Облицовочный шов сварка как делать
Обновлено: 13.05.2024

Существует несколько видов монтажа труб один из них сварка ручной дуговой сваркой.
Метод называется дуговым, потому что при контакте электрода с металлической трубой, электрический ток создает дугу, которая исключает попадание в зону плавления металла газа.
При высокой температуре, металл на электроде начинает плавиться и капать в соединительный шов, постепенно заполняя его. Образуется высокопрочную герметичную стыковку элементов.
Общие сведения
Принцип работы
Дуговая сварка в своем большинстве используется для создания трубопровода, в котором толщина стенок труб от 3 мм и номинальным сечением от 80 мм.
Температура плавления иногда достигает 3500 градусов по Цельсию.
Для достижения качественного соединения приходится заполнять стык расплавленным металлом и вдоль и поперек. Количество слоев напрямую связано с толщиной стенок изделия.
Какого качества будет выполнено соединение, влияет не только сварочный аппарат, в первую очередь это зависит от правильного выбора и подготовки электродов.
- С целлюлозной пленкой – для труб с большим сечением
- Рутиловое покрытие – для угловых и коротких прихватывающих швов
- Целлюлозно – рутиловый – для сложной сварки.
Так же для осуществления дуговой сварки труб понадобится трансформатор – выпрямитель или инвертор, для создания постоянного тока.
Хорошо если сварочный агрегат оснащен несколькими режимами работы(с разного вида электродами)
Нюансы дуговой сварки
- Аппарат следует включать, только тогда, когда электрод коснулся изделия
- Важно следить за размером образующейся электрической дуги.
- Сварка производится плавными движениями, что гарантирует равномерное заполнение шва расплавленным металлом
- Плавные движения из стороны в сторону контролируют толщину соединения
- Изделия с большим сечением и толстыми стенками свариваются с внутренней стороны и внешней.
Работа сваркой
Перед тем, как приступить к работе, необходима подготовка:
- Очистить и обезжирить места соединений
- Трубы устанавливаются ровно и плотно, зазоры и перекосы недопустимы.
- На сварочный аппарат устанавливается требуемый режим и электрод
- Трубу заземляются
- Металлические трубы тяжелые, поэтому для хорошей фиксации положения изделий, можно сделать несколько прихваток по окружности.
Как сварить неповоротный вертикальный стык
Сварной шов делается короткой дугой в два захода. Сечение трубы визуально делится на две равные части, а те в свою очередь на три основных положения
- Потолочная позиция с 1 по 3
- Вертикальная позиция с 4 по 8
- Нижняя позиция с 9 по 11
Процесс заполнения шва всегда начинается с потолочной позиции.
Дина дуги определяется по формуле Imin=0/5dэ мм (dэ – длина электрода)
Заканчивается заполнения разъема в нижнем положении.
Начинать соединение следует отступив 1 – 2 см от вертикальной осевой. Место соединения швов (замок) может составлять от 2 до 4 см, зависит от сечения трубы.
Сварка производится под определенным углом. Потолочное положение делается углом назад (позиция 1-2), после переходит в позицию (3-7) углом вперед, следом образуется прямой сварочный угол и завершается шов углом назад (позиция 9-11)
Соединение второго участка делается аналогичным образом. Перед началом варки детали следует очистить.
Для сварки замка используются электроды диаметром 3 мм.
| Положение электрода | Сила тока (А) |
| потолочное | 80-95 |
| вертикальное | 75-90 |
| нижнее | 85-100 |
Как сделать шов

Качественный корневой шов образуется при помощи постоянной подачи электрода в стык. В результате внутреннего проплавления труб образуется маленькое окошко, она называется технологическое окно.
Это начало корневого шва. Постепенно металл накапывается в стык деталей. С обратной стороны образуется большой валик. В этом месте чаще всего возникают поры, так как валик долго остывает и успевает вступить в контакт с атмосферой.
Заполнение стыков у труб, где толщина стенок превышает 8 мм, получается неравномерным. В подавляющем большинстве недотягивает нижнее положение. Для устранения это дефекта, требуется в верхней части стыка еще раз «накидать» металл (наплавить валик).
Важно. После последнего прохода допускается не заполнение шва максимум на 2мм.
Сварка облицовочного шва
Облицовочное соединение образуется в результате однократного прохода электродом в одном направлении или нескольких проходов.
Предпоследний проход следует завершить так, чтобы зазор между трубами остался незаполненным на 0.5-2мм, а металл по краям шва выходил за стык на половину ширины электрода.
Рекомендация. Монтаж труб с толщиной стенок меньше 6 мм и сечением до 15 см следует выполнять при постоянном однозначном напряжении, максимально подходит показатель для потолочного положения. Когда осуществляется изменение на вертикальное положение, используется прерывистая накидка металла.
Те же самые манипуляции проделывают, когда источник питания расположен далеко от места монтажа.
Как производятся «мазки» электродом
Металл накапывается всегда в одном направлении. Электрод прикладывается к одной кромке, доводится до противоположной, производится кратковременный обрыв дуги (шлак не должен успеть остыть).
Если толщина труб большая, то начало и обрыв делаются в одной точке.
Важно. Начало дуги запрещено совмещать с точкой, в которой был произведен только что обрыв
Метод сварки неповоротного горизонтального стыка
Монтаж металлических элементов осуществляется электродом толщиной 3 мм.
Угол наклона электрода 80-90 градусов.
Сила тока для варки выбирается в соответствии с толщиной стенок изделия, шириной и глубиной зазора.
«Угол вперед» — дает максимальное плавление
«Угол назад» — минимальный уровень плавления.
К сведению. Если уровень плавления недостаточный, длина дуги создается короткой. Если плавление нормальное – дуга среднего размера.
- Корневой шов следует делать в месте с минимальным расплавлением соединения.
- Во втором проходе металл накидывают так, чтобы расплавить корневой шов и оба края изделия. Должен образоваться валик нормальной формы.
- Третий проход рекомендуется осуществлять при повышенном режиме под «углом назад» или прямым. Расплавленный металл надо накапать выпуклым валиком. Электрод должен двигаться по маршруту, совпадающему с краем предыдущего прохода.
- Четвертый проход создается в режиме третьего валика. Электрод имеет прямой или почти прямой угол. Скорость плавления держат такой, чтобы одновременно плавились верхняя кромка разделки, второй валик и вершина третьего.
Замок. Металл накидываю с равномерным расширением шва в начале и с плавным сужением в конце, уровень наплыва на основной шов 2-3 см.
Рекомендация. Дуговая сварка в много проходов делается по спирали, это поможет сократить количество замков.
Для выполнения лицевого слоя размер электродов берется такой же, как и для заполнения стыка. Максимально допустимый диаметр электрода для лицевого слоя 4 мм. Металл накладывается на большой скорости, для образования узкого и плоского шва.
После завершения работ. Производится отшлифовка шва до одного уровня с трубой + по 2 см с каждой стороны, чтобы не осталось неровностей и шлака.
В результате шлифовки может выявиться погрешность, такая как пора.
В таком случае, место с дефектом следует вычистить до зазора и снова заварить, затем опять отшлифовать.
Шлифовка осуществляется в одном направлении от трубы к шву, это поможет избежать «подрезов».
Ошибки при дуговой сварке
- Плохо просушены электроды
- Когда производится замена электрода, не сделана защита в месте прерывания сварного шва.
- Плохо очищенные поверхности соединяемых деталей
- Сквозняк в трубопроводе.
О четвертом пункте чуть подробнее.
Бывает образовывается пора. Зачистили, закидали, отшлифовали и опять пора. И так может повторяться несколько раз. Такое может происходить из-за наличия «гуляющего» воздуха в трубе. Чтобы купировать доступ атмосферы, следует просто закрыть свободные отверстия соединяемых труб.
Особенности сварки при минусовых температурах
Сталь при варке в минусовые температуры становится хрупкой. Возможно образование таких повреждений, как горячие трещины, термическое разрушение и т.п.
Чтобы подобных проблем не возникло, следует:
- Детали трубопровода соединить с максимально плотным прилеганием
- Разогреть металл до светло – красного оттенка
- Увеличить силу тока до 20%
Техника безопасности при ручной дуговой сварке
- Рабочее место следует оградить
- Горючие и легковоспламеняющиеся материалы должны находиться как минимум на расстоянии 10 метров от места выполнения сварочных работ
- Обязательно наличие спецодежды
- Сварка осуществляется в специальных рукавицах
- Недопустимо выполнение работы без маски, она должна быть без каких либо повреждений
- Рядом с местом сварки должно находиться средство для пожаротушения
- Рабочая зона должна хорошо освещаться.
Как сделать красивый и правильный сварочный шов, если нет опыта- Совет

Как сделать красивый и правильный сварочный шов, если нет опыта. В наше время сварной шов можно встретить практически в каждой существующей отрасли. Но большинство владельцев домов прибегают к услугам профессионалов, хотя на самом деле такой навык можно легко получить самостоятельно и здорово экономить, тем более, что сварочный процесс достаточно интересен, и от сварки обычных инструментов вас может потянуть к созданию необычайно красивых изгородей.
Обучиться делать правильный сварочный шов несложно, главное, чтобы вы разобрались со всеми нюансами и можете смело переходить непосредственно к процессу.
Подготовительный этап
Перед тем, как начать проходить любое обучение и понять, как именно вы будете варить электрической сваркой, следует обязательно запастись некоторыми принадлежностями заранее, чтобы все было под рукой.
Для сварки вам потребуется:
- Сварочный аппарат – электрическая сварка.
- Набор электродов. Учтите, что у них бывают разные диаметры и их следует подбирать в зависимости от толщины и плотности металлического участка. Они нужны для того, чтобы подводить ток к сварочному шву. Начинающим мастерам настоятельно рекомендуем покупать стержни с нагревающимися и легко плавящимися составами. Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.
- Маска, которая оснащена затемненным светофильтром.
- Плотная рабочая одежда.
- Молоток, который потребуется для сбивки шлака (речь идет о стекловидном материале).
- Щетка для очищения швов.
- Трансформатор – его применяют для преображения напряжения сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер и он нужен в том случае, когда хотите получить сварной шов высшего качества.
- Выпрямитель.
Вместо выпрямителя и трансформатора новички могут использовать другой, более простой механизм, который называется инвертором. Он очень удобный, а еще является универсальным. При помощи него можно будет сварить и сплавы из алюминия, и надежные высокопрочные стальные сплавы.
С ним в комплекте обычно идет пара проводов, на концах которых есть зажимы. На один конец следует вставить электрод, а на вторую прикрепить детали, которые нужны для сварки. Также никогда не забывайте о технике безопасности!
До того, как вы начнете сварочные работы, следует выполнить подготовку рабочей поверхности, и в этом случае нужно будет убирать с поверхности ржавчину (для этого обработайте ее шкуркой, наждачной бумагой или даже болгаркой). Если этого не сделать, то могут появиться проблемы при розжиге дуги.
Технология процесса сварки
Сварка представляет собой процесс, который возделывается под действием высокой температуры. Именно под ее воздействием обрабатываемая поверхность начинает расплавляться, и образуется ванна, в которой смешивается главный металл с сердцевиной из металла электрода. Размер полученной ванны может быть разным, и многое зависит от изначального типа сварки, расположения к поверхности, скорости перемещения дуги и прочего. По усредненным данным, ширина сварки бывает от 0.8 до 1.5 см, а высота от 1 до 3 см, глубина составляет 0.5 см.

Кислород во время соединения с металлом может оказываться ненужное воздействие на стыковку шва, и именно по этой причине электрод будет покрыт особой обмазкой, которая во время плавления будет образовывать такую газовую зону в области дуги, а также над расплавленной ванной, куда не попадает воздух. Именно по этой причине металл не будет взаимодействовать с кислородом. Более того, поверх шва начинает образовываться шлак, который тоже способен препятствовать взаимодействию кислорода и сплава. На финишном этапе он будет считаться щеткой.
Тренировочное упражнение с зажиганием дуги
Как сделать сварочный шов идеальным? Перед любым видом деятельности следует для начала поднабраться опыта. То же самое касается сварочного процесса, поэтому перед тем, как начать сплавлять несколько металлов, следует потренироваться, и сделать на лишнем или старом листе металла валики. Тут потребуется очистить поверхность от ржавчины и грязи.
Обратите внимание, что если зазор между металлом и дугой постоянно менять, то дуга из электричества разорвется, а сварной шов получится некрасивым, с недостатками.
Обычно электрический стержень держат под углом наклона в 71 градус. Вы можете его отклонять вперед/назад таким образом, как будет удобнее. В дальнейшем наклон можно поменять в зависимости от специфики сварки и удобства мастера. Кроме того, на этапе тренировки следует прочувствовать силу тока электрической сварки, чтобы подача была стабильной. Если сила тока будет небольшой, то дуга из электричества будет гаснуть, а если большой, то металл начнет расплавляться. Опыт в работе со сваркой приобретается путем метода проб и ошибок.
Правильные движения при помощи электрода
После того, как вы потренируетесь валиками, начнут получаться красивые и ровные углубления, можно начать приступать к тренировке сварочного шва. Именно тут вы сможете понять, как правильно класть идеальный шов электрической сваркой. Этот этап будет посильным для начинающих, которые успели набить руку на валиках, прочувствовать нужную силу тока, и расстояние между зазорами.
Для сварного шва следует для начала подготовить все нужное оборудование, как это было описано выше (зажгите электрическую дугу). Отличительной чертой будет то, что рука мастера в этот раз будет двигаться не по прямой, а по косой траектории, и делать легкие колебательные движения с малой амплитудой. Выглядит все так, как будто мастер старается переместить плавящийся, раскаленный металл от одного края элемента сварки к другому. Движения могут отличаться, и быть похожими на зигзаг, петли, или даже напоминать повторяющиеся изгибы, к примеру, как серпы или елки.
Траекторию можно различать по направлениям:
- Поступательное. Перемещение электрода получается вдоль его оси, и для этого будет достаточно поддерживать стабильную длину электрической дуги.
- Продольное. Это самый тонкий шов, который похож на ниточку. Чтобы вы смогли его накладывать, требуется придерживать высота, которая зависит от скорости, с которой движется стержень с электричеством. Для того, чтобы вы смогли закрепить полученный шов, следует проделать и поперечное направление движения.
- Колебательное. Такая траектория дает возможность получать необходимую ширину шва, и сделать можно будет, совершая колебательные движения рукой. Высота волны колебания подтирается исходя из того, какого размера должен быть желаемый стык.
Тренировку можно проделать на ненужном листе металла. Для начала стоит начертить мелом линию таким образом, чтобы ее было видно сквозь затемненное стекло в маске для сварки. Далее, вдоль линии следует прочертить электродом шов по любой траектории, перечисленной выше. После того, как остынет стык, от него молотком нужно отбить шлак, и тогда будет красивый шов.
Для получения таких первоначальных навыков можно смело начинать со сварки соединительных швов. Они могут быть разной формы – вертикальные, и горизонтальные, стыковые, углообразные, внахлест и прочие. После того, как вы почувствуете, что рука стала двигаться увереннее, можно начать попробовать варить ажурные и красивые швы.
Лучше всего информация усваивается с визуальным восприятием, поэтому рекомендует посмотреть видео в конце статьи. Так вы сможете самостоятельно научиться навыку работы с электрической сваркой. Не забывайте о покупке необходимых принадлежностей и инструментов, а еще не забывайте о том, что такое занятие опасное, и поэтому для проведения работ обязательно нужна будет специальная оснастка, а также защитные меры. Чтобы освоить такой тип работ, следует заранее потренироваться на листе металла, который вам не нужен.
4 фактора влияния на качество сварочных швов дуговой сварки
Как лично я делаю красивые швы ручной дуговой сварки: обзор нюансов формирования сварочных швов по типам соединений + рассмотрение 3 пространственных положений + разбор 4 моментов для формирования красивого сварочного шва.

Наложение правильного шва – это основа практики для новичков в сварке. В сегодняшней статье будет рассказано, как лично я делаю красивые швы ручной дуговой сварки + какие разновидности соединений существуют вообще.
Особенности наложения сварочных швов ручной дуговой сваркой по типам соединения
Должен отметить, что сварочные швы имеют весьма обширную квалификацию. Первостепенный параметр – типаж соединения элементов. В зависимости от числа сторон накладки, швы могут быть односторонние и двухсторонние. В 70% случаев моей практики сварщика, я пользовался односторонними, а вот остальные 30% составляют двухсторонние.

Если сварщику по силам освоить односторонний шов, то и с двухсторонним у него проблем возникнуть также не должно. Перед изучением хитростей ручной дуговой сварки, требуется детально рассмотреть разновидности шовных соединений. Этим я и предлагаю заняться далее.
1) Стык в стык

Стыковые соединения я использую для листового металла и труб торцового типа. Детали требуется укладывать с небольшим зазором в пару миллиметров. Если элементы неустойчивы, используйте для фиксации струбцины.
Важно: если толщина элемента более 4 мм, советую производить заделку кромок. Для листового металла менее 4 мм наложение сварного соединения можно производить без предварительной зачистки области.
Метод зачистки выбирайте самостоятельно. Мне обычно хватает зашкуривания и доработки напильником. В методической литературе 90-х годов нашел полезную схему, и хочу поделиться ею с вами. На рисунке ниже подана глубина и градус скоса при разделке кромки для различных толщин металла.

При сваривании толстых слоев металла только с одной стороны, помимо разделки кромок, мне приходится накладывать швы в несколько слоев. Подобная техника именуются многослойной и выполняются в 2-8 заходов вдоль одной кромки.
2) Внахлест

Соединение внахлест использую для металлических элементов с толщиной не более 8 миллиметров. Залог успеха кроется в угле наклона электрода к плоскости сварочного соединения. Здесь ничего не нужно выдумывать, а достаточно следовать рекомендациям в технической литературе – от 15 до 40 градусов.
Важно: во избежание коррозии металла в месте сварки, советую проваривать элементы с двух сторон.
Отклонения электрода в процессе работы могут привести к неправильному распределению наплавки металла, а это уже приведет к ухудшению качества сварного шва. Как итог, можно потратить весь электрод и получить нулевой результат.
3) Тавровое + угловое

В данном случае название отображает форму соединения – буква «Т» и буква «Г» соответственно. Тавровое обычно делаю двухсторонним – это помогает лучше проварить соединение и избавиться от риска слома. Кромки же разделываю больше для угловых, а для тавровых данный этап подготовки использую лишь на деталях с толщиной стенки от 8 мм.

Угловые швы являются упрощенной версией таврового, потому рекомендации по разделке и сварке от меня будут почти такие же. Единственный нюанс состоит в нижнем пороге толщины для разделки. Так как обеспечить качество соединения «Г» — образного шва сложнее, подготовку кромок стоит проводить для металлов с толщиной от 4 мм. Базовые варианты скосов я предоставил на схеме выше.

При сварке угловых стыков с разными толщинами металлов, оптимальным углом считаю от 50 до 60 градусов. В процессе соединения деталей одинаковой толщины новичкам советую располагать элементы в положении «лодочка».
4) Пространственные положения
В пространственном аспекте стоит выделить 3 типажа сварки – вертикальная, потолочная и в нижнем положении. Для формирования красивых сварочных швов дуговой сваркой при вертикальном и потолочных положениях нужна наработка практического опыта + следование канонам, описанным в технической литературе по направлению. Далее я опишу базовые требования, следование которым приведет новичка к успеху.
А) Как я свариваю в верхнем положении?
Основной проблемой такой сварки я считаю сползание металла под силой тяжести вниз. Чтобы капли не отрывались от шва, советую использовать дугу с минимальной длиной. Видел в продаже электроды, которые не залипают. Хороший вариант для новичков, но для настоящих сварщиков как-то не солидно.
Как можно вести вертикальный шов:
- снизу-вверх. Более ходовой вариант, позволяющий снизить вероятность дефектов сварного шва. Выполняя подобные швы, я обычно прерываюсь каждые 10 см. таким образом металл застывает, и упрощает дальнейшее ведение вдоль вертикали вверх;

Наложение шва сверху-вниз априори сложнее, потому новичкам советую не париться, и накладывать швы снизу-вверх. Только после идеальной отработки техники первого метода, можно будет задуматься об освоении второго.
Б) Как накладывать горизонтальные швы по вертикали?

В данном пространственном положении особой разницы в направлении движения не имеется. Каждый сварщик ориентируется на собственные предпочтения и удобства. Законы физики в процессе работы сварщика будут тянуть ванну вниз, потому для получения красивого шва советую электрод держать под углом. Точное значение не скажу, ибо здесь следует опираться на скорость перемещения и параметры тока. Придется подбирать практическим методом.
Что можно предпринять при стекании ванны:
- увеличить скорость движения вдоль шва;
- сделать отрыв дуги для застывания уже наложенной области шва и начать с верхней точки.
На практике, и первый и второй лайфхаки имеют свои недостатки, но со своей целью справляются на отлично. Единственное, не стоит применять ускорение и отрыв дуги одновременно, ибо полученный шов будет иметь минимальный запас прочности.
В) Как делать потолочные швы?

Потолочные швы делать сложнее всего. У меня куча знакомых с «боевыми шрамами» от падающих капель с потолка. Конечно же, придерживались бы они техники безопасности, риск был бы сведен к минимуму, но вы знаете наш менталитет.
При наложении потолочного шва могу дать 3 совета:
- держите электрод строго под углом в 90 градусов;
- используйте только короткую дугу;
- не меняйте скорость движения.
Неторопливость в данном процессе является залогом успеха работы сварщика. В отношении движений самим электродом, то здесь хорошо себя показывают круговые, расширяющие шов.
Отдельно рассматривать нижнее положение не вижу смысла, ибо практика сварщика начинается именно в данном направлении деятельности. Проблемы могут возникнуть только с формированием «красоты» шва, но следуя рекомендациям данной статьи, риск попасть в просак сведется к минимуму.
Как лично я делаю красивые швы ручной дуговой сварки?
Разобраться в особенностях работы с разными типами сварных швов – это 60% успеха. Остальные 40% являются совокупностью из вспомогательных факторов, таких как траектория движения электрода, его протяженность, число слоев и так далее. По основным вопросам в этом ключе я расскажу детальнее далее.
1) Как влияет угол наклона изделия и электрода?
В технической литературе не имеется четкого значения комфортного угла наклона электрода при формировании сварочных швов ручной дуговой сваркой. Каждый мастер вырабатывает его самостоятельно. Для меня, например, оптимальным значением считается 55 градусов.

Можно менять не только положение самого прутка, но и деталей. Так при сваривании на подъем, я получаю большую глубину проплавки + сам валик выше. Если работаю «на спуск», то оговоренные параметры идут в обратную сторону, на убывание.

Еще одна особенность наблюдается при смене положения электрода. Так, накладывая шов углом вперед, проплавка глубже, нежели при работе углом назад. Аналогичные изменения касаются и высоты получаемого валика.
2) Траектория движения
Когда уже наработан опыт в валиках, можно приступать к тренировке на траектории швов. Именно на данном этапе я понял, как именно следует вести дугу, чтобы швы получались красивыми даже до их постобработки.

На картинке выше можете увидеть подборку наиболее распространенные траектории движения дуги при ручной сварке. Все движения исполняются по амплитуде с разной длиной, тем самым образуя узор сварочного шва.
| Направление траектории | Как двигаться дугой |
|---|---|
| Поступательное | Пруток сварщик двигает вдоль оси. Чтобы получилось нормальное соединение, будет достаточно держать стабильную длину электрической дуги. |
| Продольное | Максимально тонкие швы, по типу нитки. Для качественной проработки нужно соблюдать оптимальное значение между скоростью движения и высотой дуги. Для закрепления соединения придется делать заход и поперечными движениями дуги. |
| Колебательное | Такая траектория помогает добиться сварщику необходимой длины сварочного шва. Производится плавка электрода через колебательные движения в 3 направлениях – лево, право и центр. Чем выше дуга, тем шире стык (но и разбрызгивается металл соответственно больше). |
Менять траектории швов и узоры нужно опираясь на пространственное положение сварки и ее тип. Выше я подавал краткое описание по данному вопросу с инфографикой для каждой и ситуаций.
3) Форма и протяженность

Очередные параметры швов, который стоит брать во внимание как новичку, так и профи сварки. С протяжённостью все просто – сплошные и прерывистые. На практике в 90% случаев использую именно сплошные. В прерывистых возникает необходимость только в случаях, когда тяжело зафиксировать соединяемые детали.
По форме выделяют 3 типа швов:
Основным фактором влияния на форму является величина силы тока. На втором месте стоит скорость сварки и подготовка кромок. Детальная инфографика по вопросу представлена на рисунке выше. Советую не просто изучить, но и взять во внимание.
4) Обработка сварного соединения

Чтобы сделать красивый сварной шов ручной дуговой сваркой, постобработка должна быть обязательным этапом перед сдачей в эксплуатацию. При гаражном ремонте для себя с этим сильно можно не заморачиваться, но работая по специальности, изучить направление следует очень тщательно. Выделяют 3 метода обработки, и я детальнее остановлюсь на каждом из них.
А) Термическая

Термообработку советую применять для швов в конструкциях, к которым выдвигаются повышенные эксплуатационные требования – трубопроводы, станочные механизмы под нагрузкой и прочее.
| Плюсы термообработки | Минусы метода |
|---|---|
| Восстановление свойств пластичности без потери в прочности | Тяжело использовать на практике |
| Снижение внутреннего напряжения | Нужно спецоборудование |
| Увеличение сроков службы шва | Необратимость процессов, из-за чего опасна даже мелькая ошибка |
Процедура протекает в 3 этапа – нагрев шва с окружением, выдержка и охлаждение. Оборудование для процесса подразделяется на радиационное, индукционное и газовое. Наибольшее распространение получило последнее.
Б) Химическая

Чисто химической обработки недостаточно для формирования красивого шва, но в связке с механической можно добиться впечатляющих результатов. Именно потому обработку химией советуют делать на любых типах швов, вне зависимости от их дальнейшей сферы эксплуатации.
В данном направлении могу выделить 2 метода:
- травление. Обработка стыков перед механикой. Используются составы с антикоррозийными свойствами. Смеси хорошо удаляют окисленный никель с хромом, которые являются побудителями ржавления;
- пассивация. Составы, которые образуют на поверхности шва защитную пленку.
Подобных растворов в магазинах хватает с головой, потому советую на химической обработке не экономить – она продлит жизнь шва на 50%-80% от его пикового значения как минимум.
Краткое пособие по наложению красивых сварочных швов:
В) Механическая обработка

Классика завершения сварочного шва, это затирка его диском до блеска. Я чаще всего использую проволочную щетку , но на этом список оборудования для произведения операции не заканчивается – болгарка с абразивными кругами, шлифовальщики и прочие инструменты на самый разный вкус и ценник.
Правила эффективной механической обработки швов:
- для болгарки лучше всего подходят круги из цирконата алюминия;
- лепестки выбираются с основой из ткани;
- размер зерна выбирается на основании поставленных задач обработки.
Для труднодоступных мест советую не мучиться с болгаркой, а взять напрокат борфрез. Агрегат компактный в исполнении, портативный и может достать практически в любое труднодоступное место.
На этом сегодня все. Надеюсь, я нормально раскрыл вопрос как делать красивые сварочные швы ручной дуговой сваркой новичкам. Если у вас имеются собственные лайфхаки, упрощающие работу, жду комментариев к статье. Удачи и не болеть!
Как добиться красивого шва

Как добиться красивого шва при сварке электродами
Начинающим сварщикам лучше не осваивать сразу сложные стыки. На первых порах важно закрепить базовые знания, но еще гораздо важнее научиться контролировать электрод.
Здесь важно все: и равномерная скорость перемещения электрода, и удержание короткой сварочной дуги, поскольку на длинной дуге металл практически не варят. Также неплохо было бы научиться поджигать электрод сразу, с одного тычка.
Конечно же, на всё это нужно время. Чем больше начинающий сварщик будет варить, тем быстрей придёт опыт и осознание самой сварки, того, что происходит под маской.
Как добиться красивого шва при сварке электродами
Добиваться получения красивого шва начинающему сварщику лучше всего при сварке швов в нижнем положении. Учиться варить нужно именно горизонтальные швы, выдерживая правильный угол наклона электрода по отношению к поверхности металла, в пределах 40-60 градусов.
Не следует держать электрод вертикально поверхности заготовки. Такая техника практикуется, но не в начале обучения.
При сварке электродом нужно следить за тем, чтобы сварочная дуга, а это расстояние между металлом и кончиком электрода, было очень маленьким, всего 2-3 мм. На первых порах такое небольшое расстояние может быть совсем незаметным, но это только в начале.

Со временем всё станет на свои места, а пока, можно просто втыкать электрод в металл, выдерживая дугу как можно меньше. Если сварка происходит инвертором, то такая замечательная функция как «Антиприлипание» не позволит электроду прилипнуть к металлу.
Электроды для обучения
Начинающему сварщику проще всего варить рутиловыми электродами. Такие электроды хорошо поджигаются повторно, они не столь требовательные к подготовке металла. Варить рутиловыми электродами можно абсолютно в любом положении.

Начинать варить шов следует с движения электродом «на себя», и, пока что, без каких-либо колебательных движений в стороны. На первом этапе обучения сварки важно научиться удерживать дугу, и, конечно же, отличать шлак от металла.

Шлак имеет темный цвет в отличие от раскалённого металла ярко желтого цвета. Металл сразу же оседает, в то время как темный шлак переливается по его краям, образуя собой контуры. Кроме этого, температура застывания шлака ниже, чем у металла.
Как варить, углом назад или вперед
Принципиальной разницы, как варить, углом назад или вперед нет, однако отличия все же имеются. Когда электрод ведётся углом вперед, то металл имеет больший провар, заметно увеличивается скорость сварки и ширина валика.
Валик при сварке углом вперед получается достаточно гладким и широким. При сварке углом назад, образуется высокий валик, а сварной шов имеет шероховатость.

Существует два типа сварных швов — основной и облицовочный. Задачей создания основного шва является сплавления кромок металла, а облицовочного, сокрытие всех видимых дефектов, таких как подрезы, непровары и т. д.
Как новичку варить идеальный сварочный шов

Идеальный сварочный шов — какой он? Как варить швы?
Сегодня мы рассмотрим процесс получения идеального сварочного шва, качеству которого позавидует даже опытный сварщик. Однако статья была написана специально с тем учётом, чтобы помочь новичкам в электросварке.
В отличие от прошлых статей, эта написана немного в другом стиле. Здесь я старался избегать длинных предисловий и долгого расписывания самих процессов сварки. Надеюсь, что статье будет полезна всем начинающим сварщикам, и они смогут узнать из неё что-то новое для себя.
Идеальный сварочный шов — какой он?
Если вам нужно получить красивый и качественный шов, купите современные электроды. Да, да, оставьте «дедовскую» проволоку, на которой уже почти не осталось обмазки. Используйте новые и сухие электроды согласно инструкции производителя. Найдите на упаковке с электродами ток, при котором надо варить, а также полярность, то есть + и — подключения.

Если на электродах указана обратная полярность, то подключаем к держателю электрода плюс от инвертора. Если нужно варить на прямой полярности, то плюс должен идти в качестве массы, то есть, подсоединяться к свариваемому металлу.
Итак, подсоединяем кабеля к инвертору и вставляем электрод в электрододержатель. Выставляем на инверторе требуемый сварочный ток и включаем аппарат в работу. Электрод должен держаться в держателе строго под углом в 90 градусов и никак иначе.
Поджог дуги электродом
Для того чтобы зажечь дугу необходимо поднести электрод к металлу и легонько стукнуть о поверхность, сразу же отведя его вверх. Слишком далеко отводить электрод не нужно, поскольку дуга непременно погаснет. Достаточно отвести на 2-3 мм.

Также можно зажечь электрод чирканьем его конца о поверхность металла. Просто берём, и как бы ведём электрод коротким движением по металлу, пока не загорится сварочная дуга.
Как вести электрод во время сварки
Существует много схем ведения электрода при сварке. Ниже я нарисовал самый простой способ, который позволяет добиться идеального сварочного шва.
Итак, наиболее простой способ для новичка, это ведение электрода небольшими круговыми движениями, а если быть точнее, то точечными. Ставим первую каплю металла электродом, затем вторую, которая должна слегка заходить на первую, и т. д. Электрод по отношению к свариваемой заготовке держим под углом в 30 градусов.
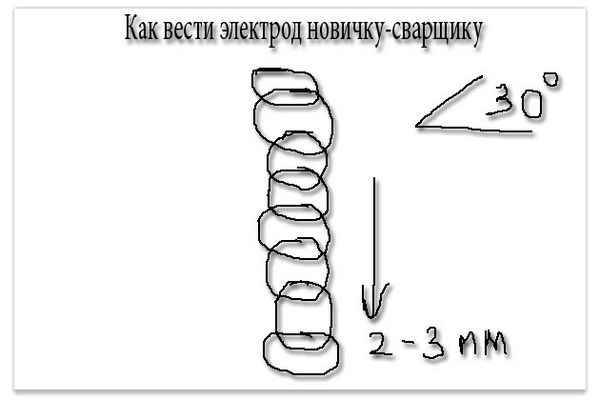
Электрод ведём на себя, строго соблюдая указанный угол наклона. Почему это важно? Просто, таким образом, весь шлак, образуемый при сварке, будет выходить наружу, и выбрасываться из сварочной ванны.

В итоге, капли должны как бы пересекаться друг с другом, что и образует сплошной сварочный шов. В данном случае начинающему сварщику нет необходимости выполнять сложные движения электродом, типа «ёлочкой», «зигзагом», «треугольником» и т. д.
Сам процесс выглядит так:
- Нажали электродом, поставили точку и отпустили;
- Затем немного зайдя на первую точку, нажали электродом и отпустили;
- Процесс повторяется до тех пор, пока не будет заварено всё соединение.

На первых порах это позволит получить достаточно качественный и ровный сварочный шов, а также хорошо углубить корень шва. Существуют и другие способы вести электрод во время сварки, о которых я обязательно расскажу в следующих статьях.
Читайте также: