Расход электроэнергии сварочным полуавтоматом
Обновлено: 13.05.2024
Расход энергии на работу сварочного агрегата может меняться в зависимости от разных причин. Во-первых, это сама мощность аппарата, во-вторых, пределы входящего напряжения и т.д. Но с помощью некоторой формулы рассчитывается итоговая мощность аппарата, она имеет незначительные расхождения с реальными цифрами, но это не существенно. Поэтому, тем, кто следит за оборотами электрического счетчика, пригодится данная статья. Мы подробно расскажем о всех моментах, которые влияют на потребляемую мощность инверторного сварочника и как рассчитывается его совокупная мощность.
Факторы, влияющие на потребление энергии
Перед проведением подсчетов, вы должны четко понимать, из каких величин складывается общее потребление электричества. Мощность, указанная на коробке, тоже учитывается в просчете, это важная составляющая, но она не является единственной. Также нужно знать несколько величин, чтобы более точно составить формулу.
Из основных факторов, влияющих на напряжение, выделяют:
- мощность аппарата;
- диапазон входящего напряжения;
- максимальный сварочный ток, на который способен инвертор;
- параметры напряжения электрической дуги;
- коэффициент полезного действия конкретной модели;
- длительность работы.
Совокупность всех значений будет определять суммарную мощность агрегата.
Из дополнительных составляющих потребляемой мощности учитывают:
- состояние вашей проводки;
- условия и режимы сварки;
- надежность проводов.
Также нужно обратить внимание, что бытовая электросеть не всегда выдает общепризнанное напряжение в 220 вольт. В лучшем случае, вы получите 200. Когда вы включаете сварочный аппарат, то снижается диапазон сварочного тока, необходимый при работе. Это затрудняет произвести точный расчет. В первую очередь это касается не мощных инверторов. Если же аппарат рассчитан на работу в пределах 150-250 вольт, то подсчеты производятся с более точными показателями. Так как среднее арифметическое значение примерно равно напряжению электросети.
Теперь поговорим о продолжительности работы аппарата. Она относится к основным условиям расчета мощности. Эта важная характеристика показывает, сколько времени может работать инвертор непрерывно. У каждой модели разные значения работы и отдыха. Например, сварочник работает в течение четырех минут, а для охлаждения ему потребуется такое же время. Но есть сварочные инверторы, которые работают 5 минут, а отдыхают 2 минуты. В этом случае, расход потребления будет выше. Этот факт нужно запомнить в последующих расчетах.
Что нужно знать?
Перед тем как начать подсчет потребляемой мощности инверторного сварочного аппарата, нужно узнать следующее:
- Диапазон входного напряжения.
- Диапазон сварочного тока.
- Напряжение сварочной дуги.
- Коэффициент полезного действия конкретной модели сварочного аппарата.
- Продолжительность включения.
- Коэффициент мощности конкретной модели.
Читать также: Простая домашняя антенна своими руками
Диапазон сварочного тока нужен для того, чтобы узнать при каких характеристиках сети электрического тока нам придется работать. Наверняка ни для кого не является тайной, что часто в наших электросетях не наблюдается номинального напряжения 220 В. Часто оно едва дотягивает до 200 В. Следует запомнить: просадка напряжения при подключении сварочного инвертора бытового типа составляет 5-10% от общего номинала сети. Потому лучшие показатели мощности будут у таких инверторов, которые рассчитаны на напряжение питания от 150-170 В и до 220-250 В.
Диапазон сварочного тока дает нам значения максимального и минимального уровня, мощность аппарата напрямую зависит от этих параметров. Для бытовых инверторов эти показатели в нижней границе разнятся от 10 до 50 А, а в верхней 100-160 А. Напряжение выходного тока, оно же может называться напряжением сварочной дуги, колеблется для недорогих бытовых моделей от 20 до 30 В. Коэффициент полезного действия у инверторов с максимальным показателем выходного тока160 А, как правило, редко превышает 0,85%. Высокий КПД сварочного агрегата напрямую зависит от продолжительности включения.
Формула расчета
Чтобы правильно произвести расчет, первым делом, необходимо ознакомиться с техническими параметрами вашего сварочного аппарата из инструкции, прилагаемой к изделию или информацией в интернете, применимой именно к данной модели.
Данные, которые вы найдете в технических характеристиках следующие:
- КПД мощности;
- силу тока в максимальном значении;
- наивысшее напряжение электродуги;
- коэффициент эффективности аппарата;
- длительность работы.
Max значение силы тока* Max значение напряжения / КПД = потребляющая мощность аппарата
Мы облегчим вам работу, и скажем, что коэффициент мощности всегда берите за 0,6. Такое значение имеют практически все современные инверторы. Теперь подставьте цифры из данных о вашем сварочнике в формулу, и вы получите мощность аппарата в рабочем состоянии.
Но выделим такие моменты, как замена электродов, регулировка мощности, простой для подбора следующих свариваемых поверхностей и другие моменты, когда вы не производите сам шов. Для этих целей пригодится параметр длительности работы аппарата, о котором мы говорили выше. Полученный результат мощности аппарата необходимо умножить на эту цифру. Тогда вы приблизите результат к более точным значениям. Например, ваша первая цифра составила 5 кВт. Умножаем на нижнее значение времени работ (например 60%) и получаем 3 кВт, которое и составляет среднюю мощность всех сварочных работ, включая простои.
Такая несложная процедура просчета обеспечит вас знаниями, сколько затрачивает ваш инвертор электроэнергии. Напомним, что эта формула применима только к сварочным инверторам, а с расчетами полуавтомата не работает. Но о них поговорим в следующий раз. Скажем только, что их потребляемая мощность будет выше.
Расчет расхода электроэнергии электросварочными установками
Расход электроэнергии на сварку в общем виде определяются по формулам
Эсв= + Рх.х(?-T), кВт.ч (4.1.1)
где: U — напряжение сварочной дуги, принимаемое по технологическому режиму, В;
J — сила тока (определяется замером или по технологическому режиму), А;
T — время горения дуги,ч;
? — КПД источника питания дуги (определяется по паспортным данным);
— мощность холостого хода источника питания дуги (определяется опытным путем. При сварке на переменном токе расход электроэнергии на холостой ход незначителен и им можно пренебречь), кВт;
? — полное время работы источника дуги (определяется расчетом), ч.
Время горения дуги для наплавки 1 кг металла определяется по формуле:
где: — коэффициент наплавки, представляющий собой количество металла в граммах, наплавляемого за 1 час горения дуги при J=1А (при электросварке на переменном токе электродами с толстым покрытием kн= 6 — 18 г/(А.ч), при автоматической электросварке под флюсом kн= 11 — 24 г/(А.ч)).
Расход электроэнергии при ручной дуговой электросварке определяется на 1 кг наплавляемого металла по формуле:
где: Сх — коэффициент, учитывающий потери холостого хода источника питания (при переменном токе и при питании аппарата через сварочный трансформатор и отключении его на холостом ходу коэффициент Сх может быть принят равным 1; на постоянном ходе Сх=1,17).
Вес наплавленного металла подсчитывается по формуле:
где: F — площадь поперечного сечения шва, см2;
L — длина шва, см;
? — удельный вес наплавленного металла (для малоуглеродистых сталей ?= 7,8 г/см3).
Таблица 4.1.1 — Удельный расход электроэнергии при ручной дуговой электросварке, автоматической и полуавтоматической, электрошлаковой сварке
При приобретении оборудования для электродуговой сварки мощность сварочного аппарата в большинстве случаев является определяющим фактором выбора подходящей модели. От значения этого параметра зависит величина рабочего тока устройства, а также толщина металлических заготовок, с которыми оно способно работать.
Порядок выбора
В сопроводительном документе (паспорте) на каждый конкретный сварочный аппарат фирмой-производителем указывается максимальная мощность, обеспечивающая его работу в режиме пиковых нагрузок. Именно поэтому при её оценке следует ориентироваться на качество напряжения в электросети, к которой подключается данный аппарат.
При этом нельзя упускать из внимания то, что даже сравнительно мощный инвертор при значительных колебаниях напряжения в сети не сможет гарантировать требуемой производительности работы и максимальной отдачи.
Порядок выбора подходящего по энергоёмкости инверторного сварочного аппарата, полуавтомата или обычного трансформаторного выпрямителя имеет много схожих черт. Поэтому ознакомимся сначала с общими правилами выбора рабочих агрегатов, при оценке мощности которых обычно руководствуются следующими соображениями:
- для отдельных моделей сварочных аппаратов паспортные данные нередко завышаются производителем на 10-15%. Из этого следует, что при покупке следует выбирать прибор с некоторым запасом по мощности;
- в отсутствии в паспорте графы «мощность» нужно ориентироваться на величину тока, которую аппарат потребляет в режиме максимальной нагрузки (для оценки его мощности это значение умножается на показатель действующего в сети напряжения – 220 или 380 Вольт);
- при покупке сварочного аппарата, не рассчитанного на значительные перегрузки (на длительную эксплуатацию в «тяжёлых» режимах) большая мощность не требуется, в нормальных условиях сварки вполне достаточно прибора с рабочей нагрузкой порядка 120-130 Ампер.
При выборе трансформаторных аппаратов для ручного сваривания следует помнить о том, что со временем это оборудование изнашивается. Причём чем больше мощность и рабочий ток, тем сильнее нагрев сварочного аппарата и его износ.
Полуавтомат
Такой распространённый тип оборудования, как сварочный полуавтомат позволяет работать в широком диапазоне токов и выполнять непростые операции по сварке листовых заготовок и цветных металлов.
С помощью сварочного полуавтоматического оборудования удаётся сплавлять сложные в обработке изделия из тонколистового материала, с которыми обычно работают в авторемонтных мастерских.
Читать также: Как сделать пилораму из бензопилы своими руками
Эта разновидность сварных аппаратов позволяет варить в защитной среде аргона или углекислого газа, что повышает эффективность и качество сварки за счёт блокирования содержащегося в воздухе кислорода.
Иногда в этих целях используется специальная порошковая проволока, выполняющая функцию присадочного материала и также улучшающая качество сварного шва.
Рабочая мощность полуавтомата выбирается с учётом всех уже рассмотренных ранее факторов, к которым следует добавить особенность этого устройства.
Дело в том, что в момент включения полуавтоматического устройства наблюдается импульсный скачок потребляемого тока, что обязательно должно учитываться при оценке приобретаемой техники.
Важно сориентироваться и по стоимости выбираемого сварочного аппарата, которая напрямую связана с показателем его мощности. Однако в случае, когда необходимо работать с тонколистовыми заготовками и цветными металлами с дополнительными издержками при приобретении полуавтомата вполне можно смириться.
При оценке параметра потребляемого агрегатом тока (независимо от модели и класса) специалистами учитывается и такой мало знакомый любителям параметр, как коэффициент мощности сварочного инвертора или любого другого сварочного устройства. Эта величина учитывает реактивный характер нагрузки на сеть при подключении к ней того или иного сварочного аппарата.
Для некоторых из них (инвертора, в частности) преобладают емкостные показатели реактивных потерь, а для трансформаторных схем заметнее проявляются индуктивные составляющие.
В итоге еще раз надо стоит отметить, что мощность любого сварочного агрегата является важнейшим показателем эффективности его работы в различных режимах эксплуатации. Именно поэтому выбору этого параметра должно уделяться повышенное внимание.
Потребляемая мощность сварочного инвертора довольно просто вычислить по нехитрой формуле. Для понимания всех нюансов, связанных с работой сварочника, и аспектов вычисления его мощности нужно прояснить несколько моментов, которые необходимо знать всем, кто занимается сваркой. И неважно где вы проводите сварочные работы, у себя дома, в гараже, на даче или в профессиональном коллективе большого цеха или завода.
Выпрямитель
Этот аппарат относится к устройствам трансформаторного типа, работающим по принципу преобразования переменного напряжения в требуемую для сварки постоянную величину.
В отличие от типового преобразовательного прибора при работе с выпрямителем удаётся получать более стабильную дугу с хорошими качественными показателями и лучшими характеристиками.
Благодаря этому на нём удаётся варить не только обычные стальные изделия, но и цветные металлы, включая заготовки небольшой толщины. При работе с выпрямителем особого опыта проведения сварочных работ не требуется.
При определении требуемого показателя мощности этого аппарата обычно исходят из значения напряжения электрической дуги (для выпрямителя оно составляет 24 Вольта). Затем эта величина умножается на значение рабочего тока (обычно – 160 Ампер), что в результате даёт так называемую «мощность на дуге».
При необходимости точно оценить энергопотребление приобретаемого прибора в расчёты вводится поправка на непроизводительный нагрев оборудования (показатель полезного действия, равный примерно 0,65-0,7). Для устройств с бестрансформаторным выходом также должен учитываться коэффициент мощности (обычно он равен 0,95…1).
Инвертор
При покупке и выборе такой известной разновидности сварочного оборудования, как инверторный аппарат, также следует обращать внимание на показатель его мощности. При этом обязательно учитывается номинальное значение тока, при котором электронный прибор сможет интенсивно работать длительное время и не перегреваться.
Для обоснования правильности выбора инвертора рассмотрим пример работы с трёхмиллиметровым электродом и величиной рабочей нагрузки, равной 120-ти Ампер. В этом режиме удаётся сваривать металлические заготовки толщиной порядка 3-4 мм.
Из этого следует, что для расширения функциональных возможностей и мощности сварки инвертором желательно обеспечить небольшой запас по токовому параметру (до 160-180 Ампер).
Это позволит работать не в предельном (критическом), а в щадящем режиме, что заметно снижает вероятность выхода сварочного аппарата из строя и продлит его работоспособность.
При выборе размера запаса по току важно рассчитать не только величину рабочей нагрузки на сварочный аппарат, но и возможные отклонения питающего напряжения от номинала.
Запас по мощности может потребоваться и в тех случаях, когда длина используемых для подводки тока кабелей превышает 5 метров. При этом критичной считается их протяжённость, достигающая 15-ти метровой отметки.
Типы сварочных инверторов
Аппараты инверторного типа делятся на три категории. Бытовые инверторы рассчитаны на небольшую продолжительность включения и работу от однофазной сети переменного тока 220 В. Это означает, что работать таким аппаратом на предельных мощностях можно лишь непродолжительное время – минут 20-30, давая ему отдых, равный этому времени либо превышающий его на порядок. Полупрофессиональные аппараты позволяют увеличивать время работы от 5 до 8 часов без перерыва. Для полупрофессиональных инверторов время отдыха снижено благодаря особенностям конструкции. Профессиональные инверторы рассчитаны на потребление тока 220/380 В зачастую от трехфазной сети электрического тока.
Современные типы сварочных аппаратов.
Бытовые, полупрофессиональные и некоторые профессиональные сварочные агрегаты бывают рассчитаны на работу от сети 220 В. Однако следует помнить, что для бытовых электросетей ток максимальной нагрузки не может превышать 160 А. Потребляемая мощность всей фурнитуры, такой как розетки, штепсельные вилки и силовые автоматы не рассчитана на превышение этого порога.
Поэтому подключение инверторного сварочного аппарата с более высокими показателями либо спровоцирует срабатывание автоматов, либо вызовет выгорание контакта на стыке вилка-розетка, либо что самое опасное, приведет к выгоранию электрической проводки. Это противоречит всем правилам техники безопасности. Так что запитывая профессиональный агрегат от бытовой электросети для работы со сварочным током более 160 А, будьте готовы к проблемам. Но лучше этого не допускать.
Сколько потребляет электроэнергии инвертор в режиме сварки и резки металла
Читать также: Марки шуруповертов аккумуляторных список
Вычисление мощности
Продолжительность включения – это характеристика, которая показывает, насколько качественный аппарат вы собираетесь использовать. Обычно это процентный показатель времени непрерывной работы инвертора относительно общего времени его использования. Показатель на уровне 50% скажет о том, что при работе 2,5 минуты аппарат должен отдыхать 2,5 минуты. Чем ниже показатель, тем дольше должны отдыхать цепи и тем быстрее сработает автоматическое реле отключения при перегреве.
Напротив, высокий процент покажет, что аппарат можно использовать достаточно долго, прерываясь лишь на замену электродов и проверку сварочного шва.
Схема работы сварочного инвертора.
Процент мощности вычисляется путем деления времени непрерывной работы на сумму времени непрерывной работы и времени паузы до следующего включения аппарата. Результат умножается на 100. Например, аппарат исправно работал 3 минуты, пока не сработала защита от перегрева, затем он находился в покое 2 минуты, после чего вновь был готов к работе:
3 мин / (2 мин + 3 мин) х 100 = 60
Коэффициент мощности для бытовых или полупрофессиональных сварочных аппаратов инверторного типа редко превышает порог 0,6-0,7. Это необходимо просто запомнить.
Все нужные для вычисления значения легко можно найти в технической документации для данного устройства, на сайте производителя либо на кожухе самого сварочного аппарата.
Представим, что для примера мы имеем сварочный аппарат, питающийся от сети переменного тока 160-220 В, имеющий максимальное значение тока 160 А при максимальном напряжении сварочной дуги в 23 В. КПД этой модели инвертора 0,89, а показатель ПВ, продолжительность включения, составляет 60%.
Теперь вычисляем максимальную потребляемую мощность инвертора с приведенными выше параметрами. Для этого сначала умножаем максимальное значение выходной силы тока на максимальное выходное напряжение. Получившийся результат разделим на значение КПД аппарата.
160 А х 23 В / 0,89 = 4135 Ватт
4,1 кВт – это мощность, которую аппарат потребляет непосредственно при сварке. Средняя мощность вычисляется путем умножения значения максимальной мощности на показатель продолжительности включения:
4135 Ватт х 0,6 = 2481
Средняя мощность инвертора является наиболее актуальным показателем, потому что сварка обычно не происходит непрерывно на протяжении многих часов или дней. Случаются паузы, когда сварщику требуется сменить электрод или подготовить детали к последующей обработке. Нередко сварочные работы можно провести на более низком показателе силы тока, в этом случае снизится и общая мощность, потребляемая инвертором. Подставляем в первую формулу значения, которые можно выставить на консоли сварочного агрегата и находим нужные параметры мощности.
Читать также: Подзарядка для аккумуляторных батареек
Сколько электроэнергии потребляет сварочный аппарат в час

Устройство сварочного инвертора.

Современные типы сварочных аппаратов.
Поэтому подключение инверторного сварочного аппарата с более высокими показателями либо спровоцирует срабатывание автоматов, либо вызовет выгорание контакта на стыке вилка-розетка, либо что самое опасное, приведет к выгоранию электрической проводки. Это противоречит всем правилам техники безопасности. Так что запитывая профессиональный агрегат от бытовой электросети для работы со сварочным током более 160 А, будьте готовы к проблемам. Но лучше этого не допускать.

Устройство инвертора
Устройство сварочного инвертора таково, что вначале переменное напряжение 220 В с частотой 50 Гц преобразуется в постоянное, а после того в переменное высокочастотное напряжение с рабочим показателем частоты колебания до 200 Гц. После этого напряжение вновь преобразуется в постоянное и подается на сварочную дугу. Контроль качества дуги происходит автоматически, с помощью микропроцессорной начинки блока управления инвертора. Залипания электрода, такие частые при сварке посредством трансформатора, практически сходят на нет.

Схема внутреннего устройства инвертора.
При коротких замыканиях длительностью менее 0,5 секунды управляющий блок генерирует последовательность коротких по времени, но очень мощных импульсов тока. Это приводит к разрушению возникающих перемычек из жидкого металла. При замыкании длительностью 0,5 секунды инвертор попросту отключается, не примораживая электрод и не перегревая цепи агрегата. Это устройство является базовым для всех типов инверторов и отличает их от трансформаторов и выпрямителей на базе диодного моста.
Самое главное свойство сварочного инвертора – это потребление энергии. Неважно, какова потребляемая мощность аппарата инверторного типа, она практически полностью расходуется на сварку. Отсюда можно сделать вывод, что коэффициент полезного действия инверторного агрегата очень высок. От 85 до 95%.

Характеристики инвертора
Диапазон сварочного тока дает нам значения максимального и минимального уровня, мощность аппарата напрямую зависит от этих параметров. Для бытовых инверторов эти показатели в нижней границе разнятся от 10 до 50 А, а в верхней 100-160 А. Напряжение выходного тока, оно же может называться напряжением сварочной дуги, колеблется для недорогих бытовых моделей от 20 до 30 В. Коэффициент полезного действия у инверторов с максимальным показателем выходного тока160 А, как правило, редко превышает 0,85%. Высокий КПД сварочного агрегата напрямую зависит от продолжительности включения.



На инверторе написано 250 Ампер, а по факту 180.
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:
Все, что видим мы – видимость только одна.
Далеко от поверхности моря до дна.
Полагай несущественным явное в мире,
Ибо тайная сущность вещей не видна.
Как правило, указанную на корпусе сварочного инвертора информацию, например ММА-200 или ММА-250, большинство расценивает как пресловутую силу тока, а ведь зачастую – это далеко не так. Особенно, если речь заходит про инверторы произведенные в Китае. На самом же деле, на практике – это маркетинговый ход производителей. Большинство таких аппаратов имеют реальную рабочую силу тока от 140 до 180 Ампер. А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра – 250. Более того, как правило, шкала регулировки тока, тоже подвергается модификации, получая градацию значений до 250 Ампер (которых по сути в инверторе нет), а это уже добавляет сложности пользователю в регулировке сварочного тока при работе с различными типами электродов, либо при регулировании уровня провара металла.
Поэтому первое что стоит запомнить при выборе сварочного инвертора, не ориентируйтесь на то что написано на панеле аппарата.
Напротив, высокий процент покажет, что аппарат можно использовать достаточно долго, прерываясь лишь на замену электродов и проверку сварочного шва.
Схема работы сварочного инвертора.
Подбираем электроды
Таблица разновидностей электродов.
У начинающих сварщиков нередко возникает вопрос, электроды каких диаметров использовать при определенных параметрах выходной силы тока и толщине металла?
Металл толщиной более 15 мм лучше подвергать сварке с помощью газового сварочного аппарата.
Использование электросварки может оказаться в данном случае нерентабельной и высокозатратной
Как выбрать сварочный полуавтомат
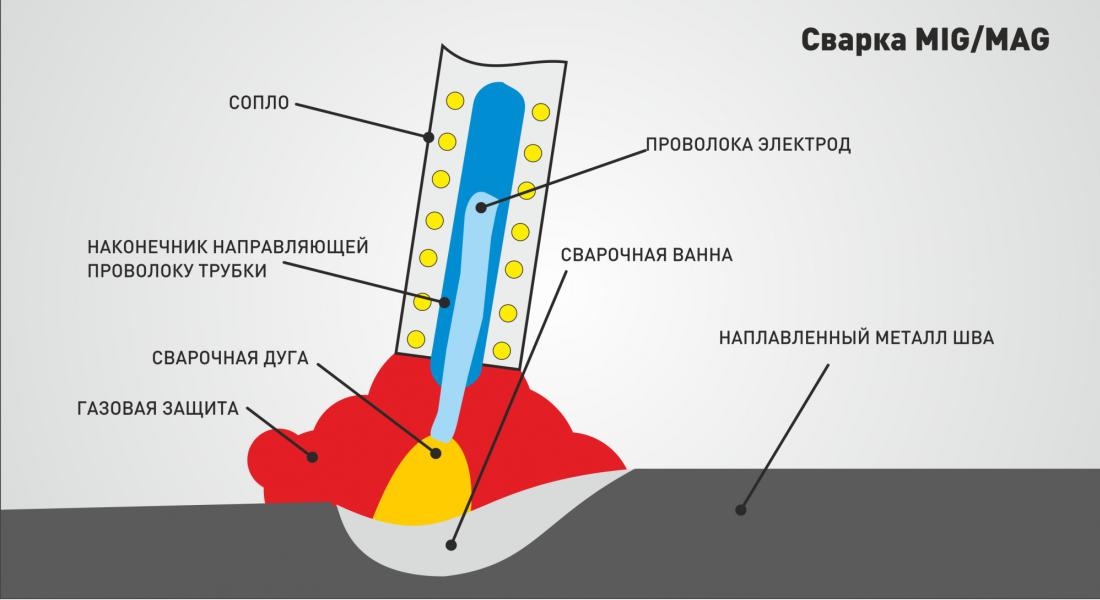
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач, , участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание "синергетическое управление".
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
Читайте также: