Продолжительность включения сварочного аппарата
Обновлено: 25.06.2024
У любого сварочного аппарата есть одна важная характеристика - продолжительность включения, чаще можно встретить именно аббревиатуру «ПВ». Данная характеристика измеряется в процентах и является ничем иным, как отношением времени работы под нагрузкой к времени охлаждения. Все это замеряется при конкретной температуре окружающей среды.
По европейским стандартам ПВ должно указываться при 40°С и 5-минутном интервале. По стандартам стран СНГ при 20°С и 10 минутах. В Беларуси в 95% случаев вы встретите показатель Продолжительности включения, рассчитанный именно при 20°С и 10 минутках.
Что же этот хитрый показатель означает
Если говорить о стандартах СНГ, то ПВ 70% означает, что сварочный аппарат будет работать непрерывно на максимальном токе 7 минут, остальные 3 ему необходимо отдыхать. Естественно, такая логика работает при температуре окружающей среды 20°С.
Если температура окружающей среды повышается, то ПВ снижается. То есть, если «за бортом» будет 50°С, то ПВ Вашего такого аппарата будет минимум вдвое меньше.
Если же мы имеем «заморский» сварочный аппарат, например Esab, то ПВ на этом аппарате считалась по-другому. Стандартные 30% для таких аппаратов рассчитаны при температуре 40°С, соответственно, в условиях белорусского лета, когда столбик термометра колеблется на отвертке 24-28°С, то значение ПВ можно смело умножать на 1.5-2. Таким образом, мы будем иметь около 5 минут из 10 или 2.5 минуты из 5 (если считать по стандартам ЕС)
Почему этот показатель важен
Не нужно иметь высшее техническое образование, чтобы понять, зачем показатель продолжительности включения вообще ввели.
- В первую очередь, он дает картину рабочего цикла. Если на улице 25°C или 30°C, а ПВ аппарата 20%, то Вы имеете менее 2 минут на сварочные работы на максимальном токе, остальные 8 Вам придется «курить» в стороне, ожидая, пока аппарат остынет. «Сварить» петли на заборе Вы не успеете и за половину дня.
- Во-вторых, этот показатель помогает выбрать между двумя сварочными аппаратами, которые имеют одинаковый максимальный ток. Наверняка модель с более высоким ПВ имеет лучшую систему охлаждения и «запас прочности» внутренних компонентов. Правда, эта логика работает только с аппаратами известных брендов, которые дорожат репутацией.
Почему этот показатель не важен
Неожиданный поворот сюжета, не правда ли? Увы, но после всего сказанного мы будем убеждать Вас, что не стоит обращать внимание на продолжительность включения при выборе сварочного аппарата.
На сегодняшний день ПВ стал маркетинговой уловкой. Многие производители в битве за потребителя идут на хитрости. Например, в каталогах легко можно найти сварочные аппараты с ПВ 80%, 90% и даже 100%. Как это возможно, спросите Вы? А все очень просто.
Указав ПВ 100% на сварочном аппарате производитель не говорит о том, при какой температуре делался замер.
Иногда можно встретить аппараты на 160А, где написано ПВ 100%, а ниже мелким шрифтом «при 100А». Честно ли это? Не думаю, так как принято указывать ПВ именно на максимальном токе.
Многие производители специально завышают ПВ, ведь никто правду все равно не узнает. Вы ведь не будете проверять этот показатель с помощью балластного реостата.
Вот 4 причины не обращать внимание на ПВ при выборе сварочного аппарата:
- показатель рассчитан для максимального тока. Будете ли Вы вообще хоть раз в жизни «варить» на максимальном токе, если у Вас аппарат на 200А или 250А? Да? Может еще и непрерывно? А однофазная сеть точно даст «реальные» 200А? Ох, как сомневаюсь.
- нужно ли Вам вообще высокое ПВ? Примите во внимание тот факт, что электрод горит в среднем 40-50 секунд. В условиях климатической зоны Беларуси даже с ПВ 30-40% Вы никогда не почувствуете дискомфорта в работе.
- необходимые перерывы. В процессе сварки Вам нужно проверять качество шва, зачищать его. Даже паузы в 20-30 секунд достаточно, чтобы аппарат успевал охладится.
- ложные сведения. Если в инструкции четко не прописано, по каким стандартам производился замер ПВ, то этот показатель наверняка завышен.
Нужно понимать, что данная статья больше касается бытового использования. На производстве мыслят совершенно другими категориями и подбирать сварочный аппарат нужно будет, исходя из конкретных потребностей.
ПВ также будет важен, если Вы планируете "резать" большое количество металла, хотя для таких целей лучше использовать плазменный резак или болгарку.
Что такое «ПВ» и на что этот показатель влияет?

ПВ — это продолжительность включения сварочного аппарата, т. е. время его непрерывной работы. Данный показатель является одной из основных характеристик сварочного инвертора. ПВ всегда указывается в % исходя из 10-минутного сварочного цикла. Указывается на шильдике на задней панели аппарата. У всех сварочных инверторов (САИ) ПВ на максимальном токе составляет 70% (например, у САИ 220 ПВ составляет 70% именно при токе 220А), т. е. 7 минут аппарат работает, после чего в.теории ему требуется 3 минуты отдыха.
Обычный человек может неправильно понять данный показатель. Они говорят: «Что я успею сварить за 7 минут? А потом ему постоянно надо отдыхать 3 минуты?». НЕТ ! ПВ показывает продолжительность непрерывной варки. Семь минут варить непрерывно не возможно! Во-первых, потому, что электрод прогорит гораздо быстрее и пока человек меняет электрод, аппарат остывает. Во-вторых, после 3–5 минут процесса сварки обычно возникает необходимость подготовки деталей для дальнейшей работы и проверки сварочного шва — этого времени вполне хватает, чтобы САИ успел остыть. Именно поэтому при работе в бытовых условиях обычно достигается практически 100% ПВ — работа ведется непрерывно и качественного на протяжении всего дня!
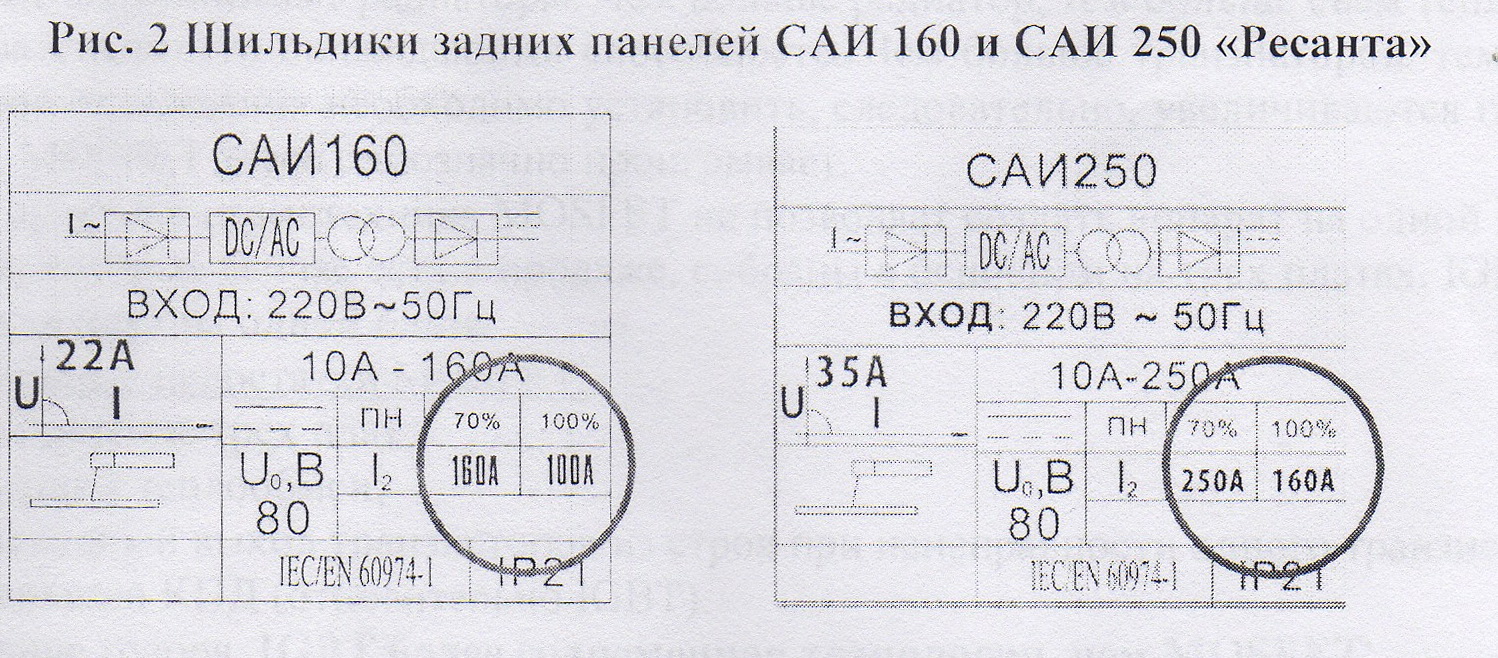
Если всё же покупатель хочет приобрести сварочный аппарат, с большим показателем ПВ, чем 70% (обычно это профессиональные сварщики или люди в возрасте, которые «где-то, что-то» услышали от соседа) ему следует просто рекомендовать покупку аппарата большего номинала, чем он выбрал. Т.к. 70% это на максимальном сварочном токе, при уменьшении значения на регуляторе данный показатель сразу растёт. Т.е., например у САИ 160 ПF3 на 160А составляет 70%, а у САИ 250 на те же 160А будет уже 100%, т. е. непрерывная работа (см. рис. 2).
Всегда обращайте внимание на показатель ПВ! Он вам может очень сильно помочь в качестве позиционирования САИ. Так, например, что мы можем увидеть при рассмотрении Telwin САИ 165. ПВ на максимальном токе (150А) не указан вообще, есть данные только на 140А и показатель ПВ на этом токе составляет всего 7% (42 секунды. ). Это всего лишь то время из 10-ти минутного lfiacria, которое сварочник на этом токе находится в режиме работы. Неплохое обоснование в нашу пользу, да? Да, тут один человек из тысячи может поспорить по поводу температурных режимов, на которые считаются ПВ (об этом можете прочитать в любом источнике в Интернете). Но всё равно попытка обоснования будет звучать вяло!
Также, например, у аппаратов компании «Aiken» (Weld hWD-200) и «ДОН» (ДОН-230) реальный показатель ПВ практически в 3 раза ниже, чем заявленный: 13% и 12% соответственно при заявленных 35% на максимальном токе.
Важно: Помните, что показатель ПВ рассчитан на температуру окружающей среды +25°С, следовательно если человек работает аппаратом летом в жару при большей температуре, корпус аппарата дополнительно нагревается (соответственно показатель ПВ будет немного падать) и вероятность отключения сварочника по тепловой защите возрастает. Если вдруг температура подойдет к предельному показателю загорится индикатор перегрева на лицевой панели САИ и аппарат отключится и включится только после остывания.
В чем отличие ПВ от ПН и что это такое
В характеристиках сварочных аппаратов указывается их ПВ или ПН в процентах, на которое нужно обращать внимание при покупке. Оно может быть 35, 40, 60, 80 и даже 100%. Что это за значения и в чем их отличия, а также каково влияние на сварку, рассмотрим далее.
В этой статье:
Что такое ПВ и как его рассчитать
Аббревиатура ПВ расшифровывается как "продолжительность включения" сварочного аппарата. В таком случае питание на клеммы подается только после включения кнопки (на горелке), а без этого инверторный блок не испытывает нагрузки.
Оценить ПВ можно по следующей формуле:
tд – время горения дуги
tот –время отключения источника от сети
TцПВ – длительность одного полного цикла работы (сварка + отключение источника)
Что такое ПН и как его рассчитать
Аббревиатура ПН расшифровывается как "продолжительность нагрузки". Она относится к сварочному оборудованию, работающему на холостом ходу сразу после включения. А нагрузка возникает при замыкании полюсов (электрода и изделия с подключенной массой).
Оценить ПН можно по следующей формуле:
tх –время работы источника на холостом ходу
TцПН – длительность одного полного цикла работы (сварка + работа на холостом ходу)
В чем отличие
Если говорить техническим языком, то понятие продолжительности включения (ПВ) может быть только у полуавтоматов и аппаратов для аргоновой сварки, у которых электрическая дуга на конце горелки загорается после нажатия на кнопку. При отпускании кнопки включение прекращается.
У них напряжение удерживается на входе силовой части, а на клеммах его нет. Если просто коснуться проволокой об изделие, подключенное к массе, ничего не будет. Поэтому здесь производители указывают продолжительность именно включения.
Понятие продолжительности нагрузки (ПН) относится к сварочным трансформаторам, инверторам РДС и аппаратам для аргонодуговой сварки без высокочастотного поджига. Напряжение на клеммах возникает сразу после включения тумблера на корпусе. Поэтому продолжительность включения у них составляет 100%. А вот нагрузка возникает при замыкании полюсов (электрод касается изделия) и возбуждении дуги. После отрыва электрода аппарат снова переходит на холостой ход, оставаясь включенным и держа напряжение на выходе силовой части.
Но если не вдаваться в технические нюансы, то большинство продавцов под ПВ и ПН понимают одно и то же — сколько аппарат сможет варить без остановки. И им не важно, как он запускает дугу и что находится под напряжением после включения оборудования в сеть.
Как устанавливается ПВ/ПН и примеры аппаратов
Для определения продолжительности нагрузки у любых видов сварочных аппаратов используют методику, прописанную в ГОСТ Р МЭК 60974-1-2012. Согласно документу, испытания проводятся при температуре окружающего воздуха +40º С в течение 10 минут. Оборудование подключается в сеть, возбуждается электрическая дуга и засекается время, сколько аппарат сможет варить беспрерывно в течение 10 минут, пока сам не отключится из-за перегрева.
Например, у инвертора РДС БАРСВЕЛД Mini ARC-200 D указано в характеристиках ПН 35%. Это означает, что на максимальном токе 200 А получится варить 3.5 минуты, а 6.5 минут нужно давать аппарату остывать. Конечно, такая характеристика не означает, что инвертор отключится сразу на 31-й секунде четвертой минуты. Время уходит на смену электрода, отбивание шлака, смену положения, поэтому оборудование немного отдыхает в такие паузы и может варить 4-5 минут, но не более.
А вот у ТОРУС-200С ПН составляет 100%. На максимальном токе 220 А он варит без остановки 10 минут из 10-ти. По сути, им можно работать целый день на даче, при ремонте сельскохозяйственной технике, на стройке. Хотя к категории профессиональных он не относится.
Но некоторые недобросовестные производители указывают ПН или ПВ сварочных аппаратов завышенным. Так получается, поскольку испытания проводят с нарушениями, например, при температуре +20º С, а не +40º С, как того требует ГОСТ. В результате в характеристиках прописывается значение "ПВ 40%", но на деле параметры аппарата составляют ПВ 20%, ведь при повышении температуры окружающего воздуха он будет перегреваться быстрее.
Насколько важно значение ПВ/ПН
Рассмотрев суть понятий ПВ и ПН, а также их отличия, разберемся, с какими характеристиками выбрать сварочный аппарат. Если продолжительной сварки не предвидится, то модели с ПВ 80-100% окажутся неоправданными, поскольку их потенциал не будет использован в полной мере. И наоборот, для длительных работ и сварки толстого металла аппараты с небольшим ПВ будут постоянно перегреваться, придется ждать, пока они остынут, что растянет время выполнения задачи.
Источник видео: Aurora Online Channel
Исходя из этого можно отметить, что:
Можно ли увеличить ПН/ПВ аппарата
Увеличить время продолжительности нагрузки сварочного аппарата можно путем установки на него водяного охлаждения. Это возможно в случае полуавтомата или инвертора TIG. Понадобится купить горелку с каналами для жидкостного охлаждения и внешний блок. В последнем предусмотрены:
Помпа запускает перемещение охлаждающей жидкости по каналам горелки. Тепло от сопла и кабеля передается в радиатор и выдувается во внешнюю среду. Благодаря этому продолжительность сварки на максимальном токе увеличивается.
У всех видов сварочного оборудования можно продлить ПН, снизив сварочный ток, если это позволяет толщина соединяемого металла. Например, у моделей на 160 А с ПВ 40%, продолжительность нагрузки будет около 60-80%, если установить силу тока 100 А. Тогда получится дольше варить без перегрева.
Для ремонта забора, изготовления теплицы или приварки петель калитки достаточно аппарата на 160 А с ПВ 35%. Пока ведутся подготовительные работы, разметка, зачистка от шлака и пр., инвертор будет успевать остывать.
При перегреве сработает тепловая защита и электрическая цепь на входе в сварочный аппарат принудительно разомкнется. Загорится световой индикатор "перегрев". Продолжить сварку получится только после остывания оборудования, на что уйдет 20-30 минут. Поэтому лучше не превышать ПН и давать остывать аппарату по регламенту — так сварочные работы пройдут быстрее.
Проверить модель на соответствие заявленным характеристикам можно только на практике. Если в магазине нет специально оборудованного места, куда можно зайти, выключить аппарат и поварить 4-8 минут, придется верить производителю на слово. Поэтому лучше покупать сварочные аппараты известных брендов, дорожащих своей репутацией.
Да, ведь по ГОСТ значение ПН устанавливается при +40 градусах, поэтому при понижении температуры, продолжительность нагрузки возрастает. Зимой, работая на улице, аппарат с ПВ 40% может функционировать как модель с ПВ 60-80%.
Как выбрать сварочный аппарат
При помощи сварочного аппарата можно решать ряд бытовых задач на даче, в гараже, во дворе частного дома. Научившись хорошо варить, получится даже организовать свой бизнес, изготавливая изделия из металла в небольшой мастерской. На предприятии нужны совсем другие модели с расширенными возможностями, длительным ресурсом. Как выбрать сварочный аппарат для бытовых и профессиональных задач, рассмотрим в этой статье.
Способы сварки и аппараты для них
Сперва рассмотрим виды электросварки, их преимущества, особенности, что поможет определиться с выбором сварочного аппарата.
ММА, РДС

Сварка ведется от трансформатора или инвертора. Бывают еще выпрямители, сварочные генераторы, но в быту они почти не используются. К источнику тока подключается два кабеля: масса и держатель. В электрододержатель вставляется покрытый электрод. При касании кончиком электрода о поверхность происходит возбуждение дуги.
В процессе ведения шва электрод плавится, передавая присадочный металл в сварочную ванну. Параллельно плавится обмазка, создавая защитное газовое облако. После сварки шов покрыт шлаковой коркой. Чтобы увидеть качество стыка, требуется отбить шлак молотком.
Купить ММА аппарат можно для не ответственных задач. Это может быть:
Пригодится РДС аппарат для резки металла дугой, если силу тока можно установить свыше 200 А. Разобрать старый кузов или огромный бак на металлолом будет проще.
Цена трансформаторов самая доступная, но варить ими хуже из-за переменного тока — дуга горит менее стабильно, разбрызгивается металл. Сварочные инверторы ММА с постоянным током варят мягче, выделяются стабильным горением электрической дуги, швы ровнее. Но стоят они немного дороже. Если Вы новичок в сварке, научиться варить лучше с инвертором. Небольшие модели весом 4-6 кг удобны для транспортировки, работе на высоте. Для этого предусматривается плечевой ремень.

Так называется сварка в среде защитного газа аргона. Сварщик манипулирует горелкой, в которой установлен вольфрамовый электрод. Поскольку температура плавления вольфрама почти 3500º С, он не плавится от температуры электродуги. Держать стабильное расстояние между поверхностью и кончиком электрода легче. Еще кончик вольфрамового стержня можно заточить, как карандаш, что позволяет выполнять узкие швы на малом токе 20-40 А.
Сварочную ванну защищает подаваемый из горелки газ — аргон. Используется баллон с редуктором, шланг, газовый клапан. В результате нет шлака, хорошо видно формирование шва, после сварки ничего очищать не требуется. Соединение металла выполняется за счет расплавления кромок сторон. Если требуется более прочный шов, используется присадочная проволока из однородного по составу материала, соответствующего основному изделию. Присадка подается свободной рукой сварщика.
Купить инвертор TIG для аргонодуговой сварки рентабельно, если Вам периодически приходится сваривать нержавеющую сталь (емкости, защитные дуги бамперов, полотенцесушители, пр.). На черном металле швы будут очень аккуратными, узкими, что не требует последующей обработки механизированными средствами. Качество сварки очень высокое, меньше пор, отличное проплавление без подрезов. На переменном токе можно варить алюминий, другие легкие сплавы, поэтому получится отремонтировать колесные диски.
Из недостатков оборудования для аргоновой сварки:
К тому же, придется тягать за собой баллон с аргоном, если потребуется варить в удаленном месте, что усложняет транспортировку. К счастью, сейчас есть не только огромные баллоны на 180 л, но и более компактные 40 л и даже 5 литров. Их перенести или положить в багажник легковой машины гораздо проще.
MIG/MAG

Это полуавтоматическая сварка в среде защитного газа. Сварщик орудует горелкой, из которой постоянно подается проволока. Она служит одновременно электродом для поддержания горения дуги и присадочным материалом. Сварочную ванну защищает газ, поставляемый от баллона с редуктором через шланг в горелку. Если газ активный (углекислота), то метод называется MAG. Когда защитный газ инертный (аргон, гелий), сварка называется MIG.
Подача проволоки и газа запускается автоматически при нажатии на кнопку горелки. Скорость протяжки проволоки регулируется в зависимости от силы тока и нужного темпа ведения шва. В результате вторая рука сварщика остается свободной для поддержания заготовок. Сборку и прихватку можно вести самому, при наличие маски хамелеон. Диаметр устанавливаемой проволоки варьирует от 0.6 до 1.6 мм. Он подбирается исходя из свариваемой толщины металла и нужной высоты наплавки.
Полуавтоматическая сварка выделяется:
Купить полуавтомат MIG/MAG стоит для ремонта кузова автомобиля, изготовления баков под жидкости, сборки ворот, металлических дверей. Если установить нержавеющею проволоку, получится варить легированную сталь. Есть проволока для алюминия.
Из недостатков — цена полуавтоматов выше, чем инверторов РДС, необходима покупка баллона с редуктором, регулярная заправка, сложнее перенести оборудование на новое место работы. Это больше аппарат для стационарного использования.
"3 в 1"
Если Вы чувствуете, что пригодятся все три метода сварки, купите универсальный аппарат, как например БАРСВЕЛД Profi MIG-200 D. Такие модели способны переключаться между ручной дуговой сваркой, аргонодуговой и полуавтоматической. С одной стороны такая покупка гораздо экономнее, чем приобретать несколько отдельных аппаратов, а с другой — цена таких моделей выше.
С какими характеристиками выбирать аппарат
При выборе сварочного аппарата, независимо от его типа (MMA, TIG, MIG), обращайте внимание на ключевые характеристики. От этого зависят возможности по сварке и качество соединения.
Сварочный ток
Один из самых важных параметров сварочного аппарата — максимальная сила тока. Для работы с железом толщиной до 3 мм достаточно модели 160 А. Если предвидится соединение металла сечением 5-6 мм, купить инвертор 200 А. Модели 250-300 А и выше применяются уже в профессиональной сфере на производствах. На таких токах можно проплавлять толщину 10 мм, вести дуговую резку.
Если изначально не предусмотреть запас по силе тока, то в процессе эксплуатации его уже не увеличить и придется покупать другой аппарат. Поэтому рекомендуем брать модели 180-200 А, которые универсальные для многих бытовых задач.
Для производства лучше купить сварочный аппарат на 380 V, который обладает высокой мощностью, меньше перегревается. В гараж или на дачу хватит инвертора 220 V, чтобы подключать его в обычную розетку. Но, если напряжение часто падает, покупайте модель, способную работать при просадках. Хорошо зарекомендовали себя ТОРУС-200С и Ресанта САИ-190, которые поддерживают сварку при входном токе 165 V.
Вес аппарата
Если планируется работа на стационарном месте, сварочник ставится на стол или стул, поэтому его вес не имеет значения. А вот устанавливать большую теплицу, длинный забор, ворота удобнее с легким аппаратом 4-6 кг, который несложно переставить. С ним проще заварить стык протекшей трубы, установить мачту антенны на крыше. Модели до 15 кг можно одному погрузить и багажник и перевезти к родственникам, друзьям, если им понадобится Ваша помощь сварщика.
На производстве, как правило, имеется кран-балка или тельфер, поэтому перестановка крупного аппарата не составит труда. Если подъемное оборудование отсутствует, приобретите тележку для транспортировки сварочного выпрямителя, полуавтомата, инвертора TIG.
Тип охлаждения
Бытовые сварочные аппараты имеют принудительное воздушное охлаждение. Это подразумевает встроенный вентилятор, который обдувает трансформатор, удаляя лишнее тепло за пределы корпуса. Такой моделью можно варить непродолжительное время. Период зависит от его показателя ПН, но чаще всего требуются перерывы. Если накладывать швы непрерывно, велика вероятность перегрева обмотки. Тогда защитная оболочка расплавится, произойдет короткое замыкание.
Для продолжительной непрерывной сварки выбирайте сварочные аппараты с водяным или жидкостным охлаждением. В них встроен расширительный бак, помпа и предусмотрены каналы внутри рукава и горелки для циркуляции антифриза. Когда температура повышается, запускается движение жидкости, остужающее горелку. Тепло выделяется через радиатор посредством обдува вентилятором.
Продолжительность включения
Еще один параметр, по которому можно понять, как долго получится непрерывно варить аппаратом. Обозначается в характеристиках как ПВ или ПН с указанием процентов. ПВ 40% — это модель, способная варить 4 минуты из 10-ти. Для гаража и дачи достаточно. На производство купите инвертор с ПВ 60, 80 или 100%, в зависимости от частоты сварочных работ. Например, когда все подготовительные действия и зачистку выполняет сварщик, инвертор успевает остыть естественным путем. Если сварщики только варит, тогда нужна модель с повышенной продолжительностью нагрузки.
Безопасность
Выбирайте инвертор с хорошей изоляцией держателя электродов, чтобы не касаться токоведущих частей руками. Важен показатель напряжения при замыкании дуги. Если он опускается до 24 V, — это безопасно. Значения в 48 V допустимы, поскольку не причинят серьезного вреда при контакте.
Возможность переключения на переменный ток актуальна для сварки алюминия. Купите инвертор AC/DC, если планируете ремонтировать литые диски, блоки двигателей, алюминиевые кузова авто.
Функции
Тонкий металл удобно варить инверторами с функцией "Антиприлипание". Когда электрод прилипнет, аппарат просто на секунду отключит ток. "Форсаж дуги" поддерживает сварку на низком токе, а в момент прилипания увеличивает амперы на 10, чтобы не допустить затухания дуги. "Горячий старт" облегчает поджиг электрода на ржавом металле.
Страна производитель
Место выпуска сварочного аппарата сказывается на его качестве и сроке службы, а также цене. Для редкого использования в бытовых нуждах достаточно простого российского инвертора. Для мастерской, СТО, производства выбирайте немецкие или итальянские модели.
Какие средства защиты нужны

Чтобы пользоваться сварочным аппаратом, необходимы средства защиты. Маска со светофильтром предотвращает поражение роговицы глаз от ультрафиолетовых лучей. Рекомендуем купить маску хамелеон, которая сама темнеет при возбуждении дуги и просветляется после прекращения сварки. Для работы внутри емкости, огромного котла или в тоннеле требуется маска с турбоблоком, фильтрующая воздух для дыхания сварщика.
Кожу требуется защищать от высокой температуры и ультрафиолета. На руки необходимы краги, на тело — спецодежда. При прокладке труб, организации водяного теплого пола удобно работать в наколенниках, защищающих суставы от травм.
ПН и ПВ сварочных аппаратов

Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле. Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска. Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов. Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании. В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно. Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро. Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д. Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40 о С. Два этих параметра позволяют получить данные с едиными исходными условиями.
Стоит сказать пару слов о том, почему единый стандарт времени и температуры так важен. Некоторые производители в маркетинговых целях стремятся увеличить значение ПН/ПВ и указывают данные для пятиминутного цикла. Например, аппарат с циклом испытаний 5 минут заявляется как инвертор с ПН 40%. По факту, если перевести данное значение в систему координат, регламентированную ГОСТ Р МЭК 60974-1-2012 ПН составит 20% (при цикле 10 мин). Та же история с температурой. В ГОСТе значение данного параметра испытания обозначено в 40 о С. Если температуру в термокамере понизить до (20 -25) о С , то ПН вырастет в 2 раза и составит 80%. То есть инвертор с реальным ПН 40% при температуре 20 о С сможет простоять под нагрузкой более 8 мин. И при этом не перегреться. Этим «финтом» , кстати, часто пользуются недобросовестные производители сварочного оборудования. Указывая ПН при 20 о С или для 5-минутного цикла испытания можно получить гораздо более красивые цифры никак не меняя при этом реальный режим работы инвертора. Поэтому при покупке аппарата нужно уточнять, насколько данные, указанные на инверторе соответствуют требованиям ГОСТ.
На просторах интернета есть множество роликов, где их авторы пытаются продемонстрировать высокую продолжительность нагрузки сварочного оборудования. Аппараты нагружают максимальным током и на протяжении 10 – 20 мин. жгут четырехмиллиметровые электроды. Блогеры доказывают, что испытуемые аппараты вместо ПН 60% ( 6 мин непрерывной работы) могут работать 10 -15мин и более. Значит, по их мнению, аппарат, который они испытывают, обладает ПН100%. Это не так хотя бы потому, что испытания проводятся при комнатной температуре. А иногда и попросту в снегу.
При проверках мы сталкивались с инверторами фактический ПН которых был выше заявленного. Например, вместо заявленных производителем 6-ти минут инвертор в термокамере проводит под нагрузкой 10 мин, что для обывателя будет неоспоримым доказательством, что у этого инвертора ПН 100%. Однако режим работы, заявленный разработчиком, следует соблюдать, поскольку инженеры проверяют теплонагруженность всех элементов конструкции, а не только дорогих узлов, защищенных термозащитой. При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя. В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
Читайте также: