Приспособление для сварки проволокой
Обновлено: 25.04.2024
С помощью сварки легко соединяется расплавленный металл между собой. Воздействию обычно подвергаются отдельные его части. Правильно выбранный сварочный автомат для домашней мастерской сможет обеспечить выполнение целого ряда задач с металлом, но перед покупкой стоит обратить внимание на несколько важных мелочей.
Общее описание
Видов сварочных аппаратов существует много, а в зависимости от способа обработки металла меняется и их сложность. В основном во всех моделях есть возможность как холодной сварки, так и с помощью подачи электрода на медной проволоке с защитой. Какой тип оборудования выбрать, напрямую зависит от мастера, но рекомендуется рассмотреть и взвесить все имеющиеся варианты.
- Сварка с помощью трансформатора. Проволочный сварочный аппарат – один из самых простых и старейших типов конструкций, существующих на сегодняшнем рынке. Эта модель называется классической, потому варит металл без газа и какого-либо электронно-вычислительного центра. Она характеризуется большими габаритами и долговечностью. Конструкция обычно гидравлическая, поэтому работать можно как на тонколистовом металле, так и с чем-либо габаритным. Но стоит учесть, что работа потребует от мастера профильных знаний и навыков хотя бы в базовом уровне электротехники. Работа ведется только при переменном токе, поэтому манипуляции с большинством цветных и нержавеющих металлов в данном случае сразу отпадает. Результат может получиться слишком нестабильным, для этого лучше сразу приобрести что-то другое.
- Сварочный инвертор и комбинированные модели более популярны у современных мастеров, так как оснащены электронно-вычислительным центром. Соответственно, они проще в настройке, и у них больше базовых функций, благодаря которым даже без баллона с газом можно работать с медной деталью или мягким алюминием. Управление таким аппаратом будет интуитивно понятно даже новичку. Габариты у инверторов гораздо меньше, и работают они быстрее и эффективнее классических трансформаторов. Наличие дополнительных функций позволяет облегчить работу, сделать её более тонкой.
Яркий пример инвертора с полезными опциями – полуавтоматические модели. Они работают как на проволоке, так и с помощью защитного газа. У них в качестве дополнительной функции есть возможность и обычной дуговой сварки. Проволока во время работы подается автоматически, отсюда и название модели. От сварщика требуется только работа с материалом и внимательность. Среди профессиональных есть и автоматическое оборудование, которое от обычного отличается степенью механических составляющих и точностью работы. И варить на таких можно заготовки из любых металлов. Что выбрать – зависит от мастера и потребностей домашней мастерской.
Устройство и принцип работы
Принцип работы данного агрегата устроен на создании электрической дуги. При выделении тепла происходят следующие процессы:
- нагреваются металлические заготовки;
- металл начинает плавиться в месте ключевого соединения деталей;
- металлическая основа приобретает новую форму.
В работе активно используется электроток, идущий через специальную проволоку, появляется дуга, которая соединяет между собой деталь и электрод. Она обладает высоким уровнем сопротивления по сравнению с материалом проволоки, поэтому сам проводник не меняет своих свойств и формы. Тепловой поток направляется непосредственно на детали, которые нужно обработать.
Для того чтобы жидкий металл не разбрызгивался вне специальной сварочной ванны, используется гибкий и тонкий электрод. Глубокая сварочная ванна очень удобна в работе, особенно если приходится обрабатывать тонкие металлические листы. Такой способ обработки подойдет и для цветных металлов, таких как алюминий или медь, и для нержавеющей стали.


В процессе сварки температура может повышаться вплоть до нескольких тысяч градусов, возникает целый ряд окислительных процессов и реакций между металлическими соединениями, поэтому в работе обязательно нужно надевать защитную маску, которая обеспечит очищение воздуха от негативных реакций. Защитными могут считаться баллоны с газовыми смесями гелия или углекислого газа – и то и другое смягчает вдох во время работы. Сварочные аппараты в целом можно разделить на:
- устройства для работы с флюсом;
- прибор для работы с защитой в активном облаке газа;
- прибор, в активной части которого применяется проволока.
Более широкое распространение получили 2-й и 3-й тип устройств, все из них могут использовать разные типы сварки. Есть модели с возможностью комбинированного метода обработки. В числе методов сварки применяются:
- ручная сварка с одним электродом;
- работа с помощью гелия и углекислого газа в комплекте;
- порошковая проволока в качестве обработки.
Третий тип – работа с помощью порошкообразного флюса. Он потребует специальных знаний и навыков, а сам агрегат представляет собой полую трубку. В целом в работе любого сварочного аппарата участвуют несколько составляющих.
- Трансформатор (обычно это выпрямитель или инвертор), преобразователь напряжения с блоком вычислительного управления и возможностью автоматической подачи электрода. Электроды в профессиональных моделях выполняются отдельно.
- Важную роль в конструкции играет также возможность подачи газа в проволоку, шланг соединяется с горелкой.
- Силовой электронный кабель для зажима заготовки.
- Непосредственно сам баллон с газом, а также соединяющая его со всем остальным механизмом система.
Бытовое оборудование может быть переносного типа или транспортируемого. Последнее характерно для более профессиональных моделей. Некоторым из них недостаточно базового напряжения в 220 В, что нужно учесть перед выбором подходящего агрегата. Инструкцию по применению можно найти в любой выбранной модели.
Дуга зажигается с помощью вольфрамового наконечника. Когда зажглось пламя, остается только отрегулировать необходимые параметры для обработки. Роль обработчика для создания сварочного шва выполняет электрод или, как его ещё называют, тонкий гибкий стержень.
Делаем сварочный полуавтомат своими руками
Сварка уже давно является одним из довольно востребованных процессов при работе с такой структурой, как металлы. Её использование позволяет обеспечить создание и ремонт разнообразных поверхностей, выполненных из различного рода металлов и сплавов. Но сам по себе сварочный аппарат – сравнительно недешёвое удовольствие.
Хотя, в принципе, сделать сварочный полуавтомат своими руками в домашних условиях можно. Попытаемся разобраться, как самостоятельно сконструировать простое полуавтоматическое устройство для сварки и какие для этого понадобятся запчасти.


Особенности изготовления
Для понимания того, как собрать сварочный полуавтомат, требуется обладать кое-какими познаниями в области электротехники, ведь создание подобного прибора – не самая простая задача. Проще всего переделать устройство из инвертора. Чтобы это стало возможным, его мощность должна составлять не менее 150 ампер.
Также важным моментом будет наличие пусковой схемы сварочного полуавтомата.
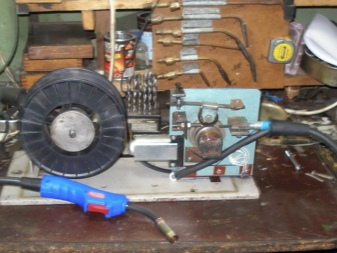
В данном случае потребуется иметь под рукой трансформатор на 150 ампер, бобину, блок управления, механизм проволокоподачи, шланг газоподачи.
Лучше всего будет разместить все вышеупомянутые элементы в специальном корпусе. Например, корпусе от персонального компьютера или микроволновки.


Инструменты и материалы
Выше была уже упомянута часть материалов, которые потребуются для сборки рассматриваемого устройства. Но полный список элементов выглядит так:
- 150-амперный инвертор;
- механизм подачи проволоки;
- газовая горелка;
- шланг подачи, что выполняет роль направляющего рукава;
- газовый шланг;
- катушка с проволокой присадки;
- электронный блок управления.



Как можно убедиться, большинство указанных компонентов применяется без каких-либо изменений. Единственное, что нужно будет немного поработать с механизмом проволокоподачи, чтобы процесс шёл с такой же скоростью, как и плавка. Кроме того, следует предусмотреть регулятор, ведь скорость может изменяться. На это повлияют:
- диаметр проволоки;
- тип;
- категория материалов, что свариваются.
Пошаговая инструкция
Теперь приведем пошаговую инструкцию создания полуавтомата для сварки из китайских деталей:
- немного будет сказано о схеме;
- разберёмся, как произвести подготовку трансформатора;
- произведём подбор корпуса;
- разберёмся с блоком управления и катушками;
- создадим охладительный механизм.

Схема
Схему самодельного полуавтоматического устройства для сваривания можно найти на просторах Всемирной паутины. Различные варианты почти не отличаются. Главные их компоненты – чертежи, а также описание конкретной модели рассматриваемого устройства. Учитывая малое количество отличий, целесообразно будет рассмотреть некую общую модель.
Обычно подача проволоки производится благодаря применению небольшого электрического двигателя. Лучше всего в данном случае использовать стеклоподъёмник, которым оснащается любой автомобиль.
Но работу этой части устройства следует регулировать. Для этого можно применить ШИМ-регулировку. Качество сварной работы будет полностью зависеть от верности подачи проволоки. Она должна идти ровно и чётко, без каких-либо прерываний.
Если говорить о подаче газа, то следует произвести регулировку соответствующим образом. Лучше всего будет, если клапан газоподачи будет открываться на пару мгновений ранее, чем начнется подача электрода. Если регулировку настроить неверно, это может стать причиной преждевременного оплавления и вместо ванны будет происходить возгорание электрода. Естественно, что в этой ситуации о получении хорошего и крепкого шва можно забыть.
Реализация необходимой задержки проволоки к месту подачи сварки может быть осуществлена при помощи реле. Если говорить о клапане подавания, его можно снять с автомобиля, применив автомобильный воздушный клапан. В качестве альтернативы может быть использован и электроклапан от баллонного редуктора.
Подобная схема полуавтомата будет приблизительной, где описаны основные части устройства. Конечно, другие модели могут иметь модификации, но принцип работы устройства везде остаётся одинаковым.
Подготовка трансформатора
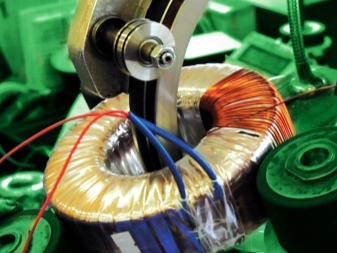
Трансформатор – главный элемент самодельного сварочного аппарата из инвертора. Следует знать, что чаще всего при самостоятельном конструировании его берут из обычной СВЧ-печи, попросту переделав его. Это основной узел, который обеспечит питание процесса сварки. Обычно принцип его действия являются снижающим. Причина этого состоит в том, что сетевое напряжение довольно большое, из-за чего его необходимо снизить до требуемого показателя.
Переделка данной части будет состоять в создании определённого количества витков на обмотке первичного и вторичного типа, ведь в микроволновке установлен трансформатор повышающего типа, а в данном случае требуется противоположный.
Основа работы рассматриваемого устройства будет следующей: когда осуществится подключение к сети по контуру первичного типа, по нему начнёт идти ток переменного характера, что будет формировать магнитный поток. В обмотках начнёт индуцироваться ЭДС, что будет зависеть от наличия некоторого количества витков кабеля.
Если максимально упростить, то намотав на первичную обмотку 100 витков, а на вторую, предположим, 5, получим трансформационный коэффициент, равный 20. А в результате он даст где-то 11 вольт, то есть почти в 20 раз меньшее значение, чем в электросети.

То есть, делаем мы переделку, чтобы изменить количество витков на обмотке вторичного типа, ведь их существенно больше, чем потребуется. Но в этом вопросе лучше сильно не спешить. Если сила тока будет очень велика, то может случиться возгорание проводки, и трансформатор просто сгорит. А слабый ток не позволит устройству работать нормально.
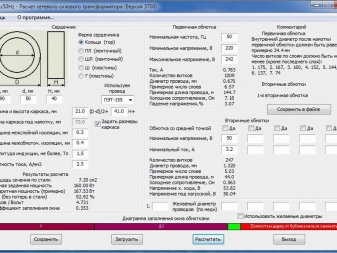
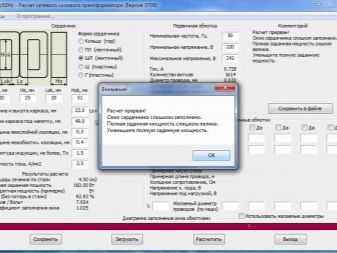
Найти идеальное значение можно лишь исходя из расчётов. Сначала требуется понять, сколько напряжения будет на намотках, каким будет ток и иные показатели.
Именно на основе этих характеристик и должен производиться расчёт сердечника, намоток и подбор проводов с соответствующим сечением.
При проведении расчётов следует принимать во внимание большое количество характеристик. В данном случае лучше воспользоваться онлайн-калькуляторами.
Подбор корпуса
Если смотреть на схему сварочного аппарата, то можно увидеть, что тут присутствует немалое количество различных частей. Естественно, что они должны быть правильно размещены в корпусе устройства. Требований к нему не очень много, ведь он никак не влияет на работоспособность нашего полуавтомата. Но правильный подбор корпуса может существенно повысить комфорт работы с устройством.
Лучше всего будет использовать в данном случае короб, выполненный из тонколистового металла. Все размеры тут следует продумать заранее. Чтобы получить действительно удобный и практичный корпус, стоит предварительно сделать чертеж, где нужно отметить места расположения всех частей агрегата.
Когда короб будет изготовлен, в него следует поставить трансформатор, регулятор подачи проволоки и другие элементы, согласно схеме. Важным моментом, которым не следует пренебрегать, является механизм охлаждения. Он нужен, чтобы трёхфазный инвертор работал стабильно, ведь именно этот элемент нагревается больше всего. За охлаждение в данной конструкции будут отвечать вентиляторы, которые лучше всего будет расположить по бокам корпуса внутри.
Экономить на вентиляции нет нужды, и нагнетаемый воздух должен максимально быстро выводиться наружу.
Неплохим решением в этом вопросе будет корпус от компьютера. Его сильными сторонами будет наличие требуемых отверстий и места для вентиляторов.

Плата управления
Одним из важнейших элементов рассматриваемого устройства является блок управления. Он состоит из таких частей:
- реле;
- генератора задающего типа;
- защиты от перегрузок температурного характера;
- обратной связи.
Нелишним будет оборудовать наш полуавтомат регулятором тока, который вполне можно сделать самому. После окончания всех работ управляющую плату следует присоединить к силовому блоку устройства перед подключением в электросеть. После этого остаётся проверить работоспособность блока при помощи осциллографа через его присоединение к выходам.
Катушки
Как уже говорилось, в корпус полуавтомата из аккумулятора или любого другого приспособления, сделанного собственноручно, монтируются трансформаторы. После этого их следует совместить. Точнее, совместить первичные катушки со вторичными. Сделать это можно так: первичные намотки соединяем параллельно, а вот вторичные будут соединяться последовательно.
Благодаря этому появится возможность получить на выходе большую силу тока, которой будет вполне достаточно для бесперебойной работы устройства. То есть получится полуавтомат с вольтодобавкой.
Система охлаждения
Как уже стало ясно, во время постоянной работы трансформаторный импульсный инвертор может сильно перегреваться. Поэтому тут требуется хорошая система охлаждения.
Простейшим методом, который позволит осуществлять охлаждение элементов полуавтомата, будет монтаж вентиляторов, которые можно установить по бокам корпуса.
Их следует установить так, чтобы они могли работать исключительно на выдув. Кулеры можно вытащить из отработанного блока питания от компьютера. Кстати, не забудьте проделать отверстия для вывода воздушных масс в корпусе механизма. Их размер должен быть не меньше 5 миллиметров.
Использование самодельного аппарата
Чтобы нормально использовать самодельный сварочный полуавтомат, требуется чётко понимать, что его долговечность и надёжность зависят от того, насколько будет соблюдаться температурный режим. Нормальными будут считаться значения на радиаторах около 75 градусов по Цельсию.
При перегреве, поломке либо замыкании пользователь будет оповещён сигналом звукового характера. Кроме того, электронный блок управления автоматически снизит ток для работы до 20 ампер, а звуковое оповещение будет сохраняться до нормализации ситуации.
Необходимо точно знать, что именно вы делаете и для чего. Кроме того, следует использовать самодельный прибор исключительно по его прямому назначению и не пытаться применять его для чего-то ещё. Следует помнить и о том, что перед началом эксплуатации не будет лишним проверить его работоспособность.
О том, как сделать сварочный полуавтомат своими руками, смотрите далее.
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
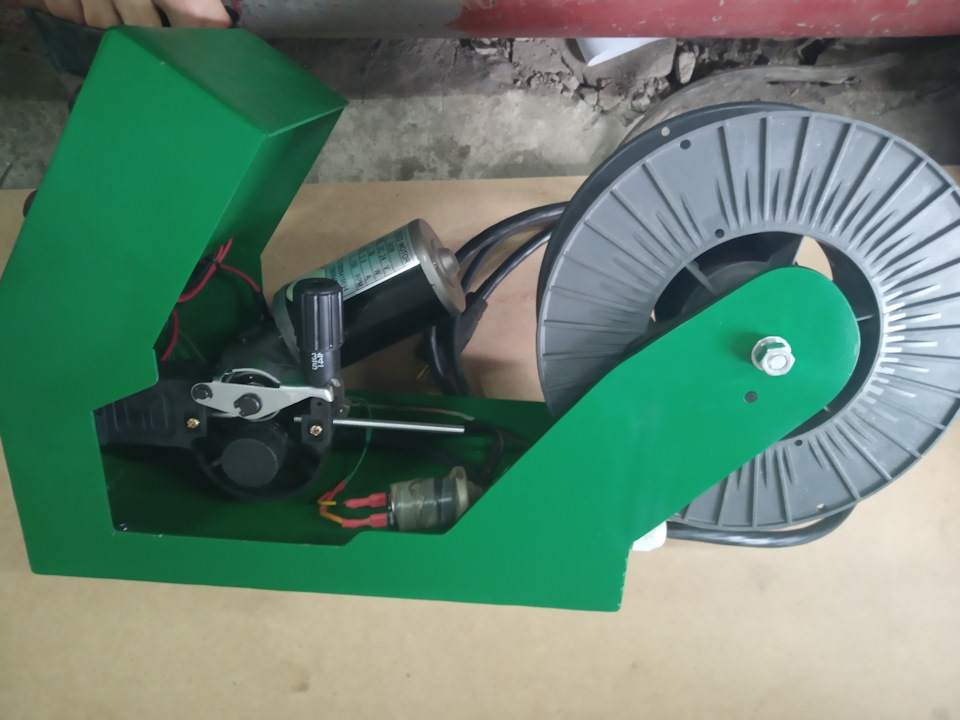
Протяжка для полуавтомата своими руками
Это конечный вариант моей протяжки для полуавтомата. Когда я собирал первую протяжку, то моторредуктора не хватало для нормальной скорости подачи проволоки. Выходом стало увеличение диаметра ролика. Но, вместе с увеличением скорости протяжки я получил потерю мощности, которая выражалась в том, что при перегибе рукава проволока закусывалась😱
Начала появляться мысль о замене моторредуктора. В итоге, я созрел на покупку нового моторредуктора 😁 В итоге приобрел моторредуктор мощностью 30Вт, напряжением питания 24в, током потребления 2А и оборотов в минуту в количестве 150. И, несомненное достоинство этого моторредуктора — выход под еврорукав😍😍😍


Не, ну был вариант использования другого моторредуктора… Старый, советский. Да, он тяжеловат. Да, его необходимо переделать (обмотки возбуждения заменить на магниты). Но в нем 90 советских Ватт. К слову, этот моторредуктор в состоянии пихать проволоку в 7метровый рукав (семь метров, Карл😳😳😳)
Но, выбор остановил всё-таки на этом.
Изначально планировал поставить его в старый корпус, но места оказалось мало((( после долгих раздумий пришел к созданию нового корпуса.
Имея в голове картинку того, что я хочу, и имея в руках железо 2мм начал крутить это все с руках… После 2хчасовых танцев с бубном, получил размеченные куски железа. Ловкость рук+болгарка=вот такой набор железок:

Немного магии сварки и получилась вот такая фигня:

Ухо под крепление держателя катушки решил усилить пластиной 2мм. К слову, держатель катушки тоже решил купить готовый. Гермоввод под силовой кабель лежал давно, под управляющие провода пришлось купить. Штуцер под ввод углекислоты потом переставлю со старой протяжки.

Потом заматовал все 120 наждачкой, прошел цинковым грунтом, затем покрасил в зелёный цвет. Ах да, забыл. "Морда" осталась со старой протяжки. Кстати, это последнее, что она приварила в своей жизни…
Получилось вот так:

Рукав купил MB15AK. Конечно, это не Abicor Bainzel, но расходники подходят и использовать буду именно их.

Вот такая была старая протяжка:

А вот так смотрится новая:

Ну, и куда без "пробы пера"?)))

Конечно, непривычно. На старой я знал, когда какие настройки нужны. Тут же ещё надо пробовать и привыкать. Ничего, привыкну)
Спасибо за внимание)
Механизм подачи для приставки MIG/MAG своими руками


Чтоб сей девайс не был тяжелым за основу станины был взят дюралюминий. Размер листа 260*510. Крепление эл. мотора делается из расчета, что и где будет расположено.



В качестве роликов использовал три 201 подшипника. Один подшипник нужно только заварить или заклинить который будет в роли ведущего.

Сам механизм подачи делал из двух пластин текстолита размером 20*130. На них закрепил два подшипника которые выполняют разные задачи. Один прижимной, а второй опорный.



Собственно у меня возникли вопросы по прижиму. Какое усилие должно быть между роликами? При правильном усилии, прижимной ролик должен проворачиваться или нет относительно ведущего? Эл. мотор обязательно изолировать от станины? Если у кого возник интерес к моей приставке, добро пожаловать ко мне в БЖ.Еще раз спасибо.
Метки: сварочник, сварка, кузов
Комментарии 171
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

У меня тоже самодельный 3-х фазный полуавтомат его отец сделал 1996 г и до сих пор на ходу если интересно пришлю фотки

Если не сложно, на заметку может что ни будь возьму )
Зачем варить подшипник ?можно просто поставить ролик с насечкой
Чтобы не проворачивался, хотя буду ставить оригинал с канавками.

На заводских пдго привод не изолирован, на массу ставить нельзя, коротит, на кемпи такого нет-корпус из пластмассы, на сварогах привод на изоляторах…
Я ни один из них не бачил, даже и не знаю ( Зато самый первый полуавтомат будет самодельным! )

Как многие тут написали, подающий ролик надо делать с канавкой и желательно с насечкой (идеальный вариант — детали лентопротяга от древних кассовых аппаратов Ока-400 или Ока-4600, но металл там калёный и очень сложно поддаётся обработке, зато практически не изнашивается).
Вариант со вторым роликом интересен, + к жизни выходного вала редуктора.
Очень желательно поставить направляющие для проволоки до и после роликов. Пружинки как у тебя будет явно недостаточно для нормального прижима проволоки, надо подбирать, экспериментировать…
Трос от газа лучше не использовать — внутренний диаметр великоват — проволока будет "болтаться" в нём, что скажется на качестве сварки (неравномерная подача), лучше купить специальный "канал направляющий" от сварочников под конкретный диаметр проволоки, стоит копейки, это если горелку решил делать сам, а так лучше купить готовую заводскую, можно б/у.
По изоляции механизма протяжки — надо смотреть, прозванивать, у меня он полностью изолирован от корпуса, хоть и питается отдельным трансом.
Дроссель просто необходим, если его нет в сварочном трансе как у тебя. Конденсаторы надо ставить (подключать) после выпрямителя, ДО дросселя, иначе дуги не будет. И лучше их (кондёры) поставить несколько штук на разную ёмкость (в моём стоят две группы: 1- 4400 мкф на 63В (тоже от "Ока-400"), 2- 30 000 мкф на 63В) и подключать отдельно каждый (правда мощные выключатели надо, не менее 30А), чтобы иметь дополнительную возможность регулировать мощность дуги. Удивишься разнице между "без кондёров" и с ними.
Возможно, у твоего траса "ТЭД 130/1" будет слишком много напряжения (65В) для сварки проволокой, в полуавтоматах обычно 20 — 30 вольт (это если у источника тока "жёсткая" характеристика). Надо пробовать и экспериментировать!
Если будут вопросы — обращайся, чем смогу помогу.
Всё выше написанное основано на личном опыте создания самодельного сварочного полуавтомата (покупал только горелку и баллон с газом, остальное "найдено" на свалках), отработавшего больше 10 лет. Фотать и показывать его общественности не буду, ввиду крайне не эстетичного исполнения.
Хорошо, обращусь! У меня транс заводской со ступенями от 13 до 65в. Кондер на 44000мкф 100в. Дроссель сделал кое как, что аж руки потом звенели )
Ну тогда транс может и подойдёт. Не уверен, но в твоём дросселе возможно маловато витков ( в моём около 100 витков на "Ш" магнитопроводе 25 кв.см., я делал по образу и подобию самодельного и одного импортного). Провод делал сам из "антенного канатика" 4мм сложенного вдвое и обмотанного фторопластовой лентой, т.к. пробовал мотать шиной, как у тебя, — вешалка, очень тяжело…
В моем по 30 делал по словам автора, проверю в процессе, если что переделаю. Деваться некуда раз такая массовка пошла.
Ну а что, можно, главное не эстетика, а проверенный временем самодельный полуавтомат. Думаю найдутся ценители сотворенного своими руками.
Моё творение даже и "аппаратом" язык не поворачивается назвать. Так, временный, рабочий макет. Наверно и сейчас будет варить, если шестерёнку на движок снова приклеить…
Читайте также: