Размеры сварочной ванны при подогреве
Обновлено: 20.09.2024
С увеличением ширины и длины ванны возрастают радиусы кривизны поверхности жидкого металла в двух взаимно перпендикулярных направлениях. В момент достижения одним из радиусов величины, большей критической, гидростатическое давление расплавленного металла и сила давления дуги превысят силу поверхностного натяжения, удерживающую сварочную ванну. Произойдет разрыв поверхностного слоя в корне шва, и жидкий металл вытечет из ванны. Образуется прожог. Наиболее распространенные меры предупреждения прожогов и обеспечения формирования проплава требуемой формы — правильный выбор режимов сварки и применение подкладок.
К основным параметрам дуговой сварки относят силу сварочного тока 1СВ, напряжение дуги Ua, скорость сварки VCB. Условия сварки зависят также от ряда дополнительных факторов: диаметра электрода, рода и полярности тока, положения электрода по отношению к ванне и др.
Сила сварочного тока определяет тепловую мощность дуги. При постоянном диаметре электрода с увеличением силы тока возрастает концентрация тепловой энергии в пятне нагрева, растет давление дуги, повышается температура газовой среды столба дуги, стабилизируется положение активных пятен на электродах. С увеличением силы тока возрастают длина сварочной ванны, ее ширина и глубина проплавления.
С увеличением напряжения дуги тепловая мощность также возрастает, а следовательно, увеличиваются и размеры ванны, в первую очередь ширина и длина. При постоянной силе тока повышение напряжения дуги незначительно сказывается на глубине проплавления.
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. С
увеличением напряжения дуги тепловая мощность также возрастает, а следовательно, увеличиваются и размеры ванны, в первую очередь ширина и длина. При постоянной силе тока повышение напряжения дуги незначительно сказывается на глубине проплавления.
Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. С повышением скорости уменьшаются глубина проплавления и ширина ванны, а длина несколько увеличивается.
Погонная энергия характеризует тепловложение в сварное соединение и представляет количество тепловой энергии, вводимое на единицу длины однопроходного шва. Этот параметр очень важен для оценки теплового воздействия сварки на основной и наплавленный металл шва.
К дополнительным параметрам, определяющим условия сварки и особенности горения дуги, относят диаметр электрода, род тока и др. При неизменном значении погонной энергии можно изменять диаметр электрода, род тока и полярность, наклон электрода к поверхности изделия, проводить сварку с колебаниями электрода, что позволяет получать заданные параметры шва и проплавления основного металла.
К этой статье пока нет комментариев. Станьте первым! У нас гости не могут комментировать статьи. Пожалуйста авторизуйтесь или зарегистрируйтесь, чтобы прокомментировать.
КПД при сварке Эффективные КПД представляют собой отношение тепловой мощности данной составляющей теплового баланса к тепловому эквиваленту электрической энергии дуги.
Климатическое оборудование - что это такое Что такое климатическое оборудование и для чего оно нужно. .
Технологический процесс на складе На складах осуществляется целый комплекс разнообраз¬ных последовательно выполняемых операций по поступле¬нию, хранению и отпуску товаров. Эти операции в совокупности и составляют складской технологиче.
Трубопроводы. Виды теплоизоляции. Десятки, сотни, тысячи километров трубопроводов протянулись по всей России, по одним транспортируется газ, по другим нефть, некоторые транспортируют тепло и воду в наши жилища, а другие удаляют исполь.
Форма и размеры сварочной ванны
Форму и размеры сварочной ванны можно оценить, используя основные положения теории распространения теплоты при сварке.
Для образования сварочной ванны и шва применяют различные источники нагрева. Они характеризуются полной и эффективной мощностью.
Полную мощность источника нагрева q o определяют по выходным параметрам, например, по сварочному току и напряжению дуги или электронного луча, мощности светового, плазменного и других потоков. На нагрев металла при сварке расходуется не вся мощность источника, а только ее часть, называемая эффективной тепловой мощностью q:
q = η и q o ; η и = q/q o
Н. Н. Рыкалин предложил коэффициент ηи называть эффективным к. п. д. процесса нагрева изделия. Эффективный к. п. д. учитывает неизбежные потери теплоты на излучение, конвективный теплообмен со средой и т. д. Эффективную мощность определяют путем калориметрирования, эффективный к. п. д. рассчитывают. Наиболее высокие значения эффективного к. п. д. характерны для электронно-лучевой (0,8—0,95) и дуговой сварки под флюсом (0,8—0,9); невысокие значения η и , имеют способы газовой сварки (0,3—0,5).
Минимальную тепловую мощность, необходимую для расплавления основного металла и образования сварочной ванны, определяют из выражения
q пл = g o ΔH пл
где g o — массовая скорость плавления основного металла; ΔН пл — энтальпия металла при температуре плавления с учетом теплоты плавления.
Массовую скорость плавления металла рассчитывают по формуле
g o = vυ св F пp , (2.1)
где v — плотность твердого металла; υ св — скорость сварки; F gp — площадь проплавления.
На плавление металла и образование ванны расходуется только часть эффективной тепловой мощности, учитываемая термическим к. п. д. процесса плавления:
η t = g o ΔH пр /q (2.2)
Доля полной мощности, расходуемой на плавление металла при сварке, определяется полным к. п. д. процесса плавления
η пр = g o ΔН пр /q o
С учетом qo = q/ηи получим ηпр = ηtηи.
Анализ показывает, что основным и определяющим параметром режима сварки плавлением является величина погонной энергии q/υ св . B. Этот параметр характеризует тепловложение на единицу длины и в значительной степени определяет геометрические рлчмеры ванны и шва.
В общем виде размеры сварочной ванны в зависимости от погонной энергии и ее составляющих — эффективной тепловой мощности и скорости сварки — могут быть приближенно оценены уравнениями
е = A 1 q/υ cв S; L = А 2 q 2 /υ св s 2 ; G = А 3 q 3 /(υ св S) 2 ,
где е, L, G — ширина, длина и масса сварочной ванны; A 1 , А 2 , А 3 — коэффициенты, зависящие от теплофизических свойств свариваемого металла; s — толщина свариваемых кромок.
Из приведенных уравнений следует, что независимо от принятого источника теплоты с увеличением погонной энергии возрастают размеры ванны и ее масса. Однако при одинаковой погонной энергии, в зависимости от свойств принятого источника теплоты, соотношения между геометрическими размерами ванны и шва могут существенно изменяться. Так, при одинаковой погонной энергии по мере увеличения сосредоточенности источника теплоты возрастает глубина проплавления и сокращается ширина шва. При одинаковой сосредоточенности источника и одинаковой погонной энергии то же происходит при увеличении давления на ванну.
При сварке одним и тем же источником теплоты при одинаковой погонной энергии определенное влияние на соотношение геометрических размеров шва может оказывать режим процесса. Например, при повышении скорости сварки и одновременном увеличении тепловой мощности источника нагрева (из условия сохранения постоянства погонной энергии) обычно наблюдается увеличение глубины проплавления. Это связано с повышением термического к. п. д. процесса ηt и увеличением давления источника нагрева на ванну при повышении его мощности.
Формирование сварочной ванны и шва
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварке. При вертикальном расположении создаются особенно благоприятные условия для глубокого проплавления металла благодаря удалению расплавляющегося металла из-под дуги в результате давления источника и под действием силы тяжести ( рис. 2.3, а ).
В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, при сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки в пятне нагрева, во втором случае под действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки ( рис. 2.4 ).
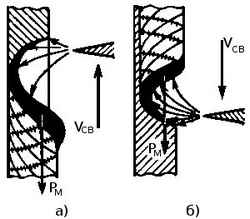
Рис. 2.3. Сварка вертикальных соединений со свободным формированием швов:
а — снизу вверх (на подъем); б— сверху вниз (на спуск); Рм - сила тяжести расплавленного металла
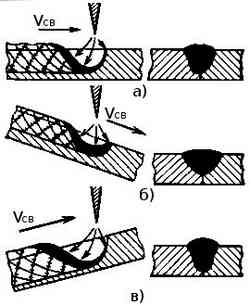
Рис. 2.4. Сварка в нижнем положении
а — без наклона; б — наклон по направлению сварки (на спуск); в — наклон против направления сварки (на подъем)
Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 2.5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из сварочной ванны . Предупредить стекание можно сокращением ее размеров, изменяя режим или смещая источник против вращения. Обычно используют оба пути; сварку поворотных стыков колцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
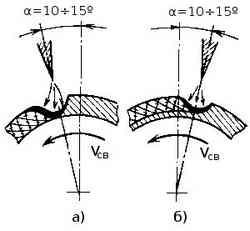
Рис. 2.5. Формирование швов при сварке кольцевых соединений (а — угол смещения источника нагрева): а — на подъем; б — на спуск
Удержание ванны приобретает особенно важное значение при сварке в вертикальном и потолочном положениях.
При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем) ( см. рис. 2.3 ). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны способствует давление источника. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны приходится ограничивать тепловую мощность и размеры ванны. Большой эффект достигается с применением импульсного введения теплоты, когда размеры ванны особенно ограничены.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
Выполнение сварных соединений в потолочном положении ( рис. 2.6 ) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении такженеобходимымеры по ограничению ее объема.
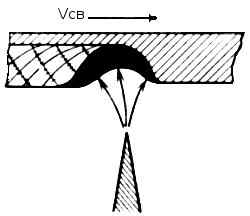
Рис. 2.6. Формирование ванны и шва при сварке в потолочном положении
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов ( рис. 2.7 ). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем. Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например, сварочный ток, скорость сварки, давление защитного газа над сварочной ванной и др.
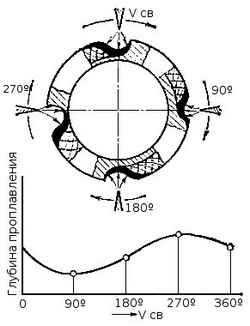
Рис. 2.7. Формирование шва и зависимость глубины проплавления от положения ванны в пространстве при сварке неповоротных кольцевых соединений
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости ( рис. 2.8 ). Расплавленный металл ванны натекает на нижнюю свариваемую кромку. Это приводит к образованию несимметричной выпуклости шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.
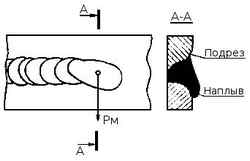
Рис. 2.8. Формирование горизонтального шва при сварке в вертикальной плоскости
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ ПРАКТИЧЕСКОЙ РАБОТЫ № 4 по МДК 01.01 Технология сварочных работ на тему "Определение длины сварочной ванны и времени ее существования"

Сварочное производство является одним из ведущих видов производства, определяющим уровень технического прогресса в машиностроении. Рост объемов сварочного производства привел к необходимости организации на судостроительных и машиностроительных предприятиях сварочных цехов и участков, оснащенных современным сварочным оборудованием и сборочно-сварочным приспособлениями.
Все существующие способы сварки могут быть разделены на две основные группы: сварка давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварка плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Наибольшее распространение получили различные способы электрической сварки плавлением. А ведущее место занимает дуговая сварка, источником теплоты при которой, служит электрическая дуга.
Сварка низкоуглеродистых и низколегированных сталей в среде углекислого газа – процесса высокопроизводительного и обеспечивающего хорошее качество сварных соединений.
При появлении полуавтоматической и автоматической сварке в среде СО2 возникла возможность дальнейшей механизации процесса сварки во всех пространственных положениях. Сварка в СО2 составляет 25% объема всех сварочных работ.
Целью проведения практических работ является научить студентов:
- организовать рабочее место сварщика;
- выбирать рациональный способ сборки и сварки конструкции, оптимальную технологию соединения или обработки конкретной конструкции или материала;
- использовать типовые методики выбора параметров сварочных технологических процессов;
- применять методы устанавливать режимы сварки;
- рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного
узла или конструкции;
- читать рабочие чертежи сварных конструкций;
Задача студентов состоит в добросовестном выполнении тем под руководством преподавателя и в осмысливании практической значимости изучаемых тем для будущей производственной деятельности.
Основной теоретический материал, необходимый для изучения при проведении практических работ помещен в пособии. Данный материал прорабатывается самостоятельно при подготовке к практической работе и закрепляется при ее проведении. Чтобы совершенствовать теоретические и практические знания в сборник включены контрольные вопросы.
1 МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ К
ПРАКТИЧЕСКИМ РАБОТАМ
В начале каждой работы сформулирована ее цель, даны основные теоретические сведения, изложено задание, указано, что должно содержаться в отчете. В конце даны контрольные вопросы. Рекомендуется отчеты по всем выполненным работам оформлять в одной тетради.
При оформлении работы студент фиксирует в тетради наименование темы, цель работы, содержание задания и результаты выполнения отдельных заданий темы по требуемой форме. По окончании занятия студент предоставляет преподавателю отчет на проверку, подпись и защищает выполненную работу.
Перед каждым практическим занятием студент должен подготовить соответствующий теоретический материал по лекционным записям, на практическом занятии пополнить его, ознакомиться с заданием, материалами для выполнения работы. Ориентируясь на порядок выполнения задания, приступить к выполнению практической работы.
Для совершенствования теоретических и практических знаний, каждая практическая работа содержит контрольные вопросы . Студент отвечает на контрольные вопросы при защите практической работы.
2 Теоретические основы сварки плавлением
ПРАКТИЧЕСКАЯ РАБОТА № 4
Определение длины сварочной ванны и времени ее существования
Цель работы:
- научить использовать типовые методики выбора параметров сварочных технологических процессов
Краткий теоретический материал
Сварочная ванна представляет собой участок расплавленного метала, перемещающийся вместе со сварочной дугой вдоль шва со скоростью сварки. Она имеет в продольном сечении форму, показанную на рисунок 1.

Рисунок 1 Сварочная ванна
В головной части ванна глубже, так как здесь жидкий металл находится под давлением дуги РД, обусловленным давлением газов, ударами заряженных частиц о поверхность металла и электромагнитным дутьем дуги. Глубина ванны зависит от плотности тока и скорости сварки, возрастая с повышением плотности и уменьшением скорости.
Жидкий металл ванны находится в непрерывном движении и перемешивании. Давлением дуги он вытесняется со дна ванны на ее боковые поверхности, образуя кратер.
Жидкий металл откладывается отдельными порциями и давление дуги периодически изменяется, отчего при затвердевании металла шва на его поверхности образуются волны (чешуйки). Чем толще слой шлака над расплавленным металлом шва, тем чешуйки будут тоньше, а поверхность шва — более ровной и чистой. Особенно чистой поверхность шва получается при автоматической сварке под флюсом.
При сварке под флюсом размеры ванны примерно следующие, мм: длина = 80-120, ширина = 20-30, глубина = 15-20.
Время, в течение которого металл ванны находится в жидком состоянии, зависит от способа и скорости сварки. Например, при ручной сварке током 150—200 А со скоростью от 3 до 11 м/ч это время составляет от 24 до 6,5 сек при автоматической под флюсом со скоростью 50 м/ч — 4,4 сек.
По линии АБВ ванны (см. рис. 1) протекает процесс плавления основного металла, а по линии ВГА — кристаллизации металла шва.
Дуговая сварка плавлением является своеобразным металлургическим процессом, протекающим в совершенно необычных для металлургии условиях, в небольшом объеме сварочной ванны и в течение короткого времени. Объем сварочной ванны естественного формирования (рис.2) определяется ее размерами.

Рисунок 2 Схема сварочной ванны и распределения температур в ней и в остывающем шве при дуговой наплавке валика двужущейся дугой: 1 — кривая распределения температур в сварочной ванне и основном металле позади дуги, 2 — кривая распределения температур впереди дуги.
А - длина; Б - ширина; h - глубина прохода; Тпл - температура плавления стали
Размер сварочной ванны и время пребывания металла ванны в жидком состоянии влияют на качество шва, особенно на содержание в нем газов и на его формирование. В связи с этим размеру ванны ( ее длине) придают большое значение.
Длина сварочной ванны А (рис. 1) и время пребывания ее в жидком состоянии tm зависят от режима сварки (Iсв. Ua, vсв) и от интенсивности отвода тепла ванны в массу свариваемого металла.
1. Длина сварочной ванны определяется по формуле:
0,24·η· Iсв·Uд
2·π· Тпл·λ
0,0382·η· Iсв·Uд
η -эффективный КПД нагрева металла при сварке.
Величины η, π, λ и Тпл являются постоянными, изменение значений η и λ связано с изменением к. п. д. сварки.
Опытным путем установлено, что для ручной сварки открытой дугой металлическим электродом отношение:
При РДС η =0,7 (РДС-ручная дуговая сварка)
При АФ η =0,8 (АФ –автоматическая сварка под флюсом)
При ЗГарг.пл.эл-д η =0,7 (ЗГарг.пл.эл-д -сварка в защитных газах (в аргоне) плавящимся электродом (сварочной проволокой))
При ЗГарг.W эл-д η=0,55 (ЗГ арг.Wэл-д – сварка в защитных газах (в аргоне) неплавящимся вольфрамовым электродом)
При ЗГуглек. η =0,6 (ЗГуглек. – сварка в защитных газах (в углекислом) плавящимся электродом (сварочной проволокой))
Читайте также: