Приспособления для сварки ферм
Обновлено: 05.10.2024
Для сварки фермы применяют полуавтоматическую сварку в углекислом газе. Дуговая сварка в среде защитных газов — инертных (MIG) или активных (MAG) является наиболее применяемым методом. Сварку данным методом производят с помощью сварочных полуавтоматов.
Конструктивно сварочный полуавтомат состоит из источника тока (выпрямителя) и механизма подачи сварочной проволоки, выполненных в одном корпусе или раздельно и комплектуется сварочной горелкой. Исходя из конструктивных особенностей оборудования для полуавтоматической сварки в углекислом газе, сварку производят сварочным полуавтоматом «Спутник».
Технические характеристики полуавтомата «Спутник» указаны в таблице 9.
Технические характеристики полуавтомата «Спутник»
В состав сварочного оборудования входят источник сварочного тока и сварочный аппарат. Составные части сварочного оборудования и их функции определяются уровнем механизации и автоматизации процесса, параметрами режима сварки, необходимостью их установки и регулировки в режиме наладки и сварки.
Принцип дуговой сварки в защитных газах определяет основные функции оборудования:
- подвод к дуге электрической энергии и её регулирование;
- перемещение горелки со скоростью сварки и её регулирование;
- подача электродной проволоки в зону сварки и регулирование её скорости;
- подача защитного газа в зону сварки и регулирование его расхода;
- установка вылета электродной проволоки и корректирующие перемещения горелки;
- возбуждение дуги и заварка кратера;
- автоматическое слежение по линии сварки и др.
При пуске сварочного аппарата схема управления должна обеспечивать такую последовательность включения частей и механизмов оборудования:
1) подачу защитного газа, предварительную продувку системы подачи газа;
2) включение источника питания дуги;
3) подачу электродной проволоки;
4) возбуждение дуги;
5) перемещение аппарата со скоростью сварки.
Установка для механизированной дуговой сварки плавящимся электродом в защитных газах обычно включает:
- источник постоянного тока (выпрямитель);
- механизм подачи электродной проволоки с кассетой для проволоки;
- комплект специальных гибких шлангов с горелкой;
- встроенный в источник блок управления или отдельный шкаф управления;
- систему подачи защитного газа (баллон, подогреватель газа (для СО2), газовый редуктор, смеситель газов, газовые шланги, электроклапан);
- кабели цепей управления;
- сварочные кабели с зажимами;
- приспособление для сборки и кантовки сварного узла (механическое оборудование).
Компоновка установки без механического оборудования, которую традиционно называют сварочным полуавтоматом, показана (рис. 11).
Рис. 11. Установка для дуговой механизированной сварки в СО2: 1 - изделие; 2 - кнопка "Пуск"-"Стоп"; 3 - горелка; 4 - гибкий шланг; 5 - механизм подачи электродной проволоки; 6 - пульт управления; 7 - катушка; 8 - кабель цепей управления; 9 - блок управления полуавтоматом; 10 - шланг для подачи защитного газа; 11 - газовый редуктор; 12 - подогреватель СО2; 13 - баллон с СО2; 14 - сварочный выпрямитель
Оборудование, применяемое при сборке и сварке фермы:
БЕЗОПАСНОСТЬ ТРУДА
К электросварочным работам допускаются лица обоего пола не моложе 18 лет, прошедшие специальное обучение и имеющие удостоверение на право производства работ. Сварщики, мастера, электромонтеры и наладчики могут быть допущены к самостоятельной работе по обслуживанию электросварочных установок после медицинского осмотра и сдачи экзамена на знание требований инструкций по технике безопасности при эксплуатации закрепленного за ними электросварочного оборудования.
Все электросварщики допускаются к самостоятельной работе только по получению 2 квалификационной группы по электробезопасности. По этим же требованиям лица женского пола могут допускаться к ручной электродуговой сварке только на открытых площадках, вне помещений.
Проверка знаний электросварщиками правил электробезопасности при эксплуатации электросварочных установок проводится ежегодно. Для этой цели в каждой монтажной организации создается специальная комиссия во главе с главным инженером. В состав комиссии для проверки знаний рабочих и продления им на год удостоверения, подтверждающего II квалификационную группу по электробезопасности, должен входить энергетик с квалификационной группой по электробезопасности не ниже V.
Внеочередные повторные испытания электросварщика проводятся перед возобновлением им работы при перерывах в работе более трех месяцев. Каждый электросварщик может быть допущен к работе только после прохождения им инструктажей по технике безопасности и производственной санитарии в соответствии с общими требованиями инструктажа рабочих перед допуском их к самостоятельной работе.
Ни при каких обстоятельствах нельзя касаться незащищенными руками токоведущих частей.
В сырых местах электросварщик обязан работать в резиновых сапогах, пользоваться резиновыми перчатками или брезентовыми рукавицами, а также следить за тем, чтобы спецодежда была сухая и аккуратно надета.
При каждом перемещении электросварочных проводов сварщиком должны приниматься меры против повреждения изоляции, а также соприкосновения проводов с водой, маслом, стальными канатами, шлангами от ацетиленового аппарата, газопламенной аппаратуры и горячими трубопроводами.
Электросварщик обязан следить за тем, чтобы номинальный ток плавких предохранителей не превышал указанный в электросхеме или паспорте электрооборудования;
сварочные установки во время их перемещения были отсоединены от электропитающей сети; электродержатель был исправен, а смена электродов осуществлялась без прикосновения к токоведущим частям, при этом рукоятка электродержателя должна иметь козырек, защищающий руку сварщика.
Рабочее место электросварщика должно быть хорошо освещено, освобождено от ненужных для работы предметов и легковоспламеняющихся веществ.
Начинать электросварочные работы можно только при выполнении следующих предварительных условий:
Электросварщик должен быть экипирован в спецодежду, а также обувь, обеспечивающую гарантированную защиту от попадания на тело расплавленных частиц металла. В комплект одежды входят брезентовые брюки и куртка, имеющие карманы, закрытые специальными клапанами (одеваться должны только навыпуск), шнуровка обуви должна быть плотной. На руках должны быть сварочные перчатки.
Должна быть проверена электрическая изоляция токоведущих элементов. Проверяется надежность и правильность заземления следующих элементов: корпуса сварочного агрегата, его электрической части, свариваемой заготовки и рубильника. Все соединения кабеля и сварочного агрегата должны быть надежными.
У места ведения работ не должны находиться любые воспламеняющиеся материалы, расстояние от рабочей площадки до места их возможного размещения должно составлять не менее 10 метров.
Вести работы на открытой территории при атмосферных осадках (снег, дождь) запрещено, по их завершении сварка разрешена только с применением диэлектрических перчаток, обуви и ковриков, которые должны проходить обязательную поверку в установленные сроки.
Для защиты органов зрения и лица обязательно применение защитных масок или щитков, они должны обеспечить защиту всего лица. Также необходимо предусмотреть защиту от воздействия сварочной дуги посторонних лиц. С этой целью устанавливаются специальные экраны или щиты, не допускающие ослепления подручных сварщика.
Основные требования безопасности труда при полуавтоматической сварке
1) перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства (рубильника, кнопочного выключателя);
2) корпуса источника питания дуги и аппаратного ящика должны быть заземлены;
3) при включении полуавтомата первоначально следует включить рубильник (магнитный пускатель), а затем – аппаратный ящик. При выключении – наоборот;
4) шланги для защитного газа и водяного охлаждения у полуавтомата в местах соединения со штуцерами не должны пропускать газ и воду;
5) опираться или садиться на источник питания дуги и аппаратный ящик запрещается;
6) при работе открытой дугой на расстоянии менее 10м необходимо ограждать места сварки;
7) намотку сварочной проволоки с бухты на кассету нужно производить только после специального инструктажа;
8) по окончании работы выключить ток, газ, воду;
9) о замеченных неисправностях в работе оборудования необходимо доложить мастеру цеха и без его указания к работе не приступать;
10) устранять неисправности полуавтоматах самому сварщику запрещается.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Милютин.В.С. Источники питания и оборудование для электрической сварки плавлением.[текст]: учебник/ В.С.Милютин.- М.: Академия, 2010. – 368 с.
2. Овчинников В.В. Оборудование, механизация и автоматизация сварочных процессов. [текст]: учебник/ В.В. Овчинников. -М.: Академия, 2012.-256 с.
3. Овчинников В.В. Технология газовой сварки и резки металлов. [текст]: учебник/ В.В. Овчинников. - М.: Академия, 2010.-240 с.
4. Чернышев, Г.Г. Сварочное дело: Сварка и резка металлов. [Текст]: учеб. пособие для НПО / Г.Г. Чернышев. 4-е изд., перераб. и доп. – М.: Академия, 2010. – 496 с.
Сборка и сварка фермы
Ферма как система стержней из профильного проката или труб, соединенных в узлах. Материалы, необходимые для выполнения работ. Оборудование, инструменты и инвентарь. Требования качества выполненных работ. Выбор режима сварки. Технология выполнения швов.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 20.02.2015 |
| Размер файла | 955,5 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ государственное БЮДЖЕТНОЕ образовательное учреждение
высшего профессионального образования
«тюменский государственный НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ»
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
«Сборка и сварка фермы»
1. Характеристика изделия
2. Материалы, необходимые для выполнения работ
3. Оборудование, инструменты, приспособления, инвентарь
4. Технологический процесс
5. Технология выполнения швов
6. Выбор режима сварки
7. Требования качества выполненных работ
8. Организация рабочего места
9. Безопасные приемы труда
Ферма - это решетчатая конструкция - система стержней из профильного проката или труб, соединенных в узлах таким образом, что стержни испытывают растяжение или сжатие, а иногда сжатие с продольным изгибом. Металлические сварные фермы широко используют при строительстве промышленных и гражданских зданий, мостов, мачт, вышек и т. д. Это объясняется высокой прочностью и жесткостью ферм и небольшими затратами металла на их изготовление.
Ферма состоит из элементов: пояс, стойка, раскос, шпренгель (опорный раскос).
Для сварки фермы был выбран прокат профильной трубы 50 х 25мм из стали 09Г2С. Стенка трубы 1,12 мм, длина - 6,12 м.
Сталь 09Г2С - низколегированная конструкционная для сварных работ. 09Г2С - сталь, свариваемая без ограничений, при сварке не требует подогрева и последующей термообработки, не флокеночувствительна и не склонна к отпускной хрупкости.
Химический состав в % стали 09Г2С:
Для сварки фермы подходят следующие марки сварочной проволоки: Св-08ГС, Св-08Г2С, Св-18ХГС. Для полуавтоматической сварки в углекислом газе (СО2) использовать сварочную проволоку, желательно омедненную, диаметром 0,6-1 мм, также нельзя использовать ржавую и гнутую сварочную проволоку.
При сварке используется проволока Св-08Г2С-О. Омеднение защищает проволоку от окисления и улучшает токоподвод.
Основные характеристики Св-08Г2С-О:
- проволока выпускается диаметром 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 3,8; 4,0; 5,0 мм;
- обработка поверхности: без покрытия, омедненная, полированная (остаточная смазка менее 0,03%), химически полированная проволока;
- газозащитная - CO2 или смесь Ag-80% и CO?-20%;
- тип тока: постоянный обратной полярности.
Защитным газом в данной сварке выступает углекислый газ (СО2).
Углекислый газ является активным, это значит, что он защищает зону сварки от воздуха, растворяется в жидком металле, либо вступает с ним в химическое взаимодействие.
Углекислый газ бесцветный, со слабым запахом, с резко выраженными окислительными свойствами, хорошо растворяется в воде. Тяжелее воздуха в 1,5 раза, может скапливаться в плохо проветриваемых помещениях, в колодцах, приямках. ферма сварка шов труба
СО2 используется для ручной дуговой сварки на переменном и постоянном токе в различных пространственных положениях ответственных конструкций из углеродистых и низколегированных сталей с нормативным пределом прочности до 500 МПа.
Для сварки фермы рациональнее применить полуавтоматическую сварку в углекислом газе. Конструктивно сварочный полуавтомат состоит из источника тока (выпрямителя) и механизма подачи сварочной проволоки, выполненных в одном корпусе или раздельно и комплектуется сварочной горелкой (рис.3.1.). Основной принцип полуавтоматической сварки MIG/MAG заключается в том, что металлическая проволока во время сварки подается в зону сварки через сварочную горелку и плавится в электрической дуге. Сварочная проволока при этом методе играет двойную роль - она является токопроводящим электродом и служит присадочным материалом.
Рис. 3.1. Основной механизм подачи проволоки толкающего типа с обычной горелкой
Исходя из конструктивных особенностей оборудования для полуавтоматической сварки в углекислом газе используют полуавтомат «Спутник». Силовой блок питания вырабатывает переменный сварочный ток, силовой выпрямитель преобразует переменный ток в постоянный, дроссель сглаживает пульсации тока после преобразования, блок управления включает и выключает силовой блок питания, пневмоклапан для подачи защитного газа в зону сварки и подающий механизм. Шлангом управления производится включение блока управления и производится сварка. На панели управления расположены все органы управления полуавтомата (кроме кнопки включения схемы, она на ручке шланга управления): регулировка подачи электродной проволоки, регулировка силы сварочного тока и напряжения, тумблер включения сети, сигнальная лампа (показывает наличие напряжения), универсальный разъем для подключения шланга управления, вывод для подключения кабеля обратного тока (массы).
Принцип работы полуавтомата основан на сварке металлов в среде защитного газа плавящимся электродом.
Посредством шланга управления в место сварки автоматически подается электрод и защитный газ, а перемещение сварочной горелки по шву производится вручную сварщиком.
Порядковый номер полуавтомата выбит на передней панели около подающего механизма и на табличке на задней панели. Пломбировка полуавтомата отсутствует.
Во время работы полуавтомата необходимо соблюдать время периода работы и паузы (ПВ), т.к. во время сварки происходит нагрев дросселя, силового выпрямителя и силового трансформатора, при нагреве они могут выйти из строя. Время сварки 3 минуты. Время паузы (перерыва) 2 минуты.
Во время паузы происходит охлаждение за счет естественной вентиляции силовых агрегатов полуавтомата через имеющиеся вентиляционные отверстия в корпусе.
Для сварки использовать сварочную проволоку, желательно омедненную, диаметром 0,6-1 мм (комплект поставки по диаметр 0,8 мм) нельзя использовать ржавую и гнутую сварочную проволоку. Запрещается перемещать полуавтомат за шланг управления. Способ регулирования сварочного тока ступенчатый.
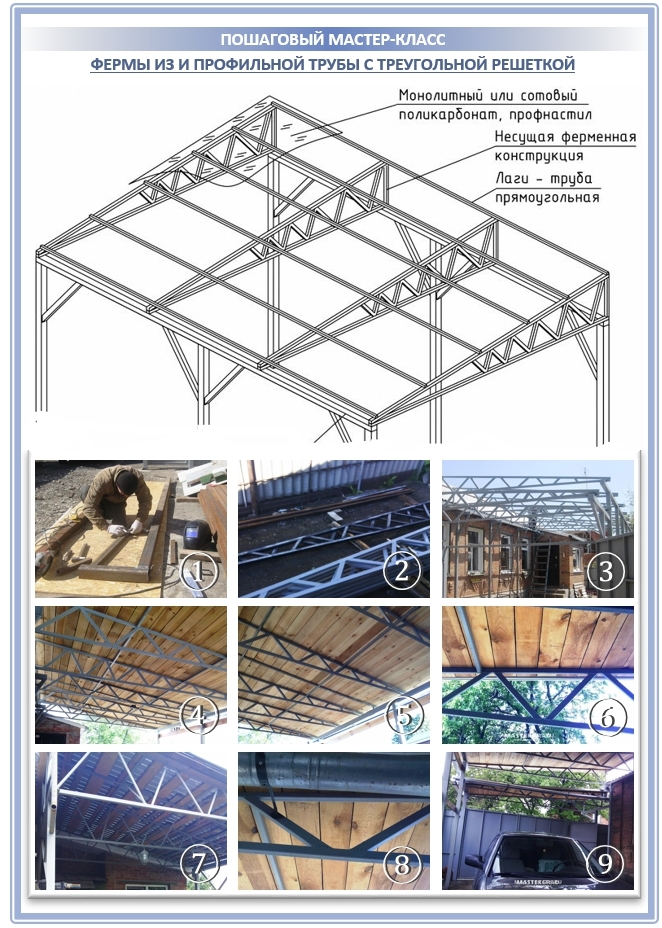
Фермы из профильной трубы: рассчитываем и изготавливаем своими руками
А как правильно подобрать профиль, рассчитать ферму, сделать в ней перемычки и установить, мы сейчас подробно расскажем. Для этого мы подготовили подробные мастер-классы изготовления ферм, видео-уроки и ценные советы от наших экспертов.
Содержание
Этап I. Проектируем ферму и ее элементы
Итак, что такое ферма? Это конструкция, которая связывает опоры в единое целое. Среди ее преимуществ: высокая прочность, отличные показатели эксплуатации, невысокая стоимость и хорошая устойчивость к деформациям и внешним нагрузкам.
Благодаря тому, что такие фермы обладают высокой несущей способностью, их ставят под любые кровельные материалы, независимо от их веса.
Использование в строительстве металлических ферм из прямоугольных замкнутых профилей считается одним из самых рациональных решений. И неспроста:
- Главный секрет в экономии, благодаря удобному соединению всех элементов решетки.
- Еще одно ценное преимущество профильных труб для ферм – это равная устойчивость в двух плоскостях, замечательная обтекаемость и удобство эксплуатации.
- При своем малом весе такие фермы выдерживают серьезные нагрузки.
Отличаются стропильные фермы по очертанию поясов, типу сечения стержней и видам решетки. И при правильном подходе вы самостоятельно сможете сварить и установить ферму из профильной трубы любой сложности. Даже такую:

Этап II. Приобретаем качественный профиль
Итак, прежде, чем составить проект будущих ферм, сначала нужно определиться с такими важными пунктами, как:
- контуры, размер и форма будущей крыши;
- материал изготовления верхнего и нижнего поясов фермы, а также ее решетки;
- угол наклона и планируемая нагрузка.
Запомните одну простую вещь вещь: у каркаса из профильной трубы есть так называемые точки равновесия, которые важно определить для устойчивости всей фермы. И очень важно подобрать под эту нагрузку качественный материал:
Профильные трубы для ферм бывают двух видов сечений: прямоугольного или квадратного. Выпускаются они разного диаметра, с разной толщиной стенок:
- Для малогабаритных построек мы рекомендуем трубы до 4,5 метров длиной, сечением 40х20х2 мм.
- Если вы будете изготавливать фермы длиннее 5 метров, тогда выбирайте профиль с параметрами 40х40х2 мм.
- Для полномасштабного строительства крыши жилого дома вам понадобятся профильные трубы с такими параметрами: 40х60х3 мм.
Устойчивость всей конструкции прямо пропорциональна толщине профиля, поэтому для изготовления ферм не используйте трубы, предназначенные для стоек и каркасов. Также обратите внимание, каким именно методом было изготовлено изделие: электросварным, горячедеформированным или холодным деформированнием.
Если же вы беретесь изготавливать фермы самостоятельно, берите заготовки квадратного сечения – с ними работать проще всего. Приобретите квадратный профиль 3-5 мм толщиной, который будет достаточно прочным и по своим характеристикам близок к металлическим брусьям.
Обязательно учитывайте при проектировании снеговые и ветровые нагрузки в вашей местности. Ведь большое значение при выборе профиля имеет угол наклона ферм:
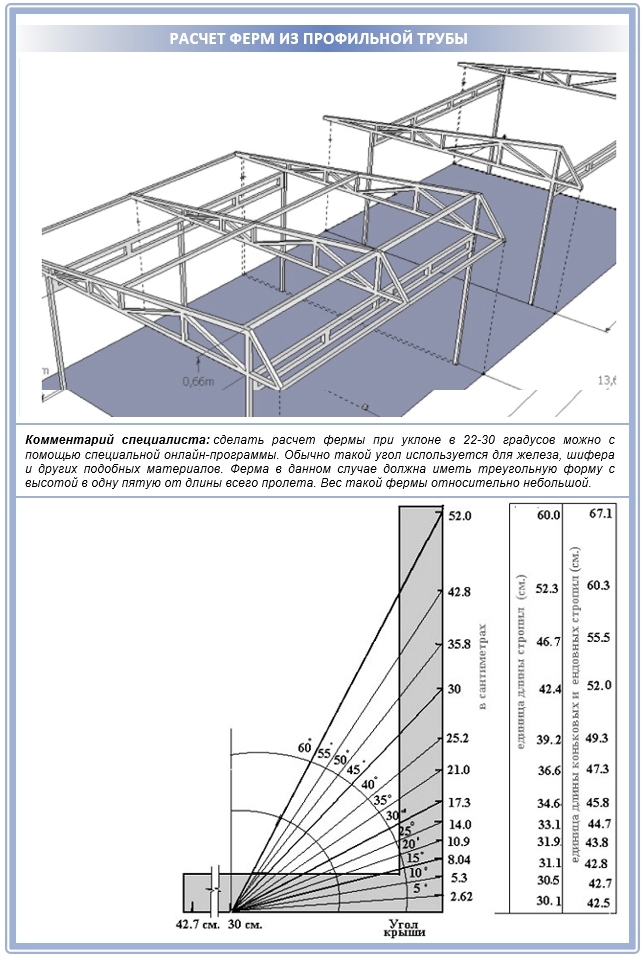
Более точно спроектировать ферму из профильной трубы вы сможете при помощи онлайн-калькуляторов.
Отметим только, что самая простая конструкция фермы из профильной трубы представляет собой несколько вертикальных стоек и горизонтальные уровни, на которые можно крепить стропила для крыши. Приобрести такой каркас можно в готовом виде, даже под заказ в любом городе России.
Этап III. Рассчитываем внутреннее напряжение ферм
Самое важное и ответственное задание – это правильно произвести расчет фермы из профильной трубы и подобрать нужный формат внутренней решетки. Для этого нам понадобится калькулятор или подобное ему другое программное обеспечение, а также некоторые табличные данные СНиПов, которые за это:
- СНиП 2.01.07-85 (воздействия, нагрузки).
- СНиП п-23-81 (данные по стальным конструкциям).
По возможности ознакомьтесь с этими документами.
Форма крыши и угол наклона
Ферма нужна для какой конкретно кровли? Односкатной, двускатной, купольной, арочная или шатровой? Самый простой вариант, конечно же, это изготовление стандартного односкатного навеса. Но и достаточно сложные фермы вы также способны рассчитать и изготовить самостоятельно:
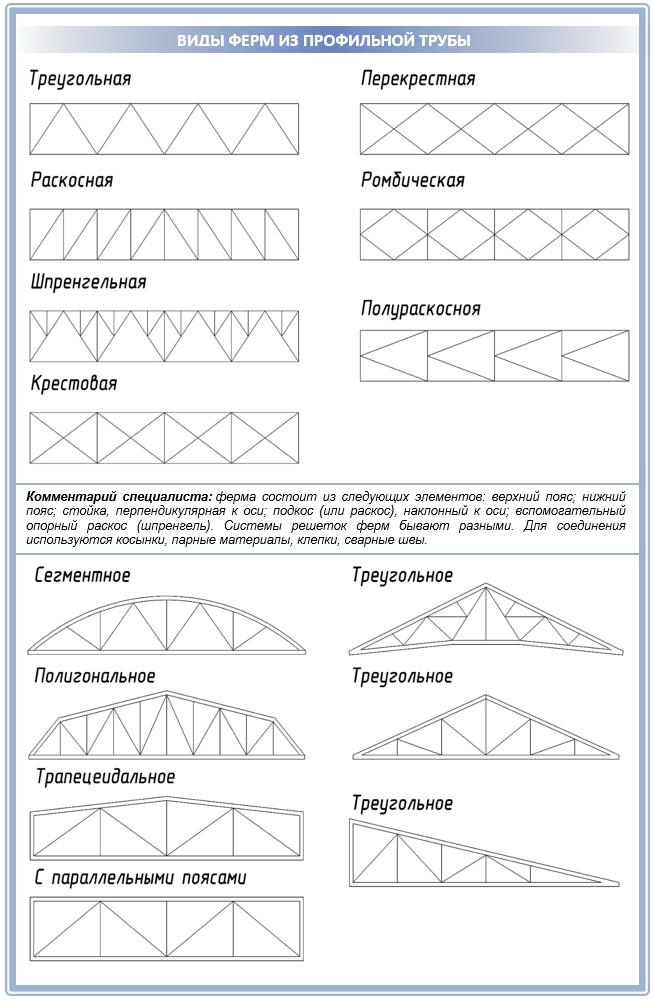
Стандартная ферма состоит из таких важных элементов, как верхний и нижний пояс, стойки, раскосы и вспомогательные подкосы, которые еще называют шпренгелями. Внутри ферм располагается система решеток, для соединения труб используется сварные швы, клепки, специальные парные материалы и косынки.
И, если вы собираетесь изготовить сложную по форме крышу, то такие фермы станут для нее идеальным вариантом. Их очень удобно изготавливать по шаблону прямо на земле, и только потом поднимать наверх.
Чаще всего при строительстве небольшого дачного домика, гаража или бытовки применяются так называемые фермы полонсо – особая конструкция треугольных ферм, соединенных затяжками, и нижний пояс здесь выходит приподнятым.
По сути, в этом случае, чтобы повысить высоту конструкции, нижний пояс делают ломаным, и он тогда составляет 0,23 от длины полета. Для внутреннего пространства помещения очень удобно.
Итак, всего есть три основных варианта изготовления фермы в зависимости от наклона крыши:
- от 6 до 15°;
- от 15 до 20°;
- от 22 до 35°.
В чем разница спросите вы? Например, если угол конструкции будет небольшой, всего до 15°, тогда фермы рационально делать трапециевидной формы. И при этом вполне можно уменьшить вес самой конструкции, беря в высоту от 1/7 до 1/9 от от общей длины полета.
Т.е. руководствуйтесь таким правилом: чем меньше вес, тем больше должна быть высота фермы. А вот если мы вас будет иметь уже сложную геометрическую форму, тогда нужно выбрать другой тип фермы и решеток.
Виды ферм и формы крыши
Вот пример конкретных ферм для каждого вида крыши (односкатной, двускатной, сложной):
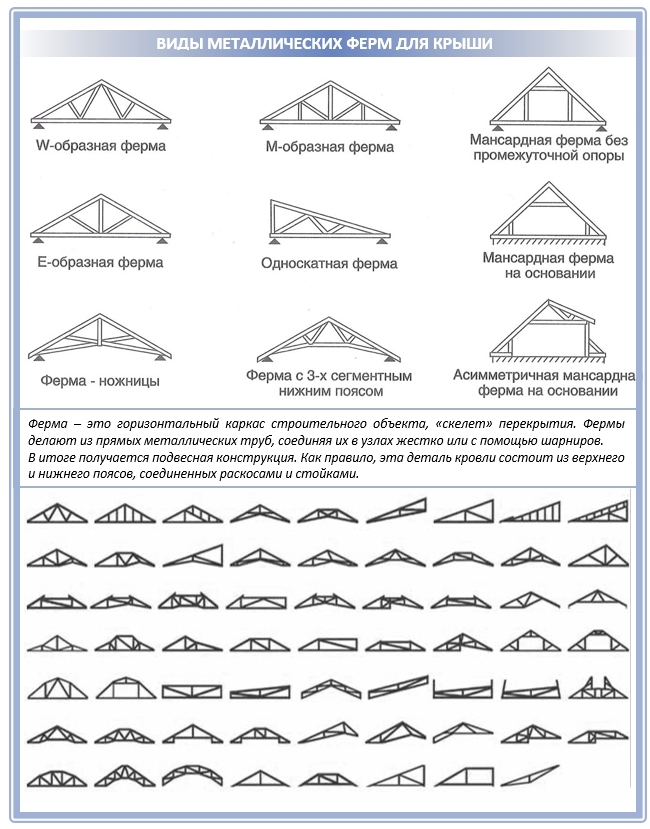
Давайте разберемся с видами ферм:
- Треугольные фермы – классика изготовления основы для крутых скатов крыши или навесов. Сечение труб для таких ферм нужно подбирать с учетом веса кровельных материалов, а также эксплуатации самой постройки. Треугольные фермы хороши тем, что обладают простыми формы, просты в расчете и исполнении. Их ценят за подкровельное обеспечение естественным светом. Но отметим и недостатки: это дополнительные профили и длинные стержни в центральных сегментах решетки. А также здесь вам придется столкнуться с некоторыми сложностями при сварке острых опорных углов.
- Следующий вид – полигональные фермы из профильной трубы. Они незаменимы при сооружении больших площадей. Сварка у них уже более сложной формы, а поэтому для облегченных конструкций их не проектируют. Зато такие фермы отличаются большей экономией металла и прочностью, что особенно хорошо для ангаров с большими пролетами.
- Прочной считается также ферма с параллельными поясами. Отличается от других такая ферма тем, что у нее все детали – повторяющиеся, с одинаковой длиной стержней, поясов и решеток. То есть здесь минимум стыков, а поэтому рассчитывать и варить такую из профильной трубы проще всего.
- Отдельный вид – это односкатная трапециевидная ферма с опорой на колонны. Такая ферма идеальна, когда необходима жесткая фиксация сооружения. У нее есть уклоны (раскосы) по боковым сторонам и отсутствуют длинные стержни верхней обрешетки. Подходит для крыш, которым особенно важна надежность.
Вот пример изготовления ферм из профильной трубы как универсального варианта, который подходит для любых садовых построек. Речь идет о треугольных фермах, и вы наверняка их уже видели много раз:

Треугольная ферма с ригелем тоже достаточно проста, и вполне подходит для строительства беседок и бытовки:

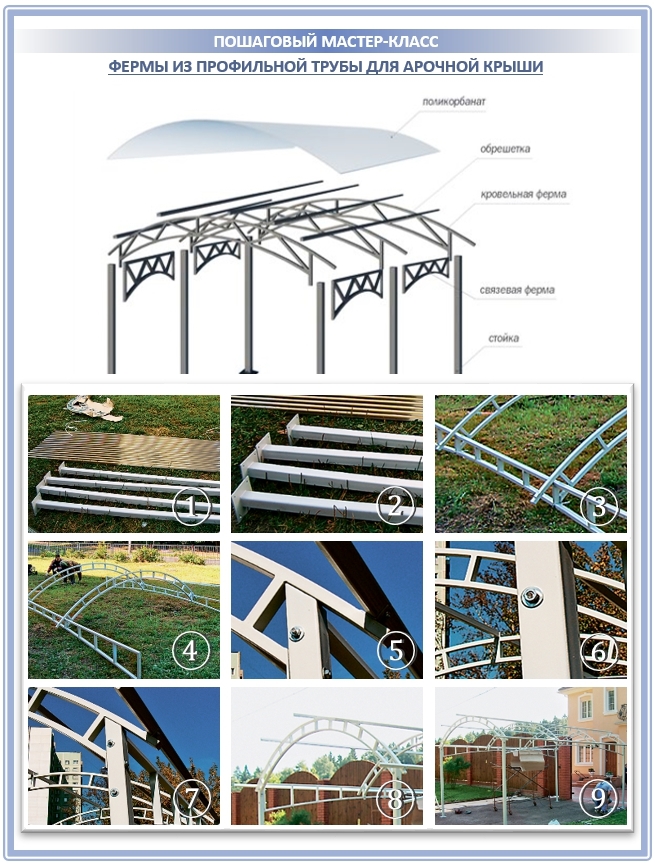
А вот арочные фермы в изготовлении уже намного сложнее, хотя и обладают рядом своих ценных преимуществ:
Главное ваша задача – центрировать элементы фермы из металла от центра тяжести по всем направлениям, говоря простым языком, минимизировать нагрузку и грамотно ее распределить.
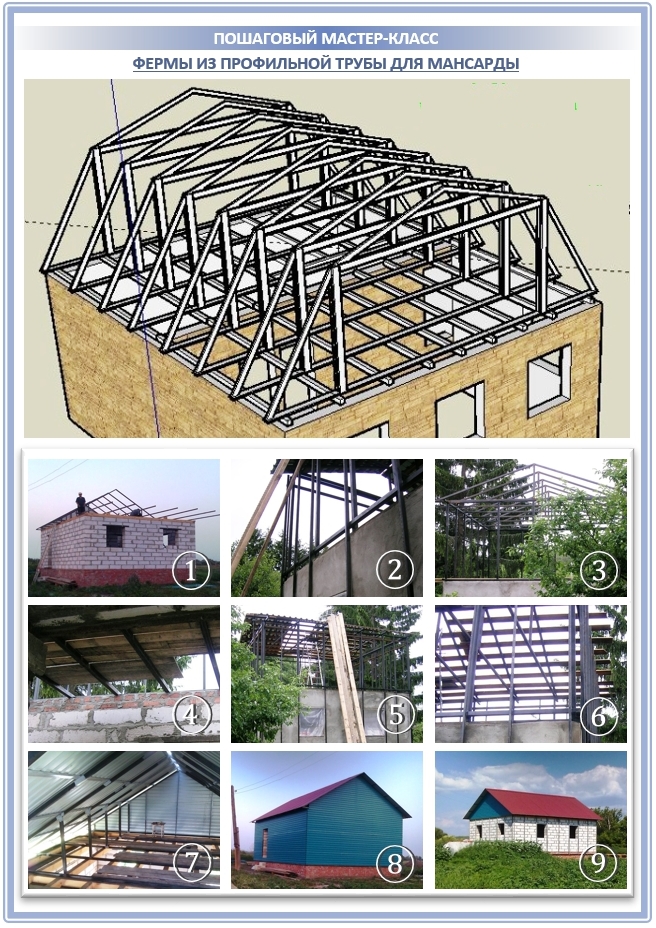
Поэтому выбирайте тот вид ферм, который подходит для этой цели больше. Кроме перечисленных выше, популярностью пользуются также ферма-ножницы, асимметричная, П-образная, двухшарнирная, ферма с параллельными поясами и мансардная ферма с опорами и без них. А также мансардный вид фермы:
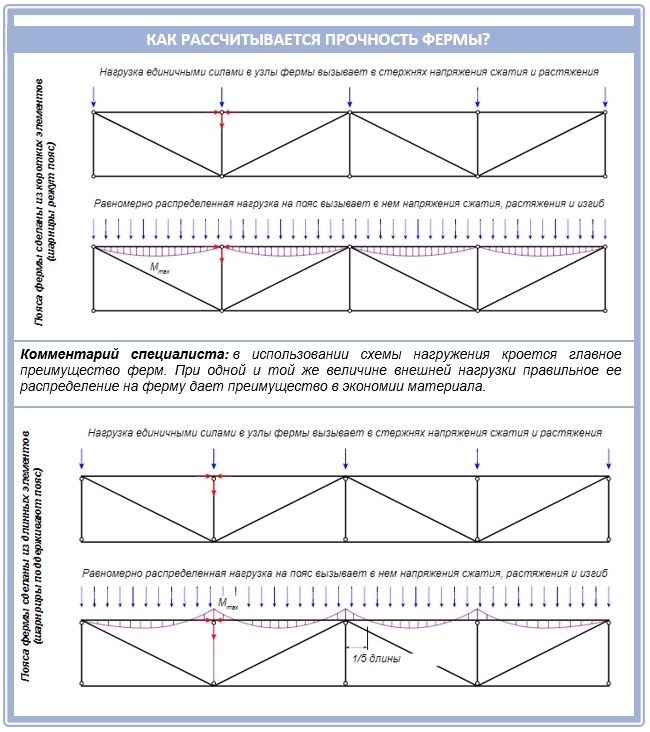
Типы решеток и точечная нагрузка
Вам будет интересно узнать, что определенный дизайн внутренних решеток ферм подбирается вовсе не из эстетических соображений, а вполне практичных: под форму крыши, геометрию потолка и расчет нагрузок.
Вам нужно спроектировать свою ферму таким образом, чтобы все силы сосредотачивались конкретно в узлах. Тогда в поясах, раскосах и шпренгелях изгибающих моментов не будет – они станут работать только на сжатие и растяжение. И тогда сечение таких элементов уменьшают до необходимого минимума, значительно при этом экономя на материале. И саму ферму ко всему вы спокойно можете сделать шарнирной.
В противном случае, на ферму будут постоянно действовать распределенная по стержням сила, и появится изгибающий момент, в дополнение к общему напряжению. И здесь тогда важно грамотно просчитать максимальное изгибающее значения для каждого отдельного стержня.
Тогда сечение таких стержней должно быть больше, чем если бы сама ферма была нагружена точечными силами. Подведем итог: фермы, на которых распределенная нагрузка действует равномерно, изготавливают из коротких элементов с шарнирными узлами.
Давайте разберемся, в чем преимущество того или иного вида решетки в плане распределения нагрузки:
- Треугольная система решетки всегда применяются в фермах с параллельными поясами и трапецеидальной ферме. Ее основное преимущество в том, что она дает самую маленькую суммарную длину решетки.
- Раскосная система хороша при небольшой высоте ферм. Но расход материала на нее немалый, ведь здесь весь путь усилия идет через узлы и стержни решетки. А поэтому при проектировании важно заложить максимум стержней, чтобы длинные элементы оказались растянутыми, а стойки – сжатыми.
- Еще один вид – шпренгельная решетка. Ее изготавливают в случае нагрузок верхнего пояса, а также тогда, когда нужно уменьшить длину самой решетки. Здесь преимущество в соблюдении оптимального расстояния между элементами всех поперечных конструкций, которое, в свою очередь, позволяет сохранить нормальное расстояние между прогонами, что будет практичным моментом для монтажа элементов кровли. Но создавать такой решетку своими руками – довольно трудоемкое занятие с дополнительным расходам металла.
- Крестовидная решетка позволяет распределить нагрузку на ферму сразу в обоих направлениях.
- Еще один вид решетки – перекрестная, где раскосы крепятся прямо к стенке фермы.
- И, наконец полураскосная и ромбическая решетки, самая жесткая из перечисленных. Здесь взаимодействует сразу две системы раскосов.
Мы подготовили для вас иллюстрацию, где собрали все виды ферм и их решеток вместе:
Вот пример того, как изготавливают ферму с треугольной решеткой:
Изготовление фермы с раскосной решеткой выглядит так:

Нельзя сказать, что какой-то из видов ферм определенно лучше или хуже другого – каждый из них ценен меньшим расходом материалов, более легким весом, несущими способностями и методом крепления. Рисунок отвечает за то, какая схема нагрузок будет на нее действовать. И от выбранного типа решетки напрямую будет зависеть то, какой будет вес фермы, внешний вид и трудоемкость ее изготовления.

Отметим еще такой необычный вариант изготовления фермы, когда она сама по себе становится частью или опорой для другой, деревянной:

Этап IV. Изготавливаем и устанавливаем фермы
Мы дадим вам несколько ценных советов, как самостоятельное без особых сложностей сварить такие фермы прямо у себя на участке:
- Вариант первый: можно обратиться к заводу, и они сделают на заказ по вашему рисунку все нужные отдельные элементы, которые вам останется только сварить уже на месте.
- Второй вариант: приобретите готовый профиль. Тогда вам останется только обшить фермы изнутри досками или фанерами, а в промежутке уложить по необходимости утеплитель. Но и обойдется этот способ, конечно же, дороже.
Вот, к примеру, хороший видео-урок, как удлинить трубу при помощи сварки и достичь идеальной геометрии:
Вот также очень полезное видео, как отрезать трубу под углом 45°:
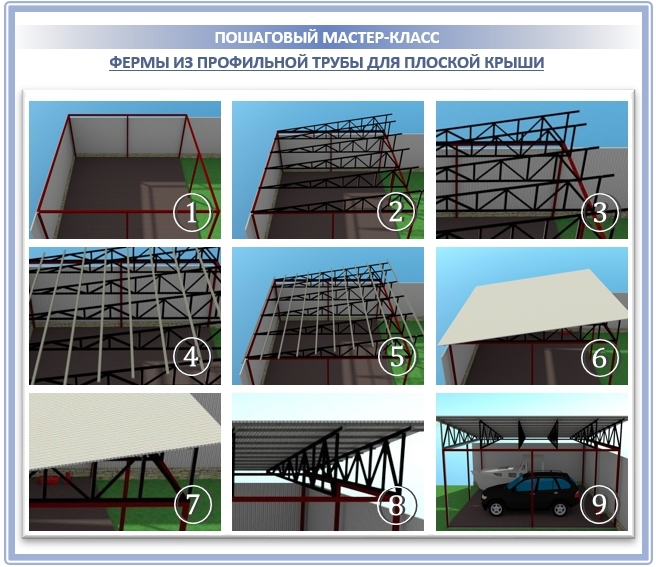
- Шаг 1. Сначала подготовьте фермы. Лучше их заранее сваривать прямо на земле.
- Шаг 2. Установите вертикальные опоры для будущих ферм. Крайне важно, чтобы они были действительно вертикальными, поэтому проверьте их отвесом.
- Шаг 3. Теперь возьмите продольные трубы и приварите их к опорным стойкам.
- Шаг 4. Поднимите фермы и приварите их к продольным трубам. После этого все места соединения важно очистить.
- Шаг 5. Готовый каркас покрасьте специальной краской, предварительно очистив и обезжирив его. Особое внимание при этом уделите местам соединения профильных труб.
С чем еще сталкиваются те, кто изготавливает такие фермы в домашних условиях? Во-первых, заранее продумайте опорные столики, на которых вы будете класть ферму. Далеко не лучший вариант бросить ее на землю – работать будет очень неудобно.
Поэтому лучше поставить небольшие мосты-опоры, которые будут немного шире, чем нижний и верхний пояс фермы. Ведь вы будете вручную замерять и вкладывать между поясами перемычки, и важно, чтобы они не проваливались на землю.


Следующий важный момент: фермы из профильной трубы тяжеловаты на вес, а поэтом вам понадобится помощь минимум еще одного человека. Кроме того, не помешает подмога и в такой нудной и кропотливой работе, как зашкуривание металла перед варкой.
Также в некоторых конструкциях приходится сочетать разные виды ферм, чтобы присоединить крышу к стене здания:

Еще учитывайте, что нарезать фермы вам нужно будет много, для всех элементов, а поэтому советуем вам либо приобрести, либо соорудить самодельный станок по типу того, что в нашем мастер-классе. Вот как он работает:
Во так, шаг за шагом, вы составите чертеж, рассчитаете решетку фермы, сделаете заготовки и сварите конструкцию уже на месте. Причем у вас в расходе будут также и остатки профильных труб, поэтому, ничего не нужно будет выбрасывать – все это понадобится для второстепенных деталей навеса или ангара!
Этап V. Зачищаем и окрашиваем готовые фермы
После того, как вы установите фермы на их постоянное место, обязательно обработайте их антикоррозийными составами и окраски полимерными красками. Идеально подойдет для этой цели краска, которая отличается долговечностью и устойчивостью к ультрафиолету:

Вот и все, ферма из профильной трубы готова! Остаются только финишные работы по обшивке ферм изнутри отделкой и снаружи кровельным материалом:

Поверьте, изготовить металлическую ферму из профильной трубы для вас на самом деле не составит большого труда. Огромную роль играет грамотно составленный чертеж, качественная сварка фермы из профильной трубы и желание все сделать правильно и аккуратно.
Технология сборки и сварки
Изготовленные элементы фермы собирают на стеллаже или в стапелях и скрепляют короткими сварными швами. Последовательность наложения сварных швов при сварке фермы, собранной на прихватках, должна выполняться в соответствии с технологией, предусматривающей получение минимальных короблений, допустимых без последующей рихтовки фермы.
При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, неучтенных расчетом. Разнообразие типов и размеров ферм иногда не позволяют использовать преимущества их сборки в инвентарных кондукторах. В этих случаях нередко применяют метод копирования. Это объясняется малой повторяемостью ферм, изготовляемых на заводах, которые имеют различные пролеты, уклоны верхних поясов, схемы решетки, сечения уголков, конструкции узлов и расположение монтажных отверстий. Разнообразие типов ферм затрудняет применение инвентарных кондукторов.
Сборка стропильных и подстропильных ферм состоит из:
v сборки копира,
v сборки полуфермы по копиру,
Копиром называется сборочный кондуктор (шаблон) представляющий собой ферму, у которой поставлены все листовые детали и уголки с одной стороны.
Первую собранную по разметке ферму (рис. 6, а) закрепляют на стеллаже — она служит копиром. При сборке детали каждой очередной фермы 2 (рис. 6, б) раскладывают и совмещают с деталями 1 копирной фермы. После скрепления деталей 2 прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки 3 (рис. 6, в). Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку.
Рис. 6. Схема сборки фермы по копиру
Такой способ прост и эффективен, но не обеспечивает необходимой точности размеров ферм и правильного расположения монтажных отверстий, например, для крепления ферм к колоннам. Для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы, которые определяют положение с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных допусков.
Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливают концевые планки 2, предварительно сваренные с фасовками 1. Их правильное положение обеспечивают совмещением монтажных отверстий концевых планок с отверстиями в стойке фиксатора IV. Затем на копире раскладывают все остальные элементы, производят прихватку, ферму снимают с копира, кантуют и дособирают, как описано выше.
Рис. 7. Схема устройства для сборки и сварки ферм
При достаточно большом количестве выпускаемых ферм одного типоразмера становится экономически целесообразным использование кондукторов и кантователей. На рис. 8 показан кондуктор, смонтированный на базе плиты с Т-образными пазами, состоящей из отдельных секций и оснащенной элементами универсальных сборных сборочных приспособлений. Номера на схеме фермы соответствуют номерам под рисунками приспособлений. Регулируемые опоры обеспечивают фиксацию деталей в горизонтальной плоскости; регулировка по высоте осуществляется при помощи резьбы; фиксация - через отверстия в детали с использованием пробки. Детали, не имеющие отверстий, устанавливают по упорам и перед прихваткой зажимают их при помощи сборочных приспособлений: эксцентриковых зажимов, струбцин, вилок или при помощи переносной пневмогидравлической струбцины.
В кондукторе фермы собирают без кантовки. Для поворота их при сборке нередко используют устройство, дополняющее сборочный кондуктор 1 (рис. 8). С помощью рамки 2 собранную ферму сначала ставят в вертикальное положение, а затем передают на стенд 3, причем в каждом из этих положений выполняют соответствующие швы. В это время на кондукторе производят сборку следующей фермы.
Рис. 8. Кондуктор для ферм с применением универсальных сборочных приспособлений (УССП)
Стыки собирают в сборочных приспособлениях или с помощью прихваток. Их ставят с применением присадочных проволок той же марки, какой будет выполнена сварка.
Высота прихватки должна быть равна 0,6 – 0,7 толщины свариваемых деталей, но не менее 3 мм, при толщине стенки до 10 мм или 5-8 мм при толщине стенки более 10 мм.
Прихватки необходимо выполнять с полным проваром. Их поверхность должны быть тщательно зачищена. Прихватки, имеющие недопустимые дефекты следует удалить механическим способом.
Для фиксации отдельных изделий на стеллаже применяют дополнительные устройства: магнитные фиксаторы, зажимы, прихваты и прочее. С их помощью конструкция фермы приобретает необходимую геометрическую форму. После сборки и фиксации ее снимают со стеллажа вместе с магнитными фиксаторами и прихватами. Окончательную проварку швов производят вне стеллажа, который уже используют для сборки следующей фермы.
Необходимо внимательно относится к технологии процесса. Сварку фермы обязательно необходимо производить в четком соответствии с утвержденным порядком и согласно чертежам. Это позволит избежать нежелательных короблений, а, следовательно, и повреждений всей конструкции и значительного снижения ее обще прочности.
Любой процесс складывается из нескольких основных этапов. Сварка не является исключением. Ее можно разделить на три главные части, которые являются необходимыми к исполнению: подготовка материала и сварочного аппарата, непосредственно сварка и, в конце, проверка на качество. Для каждого этапа характерны свои задачи, качественное выполнение которых гарантирует надежность всего итогового изделия.
Пространственные решетчатые конструкции также собирают в кондукторах-кантователях (рис. 9). Конструкции с параллельными поясами собирают, начиная с поясных уголков, которые укрепляют фиксаторами в планшайбы кондуктора, затем с помощью подъемного копира укладывают элементы решетки и закрепляют их прихватками. Конструкции пирамидальной формы обычно собирают в два приема. Сначала на копире монтируют две боковые плоскости (фермы), а затем в специальный кондуктор-кантователь укладывают собранные плоскости и соединяют их решеткой. Собранные на прихватках конструкции подают на сварочный стеллаж для сварки в углекислом газе.
Рис. 9. Кондуктор-кантователь для сборки пространственных решетчатых конструкций: 1 - опора с редуктором; 2 - планшайба; 3 - стойка; 4 - передаточный вал; 5 - станина; 6 - подвижная опора; 7 - электропривод; 8 - копир; 9 - фиксатор; 10 - воздушный цилиндр.
Параметры режима сварки
Качество сварки в значительной мере зависит от правильности выбора режимов работы сварочного полуавтомата, а также от правильности выбора сварочных материалов.
К параметрам режима сварки в углекислом газе относятся: род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, вылет электрода, расход углекислого газа, наклон электрода относительно шва и скорость сварки.
При сварке в углекислом газе обычно применяют постоянный ток обратной полярности, так как сварка током прямой полярности приводит к неустойчивому горению дуги. Переменный ток можно применять только с осциллятором, однако в большинстве случаев рекомендуется применять постоянный ток. Сварочный ток устанавливается в зависимости от выбранного диаметра электродной проволоки.
Диаметр электродной проволоки следует выбирать в зависимости от толщины свариваемого металла.
Режимы полуавтоматической сварки в углекислом газе низкоуглеродистой стали приведены в таблице 7.
Режимы полуавтоматической сварки в углекислом газе низкоуглеродистой стали
С увеличением силы сварочного тока увеличивается глубина провара и повышается производительность процесса сварки.
Напряжение дуги зависит от длины дуги. Чем длиннее дуга, тем больше напряжения на ней. С увеличением напряжения дуги увеличивается ширина шва и уменьшается глубина его провара. Устанавливается напряжение дуги в зависимости от выбранной силы сварочного тока.
Скорость подачи электродной проволоки подбирают с таким расчётом, чтобы обеспечивалось устойчивое горение дуги при выбранном напряжении на ней.
Вылетом электрода называется длина отрезка электрода между его концом и выходом его из мундштука. Величина вылета оказывает большое влияние на устойчивость процесса сварки и качества сварного шва. С увеличением вылета ухудшается устойчивость горения дуги и формирования шва, а также увеличивается разбрызгивание. При сварке с очень малым вылетом затрудняется наблюдение за процессом сварки и часто подгорает контактный наконечник. Величину вылета рекомендуется выбирать в зависимости от диаметра электродной проволоки.
Кроме вылета электрода, необходимо выдерживать определённое расстояние от сопла горелки до изделия (табл.8.), так как с увеличением этого расстояния возможно попадание кислорода и азота воздуха в наплавленный металл и образования пор в шве. Величину расстояния от сопла горелки до изделия следует выдерживать в приведенных значениях.
Рекомендуемые расстояния от сопла до изделия, мм
Расход углекислого газа определяют в зависимости от силы тока, скорости сварки, типа соединения и вылета электрода. В среднем газа расходуется от 5 до 20 л/мин.
Наклон электрода относительно шва оказывает большое влияние на глубину провара и качество шва. В зависимости от угла наклона сварку можно производить углом назад и углом вперёд. При сварке углом назад в пределах 5 – 10 град улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается более плотным.
При сварке углом вперёд труднее наблюдать за формированием шва, но лучше наблюдать за свариваемыми кромками и направлять электрод точно по зазорам. Ширина валика при этом возрастает, а глубина провара уменьшается. Скорость сварки устанавливается самим сварщиком в зависимости от толщины металла и необходимой площади поперечного сечения шва. При слишком большой скорости сварки конец электрода может выйти из-под зоны защиты газом и окислиться на воздухе.
Для регулировки расхода защитного газа используют газовый редуктор. Защитный газ, который подается в зону сварки через газовое сопло, защищает дугу и сварочную ванну с расплавленным металлом. Металл в расплавленном состоянии химически активен и может взаимодействовать с защитным газом.
Контроль качества
Кроме того, систематически проверяют приспособления и оборудование. При предварительном контроле подвергаются проверке основные и вспомогательные материалы, устанавливается их соответствие чертежу и техническим условиям.
Сварочную проволоку в течение 1,2 – 2 ч прокаливают при температуре 150 - 250ºС. Ржавчина на проволоке резко ухудшает стабильность процесса сварки.
После заготовительных работ детали подвергают чаще всего наружному осмотру, т.е. проверяют внешний вид детали, качество поверхности, наличие заусенцев, трещин, забоин и т.п., а также измеряют универсальными и специальными инструментами, шаблонами, с помощью контрольных приспособлений. Особенно тщательно контролируют участки, подвергающиеся сварке. Профиль кромок, подготовленных под сварку плавлением, проверяют специальными шаблонами, а качество подготовки поверхности - с помощью оптических приборов или специальными микрометрами.
Во время сборки и прихватки проверяют расположение деталей друг относительно друга, величину зазоров, расположение и размер прихваток, отсутствие трещин, прожогов и других дефектов в местах прихваток и т.д. Качество сборки и прихватки определяют главным образом наружным осмотром и обмером.
Наиболее ответственным моментом является текущий контроль выполнения сварки. Организация контроля сварочных работ может производиться в двух направлениях: контролируют сами процессы сварки либо полученные изделия. Операционный контроль или межоперационный контроль проводится на различных стадиях производственного процесса изготовления изделия. Назначение и порядок его проведения определяется технологической документацией - маршрутными и операционными картами.
Контроль процессов позволяет предотвратить, появление систематических дефектов и особенно эффективен при автоматизированной сварке (автоматическая и механизированная дуговая сварка).
Контроль качества сварных соединений стальных конструкций производится:
внешним осмотром с проверкой геометрических размеров и формы швов в объеме 100 %; Контроль размеров сварного шва и определение величины выявленных дефектов следует производить измерительным инструментом, имеющим точность измерения ±0,1 мм, или специальными шаблонами для проверки геометрических размеров швов. При внешнем осмотре рекомендуется применять лупу с 5-10-кратным увеличением;
неразрушающими методами (радиографированием или ультразвуковой дефектоскопией) в объеме не менее 0,5 % длины швов.
Рис. 10. Схема ультразвукового контроля
Контроль швов сварных соединений конструкций неразрушающими методами следует проводить после исправления недопустимых дефектов, обнаруженных внешним осмотром.
Трещины всех видов и размеров в швах сварных соединений конструкций не допускаются и должны быть устранены с последующей заваркой и контролем.
Читайте также: