Проведение газовой сварки и резки в помещениях где имеются газовые агрегаты
Обновлено: 07.05.2024
Газовая сварка и резка металлов позволяют соединять между собой детали металлических конструкций в промышленности и быту. Это такой технологический процесс, при котором горючее газовое вещество с чистым кислородом под влиянием высоких температур сцепляет кромки поверхностей. Расстояние между ними заливают расплавленным материалом, источником которого является присадочная проволока.
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
- Большая площадь нагрева, создающая условия для деформации соседних элементов.
- Газосварочный процесс относится к работам повышенной опасности. Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
- Газовая сварка предназначена для металлов толщиной до 5 мм.
- Отсутствие автоматизации газовой горелки.
- Высокие требования к профессии сварщика.
Виды используемых газов
Газовая сварка и резка металлов направлены на локальное плавление участка детали. В качестве горючего материала используют разные виды. Их выбор определен многими факторами. Основные из них – температура огня и количество тепла при сгорании. При сварке применяют несколько химических веществ.
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.
Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
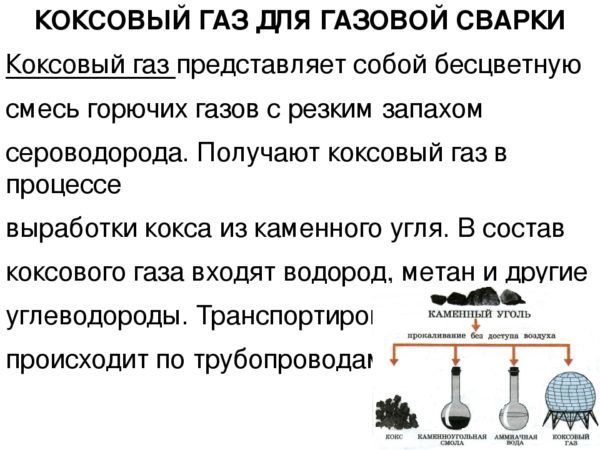
Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.
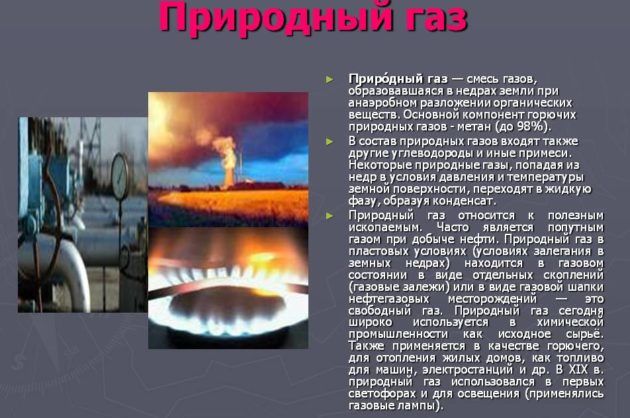
Природный газ
Используют на основе метана, добываемый из недр Земли.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.

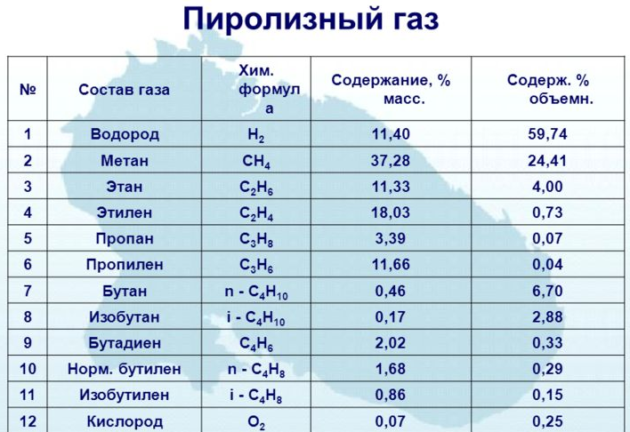
Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.
Материалы, подходящие для газовой сварки
Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Необходимое оборудование для газосварки
Газосварочное оборудование применяется с целью соединения или резки металлических элементов под действием высокой температуры. Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
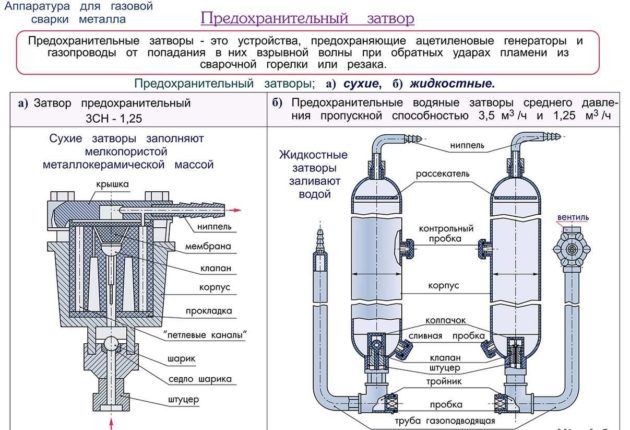
Водяной, или жидкостный затвор
Защищает части устройств от обратного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, или в случае засорения каналов мундштука горелки. Таким предохранительным устройством оснащены все генераторы.
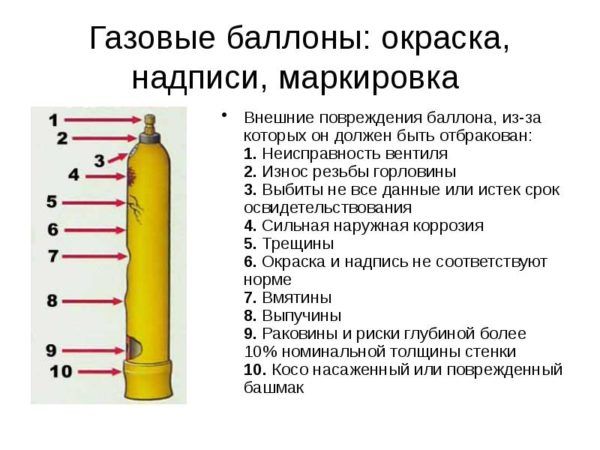
Баллоны с газом
Специальные цилиндрические резервуары с вентилями для хранения и транспортировки химического вещества. Определить, какой в них содержится вид, можно по цвету.
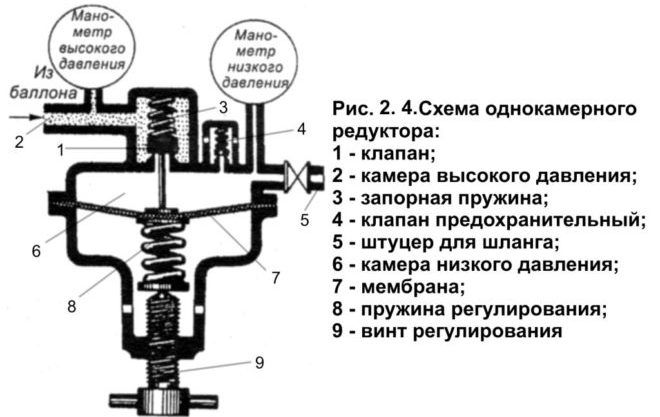
Редуктор
Снижает давление газа или держит его на определенном уровне. Устройство бывает прямого и обратного действия. Это важный элемент газобаллонного оборудования, который определяет работоспособность всей системы. Есть разные виды устройств, среди которых – кислородный редуктор. Он приспособлен к агрессивной среде и имеет голубую маркировку.
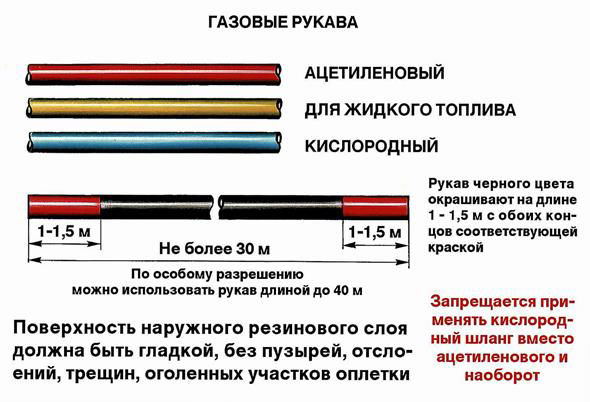
Газовый шланг
Обеспечивает подачу горючих жидкостей. Он сделан по особой технологии. Это многослойное изделие, выдерживающее агрессивную среду, с внутренним диаметром не больше 16 мм. В зависимости от категории, шланги маркируют красным, желтым и синим цветом.
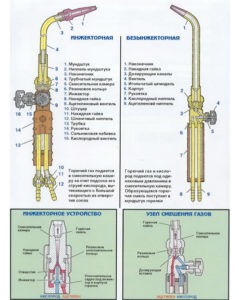
Газовая горелка
Является основной частью сварочного оборудования. Она образует пламя, необходимо для нагревания и плавления металла. По конструкции изделие бывает двух видов: инжекторного и безинжекторного. Газовая горелка работает на разных мощностях. Выбор зависит от количества газа, подаваемого в единицу времени.
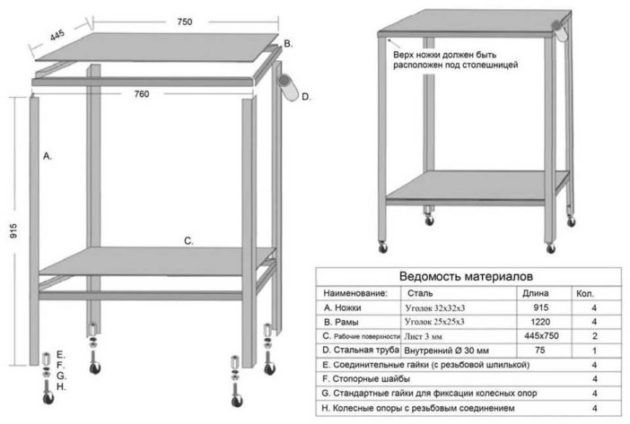
Специальный стол
Повышает удобство работы сварщика, так как выполняет несколько функций:
- фиксирует рабочие заготовки;
- хранит вспомогательный инструмент;
- является контуром заземления.
В конструкции может быть поворотная или статичная столешница.
Газовые резаки
Демонтаж металлоконструкции и раскрой проката невозможен без газового резака. Модели такого устройства имеют одинаковый принцип работы, но отличаются между собой размерами, конструкцией, наличием дополнительных деталей. С помощью газового резака можно выполнять работы с заготовками большой толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.
Процесс условно разделяется на периоды:
- Обрабатываемая зона разогревается до нужной температуры. Для получения факела пламени кислород смешивают с горючим веществом в определенной дозировке.
- Кислород способствует раскислению металла, продукты горения удаляются из рабочей зоны.
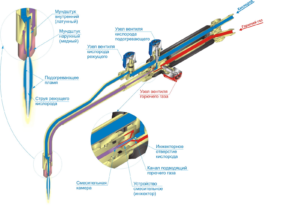
Конструкция газового резака бывает двух видов:
- Инжекторная – двухтрубная, когда технический кислород разделяется на два потока.
- Безинжекторная, или трехтрубная, при которой кислородный и газовый поток движется по разным трубкам, смешиваясь внутри головки.
Технологический процесс газовой резки
При изготовлении металлических конструкций используется не только газовая сварка, но и резка металлов. Она позволяет работать с такими заготовками:
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые линии из стали толщиной до 200 мм:
- детали сложной конфигурации;
- листы толщиной более 4 мм; от №16; от №20.
Чтобы получить высококачественный рез, поверхность металла предварительно очищается от грязи, краски, масла или ржавчины. Резка металлов – это термический способ обработки, разделенный на этапы:
- Нагреватель доводит температуру до 1100 0 С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с металлом, воспламеняется. Ядро пламени должно располагаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В условиях стабильной подачи газа поток легко разрезает заготовку. Скорость струи зависит от химического состава разрезаемого материала.
Техника безопасности
Газовая сварка и резка не обходятся без соблюдения правил техники безопасности. Во время работы сварщик подвергается всевозможным потенциальным опасностям. Меры предосторожности комплексные:
От поражения электротоком нужна такая защита:
- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежда.
- Исключение работ в мокрую погоду.
Защита зрения требует использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации помогут:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами используют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, схожие с противогазами.
Видео по теме: Работа резака и обучение резки металла
Газовая сварка и резка металлов
Газовая сварка широко применяется при соединении изделий из чугунных сплавов, ремонте материалов, состоящих из тонкой углеродистой стали, заварке дефектов литья в цветных или черных металлах. Процесс происходит путем розжига материала высокотемпературным пламенем, которое образуется при сжигании кислорода в чистом виде и горючей смеси. Присадочная проволока используется для выставления зазора кромок расплавленным металлом.

Особенности выполнения газовой сварки
В процессе выполнения работ возможно регулировать состав смеси, в чем помогает редуктор. Мощность и температура пламени регулируется в зависимости от типов работ. Существует несколько видов газовой сварки:
- Окислительное.
- Восстановительное, которое используется для большинства соединений, материалов.
- С повышенным уровнем горючей смеси.
В расплавленной ванне при процессах сварки происходят два основных процесса, восстановление и окисление. Структура прилегающего металла в основном крупнозернистая, для более прочного соединения.
Для улучшенных показателей прочности выполняется нагрев до максимальных температур, своего рода ковка металла.
Несколько основных особенностей при работе газовым оборудованием:
- Газовая сварка стальных материалов низкоуглеродистого типа производится различными типами газа, присадочный элемент состоит из стальной проволоки, с малым количеством содержания углерода.
- Легированные стали подвергаются сварке материалами, которые взаимодействуют с составом. Например, жаропрочные детали из нержавеющей стали свариваются с применением никелевой проволоки, некоторые марки материала потребуют использования молибдена.
- Медные изделия свариваются на повышенных температурах, большая текучесть металла потребует минимального зазора соединений. Присадочный материал состоит из медной проволоки и флюса, который используется для раскисления шва.
- Латуневые соединения производятся путем применения присадки из идентичного материала. В силу летучести цинка, для избегания образования пор, при сварке подается большее количество кислорода.
- Бронзовые сплавы свариваются восстановительным типом пламени, не выжигая основные компоненты металла. Для присадки используется идентичный материал с применением кремния, способствующего раскислению шва и металла.

Газовая сварка труб
Стоит заметить, что при работе с алюминием или магнием процессы окисления текут быстрее. Участок обработки и шов имеют различные параметры и характеристики, расположенный в непосредственной близости участок прилегания отличается пониженной прочностью, склонен к преждевременным деформациям.
Принцип действия газосварки
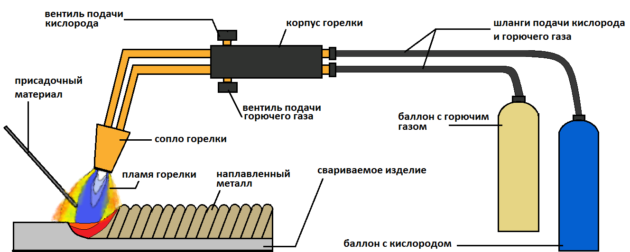
Кислород и горючий газ подаются в устройство через патрубки, происходит воспламенение через сопло, вентилями производится регулировка мощности пламени. Пламя состоит из нескольких основных частей, факела, процесса восстановления и ядра. Наиболее высокие температурные параметры наблюдаются в ядре, процесс происходит частью пламени между ядром и восстановлением.
Воздействие высоких температур на поверхности материалов влекут за собой защиту области сварки от излишнего воздуха, в котором имеются примеси тяжелых газов. Высокие показатели при резке металлов позволяют выполнять работы с высокой точностью, производить необходимые изделия. Существуют различные типы газовой сварки.

Оборудование для сварки
Газ для сварки играет большую роль в плотности, качестве соединения, популярным газом при использовании обозначен ацетилен.
Технология газовой сварки
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.

Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Плюсы и минусы газовой сварки
В каждом виде производимых работ подразумевает наличие определенных достоинств и недостатков. Соединение сварочным способом возможно с применением различного оборудования, инструментов и зависит от свойств материала. Преимущества и недостатки газовой сварки определяются несколькими моментами.
- Одним из важнейших достоинств газовой сварки является оснащение оборудованием, отсутствие в потребности к энергоносителям. Сварочные работы возможно выполнять с наличием двух баллонов и резака. Отличное решение для удаленных мест от электроэнергии.
- Соединение тонколистовых металлов производится очень аккуратно, качественно за счет возможной регулировки расстояния пламени, температурных режимов.
- Транспортировка не требует больших затрат, для перемещения и хранения нет необходимости приобретать специальные приспособления.
- Надежный шов, качественные работы позволяют не беспокоиться о долговечности сварочных соединений.

Недостатки газовой сварки:
- Сварка изделий с высокой точностью подразумевает от оператора высокой квалификации, изделия производятся медленно.
- Большой окружной диапазон, высокая температура.
- Требуются повышенный расход компонентов, сварочного газа и проволок.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.
Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Как выполняется газовая сварка в полуавтоматическом режиме
Полуавтоматическая газовая сварка подразумевает гибридный метод соединения металлов. Применяется с использованием защитного газа и электрической дуги, процесс происходит следующим образом:
- Пуск механизмов, подготовку инструментов к работе.
- В специальное отверстие продевается проволока, в непосредственной близости к горелке.
- Редуктором контролируется, выставляется уровень горючей смеси.
- Скорость подачи проволоки контролируется специальным механизмом на барабане.
- Устанавливается напряжение, другие параметры на полуавтомате.
- Перед началом процесса необходимо выставить под правильным углом горелку.
Для качественного соединения, равномерного получения шва, при использовании такого вида сварки, разработаны параметры в соответствии с ГОСТом.
Давление редуктора должно быть при определенных величинах, тип и параметры шлангов. Баллоны для содержания газа должны быть опрессованы и проверены, горелки и проволока отличаются по параметрам, должны соответствовать установленным порядкам. Проверку необходимо производить перед тем, как сваривать металлы.
Меры предосторожности и правила использования газовой горелки
Процесс сварки может навредить как работнику, так и окружающим при не соблюдении элементарных правил техники безопасности. Запрещается производить газосварочные работы в замкнутом помещении, или оно должно быть оборудовано хорошей вентиляцией. Защитные очки препятствуют влиянию лучей на сетчатку глаз, а также брызг металла.
Сварочный пост должен содержаться в чистом состоянии, баллоны хорошо закреплены на своих местах, проверены опрессовкой. Газовые баллоны перевозятся на специализированных носилках либо тележке. При транспортировке оператор обязан установить на верхнюю часть емкости защитное устройство. Выполнение работ производится пламенем, отходящим в другую сторону от баллонов. При ограниченном пространстве устанавливается защитный металлический щит, контролируется температура.
Техника безопасности при газовой сварке, требования к оборудованию, помещению, процессу
Газовая сварка относится к особо опасным работам, как и другие сварочные работы. Но в данном случае действует дополнительный фактор, обуславливающий повышенную опасность – это взрывоопасные газы: ацетилен и кислород. Соблюдение правил безопасности при выполнении работ дает возможность обезопасить труд сварщика.
Техника безопасности при газовой сварке: общие сведения
Техника безопасности при выполнении газовой сварки распространяется:
- На поведение специалиста, ответственного за сварочные работы.
- На организацию рабочего пространства для выполнения работ.
- На используемое оборудование.
- На окончание газосварочных работ.
Основными источниками опасности при газовой резке и сварке могут быть:
- Взрывы кислородных баллонов при их открытии, если на штуцере баллона или редукторе есть масло.
- Неосторожное обращение с горелкой газосварочного аппарата может стать причиной возгорания одежды сварщика или его волос, возникновения пожара в помещении.
- Ожог глаз, если сварщик не использовал светофильтры.
- Взрыв ацетиленового генератора от обратного удара пламени, если не сработал водяной затвор.
- Отравление вредными газами при недостаточно хорошей работе вентиляции (при проведении работ в закрытом помещении).
Перед началом сварочных работ все рабочие обязательно проходят инструктаж по технике безопасности и расписываются о его прохождении в специальном журнале.
Требования к помещению для газосварочных работ
Сварочные работы, предполагающие использование горючих и взрывоопасных газов, проводятся в специально предназначенном для этих целей помещении. Они должны полностью отвечать рабочему процессу.
Рабочее место не должно быть менее 4 кв. м. Это значение не распространяется на размещение сварочного оборудования. Между сварочными постами должен быть проход с шириной как минимум метр.
Высота помещения для выполнения работ не должна быть менее 3 метров, при этом не должно быть выступов над рабочим местом. Помещение должно хорошо освещаться и отапливаться: уровень освещения не может быть менее 80 лк. Также помещение должно иметь хорошую вентиляцию и объем от 300 куб. м.
В процессе выполнения газопламенных работ в отсеках, ямах и резервуарах, в которых допускаются скопления вредных отравляющих газов, должны работать приточно-вытяжные мероприятия.
Перед тем как приступить к сварке в закрытом помещении, нужно проветрить помещение, чтобы удалить скопление газов.
Рабочее место сварщика всегда должно содержаться в чистоте, а работоспособность инструментов подлежит регулярной проверке.
На сварочном посту недопустимо наличие дерева, которое предварительно не было обработано спецсоставом, тряпок, пластиковых и иных легковоспламеняющихся предметов. Рядом с рабочим местом сварщика не может быть сосудов с горючим.
В месте проведения газосварочных работ обязательно присутствуют средства пожаротушения. Нужно соблюдать и прочие правила пожарной безопасности. Ацетилен допускается тушить только сухим песком, тушение водой недопустимо.
Не допускается устанавливать газосварочное оборудование в помещениях с высокой температурой (например, в кузнях, котельных).
Если сварочные работы производятся в помещении, в котором работают другие люди, то по периметру выставляется защита.
Требования безопасности к оборудованию
Перед выполнением работ проверяется оборудование:
- Прочность присоединения шлангов к горелке и редукторам.
- Герметичность соединений.
- Целостность шлангов.
- Исправность редуктора.
- Состояние горелки.
- Уровень воды в затворе и плотность соединения.
- Исправность манометров.
Баллоны
Генератор вместе с баллоном устанавливается вне помещения, а газ к месту выполнения сварочных работ передается по шлангам. Его запрещено ставить рядом с вентиляторами и воздухозаборниками.
Возле генератора нужно вывесить таблицу «Огнеопасно». На ацетиленовый баллон наносится надпись «Ацетилен» красного цвета, баллон с кислородом, а также редуктор окрашиваются голубой краской.
После снятия металлического колпака с баллонов проверяются штуцер и вентиль на предмет их исправности и механических повреждений. В случае если колпак снять не удается, то его категорически недопустимо откручивать с использованием ударных инструментов (молотка и зубила).
Перед подключением редуктора нужно осмотреть штуцер и гайку на предмет их повреждений, убедиться в исправности резьбы, отсутствии жира и масла. Штуцер продувается через открытие вентиля на ¼ оборота на короткое время.
При открытии вентиля нужно соблюдать осторожность для недопущения попадания струи на людей.
Недопустимо использовать редуктор, который имеет поврежденную резьбу или у которого неисправны манометры (с таким приравниваются манометры с просроченными сроками эксплуатации и те, которые не прошли проверку).
Категорически недопустим ремонт вентилей самостоятельно. Для этого существуют специальные станции и службы, проводящие ремонт и замену.
Баллоны должны быть установлены вертикально или на специальных стойках, к которым они крепятся хомутами и цепями. Баллон не допускается подносить ближе метра к отоплению или источнику открытого огня.
Шланги и баллоны не должны соприкасаться с токопроводящими проводами. Баллон и генератор должны разделяться как минимум пятью метрами.
Шланги
Стандартная длина шлангов для выполнения газосварочных работ бывает в пределах 20 м. Но если производятся монтажные работы, то можно пользоваться шлангами с длиной до 40 м.
Не разрешено крепление к шлангам тройников, вилок и других приспособлений для питания нескольких горелок. Шланги не должны иметь дефектов соединения, а к состыковке допускаются шланги с длиной не более 3 м.
Шланги плотно закрепляются на ниппелях редуктора и горелки с помощью хомутов и проволоки. Запрещено менять местами кислородные шланги и те, которые предназначены для подачи ацетилена.
Не допускается перегиб шлангов в процессе их укладки и хранения. На них не должно быть масляных следов.
Во время выполнения сварочных работ шланги подвешивают, чтобы не допустить их повреждения.
Генераторы
Сварщику необходимо следить, чтобы водяной затвор генератора был наполнен водой. Показатель наполненности до нужного уровня нужно периодически подвергать путем открытия контрольного крана затвора.
Минимальное расстояние генератора от места газовой сварки и источника огня составляет 10 м. Если шланг загорелся, нужно незамедлительно перегнуть его со стороны редуктора и перекрыть вентили.
Эксплуатацию генератора допускается проводить только лицом, которое обладает допуском и соответствующей квалификацией. Также должны соблюдаться такие условия:
- Одноразовая загрузка карбидом не может быть более 4 кг.
- Максимально допускается применение 2 горелок при наличии водяного затвора для каждой.
- Мощность горелок не должна превышать 2000 л/час.
Ацетиленовый генератор должен быть установлен таким образом, чтобы избежать падения, толчков и ударов. Затвор должен находиться в вертикальном положении и быть исправным.
Использование генераторов без водяного затвора категорически запрещено. При использовании генераторов на улице или в помещении при отрицательной температуре нужно не допускать замерзания воды.
Если аппаратура при выполнении работ замерзла, то их нужно отогреть в теплом помещении или паром. Не допускается отогрев открытыми источниками огня.
Использование карбида с меньшей грануляцией, чем это указано в техническом паспорте, строго не допускается, так как это может привести к избыточному выбросу газа. Перед загрузкой нужно отсеять и удалить мелкие фракции и карбидную пыль. Карбид допускается загружать только в корзину.
Техника безопасности в процессе газосварочных работ
Отдельные требования касаются одежды сварщика. Выполнять газовую сварку можно только в спецодежде, которая была сшита из спецматериалов, имеющих огнестойкую пропитку. Перед началом работ одежда проверяется на отсутствие прожженных и рваных мест.
Газосварочные работы могут выполнять исключительно совершеннолетние граждане, которые предварительно прошли обучение (теоретическое и практическое). В процессе выполнения работ сварщик должен находиться в средствах индивидуальной защиты: робе, маске и рукавицах.
Роба и рукавицы предохраняют не только от расплавленного металла, но также от излучения (теплового или ультрафиолетового). Сварочная маска может защитить глаза рабочего от УФ-излучения, ИК-света, брызг металла.
Сварщики должны пользоваться светофильтрами в процессе выполнения работ. Если производится резка и сварка, а также другие процессы газопламенной обработки, то сварщикам предстоит работа в защитных очках со стеклами Г1, 2, 3 (уровень отличается степенью затемнения, где 3 является наиболее темным), а вспомогательный персонал – стеклами В-1, 2, 3.
На сварочном посту недопустимо курить. Осмотр рабочего места стоит производить не только перед началом работ, но и в процессе сваривания. Нужно отслеживать, чтобы рядом с местом сварочных работ не выполнялись иные работы: например, по обезжириванию и окрашиванию.
Перед тем как зажигать горелку, нужно приоткрыть вентиль кислорода, а затем – ацетилена. После продувки шлангов зажигается горючая смесь. Недопустима работа горелкой с загрязненными каналами, так как это может привести к хлопкам и обратным ударам.
Строго недопустимо брать горелку замасленными руками, так как масло в данном случае может стать детонатором. При возникновении обратного удара пламени сразу перекрываются вентили на резаке, баллонах и заторе.
Огонь распространяется по шлангам достаточно медленно, поэтому при незамедлительных действиях можно избежать взрыва. Но для того чтобы не допускать обратных ударов при сварке, нужно следить, чтобы не возникали такие ситуации, как:
- Резкое снижение давления кислорода, когда он заканчивается в баллоне, либо замерзание редуктора или засорение инжектора.
- Приближение работающего мундштука к предмету, который уменьшает скорость течения газа.
- Перегрев мундштука и труб резака.
- Засорение мундштука (уменьшение проходного сечения и падение скорости истечения).
При эксплуатации генератора не допускается загрузка карбида в мокрую тару, превышение давления на большую величину, чем это указано в паспорте, или использование неисправных загрузочных устройств.
При работе нужно следить за недопущением утечки газа из кранов и пробок. Для этого может использоваться мыльный раствор.
Недопустимо проведение сварки емкостей и трубопроводов, которые находятся под давлением. Сварка емкостей и трубопроводов осуществляется только после их полной очистки, промывки и пропарки.
Вентили на горелке при технических перерывах должны быть плотно закрыты, а при длительном перерыве перекрываются и баллоны.
Правила окончания газосварочных работ
Тушение горелки должно происходить в следующей последовательности:
- Закрывается вентиль ацетилена.
- Перекрывается вентиль кислорода.
- Закрывается вентиль на кислородном баллоне.
- Снимается редуктор.
- На генераторе разгружается реторта (ее не допускается открывать, пока карбид полностью не остыл).
- Очищается генератор и промывается корпус водой. Для очистки применяется скребок (латунный или алюминиевый) или волосяная щетка.
- Проветривается помещение, в котором располагался генератор.
Только после выполнения всех указанных выше действий работу можно считать завершенной.
Таким образом, газовая сварка относится к особо опасным работам. Этот метод сваривания предполагает использование таких взрывоопасных газов, как ацетилен и кислород. Соблюдение техники безопасности позволяет обезопасить работу сварщика. Требования безопасности распространяются на помещение, в котором будут выполняться сварочные работы, одежду сварщика, процесс выполнения работ и используемое оборудование.
Характеристика и принцип работы газовой сварки. Особенности газов. Технологии и способы сварки
Газовая сварка – вид сварки плавлением, при котором источником нагрева служит теплота, выделяемая в процессе горения смеси горючих газов.
Метод подходит для соединения почти всех металлов, используемых в технике. Применяется в промышленности, сельском хозяйстве, строительстве, при выполнении ремонтных работ.
ГОСТы
Вся информация, относящаяся к газовой сварке и применяемым материалам, изложена в ГОСТах, которые необходимо выполнять.
- Термины и определения: ГОСТ Р ИСО 857-1-2009 – определение термина «газовая сварка.
- Сварочные материалы: ГОСТ 5457-75 – технические условия на ацетилен газообразный и растворенный технический, ГОСТ 3022-80 – технический водород.
- Газовая сварка и резка: ГОСТ 29090-91 – требования к материалам для газовой сварки.
Принцип работы
Сварка газом принадлежит к термическому классу. Энергоноситель – газ. Процесс работы заключается в нагревании кромок соединяемых деталей до их расплавления. Источник нагрева – высокотемпературное пламя сварочной горелки, образованное в результате сжигания смеси горючего газа с кислородом. Заполнение зазора между кромками выполняется металлом расплавленной присадочной проволоки или за счет расплавления материала кромок основного материала.

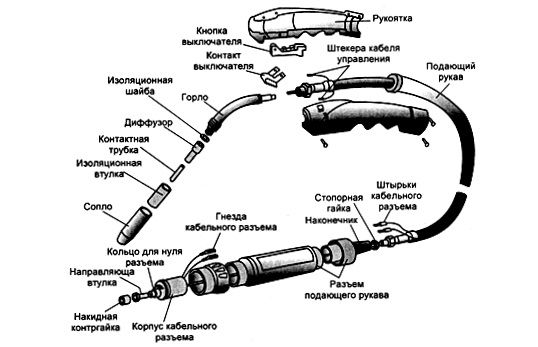
Схема газовой сварки
Оборудование
Сварочный пост (рабочее место сварщика) включает:
- кислородные баллоны (хранение запасов кислорода);
- редукторы кислородные, служащие для понижения давления кислорода, поступающего из баллона в горелку;
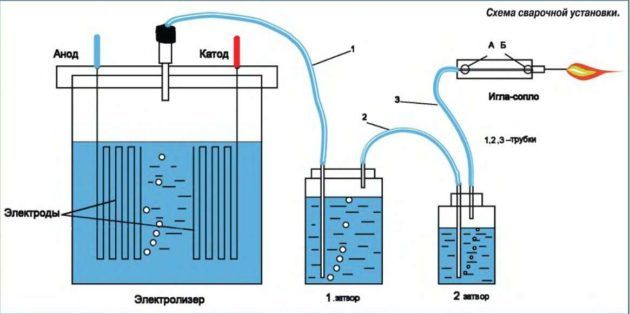
- ацетиленовые баллоны и редукторы или ацетиленовые генераторы для получения газа из карбида кальция;
- сварочные горелки с набором наконечников;
- шланги (резиновые рукава) для подачи газа и кислорода в горелку;
- принадлежности (очки со светофильтрами, набор ключей, молоток, щетки стальные для очистки материала и сварного шва);
- стол сварочный или приспособление для сборки, закрепления элементов;
- присадочную проволоку;
- при необходимости – сварочные порошки, флюсы.
Характеристика и особенности газов
Для нагрева металла необходима смесь горючих газов. Газовая сварка предполагает использование ацетилена или его заменителей в смеси с техническим чистым кислородом.
Нагрев и расплавление металла при газовой сварке требует высокой температуры пламени, превышающей в 2 раза этот показатель металла, который сваривается.
Ацетилен по сравнению с другими газами образует наивысшую температуру пламени – 3050-3150° С, поэтому является основным при газовой сварке.
Ацетилен — соединение углерода с водородом. Бесцветный, с резким специфическим запахом горючий газ, взрывоопасный. Работа с газом требует осторожности и соблюдения мер техники безопасности.

Транспортировка баллонов
Заменители ацетилена
Сварка металлов, имеющих температуру плавления ниже стали, может осуществляться с использованием газов–заменителей. Например: пропан, метан, водород.
Пропан – технический газ без цвета, имеет резкий запах, тяжелее воздуха. Для сварки используют пропан-бутановую смесь, содержащую 5-30% бутана. Температура пропан-кислородного пламени достигает 2400 °С.
Метан-кислородная смесь почти без запаха. Пламя имеет температуру 2100-2200 °С, поэтому такой горючий газ применяют ограниченно.
Водород – легкий горючий газ без запаха, бесцветный. В определенных пропорциях с кислородом и воздухом может образовать взрывоопасную смесь. Поэтому обязательно соблюдение правил безопасности при работе с газом. Водород для сварки находится в стальных баллонах зеленого цвета. Имеет газообразное состояние. Пламя водородно-кислородное имеет синий оттенок. Нечеткие очертания его зон затрудняют регулировку.
Виды пламени и их использование
Состав горючей смеси влияет на внешний вид и температуру сварочного пламени. Оно имеет 3 зоны: ядро, восстановительную (среднюю), факел-окислительную. Ядро включает механическую смесь нагретого до высокой температуры кислорода и разложенного ацетилена.
В зависимости от пропорции ацетилена и кислорода различают 3 вида пламени:
Окислительное
Пламя формируется при увеличении подачи в горелку кислорода или уменьшении количества ацетилена. На 1 объемную часть ацетилена должно приходиться 1.3 и более части кислорода. Характерные черты:
- Укороченное заостренное ядро бледной окраски с расплывчатыми очертаниями границ.
- Сокращение длины средней зоны и факела.
- Окраска пламени — синевато-фиолетовая.
- Горение происходит с шумом.
- Температура пламени превышает норму.
Этот тип пламени применяется для соединения низкоуглеродистой стали и сварки латуни.
Восстановительное (нормальное)
Соотношение ацетилена к кислороду может находиться в пределах от 1:1 до 1:1.3. В пламени происходит образование углерода и водорода, благодаря которым металл раскисляется и восстанавливается. В таких условиях формируется однородный металлический шов без газовых пузырей и пор.
Ядро пламени – светлое, восстановительная зона и факел имеют более темный оттенок. При увеличении давления кислорода ядро удлиняется. Факел имеет температуру намного ниже восстановительной зоны. Нормальное пламя используют для сваривания большинства видов металлов.
С повышенным содержимым горючего газа
Имеет название — науглероживающее или ацетиленистое пламя. Для него характерно увеличение подачи ацетилена или уменьшение кислорода. На 1 часть ацетилена берется 0.95 и менее части кислорода. Характерные признаки:
- увеличение размеров зоны сгорания;
- расплывчатость очертаний ядра, возникновение на его конце зеленого венчика;
- посветление восстановительной зоны почти до ее соединения с ядром;
- пожелтение пламени.
Результатом избытка ацетилена является его неполное сгорание, пламя коптит из-за недостатка кислорода. Излишек ацетилена разлагается на углерод и водород. В расплавленный металл переходит углерод. Результат — науглероживается металл шва.
Пламя с небольшим избытком горючего газа используют для сварки магниевых и алюминиевых сплавов, чугуна.
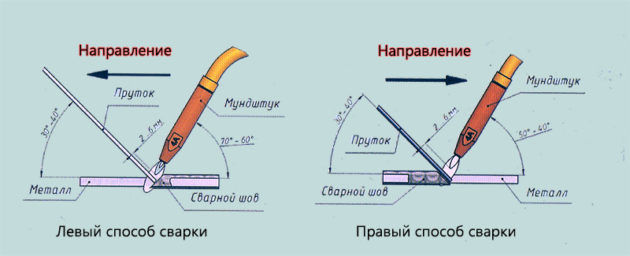
Характеристика методов газовой сварки
Существует 2 способа:
Правый
Это метод, при котором сварка выполняется слева направо. Направление:
- сварочного пламени – сваренный участок шва;
- присадочной проволоки – вслед за горелкой.
Мундштуком горелки совершаются небольшие поперечные колебания.
По сравнению с левым способом:
- производительность сварки на 20-25% выше;
- качество сварного шва лучше;
- расход газов меньше на 15-20%.
Рассеивание теплоты пламени меньше по сравнению с левым методом, в связи с чем угол раскрытия шва составляет 60-70°, что способствует уменьшению количества наплавляемого материала, расхода проволоки и снижению коробления изделия.
Способ целесообразен при соединении элементов, имеющих большую теплопроводность и деталей, толщина которых превышает 5 мм.
Левый
Способ заключается в передвижении:
- горелки справа налево;
- присадочной проволоки – перед пламенем, которое направлено на несваренную зону шва.
Кромки основного металла перед началом сварочных работ подогревают, что способствует хорошему перемешиванию сварочной ванны.
Левый способ применяют для соединения элементов из легкоплавких и тонких (до 3 мм) металлов.

Схема способов сварки
Характеристика технологий
Различают разные техники наложения сварочных швов:
Многослойная
Применение — выполнение ответственных соединений. Сварочные работы проводятся проходкой коротких участков. Условие — несовпадение стыков швов в отдельных слоях.
Перед наложением очередного слоя поверхность предыдущего очищается от шлаков и окалины с помощью проволочной щетки.
Преимущества способа по сравнению с однослойной сваркой:
- меньшая зона нагрева;
- обеспечение отжига нижерасположенных слоев;
- проковка каждого слоя.
Недостаток: большой расход газов.
Валиком
Соединяемые элементы устанавливают вертикально с зазором в полтолщины листа. Пламенем расплавляют кромки с одновременным образованием круглого отверстия. Его нижний участок на всю толщину металла заплавляют присадочным материалом. Пламя переносят выше, оплавляют кромку отверстия вверху, а на его нижнюю часть накладывают следующий слой материала. Этапы повторяют до окончания формирования сварочного шва.
Если металл имеет толщину 6-12 мм, работы одновременно проводятся с двух сторон двумя сварщиками.
Шов имеет форму сквозного валика, который соединяет детали. Металл шва – плотный, не имеет дефектов.
Ванночками
Метод применяется при сварке низколегированной и низкоуглеродистой стали до 3 мм толщиной, когда требуется получение угловых соединений и встык. Используется присадочная проволока.
В момент образования на шве ванночки диаметром 4-5 мм в нее направляют конец проволоки, расплавляют ее небольшой участок, после чего перемещают в восстановительную зону пламени. Одновременно мундштуком совершают круговое движение для перехода в рядом расположенную на шве зону новой ванночки. Она должна перекрывать на 1/3 диаметра предыдущую ванночку.
Чтобы избежать окисления, конец проволоки удерживать в восстановительной зоне. Нельзя допускать погружения ядра в ванночку с целью недопущения науглероживания металла шва.
Окислительным пламенем
Метод используется для сварки низкоуглеродистой стали. Цель – повышение производительности сварочного процесса на 10-15%.
Состав пламени β = 1.4. Избыток кислорода при сварке сталей способствует окислению металла шва, поэтому он получается хрупким и имеет поры. Поэтому при работе с целью раскисления окислов железа в сварочной ванне используют присадочные проволоки с повышенным составом кремния и марганца. Например: Св 08Г, Св 08Г2С, Св-12ГС.
Технология газовой резки металлов
Что такое газовая резка и для каких целей она используется?
Газовая резка металла — это процесс, который предполагает нагревание необходимых деталей пламенем газа определенной температуры. После этого металл воспламеняется и образует окислы, которые впоследствии выдуваются струей кислорода. Газовая сварка обладает целым рядом несомненных достоинств: она достаточно легко производится, не требует наличия сложного оборудования, а также не нуждается в каких-либо источниках энергии.
технология газорезки металлов
При этом данный тип обработки металла предполагает, что температура плавления заготовок по определению превышает показатель, при котором они воспламеняются в кислороде. В противном случае металл не подвергнется сгоранию. В то же время температура плавления окислов должна быть меньше соответствующих показателей металла. Дело в том, что в иначе оксиды покроют все поверхность материала и сделают процесс резки просто невозможным. Важно также, чтобы теплопроводность металла была достаточно невысокой — так его легче было воспламенить.
Что касается использования газовой сварки своими руками, область применения такого вида обработки металла достаточно широка: это всевозможные сельскохозяйственные, строительные, ремонтные работы. С ее помощью заготавливаются металлические детали самой различной формы, свариваются трубы большого и среднего диаметра, а также изделия из алюминия, латуни, высокопрочного чугуна, свинца, бронзы. При этом газовая резка труб может осуществлять как в ручном, так и в автоматизированном режиме, при этом в последнем случае максимальный диаметр изделия может составлять не более 1200 миллиметров.
Оборудование для резки газом
Самое простое оборудование для газовой резки металла, с помощью которого производится ручная обрезка и утилизация отходов, а также другие виды не требующих особой точности работ, включает в себя газовую горелку, регулятор давления, шланги, газовые баллоны и смеситель. Горелка в свою очередь состоит из находящейся под углом 90 или 60 градусов головки, которая имеет несколько сопел, одно из которых представляет собой центральное отверстие для выхода кислорода во время резки. Внешние сопла используются для подачи смеси кислорода и ацетилена, которые предварительно нагревают металлический лист.
Технология газовой резки металлов предполагает использование топлива, в роли которого чаще всего применяется ацетилен, и окислителя, однако их смесь требуется только на первом этапе процесса — при нагреве и загорании листа, далее необходим лишь сохраняющий тепло и производящий выдувание кислород. Стоит отметить, что для создания сложных фигурных деталей различного диаметра существуют специальные машинные установки. Например, разработана портативная газовая резка с ЧПУ, которая оснащена специальной программой, осуществляющей точный чертеж будущей детали.
Для газовой резки необходимо иметь два баллона, в одном из которых находится кислород, а во втором — топливо.
Для их подачи используются шланги для газовой сварки и резки, которые часто называют рукавами. Они состоят из двух слоев резины, между которыми располагается специальный каркас в виде хлопчатобумажной нити. Как правило, шланги для газовой сварки имеют диаметр от 6 до 12 миллиметров и способны работать при температуре до минус 35 градусов.
Необходимая аппаратура
Аппаратура для газовой сварки и резки должна включать в себя такие необходимые элементы, как редукторы для сжатых газов и вентили для баллонов. Редукторы понижают давление газа и поддерживают его на постоянном уровне. Про своей конструкции они бывают однокамерными и двухкамерными, во втором случае прибор менее подвержен замерзанию и работает более последовательно и надежно. Что касается вентилей для баллонов, они, как правило, изготавливаются из латуни или стали. При этом в целях безопасности устройство вентилей на двух баллонах имеет некоторые отличия.
Перед ремонтом автомобиля посредством сварки, необходимо досконально изучить информацию. Подробнее читайте в этой статье.
Техника безопасности при резке металла
Рабочее место, где осуществляется процесс обработки металла кислородом, который еще называют пост газовой резки, должно быть должным образом подготовлено. Так, помещение обязано хорошо вентилироваться и проветриваться. Также необходимо установить вытяжные зонты, удаляющие продукты горения, а сам процесс обработки металла должен проходить на расстоянии не меньше 5 метров от того места, где находятся газовые баллоны для сварки и резки, содержащие кислород и топливо. Чтобы избежать взрыва баллонов, необходимо переносить их только на носилках или тележках, а также не допускать попадания в них масла и горючих газов. С этой целью запрещается работать с баллонами, в которых давление кислорода ниже того уровня, установленного его редуктором.
Работать с газовой сваркой нужно в специальных очках, маске и огнеупорной одежде. В процессе сварки пламя горелки должно быть повернуто в противоположную от источника газа сторону, а рукава необходимо расположить сбоку от работника — их нельзя перегибать, держать в руках или зажимать между ногами. Кроме того, перед подачей газа следует проверить состояние шланга. Во время перерыва необходимо погасить пламя горелки, а также плотно закрутить вентили на баллонах.
Газовая сварка: обратный удар
Иногда в процессе сварки может произойти вспышка или небольшой взрыв пламени, который называют обратным ударом.
Во избежание таких весьма опасных ситуаций, необходимо соблюдать следующие правила безопасности:
Читайте также: