Полярность при тиг сварке нержавейки
Обновлено: 09.05.2024
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- ; ;
- растворитель;
- стальная щетка; : маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки - аустенитных сталей представлены в таблице.
Сварка аргоном для начинающих - советы для качественной сварки
Приведенные ниже советы для сварки неплавящимся электродом или как ее еще называют - сварка аргоном, помогут вам сберечь время, нервы и деньги на исправление дефектов и обеспечить высокое качество сварки. Соблюдение последовательности действий помогут выполнить работу в срок и избежать лишних проблем в процессе и после сварки.

В статье о сварке аргоном есть подробное объяснение почему сварку неплавящимся (вольфрамовым) электродом называют:
- TIG
- РАД
- аргонная сварка
- аргоновая сварка
- аргонодуговая сварка
Аргонодуговая сварка создает ряд трудностей, которые впоследствии влияют на качество и прочностные характеристики сварного шва, поэтому соблюдение данных семи советов существенно уменьшат вероятность попадания в затруднительную ситуацию.
Знать какой материал предстоит сваривать
Независимо от способа сварки, особое внимание необходимо обратить на марку и характеристики свариваемых деталей. Также важно знать условия, в которых будет эксплуатироваться сварной шов и конструкция в целом.
Прежде всего, данный фактор влияет на выбор правильной марки сварочных материалов, которые лучше всего подходят для данных условий.
Например, если предъявляются высокие требования к структурной однородности сварного шва с основным металлом, необходимо выбирать сварочные материалы, которые в полной мере удовлетворяют всем требованиям.
Прежде чем приступить к сварке алюминия или сварке нержавейки необходимо знать марку металла, чтобы подобрать правильные сварочные материалы. т.к. в зависимости от химического состава разные сплавы проявляют склонность к повышенной деформации и образованию трещин. Некоторые металлы и их сплавы требуют предварительного нагрева или термообработки, что оказывает влияние на выбор правильного сварочного материала.
При сварке изделий из стали 20 толщиной до 100 мм не требуется проведение предварительного нагрева, а из стали 12Х1МФ начиная с толщины 6 мм необходим предварительный подогрев изделий до минимальной температуры 200°С и последующая термическая обработка сварного шва.
Перед TIG сваркой алюминиевых сплавов неплавящимся электродом, всегда необходимо знать какую именно марку алюминия предстоит сварить, чтобы правильно подобрать сварочный материал. Обычно производители на упаковке указывают для каких марок сплавов предназначаются данные сварочные материалы.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Стандартный диаметр электродов из вольфрама и допуск (ISO 6848)
| Диаметр, мм | Допуск, мм |
|---|---|
| 0,25 | ±0,02 |
| 0,30 | |
| 0,50 | ±0,05 |
| 1,0 | |
| 1,5 | |
| 1,6 | |
| 2,0 | |
| 2,4 | ±0,1 |
| 2,5 | |
| 3,0 | |
| 3,2 | |
| 4,0 | |
| 4,8 | |
| 5,0 | |
| 6,3 | |
| 6,4 | |
| 8,0 | |
| 10,0 |
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
Ознакомится с сортаментом электродов по ГОСТ можно перейдя по ссылке ГОСТ 23949.
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
Маркировка вольфрамовых электродов по цвету в зависимости от химического состава согласно ГОСТ 23949
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.

В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
Сохранять чистоту
Чистота поверхности является важным показателем для каждого процесса сварки, но для сварки аргоном она особенна важна. Загрязненность поверхности может привести к образованию пор и, следовательно, потребует дополнительных трудозатрат на их исправление. Особенно это важно при TIG сварке дорогостоящих металлов, таких как титан, алюминий и медь.
Перед началом процесса поверхность необходимо очистить чистой, сухой и мягкой тканью с применение чистящих и обезжиривающих средств от масел, смазки и грязи. Для титана и его сплавов ткань дополнительно должна быть безворсовой и работать необходимо в нитриловых перчатках, которые устойчивы к маслам и жирам. При выборе очищающего средства обращайте внимание на то, чтобы в его составе отсутствовал хлор т.к. он может привести к проблемам со здоровьем.
Также важным является правильное обращение с присадочным материалом. Храните прутки (или куски, отрезанные от бухты с проволокой) чистыми, сухими и закрытыми в контейнере. Для предотвращения окисления необходимо поддерживать влажность и температуру окружающей среды в местах хранения согласно рекомендациям производителя данных сварочных материалов
Правильное хранение основных материалов является немаловажным фактором. Перекрестное загрязнение частичками другого материла лежащего рядом или при проведении зачистки в непосредственной близости к месту ТИГ сварки может вызвать образование дефектов в сварном шве. Для предотвращения загрязнения необходимо использовать предназначенные для данного типа металла специальные абразивные материалы и щетки. Необходимо иметь ввиду, что абразивная пыль титана и магния огнеопасна и может оказать пагубное влияние на свариваемость других металлов. Хранить абразивные материалы для этих металлов необходимо вдали от открытых источников огня и отдельно от других материалов.
В процессе выполнения всех работ, связанных со сваркой нержавейки необходимо применять оборудование и инструмент предназначенный исключительно для этой группы сталей. Нержавеющие стали необходимо предохранять от возможного контакта или загрязнений свинцом, цинком, медью и ее сплавами, а также нелегированными и низколегированными сталям. Более подробную информацию об общих требованиях при сварке нержавейки можно узнать из видео.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Зажимайте детали в нескольких местах для предотвращения линейных деформаций и следите за соблюдением зазоров и углов применяя при этом магнитные угольники, угловые струбцины, клещи для сварки и другой инструмент.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.

Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Процесс подготовки может показаться трудоемким, и в некоторых случаях занимать больше времени, чем сама сварка, но он очень важен для изготовления качественной сварной конструкции.
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.
Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.

Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода. Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой.

Предварительно сварить образец
Чтобы убедиться, что все подготовительные операции сделаны правильно, если это возможно, необходимо произвести сварку аргоном тестового образца в идентичных условиях. Чем более ответственное является изделие и чем дороже свариваемый материал, тем важнее проводить TIG сварку тестового образца. Затратив время для этого вначале, можно избежать многих проблем в будущем, особенно для уникальных деталей или ответственных сварных швов. Применение идентичных сварочных материалов поможет понять, какое влияние оказывает изменение режимов на поведение сварочных материалов и основного металла в процессе сварки.
Сварка образца — это дополнительный шаг в подготовке, который сэкономит много времени позже, в процессе серийного изготовления изделий.
Аргонодуговая сварка нержавейки - руководство и описание
TIG-метод сварки нержавеющих металлов заключается в использовании неплавящегося вольфрамового электрода, подачи защитного газа и присадочного материала в рабочую зону. Процесс TIG сварки нержавейки осуществляется на постоянном токе обратной полярности, в данном режиме достигается высокая стабильность сварочной дуги, более мягкий и качественный провар. По составу присадочные прутки должны иметь более высокий класс легирования, чем обрабатываемое изделие.
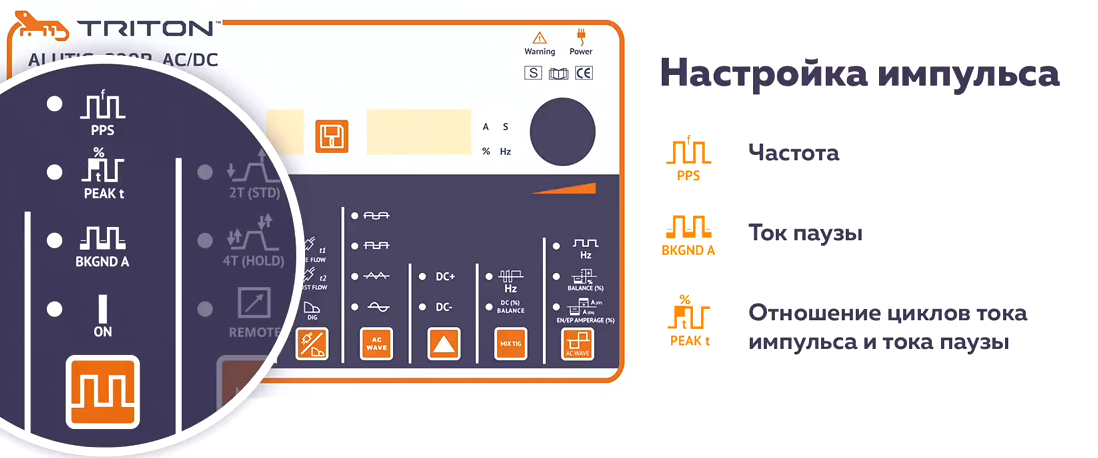
Импульсная TIG сварка нержавейки
В импульсном режиме TIG сварки достигается качественный провар с контролируемым тепловложением без перегревов и наплывов. Импульсный режим позволяет значительно облегчить работу сварщику и улучшить сварку на малых токах. Есть возможность настроить ток импульса, ток паузы, частоту смены каждого периода. В результате достигается полный контроль над сварочным циклом, с оптимальным тепловложением, снижается коробление, нагрев заготовки, повышается стабильность дуги. В режиме средних частот пульсаций, сварочная дуга приобретает «кинжальную», более концентрированную форму, что позволяет получить глубокое проплавление при том же тепловложении. Кроме того, сварка нержавейки в импульсном режиме обеспечивает повышенную коррозийную стойкость шва, за счет формирования мелкокристаллической структуры.
TIG-сварка нержавейки с другими марками металлов
Аргонодуговая сварка позволяет обеспечить качественное соединение нержавейки с другими металлами и сплавами. Вот некоторые из них: бронза, латунь, медь, никель, титан, алюминий, конструкционные, углеродистые стали и другие.
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
- при соединении с латунью требуется дополнительная защита от воздействия кислорода;
- при сварке с латунью используется присадочный латунный пруток;
- цинк имеет свойство быстро испаряться из сплава латуни, что требует большой скорости сварки при соединении латуни с нержавейкой;
- при сварке нержавейки с черными металлами, в местах сварочного соединения содержится большое количество Сr-Mo стали (миграция углерода), что является причиной образования коррозии, поэтому нужно дополнительно обработать это место после сварки.
Для качественной сварки разных по химическому составу металлов, необходимо более подробно ознакомиться с технологией и условиями сварки.
Выбираем материалы и оборудование для TIG-сварки нержавейки
Для аргонодуговой сварки нержавеющих металлов необходимо подготовить следующее оборудование и материалы:
Особенности
Для получения качественного шва при аргонодуговой сварке нержавейки важно следовать следующим рекомендациям:
- использовать импульсный режим TIG сварки;
- для исключения перегрева заготовки, величину сварочного тока устанавливают на 20% меньше, чем при сварке обычной стали;
- чтобы избежать окисление сварочного шва и вольфрамового электрода, подачу аргона необходимо отключить (Post gas) не сразу после завершения сварки, а минимум через 10–20 секунд;
- горелка должна располагаться противоположно направлению сварки, под углом 75-80° между поверхностью свариваемого металла и осью мундштука;
- сварка выполняется без колебательных движений вольфрамовым электродом, чтобы не нарушить защитную зону сварки;
- присадочные прутки располагаются под углом 90° относительно оси мундштука на горелке, сохраняя угол 15-20° между свариваемой заготовкой и мундштуком;
- для минимизации капельного переноса присадочного металла в сварочный шов пруток необходимо укладывать на поверхность обрабатываемой заготовки;
- присадочный пруток нужно двигать впереди дуги, равномерно вводя в сварочный шов;
- не допускаются поперечные перемещения присадочного прутка, это может привести к нарушению подачи защитного газа через сопло горелки;
- после завершения сварки следует выключать газ через 10-15 секунд для снижения расхода вольфрамового электрода, исключая его окисление.
.jpg)
Обработка нержавеющих металлов перед и после аргонодуговой сварки
Перед началом TIG-сварки нержавейки следует удалить с ее поверхности все следы – пыль, смазку, масла, которые могут стать причиной плохого провара, нестабильной дуги и т.д.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
Применение аргонодуговой сварки для соединения нержавеющих сталей
- нефтеперерабатывающая промышленность;
- химическая промышленность;
- автомобилестроение;
- теплоэнергетическая сфера;
- авиационно-космическая промышленность;
- пищевая промышленность;
- другие отрасли.
Метод TIG-сварки является лучшим для соединения нержавеющих труб, которые будут использоваться для транспортировки жидкостей и газообразных веществ под давлением. Аргонодуговая сварка позволяет обеспечить высокое качество и прочность сварочного соединения, что особенно важно для ряда ответственных производственных задач.
Уроки от Vnuk.TiG нержавейка
Спасибо 'vnuk' очень толковые коментарии. Ванна смотрится совсем подругому, присадка действительно вливается, гораздо точнее подбирается ток (по качеству что-ли границы расплавленного и не расплавленного металла ,если можно так выразиться). По постановке руки. Изначально горелку держу сверху кисти(как авторучку), это не всегда удобно, особенно на длинных проходах и на больших токах "горят" пальцы. Хотелось бы услышать Ваши коментарии. И все подмывает спросить технику постановки рук и технику выполнения вертикальных швов встык(снизу вверх).
Есть 2 способа на приме:
1. Горелка в правой руке в кулаке, если листовое железо перед лицом или емкость, соответственно есть и опора, горелка у живота по центру туловища, руку для опоры можно
прислонить к металлу и подавать проволоку не вертикально относительно стыка(ошибка), а не много под углом градусов эдак 30-45 для того, что бы было видно место соединения 2 листов. Лучше конечно же ее не подавать, а подобрав колибр под
толщину металла, уходить от пере плавления пальцами по мере исчезновения прутка в св.ванне, как Вы уже правильно поняли эту тему. Таким именно образом гарантируется идеальная высота валика.
Этот способ используется у большинства коллегии и не всегда выходят ровные и идеальные стыки, хотя и качественные по ренгену. Объясню почему. Наши глаза находятся при сварке в таком положении в горизонтальном положении, относительно вертикально расположенного перед нами вертикального стыка, что не может являться предельной точностью ширины границ св.шва. И еще в таком положении не совсем удобна опора руки и особенно колебательные движения.
2. Не забываем, что при сварке вертикальных стыков на подъем нерж. металл очень капризен и более поддатлив на перегрев, что производит частые расплывания и увеличение ширины шва. Соединение должно быть чистым перед сваркой, прихвачено если с присадкой, то обязательно чистой не обожженной присадкой, выпуклость перед стартом таких прихваток должна быть выровнена и самое важное не забываем о скорости, которая должна увеличиваться по мере нагрева листов.
Положение тела:
Если правша, встаете к стыку от лица с лева, кладете руку(муражки пробирают)с горелкой с лева от стыка на металл(опора)такая опора гораздо удобнее первого варианта и нет скованности движений, не много изгибаете тело в правую сторону и голову и смотрите на стык уже равноценно, вертикально, как есть стык(теперь вы с ним на ровне) В этом весь изюм. Далее проволоку в руке Вы сможете подавать как с права от стыка, приложив руку на металл(опора), так и слева(ближе к себе, как удобно кому) и так же, как и в 1 варианте 30-45 градусов от вертикала кромок, дабы видно было место соединения. Таким образом Вы сможете со измерить границы ширины шва более корректно, чем в 1 примере. При сварке стоит более уделить внимания одной границе за соединением(то есть с лева шов фиксировать глазом), держа допустим от разделки кромок ширину глазомером в 3 мм. и что бы линия была как по линейке, тогда и правая сторона шва просто ляжет. Ванну держите одного размера, как я еще бывает называю, яйца катаю, катите яичко одного размера, поддерживая его размер конечно же скоростью. Такой способ заставляет пружинить тело в изгибе и устает шея, но как известно " Исскуство требует жертв"
Читайте также: