Параллельное соединение сварочных инверторов
Обновлено: 18.05.2024
Всем привет. Кто нибудь пробовал соединить параллельно выходы двух инверторов для получения удвоенного тока.
(Инверторы для трёхфазной сети не в счёт, так-как у меня только однофазная сеть.)
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Dr_MMA,а как он получится удвоенным?В смысле если два инвертора на 200А,то на выходе хотите получить 400А?
не взлетит. надо общую управу делать.
Да ладно вам страху то нагонять .
Аппараты работают в режиме стабилизатора тока так что соединение аппаратов в параллель ни к чему страшному не приведет .
А реально надо пробовать ,так как не все аппараты при параллельном соединении смогут в отдачу выдать повышенное напряжение на дуге .
Возможно получится 200а+200а=300ампер но не 400.
Возможно получится что один источник будет работать в перегрузе, а др. в холостом ходу + вы не сможете регулировать их одновременно да и даже одинаковые источники всеравно будут иметь разные характеристики и пахать будет источник с большим напряжением.
СварТехСистем - Технологии эффективного производства. Реализованные проекты. Статьи.
просто надо через разгрузочный резистор их цеплять и всё. Типа баластника, каждый аппарат цепляется на общую шину через резистор и выкручиваем ручки на максимум.
Нам в Команду требуется станочник универсал: боготворящий работу с металлом и обожающий свою работу.
Нам в Команду требуется сварщик универсал: боготворящий работу с металлом и обожающий свою работу.
Эти резисторы правильнее балансировочными назвать, но на них много тепла улетать будет.
Прикрепленные изображения
Dr_MMA,а как он получится удвоенным?В смысле если два инвертора на 200А,то на выходе хотите получить 400А?
По крайней мере, 12-вольтовую автомобильную аккумуляторную батарею сварочным инвертором заряжать можно (в последние 3 года только им заряжаю). При этом ток в цепи получается меньше, чем установлен на регуляторе
Абсолютно верно. В старое доброе (бр-р-р) время я "параллелил" по два балластника в ББР-ах, реальные значения ампер значительно отличались от предполагаемых. Думаю, что в идеале инверторы тоже потребуют согласования между собой по х.х и ВАХ.
Да не то что бы согласовывать .
Каждый из инверторов сможет выдать максимум то ток который на нем выставлен ,так что перегруза на нем ни как не будет .
Естественно что инверторы надо использовать одинаковые .
Двух кратного увеличения тока не получится ,так как напряжение на дуге при токе 200 ампер примерно 28вольт ,а при токе 400ампер 36вольт
и даже одинаковые источники всеравно будут иметь разные характеристики и пахать будет источник с большим напряжением.
Если взять один источник и выставить на нем ток 150ампер ,и параллельно подключить еще один источник ,то с добавлением на нем тока ,на первом источнике ток будет только уменьшаться ,а не как не увеличится.
Гипотетически, максимально близко к удвоению тока можно подобраться, используя одинаковые источники с жесткой ВАХ; обратно, если взять два источника 200А со штыковой ВАХ то больше 200А с этой пары мы не получим. Или я неправ?
А для чего? Ведь есть даже китайские инверторы,которые дают теже реальные 200-230 ампер. Для чего ещё больше?
А так бытовая однофазная сеть,всё равно не потянет такие мощностя.
А для чего? Ведь есть даже китайские инверторы,которые дают теже реальные 200-230 ампер. Для чего ещё больше?
А так бытовая однофазная сеть,всё равно не потянет такие мощностя.
На моём инверторе написано 250 ампер, но когда варю 4мм электродами то чувствуется недостаток мощности дуги, а 2,5мм хорошо идут, но относительно больше времени идёт на выполнение шва. Резать с ним можно только с 2,5мм электродами. А так же если удастся соединить два инвертора, то оба будут работать в облегченном режиме( тоесть с ПВ=100%)- вари и режь целый день без перерыва !
Параллельное соединение инверторов
Сварочный инвертор переменного и постоянного тока
Многочисленные подделки низкого качества вынуждают людей делать своими руками сварочные инверторы переменного и постоянного тока, которые более надёжны и проще ремонтируются. Как изготовить такой агрегат своими руками и сделать его долговечным и работоспособным в условиях нестабильного напряжения на даче и в сельской местности? На этот вопрос мы ответим в данной публикации и поэтапно соберём надёжный и практичный сварочный инвертор для соединения разных деталей. Наша задача — обеспечить малые габариты оборудования и небольшой вес конечного устройства для удобства работы с ним.
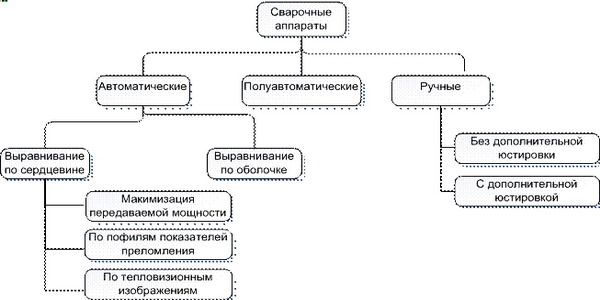
Виды сварочных аппаратов
Для надёжного соединения металлов в любом строительстве используются сварочные аппараты, основой которых является силовой трансформатор, служащий преобразователем напряжения и потребляемого тока. По принципу действия агрегаты для сварки делятся на следующие типы:
До недавнего времени самым популярным был сварочный аппарат постоянного тока, основным недостатком которого был значительный вес. Вместе с тем несложная конструкция такого изделия позволяла в домашних условиях изготовить самоделку, не уступающую промышленным образцам. Кроме силового трансформатора, в конструкцию входят выпрямительные диоды и сглаживающий конденсатор большой ёмкости, а также дроссели и сопротивления. Таким образом, сварочный аппарат собрать своими руками не так уж и сложно.
Ещё проще выглядит сварочный аппарат переменного тока, представляющий собой силовой трансформатор, во вторичной обмотке которого делают несколько выводов с разным количеством витков. Это делают для регулировки сварочного тока в зависимости от толщины соединяемого материала. Такие сварочные аппараты переменного тока просты в изготовлении, но имеют низкую комфортность при работе, хотя шов получается более равномерным и прочным.
Трёхфазные агрегаты изготавливают из трёх трансформаторов, соединённых в звезду с шестью диодами, подсоединёнными по трёхфазной мостовой схеме. Такое подключение позволяет потребить небольшой ток и распределить равномерно по фазам нагрузку.
Далее рассмотрим сварочные инверторы с переменным током высокой частоты, которые отличаются небольшим весом и габаритами. Суть их работы состоит в том, что переменное сетевое напряжение 220 вольт с частотой 50 Гц выпрямляется, а затем преобразуется в высокочастотное переменное напряжение 20—50 кГц. Такой подход позволяет уменьшить потребление тока и понизить вес агрегата, не ухудшая его технических характеристик.
Важно помнить, что самодельные сварочные аппараты с постоянным током используются только с соответствующими электродами.
Преимущества самодельного инвертора

Для строительных работ с применением металлоконструкций желательно иметь свой аппарат для сварки, но его цена в розничных сетях зачастую оказывается слишком высокой. Можно собрать самодельный сварочный аппарат, который снизит стоимость конечного изделия, но без определённых затрат всё же обойтись не удастся. В частности, затраты на высокочастотные транзисторы, а также тиристорный регулятор тока для сварочного аппарата и выпрямительные диоды станут необходимыми.
Инвертор обладает следующими преимуществами:
- малый вес, около 10 кг, в зависимости от мощности;
- коэффициент полезного действия — более 90 %;
- малое потребление электроэнергии;
- широкие пределы работы схем регуляторов тока, что позволяет работать по разным технологиям сварки элементов из разных металлов;
- высокая стабильность напряжения на электроде позволяет сделать ровный и качественный шов;
- можно использовать электроды разного типа;
- современные схемы и элементная база дают возможность устранить залипание электродов и обеспечивают ускоренный розжиг дуги.
Необходимые комплектующие и инструменты
Мы видим, что инвертор в сварочных работах является незаменимым инструментом, лёгким и удобным в эксплуатации. Для того чтобы обеспечить его качественную сборку, понадобятся, кроме радиодеталей, следующие инструменты:
- мощный паяльник с припоем и флюсом;
- набор отвёрток и пассатижи;
- электродрель или шуруповёрт с набором свёрл;
- ножовка, нож, ножницы;
- подходящий по размеру корпус для монтажа инвертора.
Поскольку работа инвертора сопровождается нагревом элементов, необходимо обеспечить принудительную систему вентиляции, а диоды и транзисторы размещать на радиаторах.
Чтобы понять суть сборки аппарата, необходимо разобраться в принципиальной схеме устройства и взаимодействия его составляющих между собой. Сварочный инвертор состоит из следующих основных узлов:
- сетевое напряжение 220 В, 50 Гц поступает на первичный низкочастотный диодный выпрямитель, после которого постоянное напряжение фильтруется конденсаторами;
- постоянное напряжение подаётся на инвертор, выдающий на выходе высокочастотное переменное напряжение;
- далее располагается понижающий трансформатор;
- затем вторичный высокочастотный выпрямитель;
- постоянный ток через дроссель идёт на электрод;
- со входа и выхода высокочастотного трансформатора осуществляется соединение с блоком обратной связи, который корректирует работу инвертора в зависимости от параметров сварочного тока;
- блок управления сварочным инвертором.
Последовательность сборки сварочного аппарата

Собственноручная сборка инвертора подразумевает использование как можно большего количества готовых элементов, поскольку этот агрегат довольно сложный и без знания основ радиоэлектроники не обойтись. При окончательной проверке и отладке понадобятся осциллограф и тестер, рассчитанный на замеры токов большой силы.
Самостоятельно можно перемотать трансформатор, адаптируя его к вашим запросам, или создать дроссель. Под силу разместить диоды и тиристоры на радиаторах, закрепить шины из алюминиевых или медных полос, но собрать и отладить блоки обратной связи и управления можно только при помощи специалиста.
При сборке сварочного аппарата очень важно соблюдать правила техники безопасности, поскольку электрооборудование связано с риском поражения током.
Проводя работы по монтажу узлов инвертора, необходимо соблюдать ряд требований, а именно:
- корпус для аппарата нужно выбирать так, чтобы в нём компактно, но не скученно были размещены все элементы инвертора;
- при намотке трансформатора нужно следить за плотной укладкой витков обмотки, надёжно изолировать их и закреплять;
- силовые диоды, тиристоры и транзисторы надёжно закреплять на радиаторах с использованием теплопроводящей пасты;
- лучше всего использовать медные провода и шины, поскольку их токопроводящие свойства выше, чем у алюминия;
- к качеству всех компонентов следует относиться очень внимательно, потому что от них зависит долговечность устройства;
- обеспечить бесперебойную работу системы охлаждения с помощью мощных вентиляторов, а в корпусе просверлить отверстия для циркуляции воздуха;
- тщательно пропаивать все электрические соединения.
Окончательная отладка сварочного инвертора должна проводиться под контролем специалиста.
Итоги
При сборке сварочного инвертора своими руками вы обеспечите себя незаменимым и удобным аппаратом для сварки металлов, а кроме того, сможете существенно сэкономить. Важно ответственно подходить к выбору деталей и электронных компонентов, а при необходимости обращаться за помощью к профессионалам. При окончательной отладке их помощь и аппаратура обеспечат безупречную и длительную работу инвертора.
Изучаем прямую и обратную полярность при сварке
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки![прямая о обратная полярность при сварке постоянным и переменным током]()
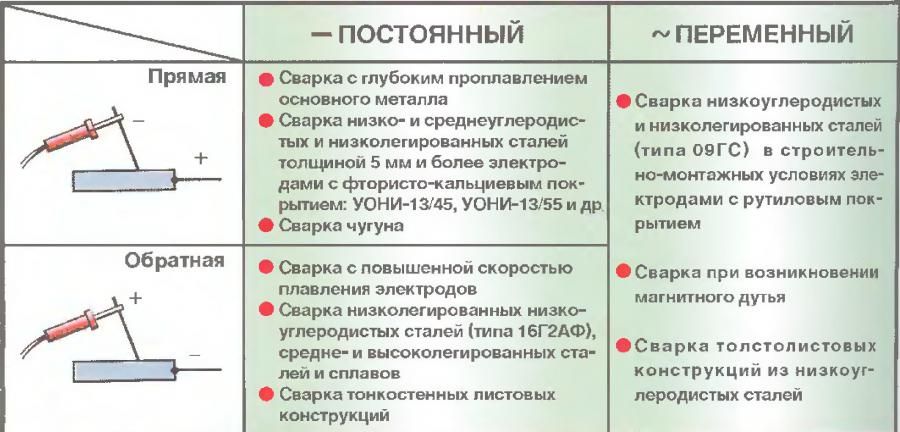
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Параллельное соединение сварочных инверторов
Предисловие,
Конечно существуют в природе инверторы, которые предусмотрены производителем для параллельного соединения и соответственно наращивания мощности, но цены на такие инверторы от 90 т.р. (90.000 рубля).
А теперь по сути темы, к примеру есть несколько недорогих инверторов (иначе говоря источников питания ~ 220) определенной мощности (к примеру 500 Вт, 1 кВт и т.д.) => существует ли какой либо способ их объединения, с какой либо защитой, и с какими либо дополнительным оборудованием (какими).
Заранее благодарен.
Их надо сфазировать через ноль. Положительные и отрицательные полуволны напряжения (т.е. фаза), а также частота на всех соединяемых инверторах должны строго совпадать. Придется ставить внешнее устройство, для синхронизации совместной работы инверторов.
_________________
от подписи отказался
Дело в том, что в электрике я ноль, все так сказать опытными путями и советами.
Их надо сфазировать через ноль - поподробнее если можно
Положительные и отрицательные полуволны напряжения (т.е. фаза), а также частота на всех соединяемых инверторах должны строго совпадать - возможно это достигнуть одинаковыми инверторами или дополнительно поставив после них выпрямители стабилизаторы?
Придется ставить внешнее устройство, для синхронизации совместной работы инверторов. - а это по идеи самый важный вопрос, который нужно решить.
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
Все с нуля начинали. И ваше внешнее устройство должно подключать инверторы к нагрузке по очереди в момент прохождения напряжения, на выходе очередного подключаемого инвертора, через ноль (с учетом фазы уже подключенных инверторов).
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.
Подключение возможно, но не целесообразно, так как сложно!
В Одессе тролдейбусы и трамваи ездят на постоянном токе, догадайтесь почему!=)
А вот если выпрямить с нескольких инверторов напряжение(сделать постоянное напряжение) поставить электролит на большой вольтаж(от 400В) и большую ёмкость(около 1000 мкФ) и сделать схему генерации синуса с частотой 50Гц(это отдельный контроллер и силовые элементы - это дорого)
Короче, оно того не стоит! А запараллелить два одинаковых инвертора можно и путём использования одной общей платы управления(генератор импульсов), если силовые ключи - полевики с изолированным затвором (типа IRFP).
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
Если под инвертором подразумевается частотный преобразователь, то наверное дешевле купить один большей мощности. Наличие - отсутствие схем. Незнание точной логики работы. Отсутствие прошивок (исходников) для DSP в инверторе. Сложность синхронизации вытекает как составляющая этих (не все указаны) проблем.
_________________
«Еще я хотел бы, чтобы наши ученые изобрели какой-то новый источник энергии, чтобы мы на коленях не ползали даже перед нашими братьями, умоляя их и выпрашивая тонну нефти или кубометр газа», — рассказал белорусский президент.
В дешевых вариантах инверторов(китайских) на выходе не совсем синус, поэтому они дешевые и инвертор большей мощности будет стоить тоже не очень дорого!
Тогда даже при жесткой синхронизации неизбежны противофазные потери. Т. е. кпд на выходе будет значительно ниже ожидаемого, и вся эта затея теряет смысл. Действительно, лучше применить инвертор необходимой мощности и не заморачиваться с этим запараллеливанием.
Часовой пояс: UTC + 3 часа
Кто сейчас на форуме
Сейчас этот форум просматривают: Agaev, gsmart и гости: 36

Powered by phpBB © 2000, 2002, 2005, 2007 phpBB Group
Русская поддержка phpBB
Extended by Karma MOD © 2007—2012 m157y
Extended by Topic Tags MOD © 2012 m157y
Читайте также: