический опыт.
Сварка нержавейки полуавтоматом: что нужно, технология, лайфхаки
Сварка полуавтоматом нержавеющей стали - способы и советы по сварочному процессу.
При больших объемах сварки нержавеющей стали целесообразно использовать полуавтомат. Почему именно такое сварочное оборудование лучше, как его правильно настроить и вести сварку, расскажем в нашей статье.
Суть полуавтоматической сварки нержавейки

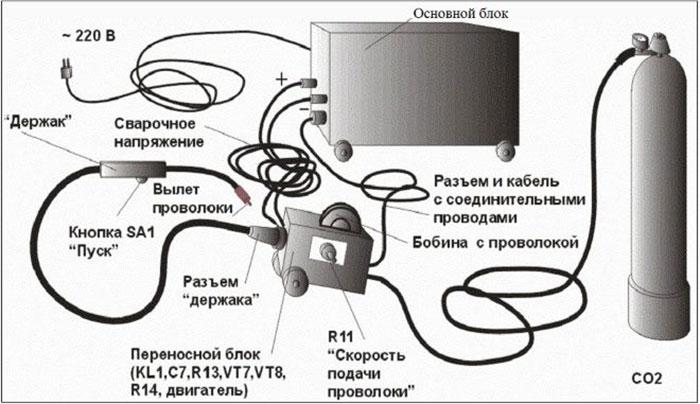
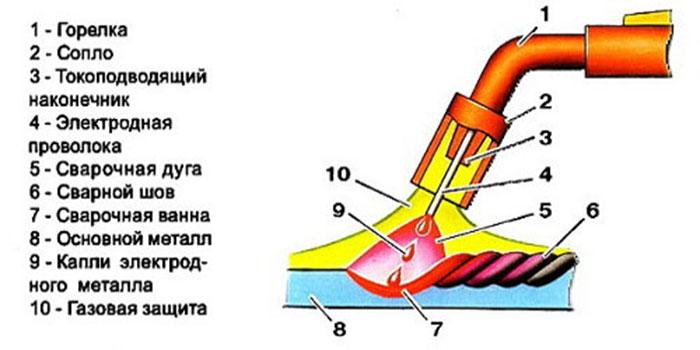
Сварка нержавейки полуавтоматом — это процесс соединения металла при помощи плавления кромок электрической дугой в среде защитного газа. В аппарате есть подающий механизм, толкающий сварочную проволоку. Она выступает одновременно электродом для замыкания контакта, возбуждающего электрическую дугу, и присадочным материалом. Ток на нее подается через токосъемный наконечник (мундштук).
Проволока проталкивается непрерывно, пока нажата кнопка на горелке. Это позволяет прокладывать длинные швы без отрыва. Одновременно подается защитный газ, поступающий из баллона через редуктор и газовый клапан. При сварке нержавейки используется смесь аргона и углекислоты. Газовая среда вытесняет окружающий воздух, поэтому сварочная ванна не бурлит, жидкий металл равномерно растекается, сварщик может управлять дугой и формировать красивые швы.
Сварочный ток вырабатывает инвертор полуавтомата. В нем настраивается сила тока, напряжение, индуктивность. Подающий механизм бывает встроенный в единый корпус с инвертором или с раздельным исполнением. В нем предусмотрена настройка скорости подачи проволоки и холостая протяжка без газа, необходимая при установке новой катушки, чтобы довести конец проволоки до сопла горелки.
Сферы использования полуавтомата для сварки нержавейки
Сварка нержавейки полуавтоматом широко применяется на разных производствах, в мастерских и в быту. На предприятиях это может быть сваривание элементов автомобилей (защитные дуги бамперов, подножки, выхлопная система), изготовление крупных емкостей и коллекторов химической промышленности, водоочищающих промышленных фильтров и пр. В пищевой промышленности полуавтоматами соединяют магистрали для подачи жидкостей (молоко, соки и пр.).
В быту сварка нержавейки полуавтоматом пригодится при изготовлении бака, оград, решеток. Имея полуавтомат для сварки нержавеющей стали получится самому заварить прогоревший глушитель, сделать емкость, отремонтировать нержавеющую посуду.
Какие легированные стали можно сваривать полуавтоматом

Под нержавейкой подразумевается металл, способный сопротивляться коррозии. Для этого в его составе присутствуют легирующие добавки в виде хрома, никеля, марганца, молибдена. Различают низколегированные, среднелегированные и высоколегированные металлы. Полуавтоматом можно сваривать все виды, но только с соблюдением определенных условий.
Низколегированные стали (содержание легирующих элементов 3-5%) и среднелегированные стали (5-10%) свариваются "на холодную", т.е. можно приставить заготовки и сразу варить полуавтоматом. Высоколегированные металлы (содержание присадок более 10%) можно сваривать так же, но лучше использовать предварительных подогрев до 300-400º С. Эта категория нержавеющих сталей называется аустенитными (высокое содержание хрома и никеля), отлично сваривается при любой толщине и долго сопротивляются коррозии, если правильно подобрать сварочную проволоку.


Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.

Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
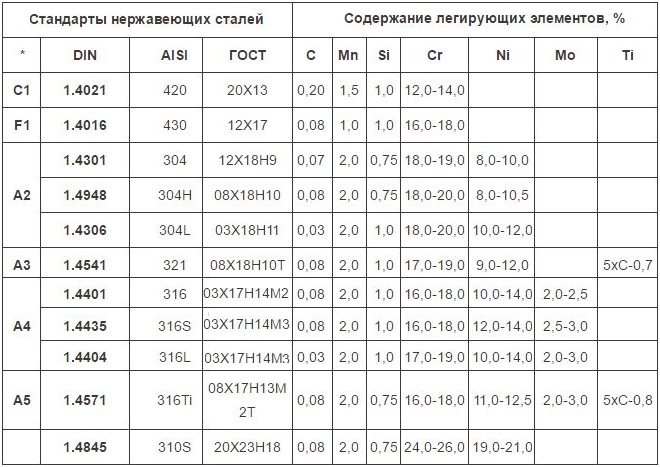
Химический состав основных марок нержавеющей стали
Нержавеющие стали в зависимости от особенностей своей внутренней структуры могут относиться к одному из следующих типов.
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.

Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
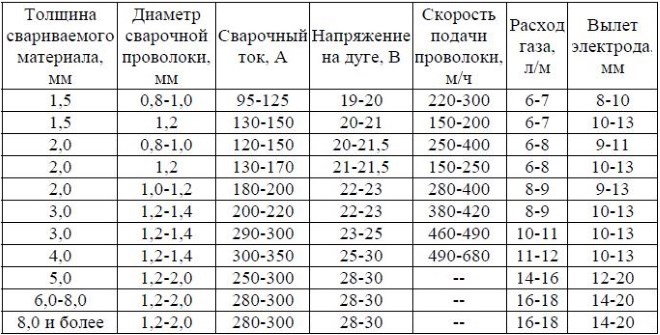
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.

Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.

Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
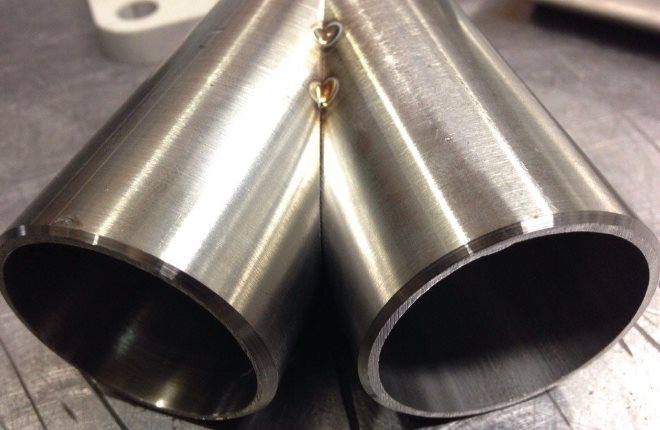
Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.

Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.

Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Читайте также: