При температуре окружающего воздуха ниже 0 ручную дуговую сварку
Обновлено: 28.09.2024
8.7. В случае необходимости выполнения сварки стальных конструкций при температуре воздуха ниже минус 30 °С сварщики должны предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к работе при температуре воздуха на 10 °С ниже температуры сварки пробных образцов.
8.8. Свариваемые поверхности конструкции и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С - оборудовать тепляк.
8.9. Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5 % номинального значения. Оборудование для автоматизированной и ручной многопостовой сварки следует питать от отдельного фидера.
8.10. Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать требованиям ГОСТ 9467-75, ГОСТ 26271-84, ГОСТ 2246-70 и ГОСТ 9087-81.
8.11. При входном контроле сварочных материалов следует установить наличие сертификатов или паспортов предприятия-поставщика.
При отсутствии сертификатов на сварочные материалы или истечении гарантийного срока их хранения необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов. Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгибы при температуре 20 °С в соответствии с ГОСТ 6996-66 и в количестве, указанном в п. 8.6.
8.12. Сварочные материалы (электроды, проволоки, флюсы) необходимо хранить на складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
8.13. Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений.
Прокаленные сварочные материалы следует хранить в сушильных печах при 45-100 °С или в кладовых-хранилищах с температурой воздуха не ниже 15 °С и относительной влажностью не более 50 %.
8.14. Сварщик должен ставить личное клеймо на расстоянии 40-60 мм от границы выполненного им шва сварного соединения: одним сварщиком - в одном месте, при выполнении несколькими сварщиками - в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
СБОРКА И СВАРКА МОНТАЖНЫХ СОЕДИНЕНИЙ
8.15. Сварку конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
8.17. Кромки свариваемых элементов в местах расположения швов и прилегающие к ним поверхности шириной не менее 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматизированных видах сварки, а также места примыкания начальных и выводных планок необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т. п. В конструкциях из сталей с пределом текучести более 390 МПа (40 кгс/кв.мм), кроме того, следует зачищать места приварки и примыкающие поверхности приспособлений.
8.18. Сварку надлежит производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока и напряжения на дуге при автоматизированной сварке не должны превышать ±5 %.
8.19. Число прокаленных сварочных материалов на рабочем месте сварщика не должно превышать полусменной потребности. Сварочные материалы следует содержать в условиях, исключающих их увлажнение.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/кв.мм) электроды, взятые непосредственно из прокалочной или сушильной печи, необходимо использовать в течение двух часов.
8.20. Ручную и механизированную дуговую сварку конструкций разрешается выполнять без подогрева при температуре окружающего воздуха, приведенной в табл. 36. При более низких температурах сварку надлежит производить с предварительным местным подогревом стали до 120-160 °С в зоне шириной 100 мм с каждой стороны соединения.
8.21. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/кв.мм) и более необходимо предварительно подогреть до 120-160 °С.
8.22. Автоматизированную дуговую сварку под флюсом разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 37.
При температуре, ниже указанной в табл. 37, автоматизированную сварку под флюсом надлежит производить с предварительным местным подогревом до 120-160 °С.
8.23. Автоматизированную электрошлаковую сварку элементов независимо от их толщины в конструкциях из низколегированных или углеродистых сталей допускается выполнять без предварительного подогрева при температуре воздуха до минус 65 °С.
8.24. В конструкциях, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С и до минус 65 °С включ. (при строительстве в климатических районах I1, I2, II2 и II3 согласно ГОСТ 16350-80), механизированную вышлифовку, кислородную и воздушно-дуговую поверхностную резку участков сварных швов с дефектами, а также заварку восстанавливаемого участка при температуре, указанной в табл. 36, следует выполнять после подогрева зоны сварного соединения до 120-160 °С.
Общие указания по сварке
Свариваемые поверхности конструкции и рабочее место сварщика должны быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 °С сварка должна производиться в обогреваемом тепляке, где температура должна быть выше 0 °С.
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а РД 34.15.132-96).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом «двойного слоя» (рис. 6.1, б РД 34.15.132-96). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или «горкой» (рис. 6.1, в, г РД 34.15.132-96).
При изготовлении металлоконструкций следует создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять «в лодочку» с кантовкой или поворотом изделия.
Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
Стыковые швы должны выполняться в первую очередь, а угловые швы - во вторую.
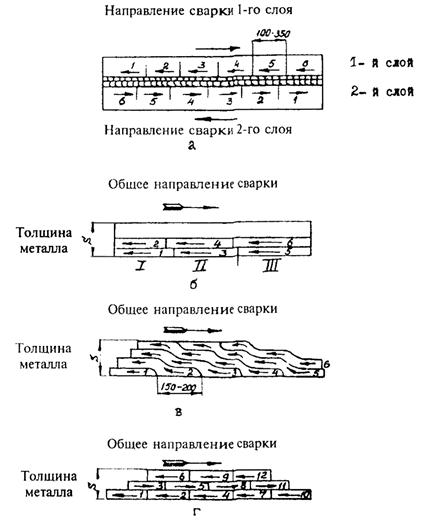
Схемы сварки обратноступенчатым способом (а), способом «двойного слоя» (б), горкой (в) и каскадом (г)
При сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва. Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
При двусторонней сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
При температуре окружающего воздуха ниже 0 °С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1 РД 34.15.132-96, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2 РД 34.15.132-96. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160 °С в зоне шириной не менее 100 мм с каждой стороны соединения.
Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 кгс/мм 2 ) и более необходимо предварительно подогреть до 120-160°.
При температуре окружающего воздуха ниже минус 5 °С сварку шва следует производить без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Сварку деталей из низколегированных сталей следует выполнять без перерыва до заполнения хотя бы половины толщины шва или по всей его длине или на участке длиной не менее 800-1000 мм (при длине шва более 1 м). При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет до температуры 120-160 °С.
Не допускается никаких силовых воздействий на стык до окончания сварки.
Температура окружающего воздуха, при которой разрешается производить ручную и механизированную сварку стальных конструкций без подогрева
| Толщи-на свариваемых элемен-тов, мм | Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций | ||||
| решетчатых | листовых объемных и сплошно-стенчатых | решетчатых | листовых объемных и сплошно-стенчатых | решетчатых и листовых | |
| из стали | |||||
| углеродистой | низколегированной с пределом текучести, МПа (кгс/мм 2 ) | ||||
| £ 390(40) | > 390(40) | ||||
| До 16 | -30 | -30 | -20 | -20 | -15 |
| Св. 16 до | |||||
| -30 | -20 | -10 | При толщине более 25 мм предварительный местный подогрев следует производить независимо от температуры окружающего воздуха | ||
| Св. 25 до 30 | -30 | -20 | -10 | ||
| Св. 30 до 40 | -10 | -10 | +5 | ||
| Св. 40 | +5 | +10 |
После окончания сварки со шва и околошовной зоны должен быть удален шлак, наплывы и брызги металла. Удаление шлака должно производиться после остывания шва (через 1 - 2 минуты после потемнения). Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки - зачистить до основного металла с удалением всех дефектов. Снятие усиления, зачистку корня шва, лицевой стороны шва и мест установки выводных планок рекомендуется осуществлять с помощью высокооборотных электрических шлифовальных машинок с абразивным кругом. При этом риски от абразивной обработки металла должны быть направлены вдоль кромок свариваемых деталей.
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
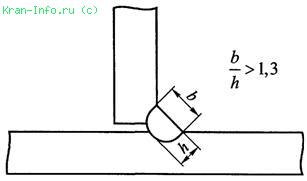
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Сварка при низких температурах
Обычно сварочные работы стараются проводить летом или весной. Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Читайте также: