Плазменная сварка нержавеющей стали
Обновлено: 19.05.2024
Доброго времени суток, коллеги.
На работе встал вопрос о плазменной сварке. Собственно начальство хочет внедрить эту технологию для определенных целей. Занимаемся мы производством пищевых емкостей. В сущности вот в чем вопросы: какова эффективность плазменной сварки нержавейки, листов назных толщин(1.5 и 0.7мм) в нахлест? В чем приемущество и какие недостатки плазменной сварки перед аргонно—дуговой? Можно ли уменьшить деформацию изделия при плазменной сварке по сравнению с ардс?
Условия: к цилиндру(диаметр 320, толщина стенки 1.5мм) необходимо по периметру приварить лист тонкостенной нержавейки(0.7мм).
Удовольствие от высокого качества длится дольше чем радость от
На работе встал вопрос о плазменной сварке. Собственно начальство хочет внедрить эту технологию для определенных целей. Занимаемся мы производством пищевых емкостей. В сущности вот в чем вопросы: какова эффективность плазменной сварки нержавейки, листов назных толщин(1.5 и 0.7мм) в нахлест? В чем приемущество и какие недостатки плазменной сварки перед аргонно—дуговой? Можно ли уменьшить деформацию изделия при плазменной сварке по сравнению с ардс?
Конечно плазма это шаг вперед перед радс , но в купе с роботом и серийным производством. С мелкосерийной продукцией и ручной сваркой преимущества растворятся как сон. Сама плазма стоит бешенных денег да и расходники к горелкам и сами горелки намного чаще требуют ремонта тоже стоят не малых денег. Сварщику придется переучиваться и не факт что у него с плазмой получится на "ты". Очень хороший аппарат тиг и такой же сварщик с успехом заменит плазму а то даже и лучшие результаты покажет. Все швы на фото выполнены роботом-сварщиком и к нему приставлен классный инженер-сварщик который затребует зарплату в разы выше чем просто хороший сварщик. Хотя мое мнение хороший сварщик должен больше получать чем инженер.







Прикрепленные изображения
Круто. Но вставляйте ИМХО.
И да и нет. Плазменная сварка бывает трех разновидностей. Ваш фото отчет по плазменной сварке, которая позволяет во время сварки прикасаться к изделию не повреждая ни плазменного сопла ни деталь. Соответственно, после появления зазора между горелкой и деталью, вы можете смело продолжать работать. При этом нет брака, т.е. вольфрам не надо вытаскивать из шва и бежать затачивать электрод. Про другие методы получения плазмы не буду упоминать (почему . хуже они и как раз усложняют применение в ручном методе)
Да! это по стоимости сварочной горелки. Да, дорогая. Но не ломается она чаще и обслуживать не сложнее чем ТИГ горелку. Это не так. Это заблуждение. Если горелка ломается, то так же как и ТИГ, переехали погрузчиком, пережгли шланг и т.п. Просто горелка технологичнее и сразу с водяным охлаждением и именно поэтому последствия куда страшнее чем вы переезжаете ТИГ горелку.
По скорости. МИФ. Ну ручками варить это скорость не только оборудования но и реагирования мозга сварщика. Поэтому скорость больше ограничивает сам сварщик нежели само оборудование. Но учесть, что затачивать на порядок реже электрод и шов не выправлять, то скорость получения самого изделия выше.
Переучиваться ТИГ сварщику. ну-у-у-у, если пенсионер глубокий, то сложно. Если есть желание познать новое и упростить задачу то переучиваться не надо, надо только разобраться с меню сварочного источника.
зарабатываем и получаем удовольствие от процесса.
DeSado , деформацию без оснастки не уменьшить. Только оснастка способна уменьшить деформацию до 80-90%.
ТИГ сварка и плазма основное отличие это плавание шва, т.е. если горелку вести ровно, то ТИГ будет откланяться, а плазма нет.
Судя из вашей задачи это приварка фланца к сильфону, т.е. сильфон из 0.7, а 1.5 это фланец или труба. Следовательно нужна оснастка. Пусть это ТИГ или плазма, то при появлении зазора, тут же будет будет дырка. вашу задачу можно решить применив шовную точечную сварку (т.е. роликовую).
Если ТИГ или плазма, то ручками качество будет разное. Т.е. если штучку сварить еще можно, а если делать серийно то будут проблемы. Плазма упростит получение шва. Но нужна оснастка - отвод излишнего тепла.
По легкости сварки по вашей задачи: ТИГ это не предсказуемое выделяемое количество энергии. Т.е. когда вы горелку чуть выше, чуть ниже ведете, то у вас меняется напряжение в дуге которое прямо линейно влияет на нагрев метала. Следовательно и ширина шва и проплав будут плавать. Если рука сварщика как и глаз набиты опытом, то качество будет но его лучше не отпускать в отпуск, т.к. после отпуска опять начнет делать брак некоторое время.
Плазменная сварка в данном случае будет иметь стабильную дугу, которая не сильно изменяется при изменении высоты горелки. Поэтому лично мне как ни сварщику будет легче подстроить аппарат под свои задачи и получить тот же шов, какой сделает сварщик профессионал. (Проверено и перепроверено)
НО. ЖИРНОЕ такое, НО. Конечно плазма предпочтительнее если будет не штучное производство, а серийка и применяя легкую механизацию можно упростить получение изделия.
Как же без ложки ДЕГТЯ?!
Из выше сказанного, плазма это следующий шаг в улучшении и упрощении сварки. Только у плазмы есть один недостаток, это внутренний угловой шов. Если в ТИг сварки угловой шов (в тавр), вы можете легко сварить, т.е. вытащили электрод и очень узко направленно начали варить, то плазменной дуге нужно куда то выходить, т.е. газ не может упираться и доступ к месту стыка имеет ограничения из-за диаметра плазменного сопла. Поэтому не удается получить локальный нагрев внутреннего угла.
Для сравнения, наружный угол. Дуга бъет только туда куда направили, поэтому любые заусенцы или не равномерность ионизации зазора между электродом и деталью не влияют. И если в ТИГ сварке, любое ухудшение заточки электрода и не равномерность ионизации зазора приводят к гулянию дуги. То при плазме этого не будет и при AC режиме особенно это чувствуется.
По легкости сварки по вашей задачи: ТИГ это не предсказуемое выделяемое количество энергии. Т.е. когда вы горелку чуть выше, чуть ниже ведете, то у вас меняется напряжение в дуге которое прямо линейно влияет на нагрев метала. Следовательно и ширина шва и проплав будут плавать. Если рука сварщика как и глаз набиты опытом, то качество будет но его лучше не отпускать в отпуск, т.к. после отпуска опять начнет делать брак некоторое время. Плазменная сварка в данном случае будет иметь стабильную дугу, которая не сильно изменяется при изменении высоты горелки. Поэтому лично мне как ни сварщику будет легче подстроить аппарат под свои задачи и получить тот же шов, какой сделает сварщик профессионал.
Многое верно написано и согласен с многим. Но про ТИГ и не предсказуемое выделение энергии , про вытаскивание вольфрама из ванны (это только для новичков или у кого руки трясутся) , про гуляние дуги и т.п. не соглашусь не когда. Если Сварщик так себе он и плазмой напашет такого.
И еще много смотрел выходящую плазму из импортных горелок, и не нравиться она мне какая то размытая и зона действия у нее широкая.
А вот лет этак 15 назад из нашей горелки наблюдал выходящую плазму, это просто игла которой можно и внутренние углы с высоким качеством и без большого напряга делать. Но горелка сложна в устройстве и главное не делают их уже или делают но не про нашу честь.
P.S. Сварщику без отпуска нельзя , а после отпуска он наоборот с голодухи такие швы кладет.
Многое верно написано и согласен с многим. Но про ТИГ и не предсказуемое выделение энергии , про вытаскивание вольфрама из ванны (это только для новичков или у кого руки трясутся) , про гуляние дуги и т.п. не соглашусь не когда. Если Сварщик так себе он и плазмой напашет такого.
И еще много смотрел выходящую плазму из импортных горелок, и не нравиться она мне какая то размытая и зона действия у нее широкая.
А вот лет этак 15 назад из нашей горелки наблюдал выходящую плазму, это просто игла которой можно и внутренние углы с высоким качеством и без большого напряга делать. Но горелка сложна в устройстве и главное не делают их уже или делают но не про нашу честь.
P.S. Сварщику без отпуска нельзя , а после отпуска он наоборот с голодухи такие швы кладет.
Ну если с голодухи он кладет шикарные швы. Ну дай бог. Видимо плохо отдыхал или наоборот, уж сильно. что деньги еще за первую неделю проел.
Ладно, по факту. Горелку конструкцию и т.п. описывать не буду. Слишком много буковок получится. Но меняя диаметр выходного (плазменного) сопла, можно получить такую иглу, что уже не раз слышал как ногти отрезало. Ну пренебрежение техники безопасности в нашей стране еще ни кто не отменял. Так вот, она, игла такая что не снилось. Но это не то, если я иголочку в ТИГ вытащу, то 0.5 повозиться но 0.8 легко внутренний угол забабахаю. Что в плазме. Ну-у-у-у, мягко говоря придется повозиться. Поэтому если основная задача - сварка внутренний угол, то лучше и быстрее перейти на ТИГ. Если остальные соединения, то наоборот легче и быстрее получить в плазме. Это по факту. Есть сомнения, приезжайте, дам вам плазму и ТИГ, поиграем вместе. Всегда интересно новое и обмен опытом и навыками еще интереснее.
Сравнение я провожу на примере без присадка. Если брать 0.5 то куда там присадок пихать
Пляска дуги в ТИГ. Можете соглашаться, можете не соглашаться. Есть производитель установок Шнельдорфер. Они применяют ТИГ в осоновном. И чтобы уменьшить влияние магнитного поля от дорна ( основание на чем происходит сварка), иногда применяют дорн из нержавеющей стали. В таком случае нет намагничивания (точнее намагничивание сводится к минимуму) и сварка более или менее стабильная. Это не бал бла бла, а опыт. Конечно когда варите ручками, то сложно отследить на сколько дуга дергается, т.к. рука имеет куда большее отклонение, а у кого и дрожание. Поэтому может и опыта мало, может жена с головной болью, но ТИГ сварка всегда сопряжена с вырезкой вольфрама из шва + заточка электрода + меньшая скорость сварки + при толщинах от 3-х мм нужна разделка кромок. При плазме нет надобности затачивать электрод, в шве его просто нет сварка толщин от 3-х мм не требует разделки кромок и можно сварить до 8мм встык, сварочный ток нужно меньше выставлять. Про сварку титана, так ваще молчу. Шарина шва при ТИГ и плазме минимум в 2-а раза различается в пользу плазмы при получении стабильного корня шва.
Плазменная сварка: принцип работы, особенности и преимущества
Плазменная сварка (PAW сварка - Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен - 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
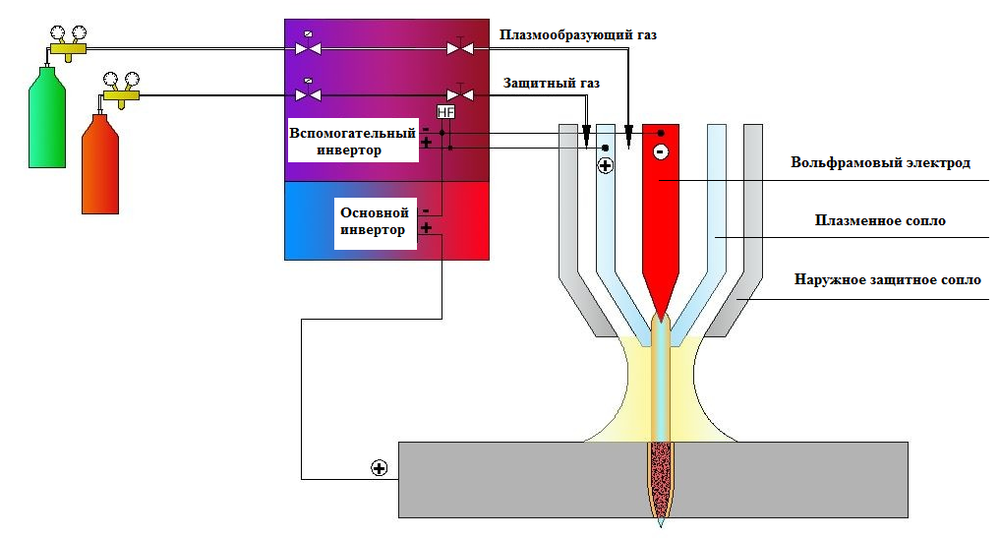
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае - прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка .
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
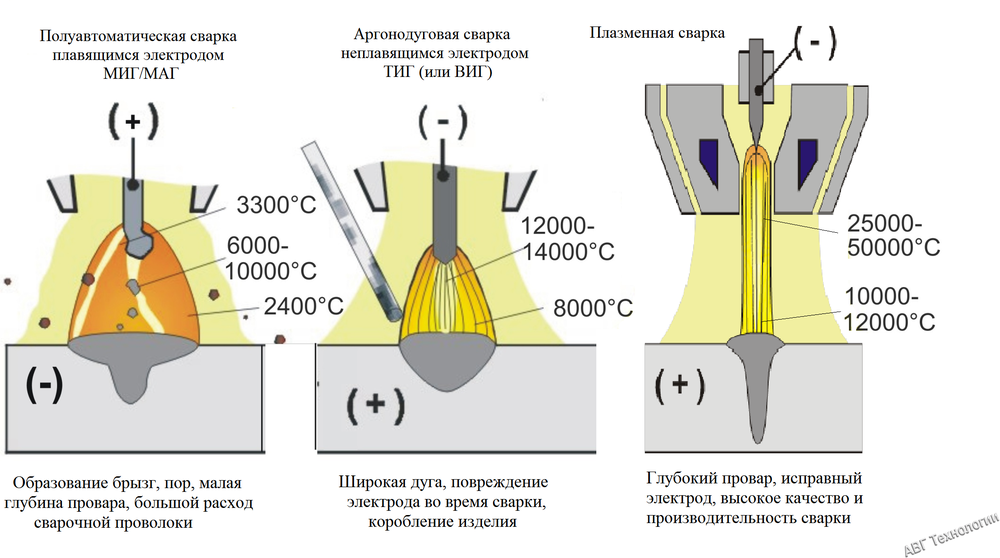
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
Свариваемые материалы
- нержавеющие стали
- низкоуглеродистые стали
- оцинкованные стали
- титан
- медь, бронза, латунь
- сплавы алюминия (для источника PMI 350AC)
- для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки

- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм . По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
Плазменная сварка - принцип работы и ТОП-3 аппарата

Для соединения деталей из вольфрама (W), молибдена (Mo), различных структур нержавеющих сталей и никелевых сплавов (авиа и приборостроение) применяется сварка плазморезом, где поток плазмы является источником энергии. Температура плазменной дуги порой достигает 30000°C, тогда как привычная всем электрическая дуга имеет только 5000-7-000°C – разница довольно-таки существенная. Практика показала, что данный способ оказался гораздо эффективнее по многим параметрам, по сравнению с классической газовой и электрической сваркой.

Технология сварки и резки металлов плазмой
Принцип плазменно-дуговой технологии сварки заключается в мощном прогреве обрабатываемых металлов плазмой, которая в данном случае является ионизированным газом, полученным при работе электрической дуги под повышенным давлением. Горелка, которую используют в таких агрегатах, называется плазмотроном – с ее помощью можно варить и резать любые металлы, отображенные в периодической таблице Менделеева. Также плазмотроном можно варить и резать неметаллы, если этому не препятствуют физические или химические свойства материала, как то, отсутствие адгезии, различные особенности вступления в реакцию и т.п.
Основные особенности плазменной сварки
Рассмотрим существенные особенности, которыми обладает плазменно-дуговая сварка. В рабочую зону из плазмотрона выбрасывается струя плазмы, но иногда при необходимости также используется дополнительный инертный газ для создания защитного облака, которое создает оптимальные рабочие условия для химически нейтральной среды. В результате получается, что вся термическая энергия через плазменную струю передается на сварочную ванну, но при этом лишь частично (в малом количестве) попадает на близлежащие области. Для корпуса плазменной горелки используется сталь, а для анода – медь. При этом у медного электрода имеется специальная полость, по которой поступает вода для охлаждения, а между ним и катодом с давлением от 2-х до 5-ти атмосфер поступает рабочий газ для подпитки дуги.
Видео описание
Горынычъ - аппарат плазменной сварки и резки
Итак, газ в плазмотроне нагревается от плазменной дуги, что приводит к его ионизации. Объем горячего газа за счет свойства теплового расширения увеличивается от 50-ти до 100-а раз, что способствует скоростному выбросу из сопла. Получается, что кинетическая и тепловая энергия являются главной причинно появления мощного энергетического потока у плазменной сварки. Следует еще отметить, что в плазмотроне обычно применяются горелки постоянного тока.
Существует несколько разновидностей таких агрегатов:
- дуга находится между плавящимся электродом и сварочной ванной;
- дуга находится между НЕ плавящимся электродом и сварочной ванной, а плазма выбрасывается струей газа.
Примечание: для образования плазмы используются такие газы, как аргон (Ar), азот (N2), кислород (O2) или обычный воздух.
Также все сварки такого типа различаются по величине силы тока:
- малые (микроплазменные) – 0,1-50 А;
- средние – 50-150 А;
- большие от 150 А и выше.
Если микроплазменный вариант позволяет избежать прожогов в свариваемых деталях, то агрегаты, работающие на больших токах, проплавляет металл толщиной до 8 мм за один проход без кромочной разделки, что позволяет без особых затруднений резать заготовки. Вполне естественно, что на средних токах вы сможете как варить, так и резать металл.
Выбор плазменного сварочного аппарата
По большому счету плазменный сварочный аппарат состоит из двух основных модулей – это источник электропитания с интегрированным инвертором и сварочная горелка, а все остальное можно назвать дополнениями. При помощи такого агрегата можно варить, резать или даже паять самые разные металлы, невзирая на их повышенную толщину, так как плазменный поток разогревает материал гораздо лучше, нежели обычная газовая или электрическая сварка.

История развития плазменной сварки
Плазменную сварку можно отнести к разряду новых технологий, хотя ее стали применять еще в прошлом столетии, но давайте сделаем короткий экскурс в историю. В конце 50-х годов XX века инженеры-конструкторы американской компании Union Carbide Corp сделали первый аппарат плазменной резки, хотя при этом питались идеями физика из Соединенных Штатов И. Ленгмура. Несмотря на то, что данный метод начали применять 70 лет назад, его можно назвать всего лишь прообразом современной технологии. Все методы защиты сварочной ванны с применением инертных газов, а также разработку портативных аппаратов придумали в период с 1963 по 2006 годы.
Резаки предназначены для комплектации аппаратов ручной плазменной резки – плазморезов с контактным и бесконтактным способом зажигания дуги, имеющих разъемы ЭА и ZA Источник prompostavka.in.ua
Безусловно, плазменная резка, которая увидела свет в 1963 году, значительно увеличила скорость производства, но при этом была одна существенная проблема – на металлическую поверхность сильно воздействовало окисление. В 1965 году начали впрыскивать воду, и это снизило процент окалины, но инженеры-конструкторы на этом не собирались останавливаться. В результате исследований в 1987 году появляется резак с контактным пуском, а в 1990 с плазмой начали работать под водой на глубине до 5 (пяти!) метров. В 1999 мир услышал о создании коаксиальной технологии (газ поступает по общей оси), а в 2006 году начали использовать портативные полуавтоматы.
Популярность и назначение плазменной сварки
На сегодняшний день плазменные агрегаты претендуют на завоевание основной ниши на рынке сварочных аппаратов, причем популярность таких моделей стала расти и не только в промышленном секторе, но и среди бытовых потребителей. Если быть более точным, то можно обратиться к цифрам: сейчас 65% работ, которые раньше выполнялись при помощи электросварки, отошли в сферу деятельности плазмы, то есть, уже больше половины и это явный и стремительный прогресс.

При помощи плазменного оборудования монтируют трубопроводы разного назначения, ее используют в машино- и самолетостроении, строительстве, ремонте различных механизмов, но это лишь часть всей сферы применения. Кроме того, способность плазмотрона обрабатывать неметаллы может заменять гидроизоляцию, например, оплавление стыков железобетонных блоков, плит и перекрытий.
Такой метод имеет ряд неоспоримых преимуществ:
- высокая температура плазмы при резке и сваривании материалов:
- повышенный уровень КПД;
- низкий расход инертных газов;
- малая площадь прогрева, что практически исключает деформацию и существенно понижает усадку шва;
- применение технологии не только для металлов, но также для неметаллов;
- отпадает потребность в периодическом приобретении баллонов с газом или их заправке;
- агрегат легко перемещать с место на место;
- повышенный диапазон по толщине металлических заготовок для обработки;
- улучшенная система безопасности;
- доступная стоимость.
Наиболее популярные в России аппараты плазменной сварки
МППК (многофункциональный портативный плазменный комплекс) Горыныч рассчитан на выработку плазм из жидкости – воды или водно-спиртовой смеси, где пар выполняет защитную функцию. Такие агрегаты производят с силой тока 8,10 и 12 A и при этом они универсальны, то есть, Горыныч может, как резать, так и варить разные детали, но это не все. Задав необходимую мощность, аппарат можно использовать в качестве паяльной лампы, кузнечного горна и даже огнетушителя, если в качестве жидкости используется вода. МППК достаточно легок – масса плазмотрона с кабелем и шлангом не превышает 5,4 кг, а для его питания нужна обычная розетка ≈220±22 V и 50 A. Агрегат создает дугу прямой полярности с КПД не менее 80%.
Если говорить о деньгах, Мультиплаз-15000 является самым выгодным плазменным сварочным аппаратом среди своих аналогов. Кроме того, такой агрегат можно назвать самым легким среди подобных, так, масса источника питания составляет 33 кг а вес плазмотрона вместе с кабелем и шлангом на 9 метров – 5 кг. Потребляемая мощность составляет 15 kW при входном напряжении 380±38 V, с частотой сети 50 A. Сварка функционирует в диапазоне тока от 20 до 100 A, расходует 480 л/мин сжатого воздуха и ее КПД составляет 85% - это позволяет разрезать лист стали толщиной до 50 мм. Безусловно, Мультиплаз-15000 больше подходит для промышленных предприятий и автомастерских, но его также покупают для бытового применения.

В Российской Федерации достаточно популярной является модель плазменной сварки Плазариум SP3, представляющая собой компактный и надежный в работе электроприбор. Агрегат работает от сети ≈220±22 V с частотой 50 A и потребляет 2,64 kW, имеет ступенчатую программируемую регулировку от 1 до 12 A. Плазариум SP3 предназначен в основном для резки и сварки металлических деталей малой толщины и пользуется достаточной популярностью. Примечательно, что масса горелки нетто составляет всего 600 г, а длина кабеля 2 м, и это очень удобно для тех же автомастерских или любых станций техобслуживания. Еще можно отметить, что данное устройство соответствует всем нынешним требованиям правил техники безопасности, включая пожарную защиту.
Ремонт автомобиля (плазменная сварка).
Заключение
В заключение можно отметить, что аппараты плазменной сварки отличаются друг от друга по мощности и силе тока, поэтому, при выборе прибора на эти характеристики следует обращать первостепенное внимание. Далеко не последнее значение имеют масса и габариты прибора, но опять-таки все зависит от вида выполняемых работ – они могут быть стационарными, где блок питания не нужно переносить или мобильными, когда сварка постоянно нужна в разных местах.
Нюансы плазменной сварки и область ее применения

Виды сварки
Из большого многообразия методов обработки металлов – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
Достоинства и недостатки плазменной сварки
Итак, что такое плазменная сварка? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для того, чтобы данный аппарат функционировал, необходимо лишь электричество и поток сжатого газа. Если используется компрессор, тогда достаточно только электричества.
Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.

Особенности сварки плазмой.
К основным достоинствам данных аппаратов можно отнести:
- высокую скорость резки металлов;
- возможность использования аппарата практически со всеми металлами и сплавами;
- высокая точность и качество шва;
- более низкая стоимость работ по сравнению с другими методами;
- отсутствие деформаций металла при обработке плазмой;
- высокий уровень безопасности выполнения работ.
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются вольфрамовые электроды диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.

Чертеж плазменной сварки.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, аргонодуговую сварку не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.

Схема технологии сварки плазмой.
К основным характеристикам дуги микроплазменной сварки относятся:
- цилиндрическая форма;
- концентрация энергии в небольшой области;
- маленький угол расхождения потока;
- невосприимчивость к изменению расстояния между плазмотроном и изделием;
- высокая безопасность зажигания.
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
Устройство и принцип работы

Особенности аппарата для сварки плазмой.
Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной дуги можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали. В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Данная технология позволяет осуществлять различные типы соединений. Наибольшее преимущество заключается в возможности сваривания листового металла без разделывания кромок и использования припоя.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.

Чертеж сварочного аппарата.
Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус горелки выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.

Устройство оборудования для сварки.
Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
- тип воздействия;
- способ стабилизации дуги;
- сила тока.
По своим возможностям плазменная дуга уступает пальму первенства только лишь нескольким технологиям, основанным на лазерном и электронном лучах. В сравнении с другими методами, плазменный отличается более высокой эффективностью и производительностью.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для резки металлов, так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Плазменная технология сварки является единственно возможным и доступным методом обработки некоторых металлов и сплавов. Особенно это относится к нержавеющим сталям, меди, латуни и т.д. Данный метод позволяет получать качественные, надежные и тонкие швы, а также осуществлять резку с высокой эффективностью.
Отдельное применение она нашла в соединении тонколистового металла без использования присадочной проволоки. Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
Сварка нержавеющей стали
Нержавеющей сталью являются коррозионностойкие легированный сплавы, устойчивые к тяжелым условиям. Исследователь Гарри Бреарли во время экспериментов с металлами в 1913 году, обнаружил заметную сопротивляемость коррозийным факторам, состава с хромом. Перед этим Krupp Iron Works запатентовала сталь аустенитного типа (7% никеля и 21% хрома). В 1915 году компания из Шеффилда выпустила на массовый рынок нержавейку. Производитель рекомендовал использовать продукцию для столовых материалов.

Виды нержавеющей стали
Нержавейка разделена на три отдельных типа:
- Жаростойкие сплавы – материал со способностью эффективного сопротивления агрессивным средам в условиях высокой температуры.
- Коррозионностойкая сталь – применяется в быту и небольших предприятиях. Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
- Жаропрочный тип стали необходим для сохранения механических свойств (формы, прочности) во время высокой температуры.
Коррозионностойкая сталь Жаропрочная нержавейка
По химическому строению нержавеющие сплавы разделяют на различные виды:
- Мартенситные стали получили отличные коррозионностойкие качества в условиях обычного открытого пространства и средах с малым уровнем агрессивности. Такую нержавейку применяют для приборов, функционирующих на износ. В частности, из мартенситных сплавов изготовляют ножи, упругие элементы химического и продовольственного производства. Такой материал может применяться в незначительных концентрациях соли и кислотных растворов.
- Аустенитные нержавейки отличаются физическими свойствами в том числе твердостью и пластичностью. Нержавейку активно применяют в машиностроительной отрасли. Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
- Ферритные сплавы можно обнаружить в окислительной атмосфере. Подобный материал отлично выполняет функции в бытовых приборах, системе отопления, системах для теплообмена. Также сплав высоко ценится в пищевом сегменте производства. На сплав не действует азотные концентраты, жидкости с аммиаком и подобные агрессивные среды.
- Аустенитно-ферритная основа проявляет более высокий предел текучести материала на фоне подобных металлов. Комбинированный металл демонстрирует малый рост зерен при двухфазной структуре. В связи с малым количеством никеля аустенитно-ферритовая сталь хорошо соединяется во время сварки. Такие сплавы удачно применяются в авиастроении, химическом производстве, тяжелой промышленности.
Структура мартенситной стали Мартенситная сталь Структура аустенитной нержавейки
Классификация материала по составу элементов
Хромистые виды включающие Мартенситные, Полуферритные, Ферритные сплавы используют для клапанов гидравлических прессов, лопаток для турбин, пружин и прочей бытовой техники.
Хромоникелевые (аустенитные) нержавейки идут в качестве ресурса для столовых приборов, стоматологических изделий.
Стабилизированные аустенитные марки являются ресурсом для создания сварных конструкций для работы в агрессивных условиях, высоких температурах (до 800 °C).
Соединение металла сваркой
Сварки нержавейки имеет свои особенности, которые стоит учитывать при работе для избегания брака и дефектов.
- Материал склонен к утрате коррозийного сопротивления. При температуре более 500 °С материалы начинают терять включения хрома и феррума. Для предотвращения выхода молекул из раскаленной сварочной ванны, когда проводится работа с различной нержавейкой, требуется быстрое охлаждения участка нового шва.
- Нержавейке свойственен высокий уровень усадки и эффекта расширения. Во время охлаждения сталь сужается. При сварочном нагреве нержавейка наоборот незначительно увеличивается в размерах.
- Коррозионностойкая сталь имеет в два раза меньшую теплопроводность, чем у прочих металлов используемых для сварки. Это приводит к скапливанию тепловой энергии во время проведения сварки в зоне нагрева. Чтобы предотвратить значительное неравномерное распределение энергии, сварочный ток, как правило подается на 15% меньше нормы.
Создавать связь нержавейки можно несколькими методами, но практически применяют:
- Электросварочные работы по нержавеющей стали покрытыми электродами (ММА).
- Сварка полуавтоматом с нержавеющей проволокой (МИГ).
- Аргоновый метод с вольфрамовым электродом (TIG).
Наиболее распространенные способы неразъемного соединения нержавеющего материала
Благодаря многочисленным исследованиям, сварить нержавейку связывают швом разными технологиями.
Способы проведения сварки нержавеющей стали имеют свои особенности и выбираются исходя из возможностей целей и доступности.

Ручная сварка нержавейки
Известны ручные, автоматические и полуавтоматические варианты соединения. На производстве часто используют автоматические виды сварки, в частности сварку под флюсом. При таком методе сварочная дуга производится под требуемой прослойкой флюса между сварочной проволочного электрода и основной массой металла. Такой метод решает массу задач:
- шлак защищает зону сварочной ванны от влияния атмосферы;
- дуга горит стабильно без прерываний;
- отсутствие разбрызгивания расплавленного металла;
- более удобная среда для создания сварного соединения.
Существует ручной и полуавтоматический способ сварки под флюсом. Такие способы пригодны для обработки малого радиуса кривизны и коротких мест соединений. В большинстве случаев применяют автоматы.

Сварка нержавейки полуавтоматом
Автоматическая форма происходит с использованием автоматической установки которая контролирует следующие функции:
- Перемещение электрической дуги по линии шва.
- Обеспечение стабильной сварочной дуги.
- Производит подачу заданного количества проволоки и необходимого флюса в зону плавления.
Способ отлично подходит для соединения ответственных конструкций нержавейки с большим значением толщины. Сварщики могут применять тандемную схему, где пара электродных проволок находятся одной плоскости, что положительно влияет на характер сварного шва. Весьма активно распространяется труд роботизированных систем во время обработки угловых швов и соединения ровных площадей.
Контактная сварка нержавейки
Сварочный метод контактной сварки (роликовая и точечная) подойдет при соединении нержавеющих заготовок с толщиной более 2 мм.
Точечный способ происходит при меньшей силе тока и позволяет уменьшить шанс прожога и появления карбида, способствующего окислительным явлениям.
Роликовый способ применяют для сварки неответственных соединений. Качества шва может превысить качество основы.
Холодная сварка нержавейки
Такой метод предусматривает соединение с применением двухкомпонентного клея. Такой способ приемлем для временного ремонта емкостей и труб. Смешав компоненты, холодная сварка наносится на необходимое место и затвердевает. Такой способ не применяется для разнородных металлов. Способ доступный любому лицу без подготовки и не требует значительных растрат.
Плазменный метод
Плазмой сваривают нержавейку двумя вариантами.

Плазменная сварка нержавейки
Ручной метод с использованием дуги между основным изделием и электродом, с силой тока 0,1 – 15 А. Сварка автоматом обеспечивается плазмотроном. Такой аппарат производит сварку благодаря пучку плазмы с силой тока более 100 А.
Ручная сварка аргоном
Сварка нержавейки аргоном, обеспечивает создание защитной среды от окисления, с применением благородного газа, с применением электрода из вольфрама.

Полученное сварочное соединение обладает всеми качественными характеристиками, даже если работу выполнял любитель. Аргоновый способ не производит брызги, создает красивый шов, после которого нет необходимости зачищать поверхность от шлака. Аппарат с использованием аргона для сварки нержавейки позволит вести работу даже с тонкими деталями, являясь самым чистым вариантом проведения операции. Работа с маркой нержавейкой может проходить как на переменном, так и противоположном токе. Электрическое напряжение следует настроить исходя из размеров нержавейки.
Соединение нержавеющего металла электродом при домашних условиях
В стандартных бытовых условиях соединение производится с аппаратами инверторного варианта. Такая техника питается от сети 220 В, а небольшой вес позволит легко перемещать технику и производить сварку дома или в гараже. Инвертор сможет создать надежные соединения металлических заготовок.
Для успешной операции применяют следующие параметры:
- Напр. 60 А, для материала толщиной 1,5 мм, электроды – 2 мм.
- Электрическое напряжение 75-85 А, для 3 мм толщины, следует применять электроды 3 мм.
- Величина настройки 100 А, для толщины 4 мм, электроды 3мм.
- При режиме работы 150 А, для 6 мм с электродами 4 мм.
ММА сварка: особенности
Создание неразъемной связи нержавеющей марки стали простыми электродами осуществляется несколькими этапами. В начале удаляется вся ржавчина и лишние включения на поверхности изделия. При наличии кромок свыше 4 мм мастер осуществляет их разделку напильником, что обеспечит эффективное проплавлением детали. Если изделие имеет тонкие размеры, необходимо плотно сдвинуть два края заготовки. По ГОСТу 10052-75 для нержавейки подходят ОЗЛ-8, ЦЛ-11, марки УОНИ. При наличии информации о марке металла по ГОСТу можно подобрать требуемый расходный материал.
- Заготовки с шириной более 7 мм, необходимо нагреть до 150 °С.
- После подготовки готовый инструмент подносится и легко ударяется по месту будущего шва несколько раз. Таким образом сварщик активизирует электрическую дугу.
- Дальнейшая операция проходит под воздействием эффекта короткой дуги. Сварщик медленно проходит весь участок шва вдоль линии с плавными зигзагообразными движениями.
- В конце требуется сделать замок для предотвращения швов.
- После остывания можно снять шлак и места сварки и произвести последующую полировку шва.
Для создания шва необходимы электроды коррозионностойкого и жароустойчивого вида. К таким электродам можно отнести ОЗЛ-6 с характерной жаростойкостью. Также выгодны прутки АНО-27 для сварки необходимых конструкций и деталей. Шов отлично противодействует низким температурам.
Расходные материалы для сварки нержавейки с черным металлом
Иногда появляется необходимость присоединить два различных металла. Согласно техническим правилам, такая связь является неверной, а необходимость соединения присутствует не часто. Для этих целей производители предлагают специальные электродные прутки.

Сварка нержавейки с черным металлом
Сварщик должен учитывать возможно ли осуществить соединение между соответствующими видами металла. Выделяются два варианта для соединения:
- Операция вольфрамовыми стержнями.
- Операция с черным сплавом покрытыми стержнями.
Самыми частыми электродами являются АНЖР-1 и АНЖР-2. Такие электроды позволят провести сварку во всех пространственных положениях.
Тig сварка
Работа вольфрамовыми прутками является не такой востребованной в связи с высокой стоимостью. Кроме того, необходима специальная техника. Во время работы сварщик должен постоянно следить за перпендикулярным размещением электрода по отношению с зоной сварки.

В индивидуальном порядке определяют силу тока:
- 1 мм – сила до 60 А, диаметр расходного материала – 2 мм.;
- 2 мм – ток до 80 А, с прутком – 3 мм;
- 4 мм – напряжение – 90-130, расходник -4 мм.
Работа с тонкой нержавейкой
Сварщик должен уметь работать с тонким материалом для удачного соединения. При соединении тонкостенной нержавейки необходимо применять напряжение на 20% меньше чем в стандартном случае. Для соединения используют прутки не более 35 мм. Сварка любой тонкой нержавейки в домашних условиях также чаще всего используют инвертор.
При работе необходимо придерживаться следующих условий:
- Не нагревать детали более 150 °С.
- Соединение осуществляется с малым током.
- Не стоит придавать дуге колебательные манипуляции.
- Для уменьшения уровня нагрева тонкостенных деталей, следует подставить теплоприемники.
Для сварки тонкостенной нержавейки используются электроды ЦЛ-11- материал является стойким к коррозии. Также ОК 63.20 разработан для сварки тонкостенных металлов для использования в агрессивной и жидкой атмосфере, выдерживая температурный режим до 350 °С.
Сварка различных нержавеющих труб
Неразъемная связь большинства нержавеющих марок труб может производиться электродами. Такие операции производятся со стержнями с рутиловой или основной обмазкой. Процесс соединения происходит с постоянным током обратной полярности.
Постоянный ток позволит предотвратить разбрызгивание нержавейки, упростить процесс работы. Также создается более качественный шов и позволяет работать с тонкостенными трубами.
Сварка труб и прочих изделий из нержавеющей стали состоит из следующих действий:
- Обработка материала от ржавчины.
- Предварительное зажигание и удержание дуги.
- Проверка характеристики шва, с отбытием шлака.
Для труб используют марку электродов ОК 63.20 с использованием сварки токами (способ поджига – тушения электрода).
Режимы сварки
Для нержавейки оптимальным вариантом сварки является соединение постоянным током. Чаще всего для нержавеющих металлов используют обратную полярность. Таким образом, положительным становиться электрод, а основной металл позиционируется как минус. В индивидуальном порядке режим сварки может изменяться.
Mig mag сварка
Такое решение применяется для сварочного материала с тонкой стенкой и высокими требованиями к качеству шва. Такую сварку применяют для ответственных работ для системы в условиях повышенного давления.

Соединения производят постоянным током в среде инертного газа, с использованием высоколегированной посадочной проволоки. Соединение происходит без колебаний, в противном случае нарушается защитный газовый слой. Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Сварка лазером и сварка электронным лучом
Разогрев деталей проходит под воздействием лазерного луча. Метод высокоточный и проходит с большой скоростью.

Сварка нержавейки лазером
Лазер позволяет создать герметичное соединение различной герметичной формы. Для осуществления сварки нет необходимости в среде вакуума. Метод не применяется для толстых заготовок, кроме того лазерное оборудование обладает низким КПД (1-2%) и имеет высокую стоимость. Электронно-лучевая неразъемная связь производит операцию с использование потока заряженных частиц, которые бомбардируют необходимый участок направляемые специальной электронной пушкой. Полученный таким методом шов характеризуется высоким качеством. Такой метод редко используется в виду сложности и дороговизны реализации процесса, необходимости в вакуумной камере.
Читайте также: