Паста для сварки медных труб
Обновлено: 20.09.2024
Пайка меди подразумевает использование флюса. Из материала данной статьи вы узнаете, каким он бывает, а также о том, как его правильно выбрать и использовать.
Нюансы технологии
Флюсы для паяния меди используют далеко не всегда. В них нет потребности, если технология подразумевает нагрев до высокой температуры. Обычно они необходимы, когда планируется пайка низкотемпературного типа с припоем. Кроме того, в продаже есть модификации, предназначенные для паяльных работ высокотемпературного типа.
Его компоненты отличаются назначением. Применение флюса обеспечивает простоту пайки, способствует улучшению качества ее результата. Он является мерой профилактики попадания в места стыков инородных элементов. За счет этого исключается вероятность образования пор в ходе паяния.
Флюсы активно вступают в химические реакции с окислами. Они неактивны к элементам припоя. При нагревании они начинают плавиться раньше меди, но не контактируют с ней. Что касается вида расходного материала по типу производства, то, помимо промышленного формата, паяльный флюс бывает самодельным. Например, для этого можно растворить канифоль в пальмитиновой, стеариновой и олеиновой кислотах.


Обзор видов
Все типы выпускаемых флюсов для меди делятся на 2 группы, их классифицируют по составу и консистенции.


По составу
Химический состав рассматриваемого материала разнится. Исходя из характера работ все разновидности делят на 3 вида: с фосфором, на основе салициловой и борной кислот. Данные кислоты и хлорид цинка отвечают за удаление окислов. Канифоль, смолы добавляют надежности и прочности адгезии. Каждый вид флюсов имеет свои особенности.
Например, в состав флюсов первого типа, помимо фосфора, входят растворители. Данные разновидности устойчивы к образованию и распространению ржавчины. Их ключевым преимуществом считается отсутствие потребности в удалении после паяния. Их относят к кислотным разновидностям.
В состав флюсов на основе салициловой кислоты входит технический вазелин. Данные разновидности именуют ВТС. При использовании данных расходников удается добиться максимального качества и эстетичности швов. Эту пайку часто используют при электромонтажных работах. Она получается чистой, поскольку в ходе ее выполнения не нужно очищать обработанные металлические поверхности.


Флюс на основе буры и борной кислоты применим для паяния меди тугоплавкими припоями, которые плавятся при высокотемпературном режиме работы. Кроме того, в качестве паяльного флюса может быть использована смесь буры, борной кислоты и фторида кальция.
Канифоль или бескислотный вид флюса подходит для спаивания электроприборов и труб. За счет канифоли он обладает низкой химической активностью. Ввиду этого перед началом пайки надлежит тщательно подготавливать рабочие детали.
Канифольный флюс отличается светлой окраской, он считается некоррозионным неактивным типом флюсового материала. Его легко удалить техническим ацетоном либо этиловым спиртом. Он уместен при пайке меди и медных сплавов.

Кроме того, в продаже встречаются модификации с оптимальной коррозионной активностью. В них, помимо канифоли и спирта, добавляют уксусную либо ортофосфорную кислоту, хлорид цинка. Хорошо себя зарекомендовал и флюс из канифоли, спирта, хлорида цинка и аммония.
По консистенции
По форме выпуска флюс может быть жидковатым, пастообразным и порошкообразным. Сухой материал используется редко, лучше для пайки медных труб паяльником подходит такая разновидность, как паста. Благодаря своей консистенции она удобна в работе. Жидкие флюсы могут показаться сложными в работе для новичков.
Как выбрать?
Подбирая флюс для пайки меди, стоит учитывать ряд нюансов. Например, при покупке пастообразного важно смотреть на однородность материала. Качественный продукт отличается равномерностью массы, в нем нет комков и посторонних включений. Когда флюс низкого качества, это отражается на результате паяния.
Специалисты рекомендуют выбирать тот флюс, показатель вязкости которого меньше показателя вязкости припоя. Важно, чтобы состав равномерно распределялся по обрабатываемой поверхности и растворял оксидную пленку, образующуюся в ходе сварки.
Приобретать расходный материал лучше у проверенного продавца. Этим исключается риск покупки некачественного товара, хороший флюс предупреждает повторное окисление меди и проводов. Удостовериться в его качестве можно непосредственно перед работой.


Качественный состав отлично распределяется по поверхности, не разрушаясь в ходе работы.
При его использовании удается сделать идеальными и горизонтальные, и вертикальные швы. Хороший флюс не стоит дешево. Если сложно определиться с его выбором, в магазине можно проконсультироваться с продавцом. Зная тип планируемой работы, специалист поможет подобрать лучший вариант паяльного вещества.
Обычно флюс подбирают по припою. Нужно, чтобы он плавился раньше припоя, именно так удастся достичь надежности соединения на капиллярном уровне. В расплавленном виде он поднимается наверх, соединяется с припоем и прикрывает место пайки защитным слоем от окисления.
Выбирая тот или иной вид расходника, надлежит знать температуру плавления. Например, соединять трубы водопровода лучше флюсами твердого типа. Их температура плавления составляет более 450 градусов Цельсия. Бура же плавится, достигая 753 градусов.


Популярные бренды
Производством флюсов для меди занимаются различные компании. Среди них стоит отметить продукцию торговых марок Felder и Sanha, которая пользуется особым покупательским спросом. Помимо этого, неплохо себя зарекомендовали и товары производителей RMA, Brazetec, Harris, Welco. Продукция указанных фирм выделяется отменным качеством и умеренной ценой.
Как использовать?
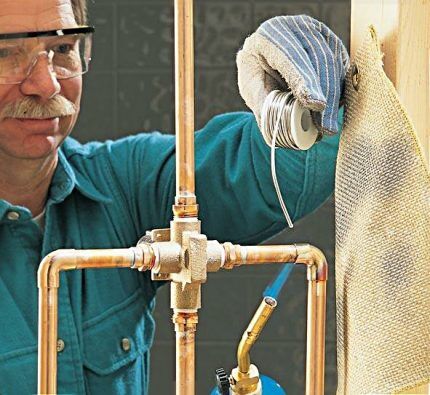
Паять медь с флюсом надлежит с соблюдением правил технологии. Прежде чем его использовать, подготавливают рабочую область. Трубу обрезают, очищают от пыли, загрязнений, масла. Поверхность обезжиривают с применением ацетона, бензина либо иного растворителя. После этого удаляют оксидную пленку в месте планируемой пайки.
Уменьшение толщины пленки упростит задачу флюса. Затем на поверхность наносят флюс (кисточкой либо пальцами). Ввиду его токсичности работу выполняют в перчатках. После нагрева нужного участка по периметру трубы наносят припой, который в дальнейшем станет жидким и заполнит пустое пространство. Флюс усилит адгезию и не даст воздуху попасть в шов.
Если на поверхности его нанесено слишком много, излишки удаляют тряпкой.
Надевают фитинг, нагрев участка пайки осуществляют посредством паяльника мощностью 100 Вт. В работе с объемными деталями применяют нагревательный инструментарий с большой мощностью. В работе пользуются газовой горелкой или паяльной лампой. В область пайки вносят припой.
Если нужно разбавить флюс, для этого можно использовать средства, которыми его отмывают (например, спирт). Однако стоит учесть: разведенный состав будет быстрее высыхать. Можно использовать и керосин – он испаряется медленней.
Обычно загустение связано с несоблюдением правил хранения. Срок хранения у данного материала небольшой. После вскрытия его можно использовать в течение полугода. Хранить его нужно в холодильнике, плотно закрытым.


Пайка медной трубы с флюсом в видео ниже.
Как подобрать и использовать оборудование для пайки медных труб
Сборка трубопровода из медных труб преимущественно производится методом пайки, так как этот способ позволяет получить прочный и герметичный стык. Чтобы процесс пайки не вызывал проблем, необходимо подготовить оборудование для пайки медных труб и узнать, как используется тот или иной прибор. Именно описанию оборудования и методам его использования и посвящена данная статья.

Соединение медных труб в трубопровод
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.

Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.



Можно ли создать инструмент своими руками?
Если задаться целью, то любой инструмент можно сделать самостоятельно. Электрический паяльник для медных труб — не исключение. Но для решения этой задачи придется серьезно попотеть. Каждому элементу конструкции паяльной станции нужно уделить достаточно внимания.

Задача по созданию высокомощных электропаяльников сложная. Одно дело самостоятельно сделать прибор для работы с проводами. В интернете можно найти массу вариантов создания такого инструмента. Но конструировать самостоятельно прибор мощностью две тысячи ватт не рационально.
Любая допущенная ошибка может вылиться в серьезные неприятности. Это особенно касается безопасности применения электроинструмента. В крайнем случае, используйте для спайки труб специальные фены или газовую горелку. Если применять этот инструментарий нельзя, лучше возьмите в аренду нормальный заводской электропаяльник.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.

Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.




Что необходимо для пайки цветных металлов
Для того чтобы спаять медные, латунные и бронзовые трубы, необходимо позаботиться о наличии специальных инструментов и материалов для пайки, цена которых может быть различной. К подобным инструментам относятся портативные газовые горелки, газокислородные установки (посты для пайки) или электрические устройства. А также различные расходники для пайки в частности твердые и мягкие припои, флюсы. Все это можно найти в каталоге «Инструменты и материалы для пайки и сварки» нашей компании.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.

Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.

Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.

Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.

Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.

На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.

Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.

Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.

Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.

Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб: технологические особенности и ход работы
Если сталь обычно варят, то медь лучше паять. С пайкой меди при желании справится даже новичок, чего нельзя сказать про сварку. Пайка при низких температурах не портит структуру и практически не влияет на свойства металла, также необязательно приобретать дорогое оборудование, которое обычно сложно найти. Главное, паяльные соединения получаются надежными и термостойкими, что хорошо для отопления. Если захотеть, то можно своими руками выстроить водопровод, который прослужит долгие годы.


Виды медных труб
Трубы из меди могут быть отожженными и неотожженными.
- Отожженные трубы вторично нагревают до 700 градусов, именно это возвращает им эластичность. Такой вид труб более дорогой по сравнению с неотожженными. Из недостатков выделяют их ломкость, из-за нагрева стенки трубы становятся тоньше.
- Неотожженные медные трубы прочные и далеко не ломкие, но гибкими их назвать нельзя. При разводке такие трубы разрезают на небольшие куски и используют только совместно с фитингами.


Технология
В процессе достигается герметизация поверхности между трубой и муфтой через припой (термопластическое вещество). Припой становится более жидким при высоких температурах и заполняет пространство между муфтой и трубой, тем самым связывая их.
Для таких работ мастера используют переносной пост для сварки. В его состав входят газовые баллоны, редукторы, соединительные рукава, горелка и резак. Сварочные посты нужны для работ, связанных с резкой, пайкой, металлоконструкцией. Обычно он необходим при высокотемпературной пайке, потому что высокотемпературная пайка требует специального оборудования, в том числе переносной пост. Однако если есть желание самим научиться паяльному делу и самостоятельно заниматься ремонтными работами, то такой пост нужно приобрести.
Кроме того, для самостоятельной пайки необходимо ознакомиться с ГОСТ 19249-73 «Соединения паяные. Основные типы и параметры». Стандарт устанавливает обязательные нормы каждого вида изделия, объясняет аббревиатуры, классифицирует соединения.
Материалы и инструменты
Для производства работ по пайке медных труб необходимы специальные инструменты и материалы.
- Горелка для пайки. Главный инструмент, без которого не обойтись. Лучше выбрать газосварочный аппарат с регулировкой пламени. Часто используется пропановая газовая горелка, обычно у нее есть режим экономии газа и его подачи. Пламя мягкое и не обжигает медь. Можно выделить ацетиленовые кислородные горелки, они надежно и прочно спаивают детали. Ацетиленокислородные горелки бывают либо одноразовые с баллоном. Горелка бывает портативная либо стационарная. В отдельных случаях можно использовать паяльник.


- Припой для пайки медных труб. При пайке можно использовать либо высокие температуры (пайка называется высокотемпературной), либо относительно невысокие (пайка называется низкотемпературной).
Существуют твердые и мягкие припои.
- Низкотемпературные припои те, у которых температура плавления меньше 300C. Предел прочности у них составляет 16-100 МПа. Такие припои позволяют выполнить работу при температуре, которая почти не влияет на характеристики меди. Практика показывает, что это дает менее прочные швы. Низкотемпературные используют для водоснабжения и отопления. Всем известно, что свинец негативно влияет на здоровье человека, поэтому существуют бессвинцовые припои. Используются они в конструкциях трубопровода питьевой воды. Бессвинцовый припой, по большей части, состоит из олова, остальное – примеси. Такой материал обходится недешево.
- Припои для высокотемпературной пайки обладают температурой плавления выше 300C и пределом прочности 100-500 МПа. А также плотностью шва, устойчивостью к высоким температурам. Но требуется большой опыт работы, у новичков же встречаются частые ожоги меди, этот металл легко пережечь. Офлюсованные припои хороши тем, что в их составе и на поверхности присутствует флюс. Использование дополнительного флюса не нужно даже для сложных конструкций.


- Флюс. Это пастообразное вещество, наносят его на поверхность трубы и фитинга. Паста защищает от окисления меди. Следует отдавать предпочтение составам, где есть хлорид цинка. Существует множество вариантов флюса, он может быть во флаконе с кисточкой, но специалисты рекомендуют приобретать материал в виде пасты.
- Труборез. Инструмент для резки медных труб, одно из главных приспособлений. Все труборезы имеют похожую конструкцию и мало чем различаются. Труборезы отличаются друг от друга конструкцией, более длинные ручки у прибора дают возможность применять меньше усилий.
Какой флюс использовать для пайки медных труб: флюс паста, жидкий, порошкообразный
Для повышения качества спаянного шва во время соединения медных труб применяют флюс. Расходный материал представляет собой химическое вещество. Средство улучшает растекаемость припоя, удаляет шлаки и оксиды, уменьшает поверхностное напряжение. Поэтому удается создать пластичный прочный шов.
Разновидности
С учетом особенностей металла и вида проводимых работ используют разные флюсы для пайки медных труб. Мастера чаще всего применяют расходный материал в виде пасты.

Паста для пайки медных труб.
Во время применения пасты используется состав без комочков с однородной консистенцией. Для получения качественного соединения учитываются компоненты вещества.
Консистенция средств
Производители выпускают расходный материал, улучшающий пайку меди, в следующем состоянии:
- Пастообразном — востребованное и дорогое вещество. Рабочие качества флюс пасты не нужно улучшать. Материал готов к немедленному использованию. Он легко наносится на медную поверхность, что позволяет надежно герметизировать стык.
- Жидком — состав выпускается в бутылях. Средство используется одновременно с мягким припоем для обеспечения качественного стыка.
- Порошкообразном — сухое химическое вещество, которое затруднительно наносить на обрабатываемую область. Поэтому его применяют не так часто. Порошки для использования совместно с усиленными, тугоплавкими припоями.
Химический состав
Производятся кислотные и бескислотные флюсы. К первому виду относятся антикоррозийные вещества, которые не требуется удалять после создания соединения. Их основой являются растворители и фосфор. Антикоррозийные вещества очищают область обработки от окисей и способны вытеснять воду.
К кислотным составам также относятся ВТС средства. При их изготовлении применяется салициловая кислота, золотосодержащие компоненты, вазелин для технических нужд. Они позволяют получать аккуратные швы.
К бескислотным флюсам относится канифоль, отличающаяся небольшой химической активностью. По этой причине детали перед соединением всегда тщательно очищаются. Во время пайки применяется обычная (натуральная) канифоль или ее спиртовые растворы.
При работе с трубопроводами чаще всего используется канифоль, смешанная с натриевой солью. Такой состав отличается антикоррозионными свойствами.

Канифоль
Благодаря канифоли образуется защитная пленка, а натриевая соль замедляет процесс окисления. Канифоль является самым доступным и популярным расходным материалом для пайки.
К недостаткам использования канифоли относится вероятность обугливания места соединения, если будет допущен перегрев. Средство не позволяет получить эстетичный стык по сравнению с составом на основе салициловой кислоты.
Однако соединение будет отличаться хорошей надежностью и прочностью.
Требования к качеству флюсов
Качественный вспомогательный материал для соединения трубопроводов из меди обязан отвечать следующим критериям:
- равномерно распределяться по обрабатываемой поверхности независимо от состава сплава;
- выдерживать высокотемпературное воздействие;
- обладать меньшей вязкостью по сравнению с припоем, чтобы происходило беспрепятственное замещение 2-х используемых компонентов;
- иметь высокую способность растворять оксидную пленку и исключать повторное возникновение окислительного процесса на месте обработки.
Флюс хорошего качества должен позволять создавать вертикальные и горизонтальные швы. После его применения образовавшаяся пыль и грязь обязана без труда убираться с созданного стыка.
Припой для пайки меди: виды припоя и их характеристики + советы по выбору
Медные трубы – это детали для глобальных или локальных коммуникационных систем, транспортирующих газ, воду, продукты нефтепереработки, охлаждающие жидкости и прочие важные ресурсы. Для объединения отдельных фрагментов в единую сеть используется припой для пайки меди. Подбирают его в зависимости от условий, в которых проходит эксплуатация системы.
Правильно оформленное соединение обеспечивает герметичность всего комплекса и предотвращает утечку подающегося состава в окружающую среду. А их неправильное соединение в будущем может вылиться в массу проблем.
Давайте попробуем разобраться в видах припоя и в том, какому из них лучше отдать предпочтение в конкретной ситуации.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.

Под воздействием высоких температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. После окончательного остывания на трубном материале образуется прочный, ровный шов без погрешностей
Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.

Для пайки в бытовых условиях чаще всего используют паяльник. Горелку или лампу применяют там, где мощностных возможностей паяльника не хватает или требуется соединить детали большой толщины и внушительной массы
Классификация припоев для медных труб
Припои для качественной и надежной пайки медных труб изготовляются из разных компонентов. Друг от друга изделия отличаются по форме и химическому составу.
Тип и параметры соединительных элементов определяются областью последующей эксплуатации трубной системы из медных деталей.
Различия по температуре плавления
По уровню температурной обработки припои разделяются на три типа:
- низкотемпературные;
- среднетемпературные;
- высокотемпературные.
Низкотемпературные варианты плавятся в диапазоне от 150 до 450 °C. Не меняют изначальные физические параметры деталей. В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
Обеспечивают герметичность и целостность труб диаметром до 10 см, установленных в коммуникационных системах, транспортирующих теплоноситель температурой до 130 °С.
Среднетемпературные и высокотемпературные материалы размягчаются при показателях в диапазоне от 450 до 1100/1850 °C. Гарантируют максимально прочное, крепкое соединение, не чувствительное к внешнему воздействию.

Высокотемпературные припои отличаются хорошей надежностью и подходят для использования в централизованных и частных отопительных системах, и газовых трубопроводах. Позволяют сделать дополнительный отвод, не прибегая к демонтажу всего комплекса
Область, соединенная среднетемпературным или высокотемпературным припоем, проявляет устойчивость к механическим повреждениям и спокойно переносит активные термонагрузки.
Разделение по химическому составу
По химическому составу современные, практичные припои распределяются на мягкие легкоплавкие и твердые тугоплавкие.
В первую категорию входят следующие позиции:
- свинцовые – содержат только свинец в чистом виде и расплавляются при температуре от 180 до 230 °C;
- оловянные – состоят из олова и плавятся при 220 °C, создают прочный и пластичный шов;
- свинцово-оловянные – могут содержать от 15 до 90% олова. Температура расплавления таких элементов составляет 183-280 °C;
- оловянно-медные – на 97% состоят из высококачественного олова и на 3% из меди. Относятся к самым популярным и продаются по разумной цене. Образуют прочное соединение с хорошей устойчивостью к коррозии;
- медные с серебром – на 95% состоят из меди и на 5% из серебра. Отличаются высокими прочностными характеристиками и обеспечивают надежное сцепление между фрагментами.
Применяются мягкие легкоплавкие компоненты для объединения в единый комплекс труб диаметром от 6 до 108 мм. В стыковой области образуют аккуратный шов шириной от 7 до 50 мм.

Мягкие низкотемпературные припои актуальны для организации отопительных сетей, индивидуальных и централизованных водопроводных магистралей. Для газовых коммуникаций такой вариант категорически не подходит
Свинец считается вредным для здоровья человека элементом. Использование свинцовосодержащих припоев категорически запрещается в сетях, подающих воду в многоквартирные или частные дома, на предприятия или в общественные учреждения. На другие типы коммуникаций этот запрет не распространяется.
Для высокотемпературной обработки подходят твердые тугоплавкие материалы:
- медь в сочетании с серебром и цинком – содержит меди 30%, серебра — 44% и цинка — 26%. Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность;
- медь с фосфором – сплав из 94% меди и 6% фосфора. В процессе пайки не нуждается в применении флюса. Делает крепкое и надежное соединение, но частично теряет эластичность при низких температурах окружающей среды;
- серебро – во время пайки требует обязательного использования флюса. Создает крепкий, надежный шов с хорошей пластичностью и высокой коррозийной устойчивостью. Стоит значительно дороже аналогов из простых металлов и широкого распространения не имеет. Применяется там, где есть экономическая целесообразность и предъявляются повышенные требования к качеству трубного соединения.
При помощи тугоплавких припоев монтируют комплексы из труб диаметром от 12 до 159 мм, включая газовые коммуникационные сети, отопительные трассы и водопроводные магистрали диаметром от 28 мм.

Чтобы медь не потеряла своих прочностных характеристик в процессе пайки, не следует опускать деталь со свежим швом в воду или подвергать ее искусственному обдуву ради охлаждения. Надежное, прочное и долговечное соединение обеспечит металл, остывший естественным путем
Использование классических медно-фосфорных или любых других элементов допускается при создании соединений внахлест. Такой вариант сцепления обеспечивает максимальную прочность конструкции и увеличивает период работы трубопровода.
Мягкие припои для удобства пользования обычно изготовляются в форме катушек. Твердые элементы поставляются в виде проволок разной длины.

Для усиления целостности и повышения прочностных характеристик шва, нахлест должен составлять не менее 5 мм. В процессе обработки нужно оставить микроскопический зазор, чтобы припой втянулся внутрь равномерно, заполнил пустоты и образовал надежную герметичную латку
Флюс — особенности и назначение
Флюс – это специфический технический материал для пайки медных труб. Оберегает поверхность деталей от окисления и шлаков. Препятствует контакту спаянного шва с кислородом. Повышает общее качество соединения и придает ему хорошую прочность и оптимальную пластичность.

В помещении, где производится запаивание медных труб, нужно организовать качественную вентиляцию. Горючие и легковоспламеняющиеся вещества лучше заранее убрать, чтоб случайная искра не спровоцировала пожар или любой другой опасный для здоровья человека случай
Флюсы для пайки медных труб выпускаются в разных консистенциях.
Среди самых востребованных и популярных:
Вещество в форме пасты для пайки медных труб стоит дороже остальных материалов, но полностью оправдывает свою высокую цену. Подходит для использования сразу после покупки и не требует от мастера что-то добавлять в состав для улучшения рабочих качеств.
Паста приобретается для проведения ответственной пайки, требующей максимально четкой и качественной герметизации стыковых областей. Вещество легко ложится на медную поверхность, отлично прилипает к ней и хорошо распределяется по зоне обработки во время нагревания.
Паста-флюс очень проста и удобна в использовании. Работать с ней без всяких трудностей сможет не только профильный специалист с большим практическим опытом, но и любой домашний мастер
Готовый шов аккуратно смотрится и обеспечивает целостность сцепления всех фрагментов системы. Остатки вещества легко удаляются по окончании работы.
Порошковые средства продаются за меньшую цену и хорошо хранятся в специальных емкостях. Максимальную эффективность демонстрируют совместно с усиленными, тугоплавкими припоями. Считаются менее удобными из-за проблематичности равномерного нанесения на область обработки.
Жидкие вещества продаются в закрытых бутылях. Нормально контактируют с мягкими припоями и легко ложатся на медную поверхность, обеспечивая высокую прочность сцепляющего шва. Для обеспечения качественного соединения жидкий флюс и припой всегда используют одновременно, а не по отдельности.
Независимо от консистенции, флюс нужно наносить сразу после зачистки медного фрагмента. Если этот момент проигнорировать, металлическая поверхность опять покроется окислами и равномерно обработать ее не получится.
После обработки флюсом спаивать детали следует немедленно. Это исключит шанс проникновения посторонних частиц на рабочую поверхность.

Для нанесения пастообразного флюса требуется специальная кисть с упругим ворсом средней длины. Использовать слишком много вещества не нужно. На качество и прочность соединения это никак не повлияет
В процессе соединения деталей нужно проявлять внимание и осторожность. Попадание флюса на кожу провоцирует не только термический, но и химический ожог.
Если это все-таки случилось, нужно немедленно прекратить пайку и смыть вещество с кожи большим количеством мыльной воды.
Требования к качеству флюсов
К флюсам для индивидуального и промышленного использования предъявляются некоторые требования.
Вещество обязательно должно отвечать следующим критериям:
- меньшие, чем у припоя показатели плотности структуры и вязкости (для корректного замещения);
- способность к равномерному распределению по рабочей поверхности;
- растворение оксидной пленки;
- предупреждение повторного окисления медных элементов;
- устойчивость к агрессивным высоким температурам;
- возможность проводить пайку как на горизонтальных, так и на вертикальных участках коммуникационной системы;
- создание аккуратного, эстетичного шва.
При применении флюсов хорошего качества, пыль и грязь, образовавшиеся в результате пайки, убираются легко и быстро, не оставляя на трубном элементе никаких следов портящих внешний вид. Соединение получается надежным и в течение многих лет сохраняет структурную целостность.

Флюсы на основе порошков и канифоли нужно готовить непосредственно перед началом спайки. Рабочее вещество в определенной порции смешивается с ангидритом и сразу наносится на область обработки
Популярные разновидности материала
На рынке флюсы для пайки медных труб представлены в самом широком ассортименте.
Наибольшей популярностью пользуются следующие вещества:
- с высокой антикоррозийной способностью;
- с благородными материалами в составе;
- на основе канифоли.
Антикоррозийный флюс состоит из нескольких сложных элементов, растворителей и фосфора. В процессе разогрева они растворяются в жидкости, вступают в реакцию и образуют органические компоненты.
Предохраняют шовную область от окисления и преждевременной коррозии. Способствуют оттоку излишков влаги из зоны спаивания.

Применение флюса в процессе спайки медных труб препятствует образованию пор в структуре шва. Соединение получается цельным и не содержит инородных включений, снижающих прочность стыка
Во втором виде флюсов главным действующим компонентом выступает салициловая кислота. В процессе использования она растворяется в составе из этанола, золотосодержащих веществ и промышленного вазелина.
Создает безупречно ровный, аккуратный и эстетичный соединительный шов, не требующий дополнительной сложной обработки. Не портит материал трубы, прилегающей к зоне обработки
Классический активный флюс содержит канифоль и некоторое количество натриевой соли. Вещество имеет выраженные защитные характеристики и эффективно оберегает трубопровод от проявлений коррозии. Канифоль покрывает шов тонкой и прочной защитной пленкой, а натриевая соль угнетает окислительные процессы.

Смеси, образующие кислоту или содержащие ее изначально, качественно очищают поверхность и удаляют оксидный слой. Чтобы металл в будущем не испортился и сохранил базовые физические характеристики, обработанную область после пропайки нужно тщательно отмыть
Продается такой флюс за разумные деньги и обеспечивает прочное, надежное соединение. Однако, готовый шов остается сильно заметным и сразу бросается в глаза на внешних частях медного трубопровода.
Независимо от типа и базового состава, наносить флюс нужно максимально равномерно, не допуская даже миллиметрового пропуска. Если на какой-либо части металла этого покрытия не будет, труба со временем начнет ржаветь и ее потребуется менять.

Главный недостаток флюса на канифоли – термослабость. Он плохо переносит высокие температурные показатели и при постоянном перегреве обугливается
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.

Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Выводы и полезное видео по теме
В видеоролике речь пойдет о том, как проводить пайку медных труб:
О том, какие флюсы выбрать для спаивания труб из меди в домашних условиях пойдет речь в следующем видеоролике:
Методика пайки медных труб при помощи мягкого припоя:
Правильное использование припоя позволяет легко и быстро соединять медные трубы в единую систему. Готовый шов получается аккуратным и обеспечивает герметичность сети любой конфигурации.
Больше не приходится переживать о том, что может случиться утечка или выброс ценного ресурса. Магистраль, с помощью качественного припоя объединенная в целостный комплекс, надежно работает и долго служит, не требуя от хозяев постоянного внимания или кропотливого ухода.
Читайте также: