Параметры импульсного режима сварки
Обновлено: 20.09.2024
Понятие «универсальный сварщик» говорит много хорошего об уровне квалификации специалиста. Тем не менее, это определение вовсе не тождественно тому, что для всех операций по свариванию металлов годится один и тот же аппарат. Действительно, вариантов оборудования много, и у каждого своё назначение. Наверняка многие слышали об импульсной сварке, но что это такое в деталях?
Для чего нужен импульсный сварочный аппарат, какие плюсы и минусы у оборудования, чем его получится заменить, если такое вообще возможно — на эти и другие вопросы ответим в этой статье.
В процессе сварки неразъёмное соединение металлов создаётся путём расплавления кромок. При высоких температурах на стыке металлов образуется сварочная ванна, которая при охлаждении кристаллизуется с образованием шва.
В аппаратах импульсной сварки (к примеру, FUBAG INTIG 200 DC PULSE ) повышение температуры до необходимых параметров осуществляется посредством кратковременных импульсов сварочного тока. В результате получается своеобразный точечный нагрев, затрагивающий только необходимую для соединения область без изменения характеристик прилегающих зон.
Такой метод идеально подходит для сварки металлов и сплавов, то есть для всех случаев, когда требуется выполнить максимально равномерный и прочный шов. Ниже показан результат сварки TIG-аппаратом в импульсном режиме и без него.


Как работает полуавтоматическое оборудование MIG в режиме импульсной сварки
- Исключить прямое соприкосновение свариваемого металла с присадочным материалом (чтобы не допустить короткого замыкания).
- Свести к нулю перегрев зоны сварки.
- Снизить образование брызг в результате понижения температуры нагрева в момент отрыва капли.
- Исключить варианты с прожигом изделия.
- Увеличить производительность.
- Обеспечить чистоту образования шва.
Импульсный аппарат для сварки точечно размещает металл по определенной траектории. Иными словами, каждый импульс аппарата позволяет перейти в расплав одной капле.
В процессе импульсной сварки полуавтоматом MIG в межимпульсный период величина силы тока уменьшается, благодаря чему свариваемые поверхности остывают. Таким образом, прилегающие к сварочной ванне участки не испытывают влияния структурных изменений, связанных с разогревом. Это идеальные условия для применения сварочных импульсных аппаратов для соединения листовых, в том числе тонкостенных, металлов и сплавов.

Дымообразование и разбрызгивание сводятся к минимуму. В процессе работы аппарата в сварочную ванну попадает только металл от присадочной проволоки. Такая схема образования неразъёмного соединения в разы увеличивает однородность и прочностные характеристики шва.
Самое приятное то, что импульсный сварочный аппарат могут использовать даже сварщики без многолетнего опыта. Работа оборудования при минимальных навыках мастера практически гарантирует получение добротного шва.
Эксплуатационные ограничения
Если предполагается варить низкоуглеродистые или низколегированные стали, то использовать импульсное оборудование нецелесообразно.
Помним, что в процессе переноса капли значение тока снижается и температура падает, а затем снова возрастает в момент прохождения следующего импульса. Такие тонкие настройки совершенно ни к чему во время сварки указанных сталей. Разумеется, такой режим им не навредит, а снижение разбрызгивания и дымообразования даже пойдёт на пользу, но, в общем и целом, стали низких марок прекрасно сплавляются и обычными сварочниками.
Как работает импульсная сварка TIG

Аргонодуговые сварочные аппараты с функцией импульсного нагрева (например, FUBAG INTIG 200 AC/DC PULSE) работают по тому же принципу: в цикле прохождения одного импульса металл разогревается (максимальный ток) и остывает (на токе паузы).
Импульсный режим настраивается в зависимости от толщины свариваемых металлов. Чем чаще подаётся пиковый ток, тем более концентрированной будет дуга. Это уменьшит и размер отдельных чешуек, образующих линию шва.
Обратное действие приводит к следующему: снижение частоты импульсов сварочного аппарата позволяет лучше контролировать состояние сварочной ванны (что актуально для новичков). Кроме того, понижение частоты оказывается полезным при работе импульсной сваркой в неудобных положениях.
Применение импульсного режима в оборудовании TIG

- Сваривание в импульсном режиме позволяет лучше контролировать состояние зоны расплава в сравнении с обычной TIG–сваркой.
- Скорость процесса оказывается выше, проплавление лучше, деформации прилегающих зон сводятся к минимуму, а сам шов получается более аккуратным.
- Функция используется для соединения тонколистовых металлов и сплавов, в том числе нержавейки, где требуется снизить до возможного минимума тепловложения от сварочной дуги.
- На высоких частотах TIG–дуга становится концентрированней и точнее, что улучшает и облегчает сварочный процесс.
В процессе сваривания легированных сталей образующийся шов приобретает дополнительную устойчивость к коррозии за счёт образования микрокристаллической структуры.
Импульсный режим сварки
Наличие импульсного режима работы облегчает ведение сварки в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например, при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций. Во время импульса тока мощность дуги нарастает, соответственно увеличивается количество расплавленного электродного и основного металлов. Снижение мощности дуги во время паузы способствует ускоренной кристаллизации жидкого металла сварочной ванны с одно-временным снижением количества основного и электродного металлов. Используя импульсный режим можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших, чем при обычной сварки, допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
Есть отцы, кто варит покрытым электродом в импульсном режиме? Так ли это хорошо, как расписано?
Вдохновлён сталью, бетоном и золотым сечением.
Vnuk. Сварщик от Бога.
Рудольф Шнапс , рдс просто органически не выношу, ну а по импульсным источникам для рдс из российских Инеум такой есть, погуглите. Если конечно не загнулась их контора, на чипе даже большая тема по ним была.
ARGONIUS , и технотрон делает такие аппараты, и ИНЭУМ с такой опцией. И Селко с такой опцией идёт, только небольшой аппарат стоит там уже за 100т.р. Вот и смотрю на ИНЭУМ. Хотелось бы понять, стоит ли оно того или нет.
Читаю про сварщиков-трубников и вижу, что они варят без импульса. А почему, если есть импульс, который, по описаниям производителей, такой запредельный?
Рудольф Шнапс , им он просто не нужен, это классные спецы. Я на рАДС почти всегда варю с импульсом, особенно нержу. Этот режим намного больше ошибок прощает чем линейный. Где то даже это разбаловывает сварщика. Ну и сам по себе люблю в настройках аппарата поковыряться.
Шов в импульсном режиме, нерж 2 мм, рАДС
Прикрепленные изображения
На эту тему уже писал как то на одном форуме.
Струйный перенос у полуавтомата, это вовсе не то, что струйный перенос у электрода.
На ПА, импульсы сбивающие каплю, могут позволить сузить ванну, что позволит более глубокому проникновению в основной металл, при одной и той же мощности и исключит образование брызг, что приведет к качеству формирования шва.
У электрода с рутиловым покрытием, идет мелкокапельный перенос, благодаря которому этот электрод легко зажигать и держать (вести) дугу, но из за этого мелкокапельного, формирование шва происходит поверхностным, (извините за выражение, но скажу так как говорят сварщики) насирается сверху. Из за чего шов становится не прочным и идет образование большого количества пористого шлака.
У электрода с основным покрытием, отрывающаяся капля крупная. Она как бы вбивается в ванну, глубоко проникая в металл. Этим достигается хороший прогрев и расплав основного металла.
Варить такими электродами трудно, но шов получается прочным и шлак, образуясь на поверхности легко удаляется, так как основная температурная нагрузка идет на сваривание металла, а не на кипение обмазки.
Поставить электрод с основным покрытием, например УОНИИ 13/55 и дать ему возможность гореть с мелкокапельным переносом, то мы получим совсем не УОНИИ 13/55.
Когда формируется капля на конце электрода, то она будет продолжать формироваться до своего критического состояния. Когда жидкое состояние этой капли, не будет притянуто расплавленной ванной.
Примерно как капля олова к паяльнику.
Если мы хотим прервать на каком то этапе образование и увеличение капли, нам достаточно подать кратковременный импульс повышенного напряжения.
Капля будет разрушена и выброшена в ванну.
Далее будет образовываться следующая капля.
Струйность перехода, повышенными низкочастотными (300-700 Герц) мы обеспечим и даже почуствуем мягкость и легкость сварки, но вот о качестве шва, придется забыть.
Электродов выпускается неимоверное количество и каждый электрод предназначен для определенной работы. Один для мостовых конструкций, второй для наплавки, третий еще для чего то, а так мы получим все типы электродов, для сварки заборов.
Особенности и технология импульсной сварки

В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого - поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Для работы потребуется минимальное количество дополнительного оборудования.
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.

Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Импульсная сварка полуавтоматом - что это? Руководство по импульсной сварке
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Достоинства импульсной сварки
- Сниженное образование дыма и разбрызгивание металла. При этом в сварочный шов попадает только наплавленный металл, что позволяет снизить расходы материалов и увеличить эффективность сварки. В результате снижается время на доработку шва, а рабочая зона остается чистой, без дыма.
- Экономия присадочного материала. При импульсной MIG-сварке достигается оптимальная скорость подачи присадочной проволоки определенного сечения.
- Сниженное тепловложение. За счет контролируемого тепловложения исключается деформация свариваемого металла, его прожиг, улучшается внешний вид и качество сварочного соединения. Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
- Качественный сварочный шов. Благодаря контролируемому тепловложению, высокой стабильности сварочного цикла, сниженному разбрызгиванию металла, достигается качественный шов с плотным формированием и правильным охватом корня шва.
- Высокая производительность. При импульсной MIG-сварке достигается быстрый процесс наплавки и сварки металлов. Универсальность метода, его простота в освоении позволяют начинающим сварщикам в кратчайшие сроки освоить процесс импульсной сварки полуавтоматом.
Что такое импульсная сварка полуавтоматом
Импульсная MIG-сварка – это неконтактный способ переноса металла из присадочной проволоки в сварочный шов. В результате исключается прямой контакт проволоки со сварочной ванной. В рабочем цикле происходит кратковременное изменение величины высокочастотного тока в момент импульса. Благодаря этому снижается тепловложение и образование брызг.
При каждом импульсе создается капля расплавленного металла на кончике проволоки, затем происходит отрыв капли металла, и она вталкивается в сварочную ванну. Капля перемещается в шов (ванную) через сварочную дугу. На каждый пульс по одной капле.
В режиме импульсной MIG-сварки величина тока снижается, когда не нужна дополнительная энергия, что позволяет остыть заготовке. Период «остывания» дает возможность использовать импульсный процесс для сварки тонкостенных и листовых материалов.
Отличие импульсной сварки от других способов переноса металла
- Перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Импульсная сварка MIG обладает всеми преимуществами вышеописанных методов сварки и практически не имеет недостатков, за исключением высокой стоимости оборудования. Подходит для сварки разных марок сталей, цветных металлов и сплавов на их основе.
Подключение и настройка
- Нужно обеспечить надежное заземляющее соединение. В период импульса возникают высокие токи, поэтому должен быть надежный контакт с заземлением.
- Необходимо проверить правильность подключения всех кабелей.
- Рекомендуется использовать силовые кабели длиной до 15 метров, чтобы сократить величину индуктивности. При сматывании кабелей большой длины увеличивается индуктивность, которая сглаживает импульсы.
- Не рекомендуется наматывать кабели вокруг токопроводящих предметов для повышения эффективности импульсной сварки.
Настройка формы волны импульса очень важна при импульсной сварке. К каждому полуавтомату MIG с импульсным режимом идет руководство по эксплуатации и настройке, где подробно описан процесс настройки инверторного аппарата. Правильная настройка импульсного режима MIG-сварки позволяет добиться качественного провара и красивой формы шва.

Выбор полуавтомата для импульсной MIG-сварки
Для достижения высокого качества и эффективности импульсной сварки полуавтоматом, необходимо правильно подойти к выбору MIG-аппарата.
Основные рекомендации по выбору оборудования:
- Проверьте наличие синергетического алгоритма настройки. Данная функция значительно упрощает и ускоряет процесс настройки полуавтомата, что особенно актуально для начинающих сварщиков.
- Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
- Сварка импульсная полуавтоматом сопровождается высокими токами, что приводит к сильным нагревам горелки. Поэтому выбирайте крупные горелки и, по возможности, с жидкостным охлаждением.
Подведем итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва.
Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
Импульсная сварка полуавтоматом
Импульсный режим сварки полуавтоматом - это неконтактный способ капельного переноса металла в шов, современная технология сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока..
Admin » 08.10.2020, 18:03 » Категория: Все о работе и карьере

Импульсная сварка полуавтоматом
Что такое импульсный режим сварки
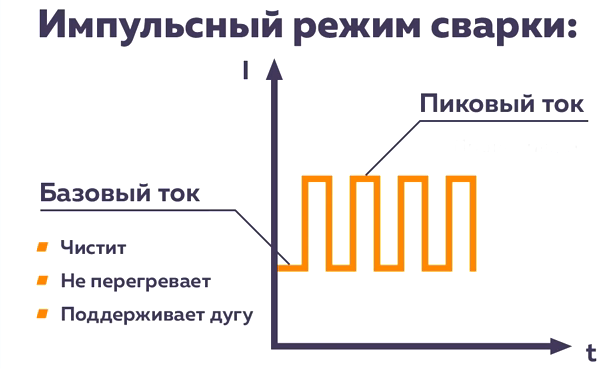
Импульсный режим - это современная технология для сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока.
Базовый ток хорошо очищает зону сварки, поддерживает нужную температуру сварочной ванны и стабилизирует горение дуги. А пиковый ток обеспечивает равномерный и глубокий провар металла за счет переноса присадочной проволоки в сварочную ванну по одной капле за импульс.
- Сила тока минимальна, но достаточна для поддержания дуги;
- Сила тока увеличивается;
- Сила тока максимальна, оксидная пленка разрушается, капля отрывается от электрода;
- Сила тока падает. Сварочная ванна остывает.
Преимущества импульсного режима сварки:
- Обеспечивает контролируемое тепловложение
- Качественная сварка алюминия и других цветных металлов
- Эффективно очищает оксидную пленку
- Подходит для сварки тонких заготовок
- Поддерживает стабильное горение дуги
- Меньше разбрызгивание металла
- Меньше пористость шва
- Аккуратный шов
Импульсная MIG-сварка обладает рядом преимуществ:
Что такое импульсная сварка полуавтоматом

Импульсный режим сварки
Отличие импульсной сварки от других способов переноса металла
- Капельный метод - перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва.
Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
P.S.
Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды (Н.А. Юхин, 2007)
Техника ручной дуговой сварки при работе по сооружению трубопроводов, предназначенных для прокачки горячей воды и пара. Особенности работы аргонодуговой сварки, покрытыми электродами и ацетиленокислородным пламенем. В книге представлены сведения по технологии и технике сварочного процесса соединений труб и ремонте трубопроводов. Пособие предназначено для сварщиков, работающих с т.
Ручная дуговая сварка неплавящимся электродом в защитных газах (Н.А. Юхин, 2007)
В настоящем издании описаны принципы и особенности ручной дуговой сварки неплавящимися электродами в среде защитных газов. Приведены данные о материалах, используемых в технологии, оборудовании и техниках дуговой сварки: - Дуговая сварка неплавящимся электродом - Дуговая сварка в защитных газах. - Аргонодуговая сварка. - Сварка в контролируемой атмосфере. - .
Газовая сварка и резка металлов (Д.Л. Глизманенко, 1969)
В учебнике кратко описаны основные способы сварки и резки металлов, приведены свойства свариваемых металлов и сварочных материалов, дано описание оборудования и аппаратуры для газовой сварки и резки металлов, технологии газовой сварки и резки, излагаются основные сведения по техническому контролю, организации производства и технике безопасности. В 5-м.
Металловедение для сварщиков, сварка сталей (Л.С. Лившиц, 1979)
В книге даны основные положения металловедения, их значение для сварки металлов и свойств получаемых соединений. При рассмотрении некоторых прикладных вопросов металловедения сварки основное внимание уделено сталям, как материалам, наиболее широко применяемым в различных отраслях народного хозяйства. Книга рассчитана на инженерно-технических работников с.
Читайте также: