Полярность при аргонодуговой сварке
Обновлено: 05.10.2024
В статье «Электрическая дуга» подробно рассказано, что такое сварочная дуга. В данной статье речь пойдет о свойствах сварочной дуги в среде инертного газа – аргоне или гелии.
Характеристики сварочной дуги различны в зависимости от выбранного защитного газа. Любой дуговой заряд поддерживается благодаря тому, что между электродами заключено ионизированное пространстве, в котором наблюдается движение ионов и электронов от одного электрода к другому.
В среде двухатомных газов электроны при своем движении теряют больше энергии, чем при движении в среде аргона или гелия, так как при этом происходит много неупругих столкновений. Это и ведет к большой потере энергии, ионизация молекул сопровождается их диссоциацией. Данный процесс одновременно обусловливает и меньшую подвижность свободных электронов. Подвижность их в среде инертного газа в несколько раз больше чем в среде активных газов, что увеличивает вероятность возбуждения и ионизации нейтральных частиц газа. При разряде в среде двухатомного газа в дуговом промежутке образуются отрицательные ионы, которые затрудняют движение электронов из-за увеличения электрического сопротивления, чего не наблюдается в среде инертных газов.
Отсутствие отрицательных ионов снижает коэффициент рекомбинации, что ведет к увеличению стабильности разряда. В аргоне и гелии меньше вероятность самопроизвольного прекращения разряда, чем в других газах, так как первые обладают меньшими потенциалами зажигания самостоятельного разряда. Катодное падение напряжения минимально, поэтому для поддержания разряда требуется минимальное напряжение. Нахождение атомов аргона и гелия в метастабильном состоянии облегчает ступенчатую ионизацию газов, а это ведет к тому, что потенциал горения дуги оказывается ниже ионизационного потенциала газов.
Обычно потенциал возбуждения и ионизации инертных газов выше соответствующих потенциалов паров металла, азота и кислорода, что затрудняет зажигание дуги переменного тока при ее питании от обычных трансформаторов. Во время сварки в среде гелия при одинаковой силе тока напряжение дуги на электродах, состоящих из W - Me (металл), Al - Al, Ti - Ti, значительно выше, чем дуги в аргоне. При сварке стали напряжение между железными электродами очень низкое, примерно 8 - 10 В.
Дуга в гелии имеет большую проплавляющую способность и менее концентрирована, она создает более равномерную форму проплавления, чем дуга в аргоне, а последняя обеспечивает большую глубину проплавления в центре. Перепад напряжения в столбе дуги в гелии больше, чем в аргоне, поэтому изменение длины дуги в гелии более заметно сказывается на напряжении и общей тепловой эффективности.

Изменение формы проплавления в зависимости от свойства инертного газа
В зависимости от того, какой инертный газ применяется, меняется поверхностное натяжение на границе металл - газовая фаза. Так, поверхностное натяжение жидких хромоникелевых сталей аустенитной структуры при сварке в гелии заметно меньше, чем в аргоне. Указанное обстоятельство сказывается на формировании поверхности усиления шва. В гелии наблюдается более плавный переход усиления к основному металлу, что иногда ведет к уменьшению концентрации напряжений в этом районе и улучшению работоспособности сварного соединения. Поэтому в ряде случаев становится целесообразным применение аргоно-гелиевых смесей в разных пропорциях смешения.
Дуга, горящая между вольфрамовым электродом и металлом в среде аргона, имеет свои особенности. Статическая характеристика такой дуги в аргоне, как и дуги под слоем флюса, имеет положительный характер. Это объясняется охлаждающим действием газовой струи и высокой плотностью тока на вольфрамовых электродах, которая составляет 10-90 А/мм 2 . На рисунке ниже приведены статические характеристики для вольфрамовой дуги, горящей в аргоне. Можно видеть, что при больших токах и малых дуговых промежутках напряжение на дуге Uд меньше потенциала ионизации Uп.
- для аргона Uп = 15,7 В
- для гелия Uп = 25,4 В
Минимальное напряжение на дуге приближается к потенциалу возбуждения аргона, метастабильное состояние которого, вероятно, в этом случае играет значительную роль. Градиент напряжения в гелии для больших дуговых промежутков больше, чем для малых промежутков. Обратное явление наблюдается в аргоне. Здесь расход газа и диаметр электрода мало отражаются на характере зависимости напряжения дуги от ее длины, а в гелии, наоборот, напряжение дуги можно изменять, меняя расход газа. Свойства дуги, горящей в аргоне между вольфрамовым электродом и металлом, могут меняться в зависимости от свойств металла и состава газовой смеси.

Статические характеристики вольфрамовой дуги в аргоне для различных длин дуг
Технологические свойства вольфрамовой дуги при сварке ухудшаются из-за выпрямления переменного тока (если он применяется) и появления в цепи составляющей постоянного тока.
Анализ этого явления, проведенный по осциллограммам, показывает, что степень выпрямления тока в дуге зависит от различия термических временных постоянных материала электродов (теплоемкости, умноженной на величину, обратную теплопроводности). Чем больше разность этих постоянных, тем больше степень выпрямления тока в дуге. При разных материалах электродов разность их температур во время горения дуги пропорциональна разности термических временных постоянных. Однако различие температур катода в разные полуциклы горения дуги ведет к появлению составляющей постоянного тока, и степень выпрямления оказывается пропорциональной разности термических временных постоянных материалов электродов. Наряду с различием теплофизических свойств электродов на выпрямляющее действие дуги в аргоне сказывается и изменение геометрической формы электродов. Наибольшее значение составляющей постоянного тока, обусловленное различием теплофизических свойств, наблюдается для дуги, возникающей при использовании электродов системы W - Al.

Uхх – напряжение холостого хода
Uд - напряжение на дуге
Iд – сила сварочного тока
Постоянная составляющая в сварочной цепи переменного тока для дуги системы W – Al в аргоне
В полупериодах, когда катодное пятно расположено на вольфрамовом электроде (прямая полярность), из-за мощной термоэлектронной эмиссии катода создаются благоприятные условия для возбуждения и горения дуги при низком напряжении. В полупериодах, когда катодное пятно находится на алюминии (обратная полярность), катод холодный и термоэлектронная эмиссия затруднена. В данном случае для возбуждения дуги требуются более высокие максимальные (пиковые) значения напряжения, а горение дуги будет происходить при большем значении напряжения, чем в предыдущий полупериод. При сварке на малых токах возбуждение дуги в полупериоды обратной полярности может не произойти вообще, и дуга станет «выпрямительным вентилем». Это ведет к резкому ухудшению стабильности ее горения. При наличии постоянной составляющей и значительно увеличивается сопротивление магнитопровода трансформатора и понижается мощность, отдаваемая дуге. При уменьшении тока в полупериоды обратной полярности затрудняется катодная очистка свариваемых кромок и поверхности сварочной ванны от тугоплавких окисных пленок. Поэтому установки для сварки вольфрамовой дугой (особенно алюминия и его сплавов) должны содержать специальные устройства (стабилизаторы, импульсные возбудители, батареи конденсаторов, полупроводниковые вентили), либо подавать импульсы в полупериод обратной полярности для облегчения зажигания дуги или частичного (полного) подавления возникшей постоянной составляющей тока.
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий - высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
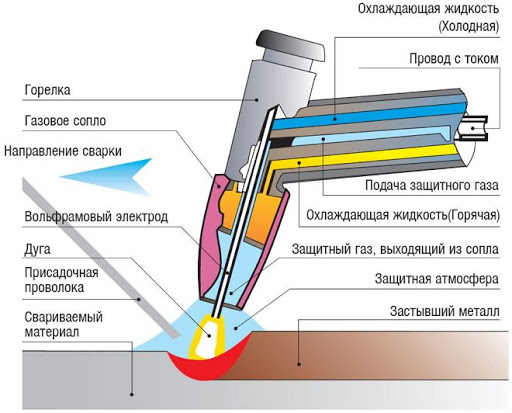
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
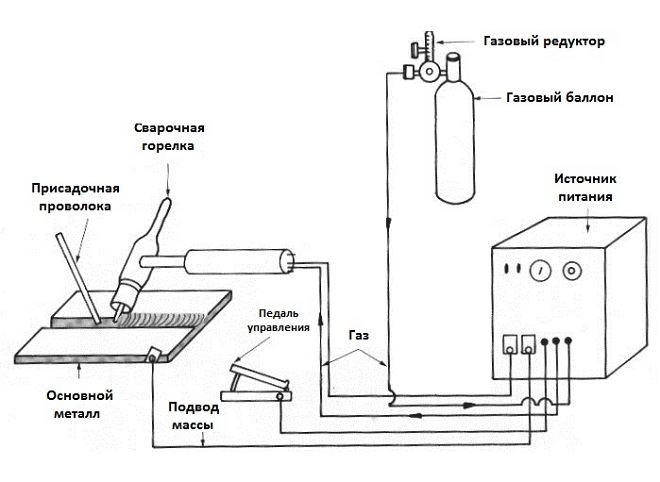
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Разумная ценовая политика, гибкая система скидок, интересные акции
Наличные, банковские карты, карты рассрочки, работаем с юр. лицами
Оригинальный товар, возможность возврата, сервисная поддержка, чек
Осуществляем доставку заказов в любую точку Беларуси 6 дней в неделю
Вы смотрели

Горелка сварочная MIG MAG WG-15AK (3м, 180А) SOLARIS (WG-15AK3)
Аргонодуговая сварка TIG
Аргонодуговая TIG сварка – универсальная технология сваривания металлических изделий при помощи вольфрамовых электродов. Она позволяет создавать сплошные швы на тонких деталях из неферромагнитных материалов и их сплавов. Сварка TIG активно используется в отраслях тяжелой промышленности, в автосервисах и небольших мастерских.

История появления
В конце XIX столетия американский ученый Чарльз Коффин впервые использовал инертные газы для сваривания изделий из металла. Его исследования были основаны на опытах русских физиков Василия Петрова и Николая Славянова, открывших дуговой метод сварки деталей. Новая технология не позволяла сваривать заготовки из алюминия и магния, что обусловлено изменением степени окисления материалов при взаимодействии с воздухом.
В 30-х гг. XX в. технология TIG сварки была усовершенствована американскими учеными Расселом Мередитом и Нортропом Эйкрафтом. В 1941 г. инертные газы стали активно применяться для сваривания магния на постоянном токе. Спустя несколько лет специалисты компании Northrop Corporation начали использовать технологию ТИГ для соединения алюминиевых, магниевых и никелевых деталей. Это способствовало развитию авиационной промышленности и ракетостроения.
Сущность процесса сварки TIG
В переводе с английского языка аббревиатура TIG означает “вольфрам + инертный газ” (Tungsten + Inert Gas). Принцип работы ТИГ сварки заключается горении электрической дуги в аргоне. Этот инертный газ тяжелее воздуха. Он защищает свариваемые материалов от воздействия кислорода. Аргон предотвращает окисление металлов. В результате образуется аккуратный и прочный сварной шов.

Электроды для аргонодуговой сварки изготавливаются из вольфрама. Температура плавления этого химического элемента составляет 4000 °С. Он может работать со всеми разновидностями стали. Чтобы сварить прочный шов, нужно периодически производить заточку вольфрамового электрода. Эта процедура позволит увеличить срок эксплуатации электрического проводника и снижает риск сокращения его ресурсных показателей. Выделяют следующие значение углов заточки электродов:
- 10–20 °С: при малой силе электротока.
- 20-30 °C: при средних значениях тока.
- 60-120 °C: при повышенной силе электротока.
Если угол заточки меньше 20 °С, то физические свойства вольфрамового электрода изменятся. При высоких температурах (свыше 90 °C) устойчивость электрической дуги во время горения снижается. Заточку необходимо производить вдоль поверхности электрического проводника, чтобы не деформировать его. Точение осуществляется при помощи болгарок, кругов из мелкозернистых абразивных материалов и наждачной бумаги. Для обеспечения высокой точности заточки рекомендуется закрепить электрод на стержне шуруповерта или дрели.

Заточенный электрический проводник закрепляется на конической трубке, расположенной на сопле горелки. Часть электрода накрывается футляром, предотвращающим короткое замыкание. Для TIG сварки необходимо использовать горелки РГА-150 или РГА-440. Их основные параметры указаны в ГОСТ 5.917-71.
ГОСТ 5.917-71 Горелки ручные для аргонодуговой сварки типа РГА-150 и РГА-400
Горелка с электрическим проводником помещается в сварочную ванну с инертным газом. В результате электрод изолируется от кислорода. Запуск аргона контролируется при помощи функциональных кнопок на горелке. Во время настройки горелки рекомендуется увеличить вылет электрода. В этом случае электрическая дуга сможет сваривать труднодоступные элементы металлических заготовок.
В процессе аргонодуговой сварки плавящимся электродом происходит разжигание электрической дуги. Во время ее горения расплавляются кромки свариваемых деталей. В сварочных ваннах без газа электронная дуга не сможет стабильно гореть. В результате увеличится пористость шва, снижающая его прочность.

При ТИГ сварке не рекомендуется применять неплавящиеся электроды. В этом случае электрическая дуга не загорится при взаимодействии вольфрамового проводника с металлической поверхностью. При розжиге дуги неплавящимися электродами образуется слабая искра, что обусловлено высокой степенью ионизации инертного газа.
Если в процессе TIG сварки между свариваемыми металлами образуется зазор, то нужно использовать присадочную проволоку. Это приспособление позволит создать прочный шов, не подвергающийся разрывам или изломам. Диаметр проволоки зависит от ширины свариваемых заготовок и формы шва.
Для создания прочных соединений металлов при помощи технологии TIG используются следующие приборы:
- Источник электрического тока – блок питания.
- Осциллятор – устройства для вырабатывания высокочастотного тока, разжигающего электрическую дугу.
- Инвертор – прибор, преобразующий постоянный ток в переменный.
- Баллоны с инертным газом.
- Редуктор – устройство для преобразования передаваемых мощностей в полезную работу.
- Газовая горелка.
- Соединительные коннекторы и крепежные механизмы.
При помощи этого оборудования можно сваривать изделия из нержавейки, латуни, меди и бронзы.
Чтобы правильно выбрать приборы для TIG сварки, нужно учитывать следующие факторы:
- напряжение блока питания;
- наличие опции смены полярности;
- возможность сваривания толстых деталей в течение длительного периода времени;
- наличие жидкостной системы охлаждения, предназначенной для понижения температуры горелки;
- возможность регулировки работы инвертора при помощи дисплея;
- способность работать на производственных линиях.

Основным аппаратом для аргонодуговой сварки является сварочный инвертор. Он способен конвертировать постоянный ток в переменный, изменяя значение его частоты. Сварочный инвертор обладает следующими достоинствами:
- Высокая эффективность и прочность конструкции, что позволяет создавать швы высокого качества за короткий промежуток времени.
- Автономность работы. Во время эксплуатации сварщик может менять местоположение инвертора.
- Компактность. Прибор имеет небольшой размер и весит не более 3 кг.
- Высокий КПД, что позволяет создавать большое количество швов при минимальных ресурсных затратах.
- Низкий расход электроэнергии, что позволяет сэкономить множество финансовых средства.
- Низкая сложность управления. Сварщик может регулировать плавную подачу тока в ручном режиме.

Сварочный инвертор можно сконструировать в домашних условиях при помощи графических схем. Для этого нужно приобрести комплект шлангов, осциллятор и устройство для задержки подачи электротока. Самостоятельная сборка сварочного инвертора позволит сохранить большое количество денежных средств. Для осуществления монтажных работ человек должен знать основы механики и иметь опыт работы с платами и небольшими деталями.
Применение
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.

ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.
Преимущества и недостатки
Выделяют следующие преимущества аргонодуговой сварки:
- При сваривании металла его поверхность не деформируется, что обусловлено узкой зоной прогрева.
- Сварочный шов не требует очистки.
- Экологичность: ТИГ сварка не оказывает негативное влияние на окружающую среду.
- Универсальность: этот метод сваривания металлов можно применять при обработке деталей разной толщины и формы.
- Низкая сложность технологического процесса. Сваривание изделий при помощи технологии TIG могут производить сварщики, не имеющие высокой квалификации.
- Аргон не позволяет свариваемым деталям взаимодействовать с кислородом, что позволяет увеличить прочность сварочного шва.

ТИГ сварка имеет следующие недостатки:
- Высокая стоимость используемого оборудования.
- Низкая эффективность при сваривании изделий на открытом воздухе. Для защиты металлов от кислорода необходимо увеличивать подачу инертного газа, что приводит к перерасходу ресурсов.
- Для обработки труднодоступных участков необходимо дополнительно обрезать электрод или увеличивать его вылет.
- При использовании функции TIG Lift во время эксплуатации сварочных инверторов на поверхности заготовок могут возникнуть следы.
Основные недостатки ТИГ сварки зависят от профессиональных навыков сварщика и опыта работы.
Сварочный источник питания
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети. Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду. При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:
| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 | |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.

Влияние полярности тока на процесс сварки TIG
Сваривание металлов при помощи технологии TIG может осуществляется различными способами. Режиме аргонодуговой сварки зависят от полярности. Этот параметр определяет характер взаимодействия инертного газа и электрода. Выделяют 2 разновидности полярности:
- Прямая: повышенный ввод тепловой энергии в свариваемое изделие. Отличается узкой зоной расплавления.
- Обратная: повышенный ввод тепла в электрод. Зона расплавления отличается небольшой глубиной.
Обратная и прямая полярности отличаются несимметричностью выделения тепла. Этот параметр характеризуется напряжением в отдельных областях дуги и видом тока.

Постоянный ток
Во время сваривания деталей при постоянном токе применяется прямая полярность. Сварка в этом режиме имеет следующие преимущества:
- Низкий расход электрической энергии.
- Позволяет обрабатывать узкие участки деталей.
- Увеличение скорости и эффективности сваривания.
Сварка при постоянном токе отличается высокой сложностью технологического процесса, поэтому она используется редко.
Переменный ток
Во время сваривания заготовок при переменном токе используется обратная полярность. В этом режиме смена полюсов осуществляется в автоматическом режиме. Переменный ток обеспечивает стабильность горения электрической дуги. Он позволяет очистить поверхность металлов от оксидной пленки, что улучшает качество шва. Сварка при переменном токе отличается низкой сложность технологического процесса и часто используется на крупных производствах.
Техника сваривания
Сварка TIG производится по следующему алгоритму:
- Сборка сварочного аппарата: соединение инвертора с осциллятором, накрутка редуктора, подготовка баллона с аргоном, подключение горелки.
- Очистка свариваемой поверхности.
- Подача инертного газа.
- Включение горелки и розжиг электрической дуги.
- Регулировка движения дуги, подача проволоки.
- Формирование шва.
Во время сваривания горелку необходимо держать в левой руке. Угол между электродом и проволокой должен составлять 90°. Электрический проводник нужно расположить на расстоянии 0,2 см от свариваемой поверхности. Важно правильно настроить подачу аргона, газ должен подаваться перед включением источника питания.

Основные параметры режима ручной сварки TIG
Режим ручной аргонодуговой сварки имеет следующие параметры:
- сварочный ток: характеризуется полярностью и силой;
- диаметр электрода;
- скорость сваривания;
- сила тока;
- расход защитного газа.
Существуют также дополнительные параметры ручного режима сварки TIG. К ним относятся положение шва, покрытие электрода и толщина свариваемых деталей.
Особенности сварки алюминия и алюминиевых сплавов
Сварку алюминия необходимо производить при переменном токе, что позволит очистить поверхность металла от оксидной пленки. Перед свариванием необходимо обезжирить заготовки с помощью растворителя. Во время обработки алюминия присадочная проволока должна перемещаться вдоль шва. Ее нужно расположить перед электрическим проводником. Наивысшее качество шва при сваривании алюминия обеспечивается при сварке деталей в горизонтальном положении.

Основные международные обозначения, относящиеся к сварке TIG
Сокращение TIG официально используется для обозначения процесс аргонодуговой сварки на территории Европе. Здесь также используются следующие аббревиатуры:
- TIG-DC – ТИГ на постоянном токе.
- TIG-AC – ТИГ на переменном токе.
- TIG-HF – ТИГ с механизмом бесконтактного розжига дуги.
- TIG-LIFT ARC – ТИГ с контактным розжигом дуги.
В Германии для обозначения TIG сварки используется аббревиатура WIG (Wolfram-Inertgasschweiben).
Ошибки при TIG сварке
Основной ошибкой при ТИГ сварке является быстрое сгорание электрода, обусловленное некорректной полярностью и малым расходом аргона. В этом случае на шве могут появиться частицы вольфрама. Нестабильность горения дуги обуславливается загрязненностью электрода и присутствием конденсата на металлической поверхности. При быстром отключении инертного газа изменяется цвет шва и появляется желтый дым.
Правила безопасности
При сваривании деталей с помощью технологии TIG нужно соблюдать технику безопасности:
Прямая и обратная полярность при сварке
Полярность тока является одним из основных параметров, определяющих особенности сварки металлических конструкций. Этот параметр влияет на температуру стержней с электропроводным материалом. При обработке изделий током с прямой или обратной полярностью важно учитывать основные схемы подключения, толщину заготовок и технические параметры электродного стержня.

Полярность при сварочных работах
При ручной дуговой сварке подача присадочной проволоки осуществляется в автоматическом режиме. Сваривание деталей по технологии РДС осуществляется при постоянном токе. К клеммам сварочного инвертора нужно подключить кабели массы и электрода. Они обозначаются знаками “+” и “-“. Полярность определяет способ подсоединения проводов к клеммным колодкам полуавтомата. Этот этого параметра зависит характер движения элементарных частиц, что воздействует на сварочный процесс. Если полуавтоматический прибор для сварки функционирует при переменном токе, то сварщик не сможет поменять полярность
При сварке с прямой полярностью кабель с электродным стержнем соединяется с контактом “минус”, провод с прищепкой – с разъемом “плюс”. Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.

Изменять местоположение кабелей необходимо при обработке легированных изделий. Полярность меняется при различных функциональных режимах сварочного аппарата. Они определяются размерами и материалом изготовления свариваемых изделий. Прямое подключение кабелей используется при проведении сварочных работ на открытом воздухе. В данных условиях детали соединяются с применением трубчатой нити из алюминия, заполненной порошкообразным веществом. В этих условиях можно сваривать толстые металлические пластины.
Смена местоположения кабелей осуществляется при следующих условиях:
- При наличии защитных газ, предназначенных для изолирования металлов от воздействия оксидов и ускорение нагрева дуги.
- При использовании флюсовых присадок, необходимого для создания однородного диффузного слоя.
При прямой и обратной полярности формируются анодные и катодные пятна. Анодное облако является наиболее горячим. Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.

Смена полярности позволяет сварщику увеличить глубину сварочного шва и обрабатывать конструкции с шириной менее 0,3 см. Сварка на прямой и обратной последовательности предоставляет возможность регулировать расположение дуги, что снижает скорость нагрева свариваемых изделий.
Выделяют следующие особенности сварки MMA с прямой полярностью:
- Позволяет получить прочный, узкий и глубокий сварочный шов.
- Облегчает сварку изделий, в составе которых отсутствует железо, и деталей толщиной более 0,3 см.
- Стабильность и устойчивость электрической дуги к срывам.
- Сварка невозможна, если применяются металлические стержни с электропроводным материалом, работающих при переменном токе.
- Высокое качества раскройки обрабатываемых заготовок.
- Воздействует на химический состав свариваемых изделий.
- Высокой коэффициент наплавки при нагревании сварочной дуги в аргоновой или гелиевой среде.
- Низкие темпы нагрева стержня электрического проводника или присадочной проволоки. Благодаря этому свойству при сварке модно применять инверторы, функционирующие при высокочастотных токах.
- Снижает процент внедрения карбона в массу свариваемого изделия.
РДС сварка при обратном подключении обладает следующими отличиями:
- Большая толщина и низкая глубина шва.
- При соединении тонких пластин их поверхность не деформируется.
- Нестабильность дуги, поэтому для сварки нельзя применять инверторы, работающие на невысоких токах.
- Низкий риск прожога поверхности металла, что обусловлено отбортовкой свариваемых поверхностей.
- При сваривании нельзя использовать стержни, разрушающихся при воздействии высоких температур.
- Требует минимизации зазора между свариваемыми частями.
- Низкий потенциал напряжения электротока.
- Сварка производится прерывистым швом.
При неправильном выборе полярности заготовки могут частично расплавиться, что приведет к возникновению кипящих брызг в сварочной ванне.
Подключение по схеме прямой полярности
При сварке током прямой полярности клеммная колодка “+” соединяется с обрабатываемым изделием. Подключение электродного стержня к контакту “-“ осуществляется через дуговой промежуток. При сварке с прямой полярностью электрический проводник будет нагреваться медленнее, чем металл. Поэтому температура между ними отличается на 700 °C. Во время сварки с постоянным током обратной полярности концы электродного стержня будут нагреваться сильнее поверхности заготовки. При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.

Образование сварочной ванны – основная задача при сварке током прямой полярности. Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
Подключение по схеме обратной полярности
При сварке постоянным током обратной полярности кабель с электродным стержнем необходимо подсоединить к “плюсу” инвертора, кабель на металл – к “минусу” инвертора. В этом случае роль катода выполняют поверхности заготовок, электрод становится анодом. В результате образуется рассеянная зона контакта между электрической дугой и свариваемым металлом. При сварке с обратной полярностью точка максимального разогрева размещается на металлическом стержне. В результате увеличивается глубина проплавки металлической поверхности.
Выбор режима полярности
Выбор полярности зависит от следующих факторов:
- Возможность прожога обрабатываемых заготовок.
- Наличие легированных сталей или нержавеющих сплавов железа в составе свариваемых изделий.
- Вероятность соединения металлических пластин малой толщины.

При смене полярности необходимо учитывать, что на аноде выделяется большое тепловой энергии, чем на катоде. Изначально сварочные аппараты работают по схеме прямого подключения. Сварщику необходимо изменять местоположение кабелей с электродным стержнем и прищепкой на металл при сваривании конструкций с разным поперечным сечением и толщиной. Для выбора правильного режима подключения проводников, необходимо учитывать следующие характеристики, определяющие особенности сварки:
- Расстояние между верхними и нижними поверхностями заготовок: основной фактор, воздействующий на структуру шва во время сварки постоянным током. При обработке толстых изделий необходимо прожечь поверхностью металлов. Это позволит увеличить площадь соприкосновения, что позволит сварной проволоке заполнить пустоты в поверхностях заготовок. В этом случае необходимо использовать сварку с прямой полярностью. Если нужно обработать изделия малой толщины, то нужно подавать отрицательный заряд на металл, положительный – на стержень электрода. Иначе на месте сварки могут образоваться небольшие отверстия или неровные швы.
- Сила тока: этот параметр определяет степень прогрева металла и электродов. Чем сильнее электроток, подаваемый сварочным инвертором, тем интенсивнее происходит процесс горения дуги. Сила тока зависит от расположения свариваемой поверхности. Если заготовка размещена горизонтально, то данный показатель уменьшается на 15%.
Также для определения полярности нужно знать материал изготовления обрабатываемой заготовки, ее толщину и параметры электродного стержня. Определить эти показатели можно в руководстве к сварочному прибору. В нем производитель оборудования указывает обстоятельства для смены полярности.
Толщина края металлической заготовки
Сваривание конструкций с толстыми краями необходимо подключать клеммы инвертора по схеме прямой полярности. В данных условиях дополнительное тепло будет концентрироваться в местах плавки. Это способствует увеличение глубины сварочного шва. Поверхности деталей смогут плотно соединиться без деформации. При обработке тонкого металла необходимо применять обратную полярность. Края детали во время сварки не должны перегреваться. Иначе снизятся качество шва и прочность соединения.

Разновидность металла
При обработке металлических поверхностей из разных материалов необходимо соблюдать следующие правила:
- Изделия из алюминия свариваются при прямом подключении. Алюминиевые детали имеют высокую теплопроводность и небольшой вес. Отличительным свойством этого металла является высокая степень окисления. Поэтому при сварке на алюминиевых заготовках формируется пленка. Она не позволяет деталям плотно соединиться. Прямая полярность снижает число образующихся окислов и образует сварочную ванну до появления оксидной пленки. При обработке рекомендуется использовать инертные газы. Они f линейного расширения и литейной усадки, высоким коэффициентом теплопроводности и низкой устойчивостью к межкристаллической коррозии. Эти свойства увеличивают риск сквозного проплавления и деформации металла. Поэтому детали из сплавов железа не требуют дополнительного тепла. При изменении полярности во время сварки рекомендуется использовать инверторы, поставляющие электричество с низкой силой тока.

Цветные металлы необходимо плавить при помощи электродных стержней из вольфрама по схемам прямой полярности.
Тип электрода
Для определения полярности необходимо учитывать основные характеристики электрода: разновидности анодного пятна, разновидность флюса и температура. Выделяют следующие виды электрических проводников в зависимости от технических характеристик:
- ЦЛ-11: применяются при сварке по схемам обратной полярности. Эти электроды способны обрабатывать поверхность металлов из плотной нержавеющей стали и иных сплавов железа с высокой устойчивостью к воздействию коррозии. Они обеспечивают высокое качество шва без разрушения защитного слоя металла. Электродные стержни ЦЛ-11 покрываются специальным раствором из фосфора и калия. Он защищает сварочный шов от негативного воздействия окружающей среды. Электрические проводники ЦЛ-11 нужно хранить в сухих помещениях. При их эксплуатации рекомендуется использовать короткие дуги, что обеспечивает лучшую проплавку металла.
- НИАТ-1: применяются для соединения деталей небольшой толщины при подключении кабелей по схеме обратной полярности. Эти электроды обладают антикоррозийными свойствами. Они устойчивы к большим нагрузкам. Данные проводники увеличивают прочность сварочного соединения. В состав электрических проводников НИАТ-1 входят магний, молибден, углерод, никель и силикаты. Эти химические элементы обладают невысоким коэффициентов наплавки (до 10 г/Ач), что увеличивает производительность электрода. Перед эксплуатацией электрических проводников рекомендуется подвергнуть их термической обработке в специализированных печах. Прокалку электродов необходимо проводить в течение 1 часа.
- ОЗЛ-8: используются при обработке цветных металлов током прямой полярности. Они могут функционировать в рабочей среде с температурой ниже 1000°C. Эти электрические проводники имеют антикоррозийные свойства. Поэтому они могут применяться для обработки легированных сталей. Электродные стержни ОЗЛ-8 изготавливаются на основе небольшого стержня из сварочной проволоки диаметром до 5 мм. Коэффициент наплавки данных электрических проводников составляет не более 13 г/Ач, предел текучести – 400 МПА. Для наплавки 1 кг сварочного шва требуется 600 г электродов ОЗЛ-8.

При использовании электродов необходимо соблюдать следующие правила:
- Перед процессом сваривания металлических деталей тщательно очистить стержни электрического проводника.
- Обработать свариваемые детали химических раствором, защищающим их поверхность от пыли и иных видов загрязнений. Он также придает металлу блеск.
- При использовании новых электродов нужно предварительно осуществить их прокалку в специальных сушильных печах.
- В процессе сваривания заготовок требуется держать электродный стержень перпендикулярно оси сварочного шва.
- Держать электрическую дугу на расстоянии 3 мм от свариваемых кромок.
- Во время сварки нельзя совершать резкие рывки. В противном случае изменится рисунок шва.
- Чтобы избежать образования пористых поверхностей, необходимо очистить обрабатываемые изделия от шлаков и остатков расплавленного электрода.
- Нельзя допускать резкое понижение температуры электрического проводника. Иначе инструмент может частично деформироваться.

Нюансы эксплуатации электродов при разных полярностях указаны в инструкциях, составляемых при изготовлении этих инструментов. Они публикуются на официальных сайтах производителей электрических проводников.
Читайте также: