Пайка или сварка алюминия
Обновлено: 18.05.2024
Если стоит задача паять алюминий, то все что Вам потребуется Вы узнаете из нашей статьи. Мы подготовили и пошагово описали способы пайки, необходимые материалы и оборудование.
Почему возникают проблемы с пайкой алюминия
Алюминий – легкий и гибкий материал, который имеет на своей поверхности слой оксида. Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Чтобы обойти свойства элемента и осуществить надежное скрепление деталей, используют различные приемы и вспомогательные материалы. Более того, есть возможность пайки даже к другим цветным металлам с помощью олова и паяльника. Чтобы пайка алюминия прошла быстро, качественно и без проблем, необходимо разобраться во всех тонкостях и особенностях процесса.
Подготовка к пайке алюминиевых деталей
Прежде, чем приступить к каким-либо работам, важно тщательно подготовить поверхности деталей. Только при точных и доскональных действиях можно спаять алюминий и дюральалюминий без последующих переделок.
На первом этапе необходимо аккуратно очистить деталь от загрязнений. Далее нужно удалить образованную на поверхности материала пленку оксида. Она образуется от контакта с кислородом в воздухе, тем самым не позволяя осуществить прочное соединение спаиваемых элементов.

Как удалить оксидную пленку
Выделяют два варианта:
- Химический метод предусматривает осаждение частиц цветных металлов методом электролиза. Процесс протекает благодаря электрохимическим реакциям на электродах, под действием постоянного электрического тока. Вследствие методу электролиза напыление из частиц металлов выпадает в осадок.
- Механический метод предусматривает удаление оксида при использовании синтетического масла. Главное, чтобы оно имело минимальное содержание воды. Для дополнительного обезвоживания масло нужно провести, прогрев до + 200°С. Термическая обработка позволит испарить воду. Важно! Необходимо тщательно следить за температурой, чтобы она не повышалась и жидкость не разбрызгивалась.
На место, где будет совершаться непосредственная пайка, наносят обезвоженное масло и натирают наждачной бумагой, что позволяет удалить оксидный слой с алюминия. Вместо наждачки можно провести очистку мелкой железной стружкой, острием паяльника или любым другим острым инструментом. Главная задача – содрать оксид под маслом. Сам припой окунают в каплю масла и растирают по участку скрепления. Улучшить качество процедуры позволяет использование флюса.
Используемые в работе материалы
Пайка алюминия своими руками может быть выполнена на высоком уровне при условии правильного подбора расходников. Рассмотрим детальнее, чем паять этот цветной металл.

Флюсы для пайки алюминия
Флюс – высокоактивный компонент, который не позволяет появиться пленке оксида во время пайки. Кроме того, вещество обеспечивает дополнительное смачивание при использовании жидкого припоя. Это увеличивает прочность сцепления различных методов паек.
Масло, используемое для трансформаторов может заменить флюс, если последний отсутствует. Изначально поверхности зачищают наждачной бумагой. Такие манипуляции существенно замедлят процесс появления естественной пленки и улучшат лужение алюминия.
Важно! Поскольку флюсы – активные вещества, то их поверхность после пайки необходимо промывать раствором щелочи с водой.
Канифоль

Колофонская камедь, она же канифоль – распространенный вариант среди всех флюсов. Это не идеальный способ, поскольку она работает только в среде без кислорода, а это довольно проблематично выполнить дома.
Порошковый флюс
Прочная пайка алюминия выполняется горелкой, при использовании порошковых флюсов. Желательно не использовать кислород, чтобы не снизить эффективность соединения.
Типы флюса для горелки:
- Флюс Ф-34А – популярный присадочный вариант флюса. Основной компонентный состав: (K) калий и (Li) литий. В качестве дополнительных компонентов выступает фтористый натрий и хлористый цинк. Отличительная черта флюса – хорошая способность образовывать однородные системы, а также способность поглощать и отдавать влагу.
- Бура – еще один порошок. Рабочая температура 700°С. Легко смывается с поверхности лимонной кислотой.
- Аспирин. Неплохой вариант флюса, но имеет опасность для человека. При нагревании выделяет вредные вещества, которые могут обжечь глаза и слизистые оболочки.
- Паяльный жир. Позволяет достичь отличного сцепления деталей при пайке алюминия своими руками. Максимальная прочность достигается за счет предварительного прогрева швов. Обязательно после пайки, паяльный жир нужно смыть, в противном случае начнутся коррозийные процессы.
Каждый из описанных вариантов позволяет припаять алюминий или дюраль с высокой прочностью соединения. Но при использовании определенного типа обязательно следует изучить его особенности и преимущества.
Жидкий флюс
Удобный и эффективный вариант надежной фиксации деталей. Вещество наносят непосредственно на точки скрепления. Работая с жидким типом флюса, необходимо быть крайне аккуратным, поскольку в процессе могут выделяться потенциально опасные пары. Распространенные модели:
- Ф-64. Вещество позволяет разрушать оксид на металле. Возможна работа с большими деталями.
- Ф-61 – популярная модификация, которая широко применяется при лужении алюминия. Оптимальная рабочая температура не выше 250°С.
- Кастолин – еще один жидкий флюс. Для максимального эффекта температурный режим должен быть свыше 160°С.
Вышеперечисленные методы позволяют эффективно паять алюминий в домашних условиях.
Припой для пайки алюминия и его сплавов
Материал создается на базе цветных соединений металлов. Современные модификации имеют дополнительные примеси, что позволяет упростить работу.

- Высокоточный американский HTS-2000 – известный разрекламированный вариант припоя в форме стержней. Согласно отзывам пользователей, на практике материал не соответствует заявленному качеству, поскольку спаянные детали имеют низкую герметичность. Применять возможно только в комбинации с флюсом.
- Французская вариация Castolin – импортный тип припоя. Отлично помогает заварить небольшие отверстия и трещины.
- Офлюсованный припой типа Aluminium – рабочая температура превышает 640°С. Имеет форму прутков.
- Оловянно-цинковый состав ЦОП-40 используется для горячей пайки. Характеризуется высокой эффективностью.
Отечественные припои и их качество
Спаять алюминиевые детали в домашних условиях можно только с применением проверенного припоя. Высоким спросом пользуются отечественные модели. На практике не уступают иностранным образцам, при этом ценник существенно ниже.
- Новинка SUPER A+ – альтернативный припой, который был создан в Новосибирске. По составу и принципу действия является аналогом американского варианта HTS-2000.
- ПОС-61 – относительно устаревший, но по-прежнему востребованный тип, позволяющий работать с тонкостенным материалом.
- Марка А – цинково-оловянно-медный состав позволяет работать при 425 °С. Доступный и надежный материал.
- 34А – отличный вариант для работы в печи, горелкой или в растопленных солях алюминия.
Сравнение припоев для пайки алюминия
Опытные специалисты, которые в своей практике работали с американскими, французскими и отечественными моделями отмечают, что последний вариант имеет отличные характеристики.

Процесс лужения алюминия не уступает по качеству более дорогим типам материалов. Чтобы на выходе получить изделия высокой прочности, работы по спайке необходимо проводить в печи.
Более того, независимо от обширной рекламы американского припоя HTS-2000, он имеет огромное количество отрицательных отзывов от пользователей. Основная проблема – тягучесть консистенции, которая затрудняет разравнивание на поверхности.
Что касается Castolyn 192FBK, то он излишне текуч. Это хорошая альтернатива для пайки небольших трещин и отверстий. При этом вещество практически бесполезно для того, чтобы сварить больше детали.
Порошковая проволока

Еще одна разновидность материала, который представляет собой тонкую металлическую проволоку, заполненную порошком-наполнителем. Трубчатая проволока может использоваться только при сварочных работах, а не в процессе пайки.
Нужно отметить, что это контрастно разные варианты соединений. При использовании сварочной проволоки, процедура сцепления алюминиевых конструкций происходит без использования газа.
Как паять алюминий – источники нагрева
Для пайки принято использовать такие традиционные устройства:
Разберемся детальнее, как запаять алюминий с помощью данных приборов.
Паяльник для пайки алюминия

Наиболее простым и распространённым методом, который используется для работ своими руками считается пайка алюминия паяльником. При работе с данным девайсом важно учитывать габариты деталей, которые будут соединяться.
Это важно, поскольку количество тепла от источника рассеивается, что значительно снижает эффективность. Для качественного выполнения работ потребуются мощные паяльники на 90-100 ВТ. Окончательная интенсивность и нагрузка зависит от размера, места соединения и типа припоя.
Горелка

Чтобы паять алюминиевые листы большой толщины лучше использовать устройства, которые смешивают газообразное топливо с кислородом. Характерная черта газовых горелок – бесконтактная передача тепла от источника к материалу. Горелки обеспечивают максимальную скорость нагрева.
Как паять алюминий паяльником
Металлы из класса цветные, к которым относится алюминий, имеют высокую теплопроводность. Для хорошего нагрева элементов из меди или алюминия требуется мощный инструмент. К примеру, для пайки 1 м², мощность прибора должна составлять порядка 60 Вт.
При соединении и прогреве двух или больше деталей потребуется инструмент до 100 Вт. Что касается жала, то желательно выбирать широкие варианты. На кончике можно сделать зазубрины, с их помощью легче удалить оксидный слой и тем самым улучшить результативность от пайки алюминия припоем.
Доработка паяльника для пайки алюминия
Для пайки алюминия своими руками в домашних условиях рекомендовано использовать горелку. Это ускорит работу и повысит качество сцепления. Все же из-за технических причин приходиться работать паяльником, но желательно провести предварительную небольшую доработку прибора.
Пошаговая инструкция как доработать паяльник:
- Изначально нужно приобрести новое жало с диаметром в 8,5 миллиметров.
- От начала жала нужно отступить 8 миллиметров и просверлить отверстие сверлом на 2 миллиметра.
- На кончике пилкой по металлу делают продольные надрезы с глубиной в 10 миллиметров.
- Далее нужно взять полотно от ручной пилки отрезать кусок на 13 миллиметров.
- В полотне проделать отверстие в 3 миллиметра.
- Жало согнуть под прямым углом.
- После этого ввинчиваем усовершенствованное полотно в пропилы и зажимаем болтом.
Пайка алюминия газовой горелкой
Опытные специалисты утверждают, что пайка алюминия в домашних условиях на высоком уровне возможна только с применением горелки.
Главное условие для надежного скрепления – точная подгонка деталей. Важно, чтобы зазор между элементами был минимальный. Это позволит припою не утекать и оставаться на месте стыка. Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий.

Работая с горелкой важно равномерно нагреть деталь. Не допускать перегрева свыше 650°С, поскольку метал попросту начнет плавиться. Оптимальный температурный режим для пайки горелкой 500°С.
Выбор горелки
Чтобы паять алюминий в домашних условиях будет достаточно портативной горелки и туристического баллона с газом. Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь.

Соответственно предпочтение нужно отдать изделиям, которые имеют возможность локального нагрева. Проще говоря нужно, чтобы было узкое сопло.
Пайка китайским прутком
По своей конструкции прутки – это тонкая цинковая трубка, которая имеет стержень с порошковым флюсом. Производитель утверждает, что такие китайские образцы позволяют быстро, легко и качественно паять цветной металл даже без зачистки.
Пользоваться китайскими прутками очень просто. Достаточно плотно прижать детали между собой и разогреть до 500°С горелкой. При этом припой должен растопиться и заполнить щели между деталями. После формирования шва нагрев прекращают, деталь постепенно остывает.
Китайскими прутиками быстро и эффективно можно спаять алюминий в домашних условиях, поскольку материал достаточно текуч и подвижен.
Способ с щеткой насадкой по металлу
Если нет китайских прутиков, для пайки алюминия и дюралюминия можно использовать метод со щеткой. Он предусматривает, нагрев скрепляемых слоев газовой горелкой с нанесением олова. Далее осуществляется повторный нагрев с параллельной зачисткой щеткой по металлу. Можно воспользоваться дрелью из соответствующей насадкой. При этом необходимо добавлять олово. Следующая фаза включает обычную пайку. После остывания, место стыков можно отшлифовать.
Видео пайка алюминия аргон не нужен
Что лучше сварка или пайка

Четкого ответа на данный вопрос не существует. Результат зависит от подготовки мастера и дальнейшего предназначения детали. Конечно же, сварка дюралюминия и алюминия – надежный вариант. Но для выполнения данной процедуры нужно специальное дорогостоящее оборудование. При этом далеко не каждый может в домашних условиях припаять даже элементарные детали, поскольку для работы с подобным инструментом нужен опыт и профессиональные навыки.
К примеру, для ремонта автомобильного радиатора лучшим решением будет пайка. Это быстро, удобно и дешево. Если речь идет о массивных конструкциях, на который возложена серьезная задача, то лучше использовать сварку.
Бесспорно, пайку дюралюминия и алюминия в домашних условиях выполнить можно, но это сложный процесс. Прогрессивные материалы, которые представлены на рынке, позволяют выполнить прочное соединение с минимальными знаниями и навыками.
Как заработать на пайке алюминия
Всем известно, что сварка алюминия недешевое удовольствие, поскольку для этого используется специальное оборудование. При этом существует альтернатива – пайка.
Часто в пользователей возникает вопрос – а можно ли этим заработать? Ответ неоднозначный, поскольку все зависит от навыков, профессионализма и спроса. Конечно, можно запаять алюминиевую кастрюлю, флягу, канистру или алюминиевые трубки соседу и немного заработать, а можно поставить подобные услуги на поток и открыть собственную мастерскую.
Аргоновая сварка. Сварка алюминия. Пайка алюминия.
Пайка или сварка алюминия? Какая разница и что лучше?
Для начала обратимся к определениям. Сварка - это процесс получения неразъемных соединений посредством установления межатомных связей. Пайка - это процесс соединения металлов в нагретом состоянии посредством расплавления более легкоплавкого, чем соединяемые металлы, сплава - припоя. Иными словами, при сварке происходит расплавление кромок свариваемых деталей и последующее их застывание. При пайке же основной металл лишь нагревается до некой температуры, а соединение получается посредством поверхностной диффузии и химической реакции припоя и сплавляемых металлов.
Так что же лучше, пайка или сварка алюминия? Для ответа на этот вопрос давайте рассмотрим основные способы пайки и сварки алюминиевых сплавов и их преимущества и недостатки.
Сварка алюминия.
Наиболее часто для сварки алюминия применяют четыре вида сварки:
1. Сварка неплавящимся электродом или TIG - сварка. В качестве неплавящегося электрода используют вольфрам со специальными легирующими добавками (лантан, церий и пр.). Через этот электрод проходит электрическая дуга, которая и расплавляет металл. Подача сварочной проволоки происходит вручную, сбоку сварочной ванны. Весь этот процесс очень напоминает обычную газовую сварку, только нагрев металла происходит не пламенем горелки, а электрической дугой в защитной среде. Ведется такая сварка исключительно в среде аргона или гелия, или их смеси. Имеется ли разница между аргоновой и гелиевой сваркой? Имеется. Дело в том, что гелий обеспечивает более концентрированную дугу горения и, как следствие, более глубокое и эффективное проплавление основного металла. Гелий более дорог и расход его значительно выше, чем расход аргона. К тому же, гелий очень текуч, что налагает дополнительные трудности при его производстве, транспортировке и хранении. Поэтому в качестве защитного газа его предпочтительно использовать лишь при сварке массивных деталей, где нужно глубокое и эффективное расплавление сварочных кромок. На практике гелий как инертный газ используют редко, поскольку почти такого же эффекта проплавления можно достичь и в среде аргона, увеличив лишь сварочный ток. TIG- сварку алюминия, как правило, ведут на переменном токе. Почему именно на переменном токе? Все дело в оксиде алюминия, небольшое количество которого неизбежно присутствует в шве при любом виде сварки. Дело в том, что температура плавления алюминия около 660 градусов. Температура же плавления оксида алюминия - 2060. Соответственно, в сварочном шве оксид алюминия расплавиться не может - не хватает температуры. А провести качественную сварку оксид не даст. Что же делать? На выручку приходит ток обратной полярности, который обладает очень интересным свойством очищать сварочный шов от ненужных примесей. Это свойство называется "катодным распылением". Но сварочный ток обратной полярности обладает очень низкой расплавляющей способностью. Поэтому дуга содержит и составляющую тока прямой полярности, которая призвана уже не очищать, а расплавлять металл. А чередование токов прямой и обратной полярности и есть переменный ток, сочетающий в себе и очищающие, и расплавляющие свойства.
2. Сварка плавящимся электродом или сварка полуавтоматом (MIG-сварка). Все вышесказанное относится и к данному виду сварки за той лишь разницей, что здесь, как правило, используется только постоянный "очищающий "ток обратной полярности и электрическая дуга идет не через вольфрамовый электрод, а непосредственно через сварочную проволоку, которая в процессе сварки расплавляется. Для сварки используется обычный полуавтомат, но с более высокими требованиями к подающему механизму для проволоки. Данный вид сварки отличается высокой производительностью.
3. Ручная дуговая сварка покрытыми электродами (MMA-сварка). Применяется при сварке массивных деталей с толщиной от 4-х миллиметров и выше. Ведется на токе обратной полярности и отличается невысоким качеством шва.
4. Газовая сварка алюминия. Может применяться лишь для ограниченного количества алюминиевых сплавов и отличается отвратительным качеством шва. Очень сложна и доступна далеко "не каждому смертному". На практике практически не используется.
Если оставить в покое экзотические виды сварки (сварка трением, взрывом, плазменная сварка и пр.), то по качеству сварного соединения и распространенности с большим отрывом лидирует аргонно-дуговая ТИГ- сварка переменным током. Она позволяет сваривать чистый алюминий, дюраль, силумин и пр. сплавы толщиной от долей миллиметра, до нескольких сантиметров. К тому же она является наиболее экономичной, а для сварки дюралей и некоторых других алюминиевых сплавов еще и единственно возможной.
Пайка алюминия
Принято разделять низкотемпературную (пайка мягкими припоями) и высокотемпературную (пайка твердыми припоями) виды пайки.
1. Пайка алюминия мягкими припоями, как правило, производится обыкновенным паяльником, а в качестве припоя может быть использован как специальный припой по алюминию с повышенным содержанием цинка, так и обычный свинцово-оловянный припой. Основной трудностью при таком виде пайки является борьба с легко образующимся оксидом алюминия. С целью его нейтрализации приходится использовать разного рода флюсы, паяльные жиры и специальные виды пайки. В ряде случаев поверхность алюминия гальванически покрывают тонким слоем меди, по которому уже ведут пайку обычными оловянно-свинцовыми припоями. Однако, применение гальванического покрытия далеко не всегда технологически возможно и экономически целесообразно. В любом случае, низкотемпературная пайка алюминиевых сплавов довольно сложна и качество паяемых соединений при этом, как правило, является более чем посредственной. К тому же в силу разнородности металлов паяемое соединение отличается склонностью к коррозии и непременно должно покрываться лаком или краской. Пайка мягкими припоями не может применяться для нагруженных систем. В частности, ее не следует применять для ремонта радиаторов кондиционера, но, ограниченно она может применяться для ремонта радиаторов двигателя автомобилей.
2. Высокотемпературная пайка алюминия. При пайке алюминиевых радиаторов на заводах используют именно эту пайку. Ее отличительной особенностью является то, что температура плавления припоя лишь на 20-40 градусов ниже температуры плавления самого металла. Для этой пайки, как правило, используют специальные высокотемпературные пасты (например, НОКОЛОК), которые наносят на паяемые соединения и затем спекают в специальных печах в среде защитных газов. Данная пайка отличается высокой прочностью и низкой коррозийностью получаемых соединений, поскольку в качестве припоя используют близкий к основному металлу состав. Такая пайка прекрасно подходит для тонкостенных изделий, однако технология ее довольно сложна и в ремонтных работах она абсолютно неприменима.
Другой вид высокотемпературной пайки алюминия это газопламенная пайка. В качестве припоя здесь используются специальные самофлюсующиеся прутки (к примеру, HTS 2000, Castolin 21 F и др.). Для разогрева применяется ацетиленовое, пропановое, а, лучше всего, водородное (гидролизное) пламя. Технология здесь следующая. Сперва пламенем горелки разогревается металл, а затем в зону пайки осторожно подводится пруток припоя. Когда пруток плавится, пламя отводят. Температура плавления прутка ненамного ниже температуры основного металла, поэтому разогрев нужно проводить очень осторожно, чтобы не расплавить деталь. Нельзя не отметить, что данный вид припоя очень и очень дорог и его цена может доходить до 300 дол. за 1 килограмм. Поэтому применяют его, как правило, для локальных ремонтных работ.
Итак, что же лучше? Пайка или сварка алюминия? Теперь, пожалуй, мы можем ответить на этот вопрос. Если толщина металла более 0,2-0,3 мм, то однозначно используйте аргонно-дуговую сварку. В частности, аргоновой сварке легко поддаются соты радиаторов кондиционеров, поддоны, крылья, кронштейны, литые диски, рулевые рейки, головки двигателей и пр. Получаемый при сварке шов - это монолитное, прочное и химически стойкое соединение. Если же толщина металла менее 0,2-0,3 мм, то здесь лучше использовать высокотемпературную пайку алюминия. Прежде всего она применяется для пайки тонкостенных сот радиаторов двигателя, которые очень сложно заварить аргоном. Низкотемпературную же пайку мягкими припоями лучше не использовать вообще, поскольку такие швы куда менее прочны и химически менее стойки. Помимо этого, используемые при низкотемпературной пайке кислотные флюсы сами по себе способны разрушить как основной метал, так и паяемое соединение за относительно короткий срок.
Правда ли так надежна пайка алюминия проволокой? Давайте проверим
Сварить алюминий не так сложно, как вы думаете. Оказывается, вы можете сварить алюминий без всякой аргоновой сварки! Теперь, чтобы запаять детали из алюминия, будь то радиатор, рама велосипеда или ваша любимая кастрюля, не придется искать специализированную мастерскую и отдавать большие деньги. Теперь все можно спаять дома! Но так ли все надежно это соединение?

Соединение получается не хуже сварного. И уж точно надежней любой холодной сварки. Для достижения идеальных результатов нужна практика. Потратьте немного времени и потренируйтесь на любых обрезках алюминиевых труб и результат не заставит себя ждать.
Для сварки мне понадобилось:
Горелку я покупал у себя в магазине, но можно также заказать в Китае. Мне попалась горелка, предназначенная специально для пайки низкотемпературными припоями. Температура нагрева 1300 градусов Цельсия. Горелку покупал за 8 долларов.


Пайка алюминия своими руками
Прежде чем паять сломанную деталь, настоятельно советую попрактиковаться на обрезках трубок. Вам нужно научиться понимать, когда деталь достаточно прогрелась что бы ее можно было паять и в тоже время, нужно не перегреть деталь. Иначе ее можно пропалить.
Я тренировался на обрезке трубки 8 мм. Сделал 2 пропила и принялся варить. Первая попытка не удалась. Я перегрел деталь и пропил превратился в крупную дыру.
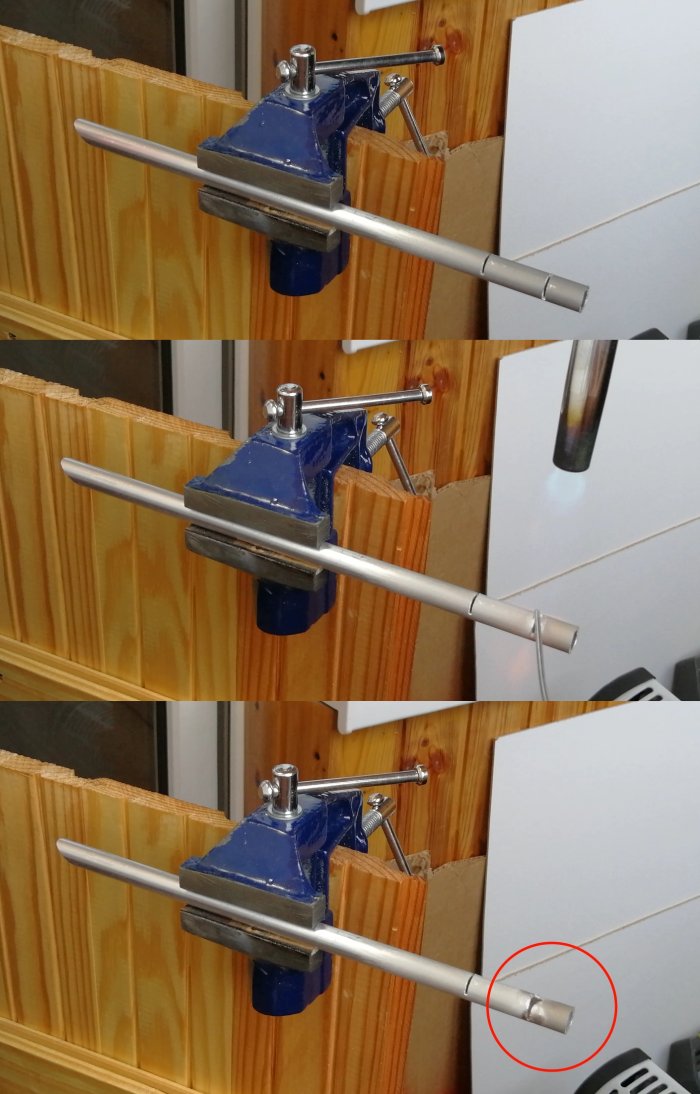
Вторая попытка была удачнее. Правда остались небольшие наплывы на трубке. При желании, их можно легко зачистить наждачной бумагой.

Теперь попробую более сложный вид спайки. Попробую спаять 2 трубки. Для этого разрезал трубку под углом и зафиксировал в тисках.


После сварки я зачистит угол от остатков флюса и наплывов алюминия. Получилось достаточно красивое соединение.

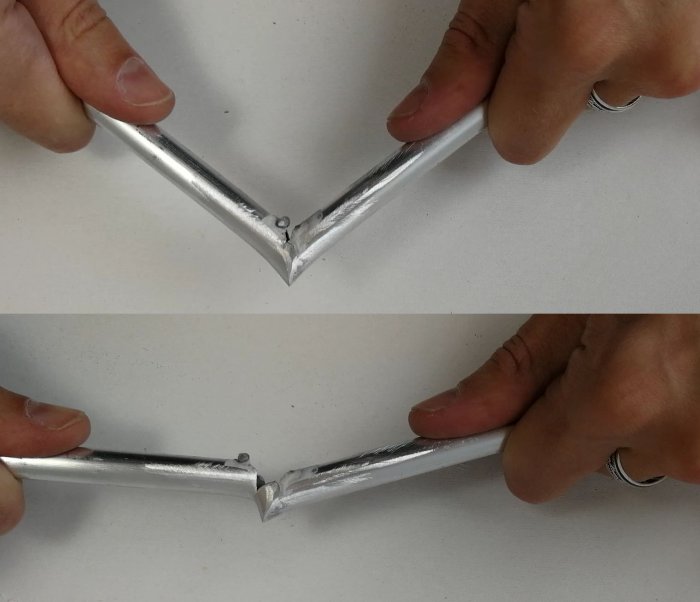
Трубку удалось разорвать. Нижний шов я прогрел слабо, а вот верхний оказался крепким орешком. Трещина пошла не по шву, а ушла в сторону.

Дальше попробую заварить профильную алюминиевую трубу. Стенки у нее толще чем у предыдущей трубки, поэтому прогревать ее нужно дольше.

Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.

Тогда я увеличил мощность горелки и еще немного прогрел припой. И вот тогда он весь растекся по детали и заполнил пропил.



Шов получился отличный. Если зачистить более мелкой наждачкой, то он станет практически незаметным.
Напоследок, решил попробовать запаять стальные винт и гайку.


Я попробовал открутить гайку пассатижами. В итоге только слизал всю резьбу болта, а гайка так и не сдвинулась с места.

При пайке я заметил, что по цвету пламени можно определить прогрелась деталь или нет. Пламя у горелки синего цвета, а когда деталь прогревается, пламя становится красным. В этот момент лучше всего наносить припой.
Способ мне очень понравился. Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Появились новые задумки для моих самоделок.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Свариваем алюминий без аргона
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? - порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс - ссылка на припой.
Стоит недорого, советую брать сразу упаковку - в жизни точно пригодится.
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка - это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Читайте также: