Раскрой трубы под сварку
Обновлено: 16.05.2024
В ходе проведения монтажных и сантехнических работ часто требуется выполнить резку заготовок под определенным углом. Изменение направления линии отреза необходимо для дальнейшей стыковки и сваривания с другими трубами такой же конфигурации, или для монтажа запорно-регулирующей арматуры.
Стоит учитывать, что точность реза под нужным углом необходима для получения высокой плотности соединения металлопроката. Для этого нужно иметь необходимые приспособления, качественный труборез и владеть соответствующим опытом проведения работ по обработке труб.
В данной статье мы рассмотрим приемы резки труб под различными углами.
1. Способы разметки труб под углом 45 градусов
Резка трубных заготовок под углом 45° наиболее востребована при монтаже тепловых магистралей, канализационных сетей, газопроводных систем. Для этих целей используют трубы из черных металлов и нержавеющей сталей цилиндрического сечения, небольшого и среднего диаметра – 20-500 мм.
Одной из основных задач при резке труб под углом 45 градусов является точность измерения угла и ровность среза трубы, чтобы при стыковке соединяемые элементы совпали с точностью до миллиметра. Особенно это касается тонкостенных труб – при малейшей погрешности реза стенки соединяемых труб не смогут соединиться в нужной конфигурации. Поэтому пристальное внимание необходимо уделить точности раскроя.
Разметка труб круглого сечения
- Квадратный лист сложить строго по диагонали, совместив противоположные углы. Длина диагонали лекала должна равняться величине окружности заготовки.
- Сложенный лист оборачивается вокруг трубы. Важно следить, чтобы сторона лекала, находящаяся ближе к торцу заготовки, была строго перпендикулярна центральной оси.
- В месте будущего среза выполняется пунктирная разметка.
- Далее происходит резка трубы.
Важно! Рассматривая способы резки, необходимо учитывать материал труб. Выполнять раскрой медных и стальных заготовок диаметром до 65 мм легче бумажным лекалом. Для разметки толстостенных стальных труб большого сечения лучше использовать шаблоны из паронита.
Разметка труб квадратного и прямоугольного сечения
Чтобы изготовить лекало для разметки профильной трубы целесообразней использовать аналогичную заготовку только бОльшего сечения. Разметка на заготовке выполняется единожды с помощью инженерной линейки или транспортира. В полость готового шаблона вставляется профиль, выполняется разметка и последующая резка.

2. Разметка труб под углом 90 градусов
Выполнить разметку трубы под углом 90 градусов достаточно легко. При необходимости можно использовать лист бумаги: лист оборачивается на трубе, закрепляется и выполняется разметка. Важно следить, чтобы края листа совпали по всей окружности, тогда срез будет ровным.


Как отрезать профильную трубу под углом 90 градусов?
Для раскроя трубы квадратного или прямоугольного сечения предпочтительнее использовать треугольник. Данным приспособлением поочередно выполняется разметка маркером по каждой стороне профиля. После нанесения пунктира выполняется разрез трубы.
3. Разметка труб под другими углами
Для раскроя труб под углом других значений понадобятся лекала с соответствующими величинами. Подготовить шаблон можно с помощью Excel или других компьютерных программ, введя в соответствующем интерфейсе значения диаметра трубы, нужного угла и т.д.

В расчетных программах можно выполнить расчет раскроя труб любого диаметра и под любым углом. Но чаще всего данный способ используют для создания лекала для раскроя труб малого и среднего диаметра. Для разрезания труб большого диаметра и в больших объемах предпочтительнее использовать программируемые резательные станки.
Как разрезать трубу «воротниковым» способом?
Часто при монтаже водопроводных сетей требуются трубные заготовки, имеющие разрез на торце в виде треугольника. Данная конфигурация труб необходима для соединения с другой трубой круглого сечения под прямым углом.
- Замеряется величина окружности трубы.
- Выполняется резка трубы под углом 90 градусов.
- На торце трубы намечают равноудаленные точки, которые находятся относительно друг друга под углами 90 и 180 градусов.
- Выполняются расчеты: диаметр трубы делят на три.
- От двух диаметрально расположенных точек откладывают полученную величину и отмечают точками.
- Данные точки соединяются с другими плавными дугами.
- После раскроя труборезательным инструментом отделяют полукруглые сегменты, которые готовы к последующим сварным работам.

Как заказать инструмент для резки труб
Для консультации по вопросам подбора оборудования для резки труб обращайтесь к нашим менеджерам:
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.



В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
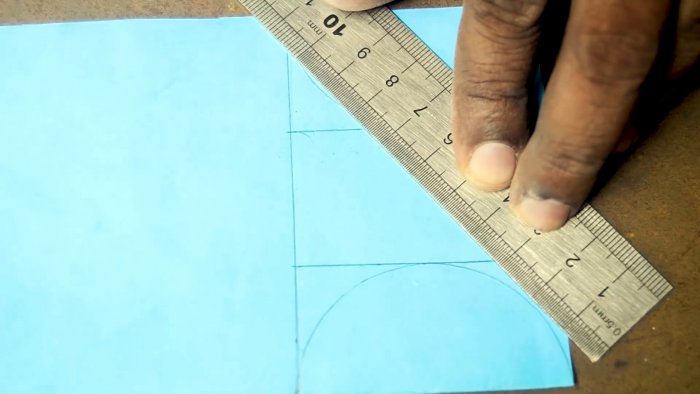

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.






Смотрите видео
Резка труб под углом: преимущества и недостатки разных способов + пример выполнения работ
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.

Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Резку труб для сборки трубопроводов выполняют, если в продаже нет фитинга, способного решить проблему, или требуется именно фигурный завершающий срез
Соединительный узел путем резки труб изготавливают, если между соседними патрубками меньше 45º. К примеру, если к одной коллекторной трубе подсоединяют три
Для того чтобы выполнить резку с максимальной точностью делают лекала. С их помощью производят разметку трубы
Резку металлических труб под углом в промышленных масштабах выполняют станки с ЧПУ. Частники режут болгаркой, закрепив трубу в тисках, или электропилой с фиксацией трубы в стусле
Отличным подспорьем в пространственной резке металлической трубы станет электролобзик по металлу. Однако перед работой желательно "набить руку" на бросовых обрезках
Резать профильную трубу легче и проще всего болгаркой. Фиксировать профиль можно как в тисках, так и в стусле
Если в сборке трубопровода планируется один или два раза сделать рез под углом, достаточно применить электропилу с полотном по металлу
Полимерную трубу под углом допустимо резать обычной ручной пилой, но очень важно зафиксировать ее в стусле, чтобы не испортить материал
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.

Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он «закрывается» сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Раскроенные под углом из трубы детали должны совмещаться с минимальным зазором. Таким, чтобы после сварки он смог полностью заполниться швом
Если лекала для резки были сделаны неточно, проще отрезать новые элементы, чем подгонять их по факту напильником
Перед сварным соединением фигурно разрезанных деталей следует провести "примерку", чтобы определить участки с зазорами, требующими усиленного шва
Лекала для совершения реза трубы под углом рекомендовано опробовать сначала на обрезках пластиковой трубы соответствующего диаметра. После точной выверки их можно перенести на металлические заготовки
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
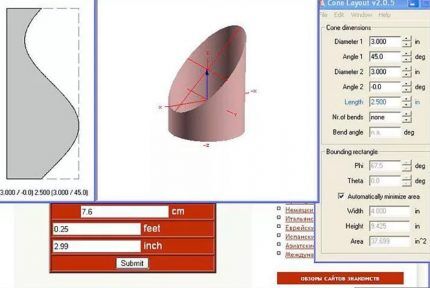
Так выглядит окно компьютерной программы, выполняющей расчет угла среза для трубы круглого сечения. По результатам расчета вырисовывается лекало, которое распечатывается принтером. Лекало используют в изготовлении шаблонов
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
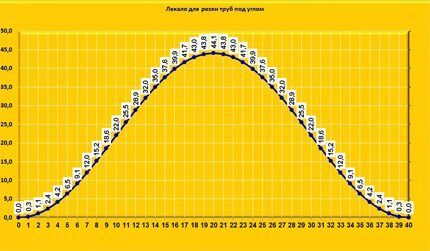
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
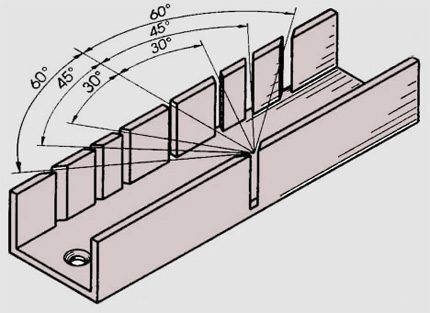
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.

Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма — маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются особые труборезы, с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.

Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» — малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.

Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Для резки трубы в индустриальном строительстве выпускают обширный ассортимент машин. В этой группе есть мобильные станки для использования на объекте и стационарные установки для резки в условиях цеха/мастерской
Установки с ЧПУ, предназначенные для пространственной резки трубы, могут делать резы в семи различных направлениях. В результате зазор между соединяемыми заготовками исчисляется долями миллиметра
Термическую резку производят по газовой плазменной технологии. Для механической резки аппараты снабжают роликовым или патронным резаком
Трубы большого диаметра на объекте прокладки магистрального трубопровода режут седельными машинами. Угол пространственного реза выбирает оператор
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.

Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.

Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства — термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки металлопластиковых труб нужны труборезы, способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб — своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Сварку полипропиленовых трубопроводов на объекте совершают с использованием сварочного аппарата, конфигурация которого напоминает утюг
В комплектации сварочной машины для ПП труб имеются насадки, предназначенные для оплавления внешней стороны трубы, и дорны для оплавления внутренней
Нагревательный элемент сварочного аппарата достигает выставленной оператором температуры и передает ее насадке и дорну. Они расплавляют насаженные полимерные детали до состояния вязкости
В процессе разогрева важно четко выдержать нормированный период разогрева, зависящий от толщины стенки ПП трубы. Передержка угрожает деформацией соединяемых деталей, недодержка - недостаточно прочным соединением
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
ПП трубы диаметров больше 50 мм соединяют стыковой сваркой. Ее производят с помощью аппарата с дисковым нагревающим элементом
Выполненный в форме диска нагревательный элемент подбирают в соответствии с диаметром соединяемой трубы
Перед нагреванием предназначенные для соединения части трубы торцуют для придания им идеальной поверхности, строго перпендикулярной оси трубы
После разогрева отрезки трубы быстро соединяют, пока разогретый полимер не начал отвердевать. Важно при этом действовать уверенно и соблюдать соосность
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 — размечаем; 2 — прогреваем нужное количество секунд; 3 — соединяем 2 отрезка между собой; 4 — выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 — прогревание двух отрезков полипропиленового трубопровода; 2 — своевременно снятие труб с паяльника; 3 — соединение двух элементов между собой; 4 — на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Раскраиваем полипропиленовые трубы согласно проектным размерам. Учитываем глубину "захода" трубы в фитинг
Подбираем дорн и насадку соответствующего диаметра, устанавливаем их для разогрева на утюг и включаем устройство. Перед первой сваркой он должен разогреваться не менее 5 минут
Примеряем соединяемые детали. Отмечаем на трубе кромку фитинга, обозначающую глубину погружения в него привариваемой детали
Участки соединения неармированных труб протираем любым спиртосодержищим средством, чтобы удалить мешающий полимеризации жир
Примерку фитинга к армированной трубе производим, не заводя ее в фитинг, т.к. она без удаления внешних слоев в него просто не войдет. Затем шейвером освобождаем отмеченный участок трубы от внешнего ПП слоя
Кроме внешнего ПП слоя с соединяемого участка трубы удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем
Разогреваем соединяемые детали на установленных на утюг дорне и насадке. Период разогрева зависит от толщины стенок трубы
Нагретые на аппарате детали снимаем с утюга и быстрым уверенным движением выполняем соединения, не проворачивая их вокруг собственной оси
Как отрезать трубу под 45 градусов с высокой точностью в домашних условиях
При проведении работ по монтажу газовых или водопроводных магистралей часто возникает необходимость в изменении направления линии, при этом трубопровод обрезается и затем сваривается под нужным углом. Чаще всего направление меняется на 90 градусов, при этом встает вопрос — как отрезать трубу под 45 градусов, чтобы точно соединить стыки при сваривании.

Рис.1 Как режут трубу под углом 45 градусов
Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.

Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно — приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло — направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.

Рис.4 Пример выполнения реза под углом 90 градусов
Резка под 90 градусов
Чтобы поперек ровно отрезать круглый трубопровод или металлопрофиль прямоугольного сечения, используют лист обычной бумаги. Им оборачивают заготовку таким образом, чтобы кромки бумажного листа совпали, после чего его фиксируют на детали с помощью скотча или клея. Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Металлопрофиль или круглую трубу можно распилить при помощи шаблона, надев на них ровно обрезанный элемент с большим внутренним диаметром.
Воротниковая врезка
Чтоб получить ответвления металлических трубопроводных линий в виде тройников, применяется воротниковая врезка, для которой необходимо вырезать кромку круглой трубы, примыкающей к стенкам другой под прямым углом. Для реализации способа поступают следующим образом:
- обрезают кромки заготовки под прямым углом приведенным ранее способом.
- На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов друг к другу.
- Производят измерение размера окружности, полученный диаметр делят на 3. От двух диаметрально расположенных точек откладывают полученное расстояние, после чего эти точки соединяют с двумя другими плавной дугой, проводя линию маркером.

Рис.5 Пример воротникового разреза трубы
- По разметке проводят рез болгаркой и отделяют полукруглые сегменты, после чего деталь готова к сварке. При малых неточностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
Приемы резки труб под углом круглого сечения
Круглые трубы разных диаметров обрезаются под углом при изменении направления трубопровода, при этом следует учитывать, что прямой срез под нужным углом в отличие от прямоугольного сечения не приведет к плотному соединению кромок. Поэтому применяются специальные лекала, в которых размечаемая кромка имеет криволинейную форму, позволяющую получить высокую плотность соединения.
Одним из распространенных способов, как сделать для труб с круглой поверхностью лекало, является метод, для которого понадобится расчерченный лист бумаги, линейка и карандаш. Для получения бумажного лекала поступают следующим способом:
- Чертят на бумажном листе окружность с диаметром обрезаемой трубы, разбивают круг на 16 равных сегментов, каждый раз деля большие отрезки на два одинаковых.

Рис. 6 Как разрезать трубу под 45 градусов – лекало из бумаги
- Измеряют длину окружности, умножив ее диаметр на число Пи, равное 3,14.Откладывают этот размер по обе стороны от оси окружности равными отрезками, каждый из которых делят на 8 равноразмерных частей.
- Проводят от отрезков на прямой вертикальные линии вверх и горизонтальные от точек, поставленных на круге.
- Места их пересечения соединяют плавной линией и в итоге получают нанесенный на бумагу шаблон, который вырезают и приклеивают к обрезаемой поверхности. Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность.
Используемые инструменты
Существует несколько способов, как резать трубу, для этого применяют строительный и промышленный инструмент для обработки металла. Из всех видов только болгарка позволяет получить криволинейные поверхности без дальнейшей обработки с наиболее близким расположением кромок.
Для индивидуального использования
Для резки стальных труб в домашнем хозяйстве используется следующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровного прямого угла среза за счет режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов или их ряда, закрепленных на цепи. В быту подобные устройства встречаются довольно редко и более подходят для профессионального выполнения работ.
Болгарка. Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра.

Рис. 7 Индивидуальный инструмент для резки труб
Газовая горелка. Быстрый и эффективный метод перерезания металлических поверхностей раскаленной струей пламени, к недостаткам можно отнести оплавленные кромки, которые осложняют дальнейшее сваривание. Газовой горелкой сложно резать изделие по бумажному шаблону, который сгорит, а если расчерчена линия, то в струе пламени она практически не будет видна.
Электрические труборезы. Для работы с трубопроводами малых диаметров можно использовать компактные электрические труборезы, по принципу работы напоминающие болгарку. Приспособление называют роликовым станком, при работе деталь устанавливается на станину и поворачивается на роликовых направляющих, сверху его поверхность прорезается электрическим устройством. Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
Для промышленного использования
В промышленности для транспортировки жидкостей и газов используются трубопроводы большого диаметра, поэтому агрегаты для резки труб имеют большой вес и габаритные размеры. Встречаются там и ручные труборезы роторного и хомутного принципа действия. В первом случае происходит вращение режущих роликов по круглой поверхности при помощи переставляемой ручки, во втором варианте прорезание осуществляется дугообразными пластинами, которые при вращении постепенно сдвигаются.

Рис. 8 Промышленные приспособления для резки трубы
Как отрезать трубу под 45 градусов большого диаметра
Обрезать крупногабаритное изделие в бытовых условиях лучше при помощи большой болгарки или газовой горелки — стенки при больших диаметрах обычно толстые. Резку лучше выполнять сегментами, оставляя узкие переходы, которые удаляются в конце.
Как отрезать чугунную трубу
Основное отличие чугуна от обычной стали — высокая хрупкость и большая толщина стенок, его точную обрезку необходимо выполнять в следующей последовательности:
- Прочерчивается по шаблону угол разметочный с помощью чертилки, для
опоры под деталь подкладывают деревянный щит или доску.
- Выполняют болгаркой неглубокий пропил поверхности по всему периметру.
- Далее канавку углубляют за несколько проходов до полного отделения двух частей.
Несколько советов по резке труб
Иногда в домашнем хозяйстве требуется выполнить резку для соединения трубопровода под различными углами или вдоль оси. Основным инструментом для выполнения этих работ является универсальная болгарка и диски по металлу.

Рис. 9 Продольная резка трубопровода
Выполнение продольного разреза
Чтобы качественно выполнить ровный продольный разрез, можно воспользоваться несложным приспособлением в виде металлического уголка. Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.
Уголок можно прикрепить к трубе струбцинами и сделать прорезь по верхней стенке уголка аналогичным способом.
Косой разрез
При изменении направления трубопровода на угол, больший 90 градусов, ручные способы изготовления шаблонов становятся слишком сложными. На помощь может прийти применение специальной программы расчета и создания лекал на компьютере для любых углов. Метод хорош тем, что имеет высокую точность создания бумажных шаблонов и легко реализуется при наличии принтера.
Для получения бумажного лекала в программу вводятся необходимые данные об углах изгиба и трубном диаметре, после чего получают шаблон, который распечатывают на принтере в натуральную величину. Остается только его вырезать, наклеить на обрезаемый элемент и разметить его контур.
Дальнейшая резка производится с помощью болгарки стандартным способом. Важным преимуществом машинных шаблонов является возможность их нарезать в неограниченном количестве с одинаковой точностью.

Рис. 10 Пример программы расчета
Для качественного соединения цилиндрических элементов трубопроводов требуется их точная обрезка под углами 45 и 90 градусов. Для выполнения этих работ используются специальные лекала, форма изгибов которых рассчитывается ручным способом или построена компьютером. Они вырезаются на бумаге и наклеиваются на трубную поверхность, затем элемент режут по бумажному контуру болгаркой с малым диском. Таким образом, удается получить высокоточное угловое соединение с максимально приближенными кромками.
Читайте также: