Подающий механизм для тиг сварки
Обновлено: 13.05.2024
это побочный эффект, на любой нерже так.
Иван привет. Спасибо, будем знать. На выставках видел электрохим обработку и у некоторых "фирм" тоже матовый делается а вот у некоторых травиться и сразу полировка выходит. Интересно то что сам шов блестит а вот рядом нерж матовая после пасты.
Автоподающее устройство по типу полуавтоматного?
Ну да типа этого . Фирменные настраиваются и подачу ведут рывками и для этого весь механизм совершает возвратно- поступательное движение и проволока "привязана " к горелке. Видео (не нашел) было самодельного и там колен.вал заставлял двигаться механизм .
В моем случае "проволока" как обычно в левой руке с кнопкой , нажал пошла подача отпустил прекратилась. Вот примерно как в этом видео .
Смотрел как то работу живьём аппарата орбитальной сварки, так там подача присадки шла равномерно, без рывков.
Фильтры.Сетка нержавеющая,обечайка черный металл.Присадка КМц в этих случаях незаменима.Нержавеющая сетка вварена по всей длине швов.Ушло 14 часов чистого времени;4 метра швов,не считая точек на стыках обечаек и планках
Швы, конечно, красивые получились. Хорошая работа. Только, что это за присадка КМЦ - бронзовая что ли? Тогда это не сварка, а что-то вроде МIG-пайки? Поправьте меня. Нержавейка обычно варится проволокой 06Х18Н10Т
Помимо "красивости" нужна еще механическая прочность-это битумные фильтры.Дело в том,что здесь используются материал разной толщины:сетка,по-моему, 0,25 мм,планки 1,6 мм,обечайка 2 мм,дно и горловина 10 мм.Точно выдержать зазор между сеткой и планкой на длине 600 мм,чтобы проварить это 308 трудно,да и тавровый стык обечайки 2мм с дном 10 мм перегревать не стоит,чтобы не повредить сетку,а сетка должна быть прочно соединена по всему периметру.Главное,не допустить прожогов сетки(сетка напряжена и ползет ),а поэтому оптимальный вариант- это использование кремнистой бронзы КМц 3-1.Это называется-пайка-сварка.
Браво!. Эти фото надо показывать тем мозгоклюям, кто нам вещает о том, что почему так дорого??
Когда делал эти фильтры,то задавался вопросом:в чем разница между сложной работой и напряженной работой?)
В этих аппаратах три программы.1-линейная подача(меняется только скорость)2-импульсная подача(меняется скорость в максимальной и минимальной подаче,и время задержки,настраивается как пульс)3- синхропульс(подавалка подстраивается под пульс аппарата)
Удовольствие от высокого качества длится дольше чем радость от
Эти рывки сами по себе, или синхронизируются с пульсом аппарата? Смотрел как то работу живьём аппарата орбитальной сварки, так там подача присадки шла равномерно, без рывков.
Рывками я обозвал "трясучку подающего механизма" и как мне на выставке вешали лапшу на уши говоря что это имитирует ручную подачу проволоки.
Но это явно не так , там "бешенная трясучка" (по другому и не назовешь) и при ручной подаче такого и в помине нет. Мне представляется один вариант кто то придумал и как водиться пошла мода на сею "трясучку". Что касается синхронизации в том числе и с импульсом у других не знаю а вот EWM на выставке говорил что да полная синхронизация с аппаратом и даже подавалку можно не настраивать она получает информацию от аппарата и сама выстраивает подачу.
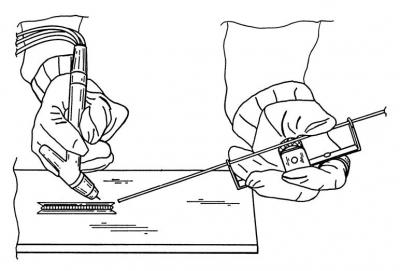
Вот американская подавалка и в ней нет "трясучки" да и проволока не привязана к горелке и находится у сварного в нужной руке, такой же принцип и у меня.
Правда в американской есть настройка импульсной подачи, у меня для этого палец на микрике то есть идет токовый импульс и подача проволоки тоже включена, как только началась пауза тока и палец отпускает микрик то есть подача встала.
Механизмы подачи в ТИГ сварке.
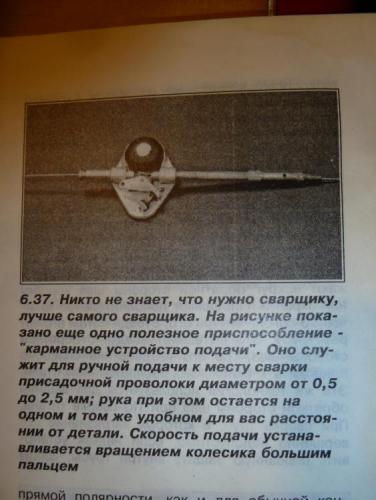
Tig PEN. приспособа для подачи присадочного прутка

Собстна, пользуется кто,что думаете, какие впечатления?
мастерская сварки,пайки в самаре89270247227
пару раз пробывал у официалов эсаба штука прикольная но жаба душит.продавцы расхваливают тут и экономия присадки и перчаток. да и в не удобных положениях сварки лишняя при блуда.
Поскольку я все ещё учусь работать с тигом, то тоже смотрел на это приспособление, думал взять. Почитал форум, поварил, переварил информацию, и понял, что не нужна. Что так рукой подводить, что у этой колёсико крутить. От моей проблемы, четкой фиксации руки и взаимодействие двух рук это приспособление не спасёт). А когда найчусь присадку четко подавать в ванну, тогда она точно без надобности будет, ну как по мне)
ИМХО. Руки все равно никто не отменит.))). на токах до 160 А дожигаю присадок до длины 3-4 см. при определенной тренировке и угле наклона горелки и присадки. а если токи большие то эта приблуда от нагрева перчаток не сильно спасет
Собстна, пользуется кто,что думаете, какие впечатления?
Пробовал, удобно. Но не за эти деньги)
шляпа. как молодежь выражается.
Сегодня варил вертикал в позе егеря (кто стреляет, тот знает). Из-за ограниченного стенками детали места дуга от меня была как бы за углом. Жало и горелку я туда ещё засуну, а вот руку с присадкой уже ни как - левая рука то же "за углом". Между пальцев присадку подогнул и "из-за угла" свободно её подаю. И таких ситуаций на дню бывает много. А этот пен хорош только за столом варить. ИМХО.
ИМХО. Руки все равно никто не отменит.)))
Руки как бы не совсем под хрен заточены. но и одно другому не помеха. Хотелось попробовать , но в наших "палестинах" живьем нет, ни у одного из диллеров. А заказывать в темную, за полтос баксов, как то не по феншую, ( горелка дешевле обошлась). Цена конечно сильно завышена, устройство простейшее, минимум деталей, да при массовом производстве, себестоимость должна быть не высокая, однако ж
Поэтому мы пойдем другим путем
Пару часиков неспешной возни, и работающая модель устройства (из экологически чистого текстолита)) ) в нашем распоряжении.
Первоначально приблуда была воплощена конструктивно , максимально близко к оригиналу, с целью потестить, понаблюдать в живую взаимодействие узлов.
Жаль конечно , что нет возможности пощупать настоящую. но на своей поделке сразу возникло желание внести некоторые коррективы. В оригинале обрезиненный ролик, з(а который на всех фотосесиях осуществляют подачу присадки) закреплен в корпусе жестко. а внешний диаметр присадки анонсирован 1-3мм, так на какой диаметр установлен неподвижный ролик? На максимальный, минимальный или на средний? получается(по крайней мере у меня) Что в зависимости от диаметра, присадка выдвигается с разным усилием. ну корочь решил я и его под пружинить . ну и как мне показалось корпус не очень удобно сидит в руке )) Вот что получилось в итоге
В результате модернизации )) машинка стало уверенно, с одним усилием подавать присадку от 0.6 до 4 мм.
Причем оказалось, крутить удобней не за обрезиненный ролик, (он за счет канавки между резинками больше выполняет функцию направляющей и ограничителя для присадки). а за тот с накаткой, подача более уверенная и информативная , без проскальзывания на присадке любой конфигурации, круг, лапшу, квадрат, плетенку
чегой то у меня сылки на ютуб кривые получаются
---
мод.svarnoi69 -исправил. Ага спасибо
В кинушке назад крутил проволока буксила, эт в стенку уперлась))
А этот пен хорош только за столом варить.
Костя , ну этот что показан в №1 посту то да он не работоспособен и нагреется быстро и пальцы рядом так что выпустите его из рук по реакции "самосохранение".
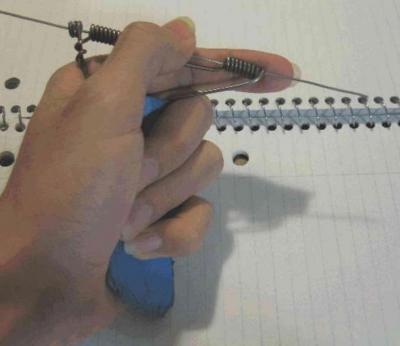
Но можно вот типа такого и он точно маде ин "колхоз" , но рука далеко да и пруток можно "сжигать" полностью второй вставляете и он толкает огрызок первого. И еще не маловажное обстоятельство пруток подается большим пальцем что привычнее аргонщику , указательным что то не то будет с ритмом . Да и конструкция последнего в разы проще.

P.S. Ustas_ , Ну и ради справедливости скажу что у вас очень хорошо все вышло , а чтобы не ожигать пальцы можно вставить "удлинитель" из чего либо , трубка , да тот же кусок стального канала от ПА горелки пойдет и в этом случаи пруток можно будет так же сжигать до конца.
BelaZZ , спасибо за "крутящее движение", а я и не знал, поэтому этот способ подачи у меня не получался. Просто большим пальцем вперёд-назад елозил. Попробую теперь с кручением. П.С. присадку подаю движением указательного и среднего пальца. Что бы кончик присадки не трепыхался пальцы надо почти не разгибать и частоту увеличить. Тогда не трепыхается. Но ваш способ лучше.
Да, спасибо. очень наглядно. Над заметить, на листе таки кончик погуливает, но зато в реальной ситуации,в родном 'окопе,' на 'бруствер' оперся.. все в цель))) Варить, так понимаю будем справа на лево?
Попадались мне анимашки, по методикам ручной подачи присадки,там другое движение, перетащу тож сюда, пусть будет в куче, глядишь кому и пргодится
По части приспособы,сдается мне, что в оригинальном варианте, у неё задачи поскромнее,не такие маштабные, точные, аккуратные.. работына небольших толщинах.
Присадкой толщиной в палец, на токах за 200 ампер, нафик такой прицел. Эт как у советского министра обороны:Точность наших ракет 100 метров, а воронка от них 300 метров, так что вероятность попадания в цель 100% ))
В реальной ситуации до такого вылета не доходит , да и скорость подачи не так высока , но если такое случается ( варить через зазор противоположную часть трубы ) , то или опора на прихватку используется , или на кромку , равно как и с подачей - или таким диаметром быстро подаёшь , или ( если зазор велик ) больший берёшь .
По поводу роликов со способами . На камеру можно как хочешь изобразить , но в реальной ситуации - чем проще , тем эффективнее и , зачастую , все "жонглёры" во время работы все финты оставляют в стороне . Для души можно поизгаляться , но когда метры отлетают , то не до выпендрёжа . Это как и с рисунком электродом .
Константин , оно само собой получается , потому что если только толкать , то кручения нет . Я уже над этим не зацикливаюсь , крутится или нет - идёт и идёт .
И справа налево , и снизу вверх , и сверху вниз (слева направо утратил навык за ненадобностью )
BelaZZ , Минут двадцать крутил пруток. Всё хорошо, но как только попадал на кривой участок, стопор.
Присадка нужна ровная, это единственный минус
sanec ,Абсолютно верно . Если попадается гнутая ( редко , но бывает ) , дохожу до изгиба , переворачиваю и с другой стороны гоню .
Сегодня забежал в мастерскую на пол часика. ну где ж ты горелкой не потыкаешь. подсадили блин на накоркотик маньяки.
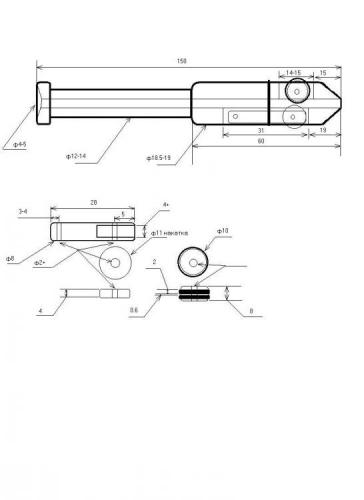
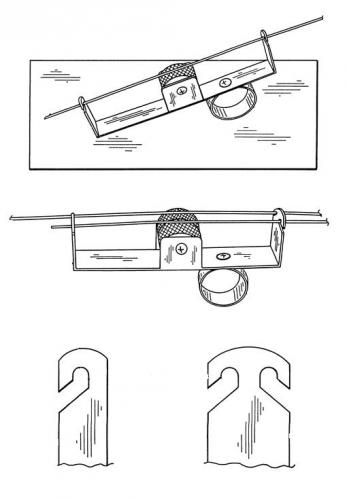
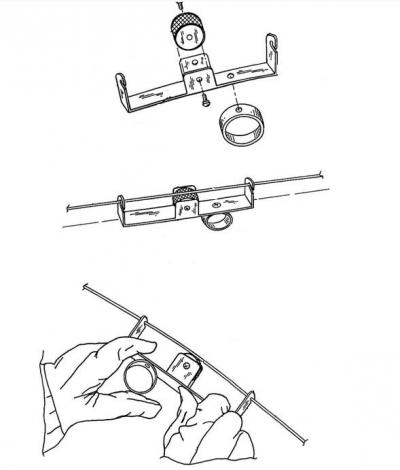
Вот обещанный эскизик, для желающих приобщится ( пока близкий к оригиналу, (как я его понял ) )
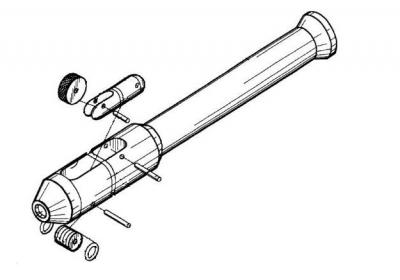
И для наглядности, картинки как он выглядит по задумке авторов.


Еси чо..мои доделки там не значительные, не требуют изменения конструкции
и не нужно никаких сложных устройств. из куска проволоки делается. кто-то на форуме уже такое делал вроде, но найти не могу.
Больше TIG PENисов хороших и разных



А вот ещё от любителей воевать комфортно
Простенько и со вкусом
BelaZZ ,Спасибо, тезка! Только вот начальство не всегда закупает пруток, а привезут катушку 2-ки . сам нарубил, выровнял и варишь- виляет она безбожно.
BelaZZ , спасибо за "крутящее движение", а я и не знал, поэтому этот способ подачи у меня не получался. Просто большим пальцем вперёд-назад елозил. Попробую теперь с кручением. П.С. присадку подаю движением указательного и среднего пальца. Что бы кончик присадки не трепыхался пальцы надо почти не разгибать и частоту увеличить. Тогда не трепыхается. Но ваш способ лучше.
А если на подушечку большого пальца чего нибудь нанести или наклеить с повышенным сцеплением. Колечко из резины например. Без прокрута будет идти.
А если на подушечку большого пальца чего нибудь нанести или наклеить с повышенным сцеплением. Колечко из резины например. Без прокрута будет идти.
То что пруток крутится , ни на что не влияет - от этого ни тепло , ни холодно . Можно пальцем его просто толкать (когда в крагах варю , то именно так это и происходит )
Когда только начинал "аргонить" , то перебрал кучу всяких одёжек для рук . Сейчас , с высоты прожитых лет , вспоминаю эти поиски удобного с улыбкой . Когда умеешь , то и в рукавицах сделаешь стык . А приблуды - неплохое подспорье , но не преминет подвернуться ситуация , когда механизмы сыграют злую шутку .
Ну и я свою технику подачи внесу и так меня учили аргонщики СССР .
Американская ну не как мне не нравится , а может все зависит от индивидуального "устройства" пальчиков каждого аргонщика .
Америка ну крайне не удобно
Ну и я и с Форсажем отработали в паре.
Валер - мастер! Я такого способа ещё не видел. То же попробую. Думал, что сегодня с прокрутом испытаю, но опять москвичи нам подгадили: завтра от них проверка приезжает и сегодня мы весь день страдали ПХД. Но завтра испытаю уже два способа. Лишь бы москвичи не задержались в наших пенатах .
С растройства сваял еще одну,)) по мотивам той смешой трубочки. гораздо лучше, ест всё.
Завтра попробую отфотить
Спасибо за видео. Постараюсь научиться. Очень понравилось. Пруток не гуляет
Нее. кино эт не моеUstas_ ,Огромный плюс за Вашу работу - собрать воедино все ухищрения "тиговцев" - на первых шагах это многим "облегчит" задачу ( в кавычках , потому что вопрос очень спорный ) . Ничто , поверьте на слово , ничто не заменит ручную подачу в "динамичном" сварочном процессе . Слишком много вводных , которые все эти "фичи" сведут на "нет" . Что самое обидное , разочарование будет горьким .
Нуу, работа не большая, в основном всё делается за 5 минут на коленке.. Мне самому было интересно, заодно с народом поделился.
Что касается 'облегчения', устройства эти конечно не панацея, но определенную пользу они могут принести, как на стадии обучения, так и в процессе выполнения каких монотонных однотипных работ, причем на базе этих закарючек, можно легко соорудить адаптер под свою руку. ручная подача, эт конечно святое, но на мой взгляд, одно другому не помеха.
Думающий спец, сходу раЗберется, какую технику ( внесения присадки) удобней использовать в данном конкретном случае. чтоб легче и качественней делать свою работу..
Чтобы новичкам правильнее понять, что такое подача проволоки вручную, наверное недостаточно просто посмотреть пару движений, но лучше сразу одеть "КРАГИ", попробовать как проволока "легко и просто" поддается твоим манипуляциям в крагах, ну и выбрать себе пару реалистичных вариантов. Да и не забыть, что в рабочей позе, с горелкой в одной руке и с присадкой в другой, все действие будет происходить вокруг маленькой расплавленной ванночки с очень близко расположенным кончиком вольфрама, в который нельзя попадать присадкой, а также нельзя выводить кончик присадки из под газовой защиты, плюс еще на практике попробовать какая скорость подачи потребуется от своих рук.
Аргонщики "СССР" наверное любили варить в вязанных, плотно облегающий и гибких перчатках - в этом случае можно себе позволить разные выкрутасы, а если надеть "американские" сварочные краги , пусть даже специально мягкие для TIG-а, то кроме просто удержания проволоки, без подачи, останется только пара "американских" вариантов.
1. Первый вариант - "Просто удержание" присадки, без проталкивания ее вперед, самый простой вариант для начинающих, самый точный и самый "недолгоиграющий";
2. Второй вариант- "Традиционная подача" присадки, - передний конец присадки удерживается между указательным и средним пальцами, а задний - в "ямке" между большим пальцем и ладонью (на видео показано стрелкой). Подача может осуществляться различными комбинациями движений, как просто проталкиванием задней части большим пальцем, так и вместе с вытягиванием передней указательным и средним, в общем зависит от удобства и навыков;
3. Третий вариант - "Хват указательным пальцем" (почему-то он так его назвал, наверное не знал что это "хват аргонщиков СССР" ), - передняя часть присадки зажимается между безымянным и средним пальцем (или мизинцем), а задняя - между большим и указательным, он не сильно хорошо им владеет, да и не удобный это вариант в крагах, наверное.
4. Четвертый вариант - "Хват Кейна" (типа по имени сварщика, который хорошо варит этим способом в Интернетах) - передняя часть прихватки зажимается между большим и безымянным пальцем, а задняя - между указательным и средним, подача осуществляется естественным способом - перехватом между двумя парами пальцев.
В вязанных перчатках (или без ), очень аккуратным и удобным может быть такой вариант подачи:
Устройство подачи TBi PenFeeder - повышаем производительность TIG-сварки

Для решения производственных задач мы предлагаем нашим партнерам наиболее экономически выгодные технологические решения на базе современного надежного сварочного оборудования и высококачественных материалов. Компания «ДельтаСвар» предлагает Вашему вниманию разработку немецкой компании TBi - устройство подачи присадочной проволоки для ручной TIG- сварки «TBi PenFeeder».
TBi PenFeeder разработан в качестве переносного устройства подачи присадочной проволоки и предназначен для ручной TIG-сварки, а также лазерной и плазменной сварки. Устройство подачи TBi PenFeeder разработано для повышения производительности процесса сварки, а также улучшения качества сварных соединений выпускаемой продукции. Подача проволоки осуществляется нажатием на кнопку приспособления WirePen, что делает процесс сварки максимально комфортным и удобным для персонала. Данное устройство исключает остановки процесса сварки, для того, чтобы взять или заменить пруток, а также значительно снижает переутомление сварщика. Присадочный материал на катушке позволяет избежать дополнительных затрат. Даже сварщики, имеющие небольшой опыт работы в области TIG-сварки, быстро достигают хорошего результата благодаря использованию данной системы. Стабильная подача проволоки при сохранении высокой скорости как на 2-х, так и 4-х тактном режимах работы.
Скорость подачи проволоки устройства TBi PenFeeder плавно настраивается с помощью потенциометра. На цифровом экране всегда отображается фактическая скорость.
Для удобства подачи присадочной проволоки во время сварки используется приспособление TBi WirePen. Его удобно держать и им легко управлять. Благодаря встроенным кнопкам, подачу проволоки можно регулировать одной рукой без особых усилий.

С технической информацией Вы можете ознакомиться здесь.
В стандартную комплектацию входит: Насадка под проволоку 1.2 мм. Насадка под проволоку 1.4-1.6 мм. Ролик для стальной проволоки 1.2/1.6 мм.
Преимущества подающего устройства TBi PenFeeder:
- Независимость от сварочного аппарата
- Автоматическая подача проволоки практически с неограниченным количеством присадочного материала (позволяет сделать процесс сварки более комфортным и менее утомляемым для рабочего персонала).
- Исключается необходимость регулировать подачу присадочного материала в сварочную ванну, что повышает качество и геометрические параметры сварного соединения
- Повышение производительности, т.к. сварщику не нужно прерывать процесс сварки для замены присадочного материала
- Экономия на стоимости присадочного материала (присадочный материал подается с катушки, поэтому используется максимально)
Произведем приблизительный расчет расхода присадочного материала при подаче вручную:
Для примера возьмем проволоку Св-08Г2С диаметром 1.6 мм, стандартная длина присадочного материала 1м. С каждого метра присадочного материала в отходы уходит от 100 до 130 мм материала, т.к. сварщику становится невозможно удерживать такой короткий огарок проволоки и подавать его в зону сварки, а также возможно получить ожог рук.
Итак, с каждого метра присадочного материала мы теряем 100-130 мм проволоки, приблизительная длина 15 кг проволоки диаметром 1.6 мм = 950,8 м.
950,8 м умножаем на 0.1 м (остаток с каждого метра проволоки) получаем 95,08 м проволоки, что примерно = 1.5 кг присадочного материала.
Получается, что с каждых 15 кг проволоки диаметром 1.6 мм мы выкидываем в отходы 1.5 кг присадочного материала. А со 150 кг - 15 кг проволоки!
Устройство TBi PenFeeder исключает эти потери, т.к. проволока подается в зону сварки через устройство TBi WirePen. С 15 кг катушки остается только 3м проволоки в проволокопроводе, которую без особого труда можно извлечь и использовать вручную.
С уважением,
Шагбанов Евгений
специалист по сварочному оборудованию

Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи. .

Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования. .

Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург! .

Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах. .

Новая линейка оборудования EWM XQ – квинтэссенция инноваций
Тысячи сварочных аппаратов от компании EWM AG успешно выполняют свою задачу на предприятиях России самых разных отраслей, начиная с энергетики и пищевой промышленности, заканчивая – военной и авиационной. Время – объективный критерий. Именно время позволяет оценить качество оборудования, которое выполняет свои задачи каждый трудовой день. Согласно статистике наших клиентов, 10 лет – не возраст для сварочных аппаратов, на корпусе которых гордо расположены три буквы – EWM. .
Читайте также: