Полярность при сварке тиг
Обновлено: 16.05.2024
Немного теории – для того, чтобы сварить алюминий необходим источник, который выдаёт переменный ток, потому что алюминий на постоянном токе сварить невозможно. Это касается конкретно аргонодуговой сварки. На аппарате должна быть обязательно функция бесконтактного поджига, функция заварки кратера и функция регулировки баланса переменного тока. Данный аппарат имеет все эти функции, больше в нём ничего нету, но этого вполне достаточно, чтобы качественно сделать работу.
Газу аргону нужно уделять особое внимание. Если он будет немножко грязный, то сварка не получится. Алюминий в процессе сварки будет чернеть и швы будут очень некрасивые. Потому что бывает, что попадаются баллоны, в которых намешано немножко воздуха из атмосферы.
Присадочный пруток
Я встречал два основных вида присадочного материала – это присадочные прутки для сварки чистого алюминия, например, как у меня здесь, электротехнические шины, там применяется чистый алюминий.

И присадочные прутки для сварки литейного алюминия, в котором большое количество примесей других металлов. В таких прутках добавлен компонент кремний, который гораздо облегчает работу с алюминием и швы будут максимально прочные в таких случаях.

Для сварки чистого алюминия применяются прутки под номером 5356. Для сварки литейных сплавов алюминия применяется пруток 4043.

Вольфрамовый электрод
Вольфрамовые электроды необходимо применять либо универсальные либо для сварки переменным током, такие электроды окрашены в зелёный цвет. Для сварки алюминия я применяю универсальный электрод диаметром 2,4. Можно варить как тонкий алюминий, так и толстый, до 5-6 мм.

Электрод перед сваркой необходимо заточить, но не обязательно, чтобы он был очень острый, возможно оставить небольшое притупление на нём, потому что в процессе сварки он всё равно округлится полусферой. В процессе сварки вольфрамовый электрод должен иметь чёткую сферу, напоминающую небольшую капельку, но эта капелька должна быть не больше в диаметре чем сам электрод. Цвет должен быть блестящий, сама сфера должна быть ровная. Если он, например, матовый, значит плохая защита или плохой газ. Тут всё сводится к газу – либо мало газа, либо газ плохой.
Если электрод слишком сильно оплавляется, значит он выдерживает слишком большие температуры, а значит он не рассчитан на такие токи. То есть необходимо применить электрод больший в диаметре.
И еще в аппарате существует такая функция как баланс переменного тока. С этой функцией мы подробно разберемся. Она тоже отвечает за то, как ведет себя вольфрам в работе.
Газовая защита

Для сварки алюминия есть смысл применять газовую линзу. Газовая линза - это цангодержатель, который имеет в себе конструкцию в виде вставленной сеточки внутри, через которую проходит газ. Этот газ создает более спокойный ламинарный поток и тем самым создает более лучшую защиту для вольфрамового электрода и сварочной ванны. Также под эту газовую линзу существуют специальные сопла, диаметр сопел тоже может быть разный. Конкретно для алюминия, чем больше диаметр сопла, тем лучше будет защита. У меня диаметр сопла совсем небольшой, всего миллиметров 8, но для моей задачи будет достаточно.
Вылет вольфрамового электрода при сварке необходимо делать примерно 4-5 мм. Если будет больше, то вольфрам будет сильно греться на переменном токе и будет разрушаться.
Дуговая сварка в инертном газе с неплавящимися вольфрамовыми электродами (TIG)
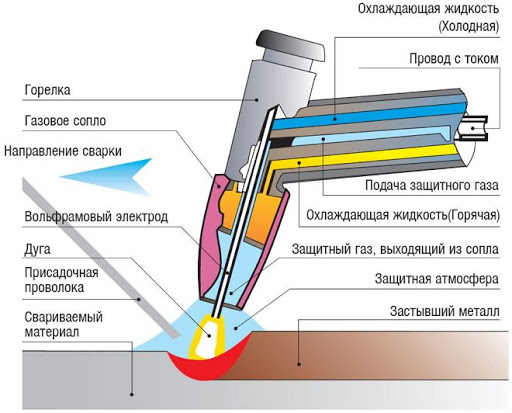
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW - газовая дуговая сварка вольфрамовым электродом) - это процесс, в котором тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между неплавящимся электродом и обрабатываемой деталью. Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.

Сварочная цепь

1. Источник питания
Назначение источника питания - питание электрической дуги, которая создается между основным материалом и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги. Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:

а) источник питания переменного тока
Выходной ток/напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с частотой от 20 до 200 Герц или более, в зависимости от типа источника питания. Это достигается с помощью одного или двух устройств, назначение которых - преобразование тока/напряжения синусоидальной волны из распределительной сети в подходящий переменный сварочный ток/напряжение.

б) источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток/напряжение из переменного в постоянный. Если сварочная цепь состоит из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока:
- постоянный ток с соединением прямой полярности
В случае с соединением с прямой полярностью, горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это наиболее часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.

В этом случае горелка с кабелем подсоединяется к положительному полюсу, а деталь - к отрицательному полюсу источника питания. Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе вызывает чрезмерный перегрев электрода, и чтобы предотвратить электрод от возгорания, нужно использовать слабые токи. В этом причина ограниченного использования этого типа соединения.

Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединения и называемых модулированными или импульсными источниками постоянного тока. Модулированный источник тока - это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
2. Горелка со связкой проводов
Горелка для ТИГ-сварки - это инструмент, который включает в себя вольфрамовый электрод и подсоединяется к пучку проводов, которые в свою очередь подсоединены к источнику питания. Ее назначение - подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, или с помощью системы водного охлаждения, когда используется сильный ток (200-500А) и частая сварка.
3. Сварочная проволока
Толщина материала, тип соединения и желаемые характеристики сварки влияют на определяют необходимость применения металлического сварочного материала и его добавления в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
4. Газовый баллон с редуктором
Газовый баллон с редуктором состоит из:
- баллона с защитным газом/ами
- манометра, показывающего количество газа в баллоне
- регулятора газа
- электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
5. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом. Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
6. Система водного охлаждения
Система водного охлаждения - это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.

Защитные газы
Основное назначение газовой защиты - вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения риска загрязнения вредными веществами в окружающем воздухе. Физические и химические свойства газовой защиты могут по-разному влиять на сварку, в зависимости от типа металла. Газы используемые для защиты при сварке TIG - это аргон, гелий, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как можно более чистыми, поскольку даже незначительный процент примесей может оказать влияние на качество сварки и сделать его неприемлемым. Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Аргон - широко применяется, поскольку он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке материалов с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Поскольку гелий легче воздуха, его расход для обеспечения достаточной защиты сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке представлены различные виды неплавящихся электродов:
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
Они выдерживают сильные токи. Дуга легко поджигается и остается довольно стабильной. Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
Они используюстя для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
Они отличаются высоким выделением электронов и дают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги:
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии. Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может представлять из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
- поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым материалом. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения установленных значений. Поскольку высокие частоты не используются, поджиг с подъемом не создает электромагнитных помех; однако, контакт, устанавливаемый между кончиком электрода и основным материалом, загрязняет сварочную ванну.
- поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой детали вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к появлению включений вольфрама в начале шва, что снижает качество сварки.
Материалы, свариваемые TIG

Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали.
Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и, для получения шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, края нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий - высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
Технология аргоновой сварки
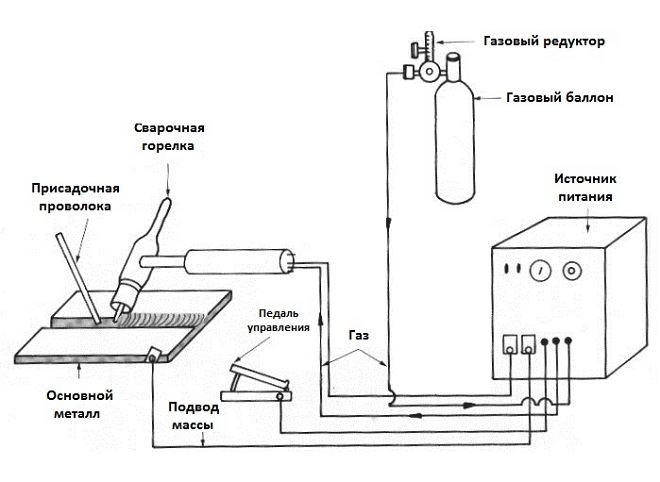
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Разумная ценовая политика, гибкая система скидок, интересные акции
Наличные, банковские карты, карты рассрочки, работаем с юр. лицами
Оригинальный товар, возможность возврата, сервисная поддержка, чек
Осуществляем доставку заказов в любую точку Беларуси 6 дней в неделю
Вы смотрели

Горелка сварочная MIG MAG WG-15AK (3м, 180А) SOLARIS (WG-15AK3)
Сварка аргоном для начинающих - советы для качественной сварки
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют - сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.

Содержание
В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.

В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.

Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.

Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.
Сварка образца — это дополнительный шаг в подготовке, который сэкономит много времени позже, в процессе серийного изготовления изделий.
Читайте также: