При сварке переменным током используют преимущественно сварочные
Обновлено: 19.05.2024
От выбора полярности зависит процесс сварки, качество шва, расход электрода. Рассмотрим, чем отличается прямая и обратная полярность при сварке.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
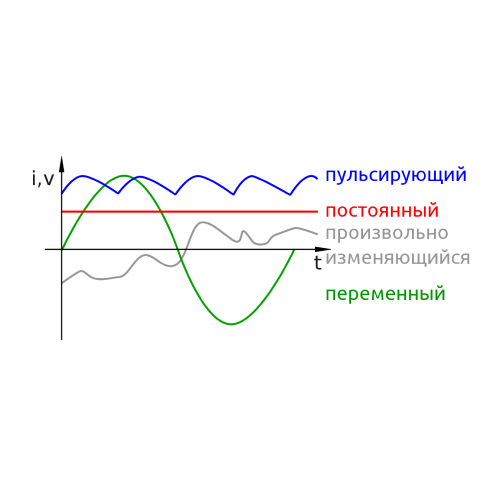
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Разница между сваркой переменным и постоянным током
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP - вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 - легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Принцип работы сварочного трансформатора и чем он отличается от инвертора

Электросвариванием соединяют между собой металлические элементы уже около 150 лет. Способ не теряет актуальности и по сегодняшний день. А сварочный трансформатор выступает классическим оборудованием для этого метода. И хотя его неуклонно вытесняют более функциональные и недорогие инверторы, несколько устаревший агрегат остается в чести у сварщиков старой закалки. Рассмотрим устройство трансформатора и определим, чем он отличается от инвертора.
Что такое сварочный трансформатор
В первый раз куски металла между собой с помощью электричества соединил русский инженер Николай Бенардос в 1882 году. И запатентовал этот способ по всему миру под названием «электрогефест». Впоследствии метод неоднократно дорабатывался, оборудование усовершенствовалось, а термин упростился до «электросварки».
Сварочный трансформатор – это прибор, который преобразует переменный ток, обеспечивая оптимальный уровень для сварки металлов. Для этого он понижает напряжение в сети, как от 220 В, так и 380 до необходимых 60-75 В. Назначение аппарата – ручная дуговая сварка при помощи электродов. Рассмотрим, для чего служит сварочный трансформатор и какие у него достоинства.
Агрегат очень широко применяется повсеместно. Эта сфера охватывает, как использование для бытовых нужд, так и промышленное эксплуатирование. Для работы на производстве требуется овладеть специальностью. Потому что технологии и способы сварки сильно отличаются из-за сложности обрабатываемых механизмов и узлов.
Поэтому сварщику приходится знать все о характеристиках металлов. Уметь делать различные швы и знать в каком случае использовать каждый из них. В бытовых целях трансформатором может легко пользоваться и новичок, без специализированных знаний. Для получения достаточно качественного шва потребуется лишь немного практики.
Достоинства сварочного трансформатора:
- Большая мощность.
- Способность сварить металлы большой толщины.
- Очень долгий срок эксплуатации.
- Простота в использовании.
- Неприхотливость в хранении.
- Легкий ремонт.
- Низкая цена, как на сам агрегат, так и его запчасти.
Из недостатков можно выделить большой вес и габариты. Правда это касается только промышленных экземпляров. Аппараты для домашнего использования очень компактны и весят не слишком много. У обоих вариантов бывают трудности в зажигании, а также нестабильное горение дуги.
Новички отмечают неудобство регулировки силы тока. У трансформатора отсутствуют переключатели и кнопки для этой цели. Необходимо самостоятельно изменять либо величину индуктивного сопротивления, либо вторичное напряжение холостого хода. А для этого нужен опыт.
Устройство трансформатора
Рассмотрим, из чего состоит сварочный трансформатор. Востребованным агрегат делает его простота. Это отражается в его обслуживании и необременительном ремонте. Ведь аппарат состоит всего из двух несложных узлов.
Первый нужен для понижения напряжения, идущего от сети. Причем можно включать прибор в источник питания, как в 220 В, так и 380. Из-за последней особенности трансформаторный узел может быть в первом случае однофазным. А если необходимо преобразовать напряжение в 380 В, то двухфазным или трехфазным.
Одна фаза состоит из сердечника и двух обмоток. Трехфазный трансформатор содержит внутри три однофазных. Двухфазный – только два обычных, но такие приборы большая редкость. А для управления служит регулировочный узел.
Его роль часто играет простейший дроссель насыщения. Чтобы поднять силу тока и тем самым снизить напряжение нужно изменить зазор магнитопровода у этой детали. И для удобства в работе для этой операции на корпус выводят специальную ручку. Такую простейшую конструкцию умельцы часто собирают самостоятельно.

В заводском исполнении к первой обмотке добавляют полупроводниковый регулятор, на основе тиристоров. Вторую обмотку подключают к выпрямительному мосту. Тем самым обеспечивая два уровня напряжения. Охлаждение для обоих вариантов устанавливается принудительное.
Стандартная комплектация сварочного аппарата:
- Магнитопровод.
- Сердечник.
- Первичная обмотка.
- Вторичная обмотка.
- Тиристорный регулятор.
- Импульсный стабилизатор.
- Конденсаторы.
- Регулировочный винт с рукояткой для вращения.
- Защитная система подвесов.
- Клеммы для проводов.
- Корпус.
Для большей эффективности и удобства при пользовании в прибор добавляется вентилятор. Принудительное охлаждение увеличивает время беспрерывной работы аппарата. Для защиты от перегрузки устанавливают автоматический выключатель. А для лучшей функциональности монтируют несколько вторичных обмоток.
Простейшая схема исполнения является залогом надежной работы. Агрегаты очень редко выходят из строя. А если это происходит, то ремонт их несложен. Заменить недорогие детали может любой человек. В том числе и без специальных знаний.
Как работает прибор
Большинство сварочных аппаратов преобразует постоянный ток в переменный. Это нужно для зажигания дуги. Трансформатор же позволяет работать с постоянным током. Поэтому остается только адаптировать электрический ток под нужные условия.
Принцип действия сварочного трансформатора основан на обычных физических процессах. Сначала подается ток на первую катушку. И она создает магнитное поле. В результате, благодаря электродвижущей силе (ЭДС), электроны получают направленное движение.
Ток, двигаясь по спирали первой катушки, через сердечник доходит до вторичной обмотки. А поскольку витков на ней меньше, то выходное напряжение понижается. Этой работой занимается трансформаторный узел.
Для того, чтобы отрегулировать силу тока, необходимо изменить расстояние между обмотками. Приближение вторичной спирали из проволоки к первой катушке повышает силу тока. Бывают трансформаторы с иной конфигурацией. Вторичная обмотка закреплена наглухо, а подвижным делают сердечник.

Пока электрод сваривает металл, агрегат находится под нагрузкой. После окончания работы над швом, аппарат сразу переходит в холостой режим. Причем на вторичной обмотке сохраняется напряжение. Ведь ЭДС наводится магнитным потоком.
Величина напряжения холостого хода сварочного трансформатора от 48 до 70 В считается безопасной. Все, что не входит в эти рамки, уже несет угрозу для жизни. Поэтому в простейшую электрическую цепь необходимо встроить ограничитель. Он автоматически будет снижать напряжение сразу же после затухания дуги. Также требуется обеспечить надежное заземление корпуса прибора при работе.
Видео описание
Видео объяснит, как работает сварочный трансформатор:
Классификация по признакам
Обычно агрегаты делят на 3 вида. По принципу работы сварочного трансформатора. Вернее, его управляющего узла. Выделяют приборы амплитудного регулирования с нормальным или увеличенным рассеиванием. Первый вариант содержит дроссель. Второй более сложен, поскольку имеет, кроме реактивной обмотки, стабилизатор напряжения и конденсаторы.
В третьем виде силу тока регулируют тиристоры. Иногда в такие приборы встраивают еще один трансформатор для подпитки. Она нужна для устойчивости горения дуги. Или эту роль берет на себя импульсный стабилизатор.
В остальном все виды сварочных трансформаторов можно классифицировать по таким признакам:
- Количество рабочих постов. Этот показатель определяет, сколько сварочных кабелей можно подключить к аппарату. Существуют многопостовые агрегаты, позволяющие работать одновременно шести сварщикам.
- Способ регулировки. Он зависит от состава управляющего узла.
Ввиду сказанного можно сформулировать рекомендации по выбору сварочного трансформатора для бытовых нужд. Для дома подойдет однофазный прибор с регулирующим дросселем насыщения. Однопостовой агрегат лучше подобрать с выходной силой тока не меньше 300 А. Это пригодится, если придется работать с толстым металлом.

Чем отличается трансформатор от инвертора
Современный сварочный аппарат подключается к сети переменного тока. Затем он преобразует его в постоянный. А после этого инвертирует обратно в переменный. Такая сложность нужна, чтобы получить на выходе частоту 50-80 кГц вместо обычных 50 Гц.
Но это еще не все. В процессе преобразования напряжение падает до 90 вольт. Некоторые приборы могут понизить его и до 30 В. Благодаря этому сила тока может достигнуть отметки в 500 ампер. А на выходе прибор снова выпрямляет напряжение, и работа ведется на постоянном токе в режиме многотысячной пульсации.
Такая операция возможна благодаря сложности устройства. Кроме понижающего трансформатора, прибор укомплектован различными фильтрами и модуляторами. В него установлены кулеры охлаждения, а также всевозможные регуляторы и датчики.
Но при всей сложности схемы, она позволяет уменьшить размеры трансформатора и значительно сократить, как габариты прибора, так и его вес. К тому же электрическая дуга не теряет стабильности, а металл хорошо плавится и образует ровный шов.
Дополнительные преимущества инвертора перед трансформатором:
- Потребление электроэнергии значительно сокращено.
- Хорошая производительность при меньшей мощности.
- Регулировка силы тока, позволяющая сваривать не только тонкие, но и толстые металлы.
- Возможность работы с легированными сталями, медью и алюминием.
- КПД остается неизменным длительное время при непрерывной работе.
А главным минусом выступает высокая цена на инверторы. К тому же прибор очень капризен. Сразу же реагирует на понижение температуры окружающей среды. А из-за сложности комплектации затрудняется ремонт, который также превращается в дорогостоящее удовольствие.
Видео разъяснит, что такое сварочные трансформаторы, каково устройство и принцип работы у прибора. И в чем их отличие от инверторов:

Коротко о главном
Сварочный трансформатор понижает напряжение бытовой или промышленной сети до семидесяти вольт. При такой нагрузке становится возможным соединение металлических элементов между собой ручной дуговой сваркой. При работе необходимо использовать специальные электроды.
Трансформатор имеет неоспоримые преимущества перед современным сварочным инвертором. Это заключается в простоте устройства, стабильности в работе и низкой цене, как на сам прибор, так и на его комплектующие. Промышленные трехфазные модели качественно сваривают между собой даже самый толстый металл.
При выборе прибора для бытовых нужд, нужно обратить внимание на его фазность и способ управления, а также на максимальную генерацию тока. Приобретать для дома лучше однофазное устройство с регуляцией либо на дросселе, либо на тиристорах. Сила тока должна быть не меньше 300 А.
Особенности сварки переменным током
Что представляет собой сварка переменным током? Сварочные работы – это особый вид работ с металлом, который предназначен для скрепления металлических конструкций. В настоящее время по роду тока сварка бывает с применением постоянного и переменного электрического тока. Рассмотрим более подробно сварку с помощью подачи переменного электрического тока.

Схема сварки переменным током.
Первым и, пожалуй, самым основным преимуществом сварки переменным током является получение качественного сварного шва. От качества сварного шва зависит прочность всей конструкции, ну а сам эффект прочности достигается благодаря тому, что дуга не имеет никаких отклонений от изначальной оси, а это, в свою очередь, является залогом сверхкачественного и сверхнадежного сварного шва.
Вторым же преимуществом является то, что можно использовать менее дорогостоящее оборудование. Об аппаратах, вырабатывающих переменный электрический ток, речь пойдет чуть ниже.
Оборудование, выдающее переменный электрический ток
Все оборудование, предназначенное для сварки переменным током, можно разделить на следующие категории:
- Оборудование, которое предназначено для полуавтоматической сварки. Данный процесс осуществляется с помощью особой электродной проволоки, в средах защитного (MAG) и инертного (MIG) газов.
- Оборудование, предназначенное для осуществления РДС электрическим переменным током. Осуществляется с помощью особых штучных электродов, с особым покрытием.
- Оборудование, с помощью которого можно осуществлять ручную аргоновую сварку. Данный метод осуществляется с помощью неплавящихся электродов, изготовленных из вольфрама.

Схема устройства сварочного аппарата.
Кроме того, необходимо добавить, что эти аппараты имеют свои собственные аббревиатуры и позволяют выполнять сварку постоянным или же переменным током. Дуговая сварка штучными электродами обозначается как ММА, а аргоновая сварка неплавящимися электродами – TIG.
Кроме того, методы сварки подразделяются на следующие виды:
- MMA-AC/MMA-DC (РДС штучными электродами);
- TIG -AC /TIG-DC (неплавящимися электродами).
Рассмотрим основные плюсы и минусы, которые присущи TIG. Вне зависимости от типа подачи тока, данный вид сварки имеет следующие преимущества:
- высочайшее качество сварного шва;
- возможность «варить» металлические объекты, обладающие большой площадью сечения;
- отсутствие брызг.
Вполне естественно то, что там, где есть преимущества, есть и недостатки. А недостатки вышеназванного метода следующие:
- Сварщику нужно иметь высокую квалификацию, а также обладать особым профессионализмом.
- Постоянно надо с собой таскать баллон с газом.
- Очень низкая скорость выполнения сварочных работ.
Теперь следует сказать пару слов о методе MMA. Его преимуществами является:
- более экономичное использование;
- отсутствие необходимости в наличии баллона с газом.
Ну, а недостатками метода можно считать:
- очень низкую производительность работы;
- необходимость снимать шлак с готового изделия.
Применяемые электроды

Таблица разновидностей электродов.
Электроды, предназначенные для сварки переменным током, применяются в данной отрасли уже довольно-таки давно, когда сварка постоянным током была очень дорога. Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.
Такая ситуация возникла в большей степени из-за того, что выпрямительные элементы, которые были рассчитаны на большие сварочные токи, до недавнего времени представляли собой громоздкие, дорогие и неэффективные агрегаты. Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварку.
Наиболее популярными электродами, которыми варят на переменном электрическом токе, являются такие, как AHO, O3C и MP.
Данные виды отличаются не только по виду покрытия, но и также по химическому составу. Например, электроды, имеющие маркировки МР-3 и АНО-6, имеют особое рутиловое покрытие, оно является основным и ильменитовым соответственно. Ну а все прочие, марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4,АНО-6, АНО-4, АНО-21, имеют обыкновенное рутиловое покрытие. Необходимо отметить то, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
Область применения
Область применения способа сварки переменным электрическим током довольно-таки широка: это могут быть и какие-либо бытовые работы, и производственные. К примеру, при производстве металлических каркасов из труб используется именно такой вид. Это обуславливается тем, что более прочный сварной шов обеспечивает исполинскую прочность всей конструкции, что действительно немаловажно.
Подводя итоги всего вышесказанного, стоит признать, что вид сварки переменным током более универсален и практичен, так как достигается вполне приемлемый результат работы. Кроме того, данный вид более дешев, что не может радовать пользователя, ну а с развитием технологии инвертора появилось очень много видов бытовых сварочных аппаратов, которые работают с переменным током.
Стоимость данных сварочных аппаратов может варьироваться, начиная от нескольких тысяч рублей и заканчивая несколькими десятками тысяч рублей. В целом же эти аппараты объединяет простота в использовании, практичность и универсальность.
В целом же данный метод сварки довольно-таки эргономичен, вследствие чего набирает все большую популярность с каждым днем.
Читайте также: