Разновидности стыковой контактной сварки
Обновлено: 19.05.2024
Один из методов сварки, применяемый в серийном производстве и бытовых условиях, называется контактным. Сущность контактной сварки заключается в сочетании нагрева места будущего сварного соединения сильным электротоком с оказываемым на металлические поверхности механическим давлением.
Метод применяют в таких сферах, как машиностроение, самолетостроение, создание микросхем. Разумеется, в промышленных условиях используют мощные и большие сварочные машины.
Однако ручная контактная сварка тоже возможна, аппараты, в том числе и самодельные, для таких работ можно встретить в автомобильных мастерских и на стройплощадках.
Отличительные черты
Промышленные машины для контактной сварки – сложные системы, состоящие из множества компонентов. И важнейшими из них являются электроды. Именно они непосредственно взаимодействуют со свариваемыми металлическими поверхностями.
Как показывает реальная практика, для контактного метода лучше всего подходят медные электроды. В этом заключается особенность процесса.

Обязательной составляющей машин и аппаратов для контактного сваривания является регулятор. Именно с его помощью обеспечивают соблюдение последовательности операций, устанавливают их продолжительность, плавно регулируют фазы сварочного тока.
Также нельзя представить современные сварочные машины без реле и трансформаторов — преобразователей электричества. Преобразование принципиально важно, так как здесь требуется ток с большой силой, но низким напряжением – от 1 до 16 Вольт.
Его понижение до нужных параметров происходит как раз при помощи сварочного трансформатора. Уточнить заранее оптимальное напряжение и силу электротока для конкретной толщины металла можно в инструкции к сварочному аппарату – там обязательно должны быть эти данные.
В современных сварочных машинах плюс ко всему довольно много электроники, автоматизирующей определенные рабочие процессы. Это делает управление ими максимально удобным и простым.
Плюсы и минусы
Контактная сварка имеет немало преимуществ, которые предопределили ее распространенность. Прежде всего, стоит отметить большую скорость, которую обеспечивает использование этого метода.
Одна сварная точка может создаваться буквально за одну десятую долю секунды. Сделав нехитрый расчет, легко убедиться, что за минуту профессиональный сварщик, использующий данный метод, может создать до 600 соединений.
Контактные электроды изнашиваются медленно и обладают достаточно долгим сроком службы. Процесс сваривания контактным методом достаточно прост — даже новички, исполнители с невысокой квалификацией, могут осуществлять подобные работы, устанавливать нужный режим сварки и контролировать его исполнение.
Для описываемого метода сварки не требуется никаких расходных материалов: ни инертного газа, ни флюса, ни присадок. В том числе и поэтому риск возгорания при работах контактным методом минимален.
Контактная сварка не оказывает негативного влияния на человеческое здоровье и окружающую среду. И такая характеристика дает право называть эту сварку экологически чистой.
Контактные методы, безусловно, имеют и минусы. Например, таким минусом является высокая стоимость оборудования. Кроме того, для контактных сварочных работ требуется ток большой силы (от 1000 Ампер). А значит, питание от электрических станций или других источников электроэнергии должно быть мощным.
Несмотря на то, что этот стандарт был введен еще в Советском Союзе, он действует и поныне и распространяется на все контактные сварные соединения, полученные путем расплавления металла.
Разновидности современного метода
Выделяется четыре актуальных разновидности соединения, происходящего при плотном контакте деталей:
- точечное;
- в стык (стыковое);
- шовное;
- рельефное.
В каких-то конкретных случаях возможны и комбинированные методы сваривания металлических частей – шовно-стыковой, рельефно-точечный и другие.
Кроме того, контактная сварка бывает двусторонней и односторонней. При первом варианте электроды подводят к двум поверхностям изделия, например, сверху и снизу.
Однако в труднодоступных и неудобных местах осуществить подсоединение сразу двух электродов проблематично, в связи с этим используется односторонняя контактная сварка. Она считается менее эффективной, чем двухсторонняя, но все же обеспечивает приемлемое соединение.
Соединение в точке

Контактная точечная сварка – самая популярная и распространенная в этом списке. Она предполагает соединение металлоизделий в одной или нескольких небольших точках.
Беспокоиться о разрушении такого соединения не стоит. При надлежащем исполнении оно действительно очень надежно. Точечный метод используется мастерами как для соединения очень тонких деталей (до 0,02 микрометра) электроприборов, так и для сварки металлических листов толщиной до 20 мм.
Качество работы здесь определяется структурой и величиной получившихся точек. А эти параметры напрямую зависят от формы и габаритов контактной поверхности выбранных для работы электродов.
Рельефный метод
Рельефная сварка нередко применяется в автомобильной промышленности для соединения кронштейнов с листовыми элементами (в частности, рельефным способом крепятся скобы к автомобильному капоту и дверные петли к кабине), а также для фиксации стандартных крепежных изделий — шпилек, болтиков, гаек.
Вне зависимости от типа сварки, поверхности заготовок необходимо очищать от грязи, коррозии, горюче-смазочных материалов. Однако рельефная сварка требует дополнительной подготовки изделий. На них должны быть сделаны с помощью спецоборудования достаточно сложные по форме (допустим, круглые или продолговатые) выступы.
Шовный метод

При шовной сварке на месте соединения деталей создается шов, состоящий из сварных зон, перекрывающих друг друга. Все необходимые операции в данном случае должны осуществляться на специализированных аппаратах с одним или несколькими роликами-электродами, которые будут прижимать, прокатывать и варить металлоизделия.
Приемлемая толщина свариваемых листов – в диапазоне от 0,2 до 3 мм. При создании объектов и предметов, для которых важна герметичность соединений (бочки, водопроводные трубы, баки для бензина) специалисты рекомендуют пользоваться именно шовной технологией.
Стыковка
Стыковая контактная сварка, как и рельефная, предполагает предварительную обработку свариваемых краев (торцов).
Интересно, что существует целых три варианта стыкового метода — с сопротивлением, с непрерывным и с прерывающимся оплавлением. Сварка сопротивлением предполагает, что детали заранее стыкуются и сжимаются, после чего к ним подводят электричество, которое нагревает металл до пластичного состояния.
При двух последних способах детали сначала сильно нагревают, а потом соединяют. Разница же состоит в следующем. При непрерывном оплавлении металлоизделие стабильно нагревают в течение всей процедуры сварки, а при прерывистом – деталь то нагревают, то дают ей остыть.
Это делается в целях экономии ресурсов оборудования. Интересно, что под воздействием электродинамических сил жидкий металл, а также окислы и загрязнения выбрасываются из зоны стыка – в результате получается очень чистое соединение.
Обозначение на чертежах

В некоторых ситуациях может понадобиться профессиональная схема или чертеж с правильным обозначением контактной сварки.
По действующим стандартам таких обозначений может быть несколько. Если речь идет о видимом сплошном шве, то его помечают основной линией, а прочие подобные элементы – тонкой линией. Что касается сплошного скрытого шва, то он должен обозначаться штриховой линией.
Видимые сварные точки на чертеже отмечаются значком «+», а скрытые не отмечаются никак. От всех видимых и скрытых сплошных швов или сварной точки могут идти линии с выноской.
Только на этих линиях или под ними можно писать условные общепринятые обозначения, цифры и литеры, указывать номера госстандартов. К примеру, обозначение точечной контактной сварки на выносной линии обязательно должно содержать большую букву «К» (она указывает на тип сварки – контактная) и маленькую буква «т» (буква указывает на конкретный метод работы – точечный).
Всю ключевую информацию о соединениях, необходимую для чертежей и схем, можно взять из ГОСТа или других надежных источников.
Что такое контактная сварка
Контактная (или электроконтактная) сварка – один из распространенных типов сварки, чаще всего применяемый для скрепления тонких металлических листов или небольших однотипных деталей. При этом способе происходит кратковременный нагрев соединяемых поверхностей током высокого напряжения, и одновременное придавливание их друг к другу в зоне контакта, в результате чего образуется сварной шов. Благодаря своей простоте, высокой производительности и малым затратам на расходные материалы такой метод часто используется на производстве.
Принцип работы аппаратов контактной сварки
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
- сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
- привод сжатия;
- привод вращения (для роликовых электродов);
- привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
- сварочного силового трансформатора;
- регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
- вторичного контура, через который ток подводится к деталям;
- прерывателя первичной цепи для включения и выключения тока;
- регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
- Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
- Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
- быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
- экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
- простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
- безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
- возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
- дорогостоящее оборудование;
- необходимость применения тока большой силы (свыше 1000 А);
- сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Виды контактной сварки
Существует несколько видов контактной сварки – точечная, рельефная, шовная и стыковая, каждый из которых имеет свою область применения.
Точечная сварка
Точечная контактная сварка – наиболее популярный метод, который применяется как на производстве, так и в домашних условиях, для соединения небольших деталей или металлических листов толщиной менее 4-5 мм. При этом методе скрепляемые поверхности располагают немного внахлест, зажав их между двумя конусообразными медными электродами. Металл размягчается лишь непосредственно в месте соприкосновения с электродами, образуя сварную точку, диаметр которой составляет несколько миллиметров.

Точечная сварка бывает одно- и двусторонней, причем прочность соединения у одностороннего способа ниже, однако он дает возможность создавать сразу несколько сварных точек. По такому принципу работают многоточечные аппараты.
Есть два режима для обработки металла таким способом: мягкий и жесткий. Мягкий режим удобен для соединения изделий из закаленной стали. При нем через обрабатываемые детали пропускается электрический импульс относительно малой силы тока и большой продолжительности (от 0,5 секунды до нескольких секунд). Нагрев при этом более плавный, а мощность – ниже. Такой аппарат удобно использовать на дому.
При обработке в жестком режиме сила тока, как и сила сжатия сварочных клещей – больше, чем в предыдущем случае, длительность импульса составляет десятые или сотые доли секунд (в зависимости от толщины соединяемых поверхностей). Подобный режим чаще применяется на производстве, ввиду высокой производительности (затраты времени на обработку одной сварочной точки очень малы). С его помощью соединяют заготовки из сплавов с цветными металлами (медью, алюминием), из высоколегированной стали, а также металлические листы разной толщины.
Рельефная сварка
Рельефной контактной сваркой называют разновидность точечного метода, при которой на соединяемых деталях предварительно штампуют выступы, или рельефы. Форма рельефов может быть различной, и от нее зависит как размер, так и прочность сварочной точки.
Способ заключается в том, что детали зажимают между двумя плоскими электродами, на которые затем подают ток. Металл нагревается только в местах соприкосновения заготовок, а именно – на выступах. Так как рельефы можно подготовить заранее, это обеспечит высокую производительность: за короткое время будет обработано большое количество сварных точек.
Другое достоинство метода – долгий срок службы электродов, которые медленно изнашиваются благодаря своей форме, имеющей большую контактную поверхность. Основной недостаток – то, что для рельефной контактной сварки требуются аппараты большой мощности.
Шовная сварка
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска. В результате образуется шов, состоящий из множества отдельных сварных точек. Такой шов может быть как непрерывным, так и прерывистым. Все зависит от того, как именно подается ток на электроды – постоянно или короткими импульсами.
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска
При непрерывной шовной сварке ролики быстро изнашиваются, так как подача тока на них идет без перерыва. Заготовки могут перегреваться в месте соединения. Если поверхности плохо зачищены, имеют неодинаковую толщину или изготовлены из разных сплавов, шов получится непрочным. Такой метод сварки используется только для изделий из малоуглеродистой стали, толщиной до миллиметра.
Отличие прерывистой шовной сварки от предыдущего способа в том, что на ролики подаются электрические импульсы, создающие отдельные сварные точки. Как и при непрерывной сварке, заготовки прокатываются плавно, давление в области шва – постоянно, что обеспечивает меньший износ электродов.
Для сплавов с алюминием применяют третий способ – пошаговую шовную сварку, которая сочетает импульсную подачу тока с прерывистым перемещением заготовок. Ток на электроды подается только тогда, когда они останавливаются.
Среди всех способов соединения заготовок именно роликовая сварка дает наиболее герметичный шов. Ввиду этого ее применяют для изготовления различных труб, резервуаров или баков.
Стыковая сварка
В отличие от точечной, стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами. Существуют две разновидности этого способа – сварка сопротивлением и сварка оплавлением.

Стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами
При сварке сопротивлением детали сначала плотно прижимают друг к другу, а затем через место их контакта пропускают ток. Когда область шва нагревается до размягчения, ток выключают и продолжают сжимать заготовки, осуществляя таким образом их осадку. Обработка прекращается тогда, когда шов затвердеет. Свариваемые поверхности должны быть идеально подогнаны и зачищены, не иметь неровностей, зазоров – это сделает шов непрочным, и трудно будет обеспечить его высокое качество. Сварку сопротивлением применяют для изделий из медных и алюминиевых сплавов, а также из низкоуглеродистой стали.
При сварке оплавлением область стыковки деталей разогревают электрическим током, после чего медленно сближают заготовки до полного их соединения и производят осадку. Такой метод хорош, если необходима сварка металлических листов из разных сплавов. Его плюс – быстрота и высокая производительность, минус – потери металла, который может частично разбрызгиваться или сгорать, будучи расплавленным.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
Расходные материалы
Наибольшему износу в сварочных аппаратах подвергаются электроды, которые постоянно испытывают механические и термические нагрузки. Изготавливаются они из чистой меди, либо из медных сплавов с алюминием, цинком, кадмием и другими металлами, повышающими прочность и упругость изделия. Подобные сплавы делятся на несколько типов:
- Для работы при высокой температуре (около 500 градусов по Цельсию) и непрерывной подаче тока – такие электроды изготавливают из бронзы с добавлением никеля, кремния, циркония или хрома;
- Для работы при температуре до 300 градусов, сварки цветных сплавов, низколегированных сталей применяются сплавы МС (легированные серебром) и МК;
- Для работы при малых (до 200 градусов по Цельсию) температурах подходят сплавы бронзы с хромом и кадмием.
Быстрее всего изнашиваются электроды конической и цилиндрической формы, медленнее всего – плоские и широкие, применяемые в машинах для рельефной сварки.
Технология контактной сварки
Технология контактной сварки включает в себя нагрев стыковочной кромки деталей в сочетании с механическим давлением. Для нагрева на электроды подается ток – непрерывно или импульсами.
Меры предосторожности
При работе с контактными сварочными аппаратами опасность представляет как раскаленный металл в области шва, так и движущиеся части, соприкосновение с которыми – прямая дорога к травмам. Опасно и напряжение, подаваемое на первичную обмотку трансформатора – оно составляет 220 или 380 В. Поэтому нельзя работать на машинах, у которых не заземлен корпус, плохо изолированы провода, или неисправна система жидкостного охлаждения. Категорически запрещено переключать ступени первичной обмотки, если аппарат не отключен от сети.
Все сварочные работы необходимо производить в защитных очках, во избежание попадания в глаза капель раскаленного металла. Для защиты от ожогов нужно носить спецодежду, брезентовые рукавицы и головной убор.
При контактной сварке обрабатываемая поверхность выделяет ядовитые пары – особенно, если детали имеют свинцовое или иное антикоррозионное покрытие. Требования техники безопасности предписывают, чтобы рабочее место было оборудовано вытяжкой – это предотвратит попадание паров металла, масел, угарного газа в дыхательные пути.
Подготовка поверхностей
Перед сваркой необходимо подготовить соединяемые поверхности. Подготовка заключается прежде всего в их зачистке от коррозии, грязи, машинного масла и других нежелательных наслоений. Для этого подойдет напильник, или насадка на дрель в виде щетки. Если места сваривания имеют неровности, их нужно выровнять и подогнать друг к другу. Особенно это важно для стыковой контактной сварки, где любой зазор может испортить шов, сделав его непрочным. При подгонке отрезков трубы для их выравнивания применяется фреза.
Дефекты сварки и контроль качества
Дефекты, возникающие в процессе контактной сварки, бывают двух типов:
- Бракованные сварные узлы. Причин тому может быть несколько: чрезмерный нагрев стыковочной области, избыточное механическое давление, сбои в работе самого аппарата. Размеры сварной точки контролируют с помощью специальных шаблонов и измерительных приборов;
- Брак сварного шва. Такое случается, если область стыковки деталей слишком узкая, или наоборот – широкая, если она содержит неровности, заусенцы, зазоры. Подобные дефекты можно определить путем визуального осмотра – невооруженным глазом, через лупу, с помощью проверки щупом или пробником. В случае необходимости шов просвечивают рентгеном.
Профилактика брака – грамотная работа не только во время сварки, но и перед ней, что включает выравнивание и зачистку контактной кромки.
Обозначение контактной сварки на чертеже
Обозначение на чертеже видимого сварного шва, вне зависимости от способа сварки, выполняется сплошной основной линией, невидимого – штриховой линией. Видимая сварная точка отмечается знаком «+», выполненным сплошными основными линиями, невидимая – не отмечается никак. От изображения шва или точки, если они видимы, проводят выносную линию, которая заканчивается односторонней стрелкой.
Виды сварных соединений и швов
Нередко причиной брака у начинающих сварщиков становится неправильно выбранные сварные соединения. Что неудивительно, так как со дня проведения первой сварки было разработано больше сотни разновидностей. В них несложно разобраться, поскольку сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и другим признакам.

Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.

Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Важно не путать два абсолютно разных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.

Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.

Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.

Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».

Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна. Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
- Потолочными, если стык расположен над головой мастера. Расплавленный металл удерживается поверхностным натяжением.

По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.

По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.

В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.

Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.

По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
Чтобы шов был качественным, необходимо соблюдать технологию подготовки металла и выполнения сварки.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Что влияет на качество сварного соединения
Качество соединения сваркой зависит не только от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на качество соединения. Независимо от вида соединения подготовку проводят в следующем порядке:
- зону шириной не меньше 20 мм от линии стыка очищают от грязи и коррозии;
- на кромках, если толщина металла больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор между деталями.
Зависимость угла разделки, величины притупления и зазора от толщины металла показана в таблице:

Знание основных видов соединений и принципов их применения поможет правильно выбирать сварочный шов нужного типа для каждого конкретного случая. Для повышения квалификации полезно следить за технологическими новостями, чтобы не пропустить появление новых сплавов и методов сварки.
Технология контактной стыковой сварки и актуальное оборудование

Виды сварки
Контактной сваркой называют метод соединения металлических изделий, крепко прижатых друг к другу, путем нагрева места их контакта электрическим током большой величины.
Технология реализуется с помощью сварочного аппарата и активно используется на предприятиях массового производства однотипных изделий, в микроэлектронике, машиностроение и т. п.
Наличие большого числа достоинств позволило контактному методу сваривания металлоконструкций найти широкое применение в промышленности и быту.
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.

Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.
Практически все известные человечеству конструкционные материалы могут соединяться с помощью данной технологии в единое изделие: разнообразные виды низкоуглеродистой, легированной стали, жаропрочные, коррозионно-устойчивые сплавы, сплавы алюминия с иными металлами, магния и титана, т.п.
Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
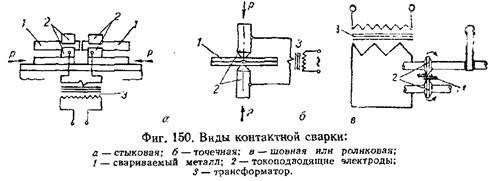
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов кромки изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.

Технические данные машин контактной сварки.
Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу.
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.
Режимы осуществления технологии
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ контроль сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции.

Контактная шовная сварка.
Важно подобрать правильный режим сварки:
- Мягкий режим.
Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть. - Жесткий режим.
Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами.
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия.
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Оборудование для контактной сварки
Все агрегаты для сварки контактным методом условно классифицируются по следующим признакам:
- назначение;
- источник питания;
- расположение электродов;
- способ перемещения;
- способ автоматизации.
По назначению сварное оборудование делят на модели общего назначения и специализированные агрегаты, применяемые для конкретных работ.
Прецизионное оборудование для точечной сварки широкого назначения подойдет для сваривания разного рода микроэлектронных устройств, металлических изделий, в зависимости от особенностей их конструкции и актуальных требований.

Сварочный аппарат для точечной сварки.
Но в случае большинства металлических изделий и сплавов нужно применить специализированные агрегаты для контактной точечной сварки:
- установки, функционирующие по принципу одностороннего контактного сваривания;
- агрегаты для сварки проводников в изоляционном материале.
В оборудовании для контактной стыковой сварки на производстве применяются разные виды источников питания
- конденсаторы, в т. ч. с поддержанием напряжения и регулированием режима работы в процессе сварки автоматически;
- источники питания с переменным током, в т. ч. повышенной частоты с возможностью автоматического регулирования тока или напряжения.
Схема стыковой сварки оплавлением должна описывать вид применяемого оборудования, что упростит сварщику задачу и позволит добиться максимально высокого качества сварных соединений.
Электроды для контактной сварки могут располагаться по-разному:
В первом варианте электроды одновременно сжимают детали с двух сторон. Во втором – сварная проволока опирается на детали с одной стороны.
Контактная стыковая сварка оплавлением подразумевает использование разных видов сварочных головок:
- для двустороннего точечного сваривания;
- для сварки и пайки разрезными и V-образными электродами;
- головки для односторонней сварки и пайки с возможностью раздельного регулирования усилия на каждом электроде.
По способу передвижения сварочные агрегаты для контактного метода соединения металлических изделий в единую конструкцию могут быть:
- стационарными;
- подвесными;
- мобильными.
В первом случае сварные детали перемещают под конкретный агрегат, а во втором и третьем ‒ осуществляется монтаж аппарата в положение сваривания.
По способу автоматизации сварочные агрегаты бывают:
Ручные агрегаты более доступны по стоимости, однако, требуют большего мастерства со стороны сварщика: абсолютно все операции должны осуществляться вручную под четким контролем человека.
Автоматизированное оборудование для точечной сварки лишает мастера необходимости осуществлять ряд процессов, поэтому облегчает работу для малоопытного сварщика.
Основные параметры при выборе сварной машины ‒ сила сварочного тока, а также длина рычагов со сварными электродами. Они определят возможную толщину деталей для сваривания, вид металла и габариты конструкций, с которыми можно работать.
Зачастую производители указывают их в паспорте конкретной модели аппарата. Простой сварочный аппарат своими руками для точеной технологии можно изготовить своими руками.
Итоги
Применение контактной сварки из инвертора своими руками позволяет соединять металлы и сплавы разных марок с помощью высокой температуры электрического тока, провоцирующей пластическую деформацию зоны контакта деталей при их сжатии.
Технология контактной сварки имеет широкую область применения: активно применяется в быту и промышленных масштабах при изготовлении больших партий однотипных изделий из металла.
Важно соблюдать технологию, нанести на схему обозначение контактной сварки, применить рекомендуемые производителем электроды, правильно выбрать режимы работы агрегата, тогда сварные швы приобретут высокое качество и долговечность.
Читайте также: