Ремонт блока двигателя холодной сваркой
Обновлено: 02.05.2024
Холодная сварка для блока. Кто пробовал? ⇐ Town, Lite, Master, - Ace. Дизельный двигатель
Планирую ею "шпакленуть" пару каверн на кромке цилиндра со стороны головки, а то прокладку головки там пробивает второй раз. Шлифовать плоскость блока в данной ситуации считаю нерентабельным.
Последний раз редактировалось DemonAV 09 сен 2010, 06:27, всего редактировалось 1 раз.
Причина: Название темы должно отображать суть вопроса
Скорее всего, не поможет. Если уж металл не выдерживает, то чего ждать от герметика. Ведь на прокладку ГБЦ воздействует не только высокая температура, но и очень высокое давление (несколько сотен атмосфер), собственно, в основном только из-за давления на форсированные моторы и ставят металлические прокладки (всякие парониты и асбесты просто выбивает этим давлением).
Ну почему сразу - не поможет. Есть немало машин, головка двигателя на которых сидит не на прокладке, а на герметике. Особенно американцы почему-то любят так изголятся. И ничего, бегают машинки вполне успешно и без прогаров. Герметик специальный конечно.
С другой стороны - приятель пробовал что-то подобное что-бы заделать "штаны" на глушитель. Помогло ненадолго. Но и температура там выше чем у головки. Теплоотвод хуже.
Alexandr: в основном только из-за давления на форсированные моторы и ставят металлические прокладки (всякие парониты и асбесты просто выбивает этим давлением).
На фольксовских турбодизелях степень форсировки еще выше, чем на 2 CT, а прокладки - металлоасбест и "паронит", хотя это и не паронит вовсе, а графитосодержащая композиция, пришедшая на смену металлоасбесту после запрета асбеста во всем мире как сильного канцерогена в конце 80-х начале 90-х. Так вот - ездят фольксы, и не выдувает эти прокладки. Естественно, при условии, что привалочные плоскости блока и головы ровные, чистые и гладкие. А у меня пердыщщий деятель, блин, видимо, катался с пробитой прокладкой и газы прямо выели каверну от кромки гильзы по пути прорыва. Каверна может с десятку, но новую пятислойную прокладку Victor Reinz посаженную на аэрозольный медесодержащий герметик пробило через 12 тыс. км. Правда я кипел за этот период раз 15, и 300 км. за 2,5 часа проезжал (держал 140-150, на 300 км ужрало литр масла тогда) и вощще в городе такое движение, что тапка в пол постоянно.
Ладно, продолжаем собирать мнения!
INK: Герметик специальный конечно.
С другой стороны - приятель пробовал что-то подобное что-бы заделать "штаны" на глушитель. Помогло ненадолго. Но и температура там выше чем у головки. Теплоотвод хуже.
А что за герметик, известно?
На штанах дело полагаю больше не в теплоотводе а в качестве подготовки поверхности пред нанесением и резких перепадах температур в сотни градусов (в лужу въехал).
Привет мужики, я наверное раз десять холодной сваркой дыры в глушаке заделывал через неделю операция повторялась потом плюнул на это дело снял глушак пока горячей сваркой не заварил теперь эту хрень обхожу стороной. Ах да всё делал по инструкции.
Тойота Мастер Айс Сурф,1990год,2С-Т,4WD,АКП,Аквариум. ЗВЕРЬ МАШИНА.
Иж планета-3 1978года для души,Хонда СВ750 чумовая машина смерти)))
Genya,
Ты проверь плоскость блока,очень часто его ведет не хуже чем головку,если не будет плоскости не поможет ни какой герметик.Блок можно выровнять шлифовальным кругом вручную прямо на машине,или проверить плоскость.Для этого достаточно несколько раз провести кругом по поверхности блока,и уберутся остатки прокладки,и будет видно по всей плоскости шлифуется металл или остаются ложбины.А если поверхности плоские то герметик должен держать.
Холодная сварка для блока. Кто пробовал?
Заклеивание раковин. Шлифовка ГБЦ. Подгонка впускного коллектора.

Итак, я подумал, почитал и решил заклеить раковины холодной сваркой. Мнения об этом способе ремонта противоречивые. Буду ставить эксперимент.
В качестве восстанавливающего состава был выбран "Hi gear быстрая сталь". Зачистил раковины, обезжирил бензином, замазал раковины.


Затем напильником выровнял и начал шлифовать.
Шлифовал вручную большим абразивным кругом долго и нудно.

Потом наждачкой, надев её на этот же круг.

В итоге получилось, я бы не сказал, что идеально, но неплохо.

Для шлифовки пришлось снять распредвал, потому что как ни крути, а клапаны выступают над поверхностью головки и ровно отшлифовать не получится.
Ну и решил воспользоваться моментом и совместить каналы ГБЦ и впускного коллектора. Взял пластилин, приклеил,
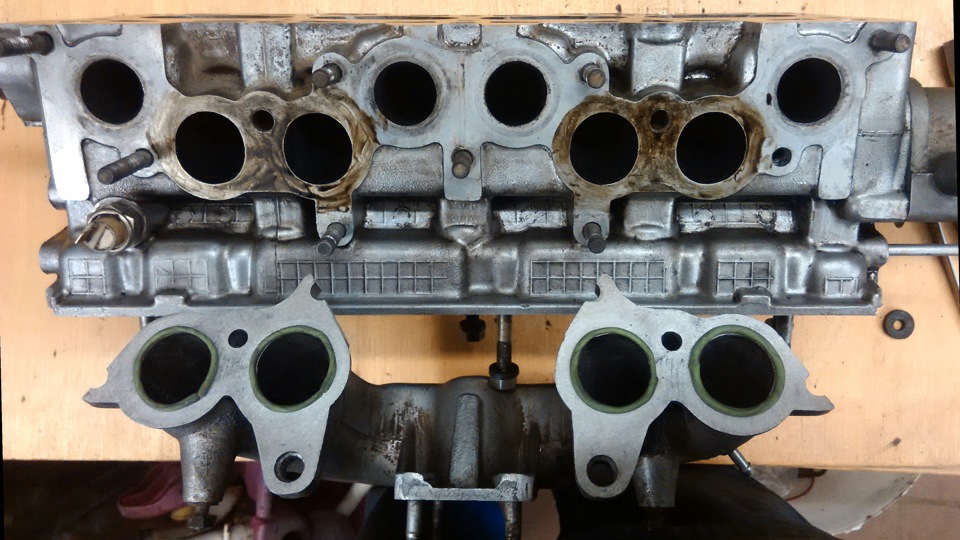
смазал ГБЦ и прижал.
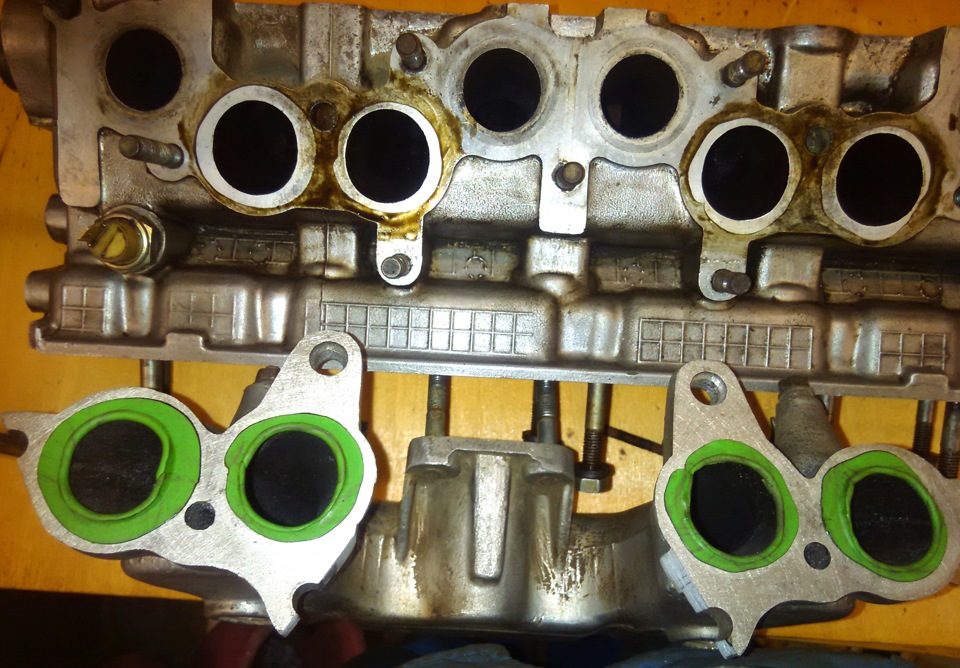
Потом по отпечаткам срезал лишнее и очертил контур на коллекторе.

Напильником подогнал отверстия и выровнял наждачкой.


При таком раскладе прокладка уже не подходила. Пришлось расточить её дрелью с абразивной насадкой.

LADA 2109 1996, двигатель бензиновый 1.5 л., 68 л. с., передний привод, механическая коробка передач — своими руками
Машины в продаже

Chevrolet Niva, 2012

Toyota Vitz, 2009

Toyota Estima, 2008

Honda Accord, 2010
Комментарии 27
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

таким способом когда то выходил из ситуации заделывая раковину в головке узама, пробивать прокладку перестало

Это что ж должно быть в голове у человека, что бы так издеваться над движком? Ну не нравится тебе автоваз — не бери… Поэкспериментирует, покатается, а потом продаст ни о чем не подозревающему человеку…

Два с половиной года проездил после ремонта и было всё нормально. К ВАЗовским машинам я не испытываю ни малейшей неприязни. Наоборот, девятка отслужила верой и правдой, никогда не подводила, так что, остались приятные впечатления. Да, я её продал со штопаной головой, но все б/у авто не без косяков. Может она ещё 10 лет так проездит, к тому же б/у голова стоит не дорого.

Здравствуй, расскажи пожалуйста как дальше себя повела холодная сварка. Сколько проездил, вылезли ли какие-то проблемы? У нас похожая проблема, думаем что делать)
Здравствуй. На данный момент проехал 10 тыс.км. Пока никаких проблем с двигателем нет. В основном, режим работы — короткие поездки (7-10 км) по городу.
Спасибо) До меня вчера дошло почему именно в этих же местах у нас сгнило. Там каналы на блоке и головке не совпадают. В этих местах прокладка вообще не прижимается (в блоке попадает на канал), и под ней гниет. И по-сути залеплять там нет смысла. Только что бы остановить коррозию.
Согласен с тобой.

У меня на верхней кромке цилиндров раковины от коррозии,
можно ли их заделать холодной сваркой или другой химией?
сам блок алюминиевый.
Если раковина не выходит в камеру сгорания(в канале охлаждения или масляном канале), то можно попробовать. Если непосредственно на или в цилиндре, то я бы не стал рисковать — лучше заварить.

Так вы что раковину заделали? Он же вроде как одна дырка антифриз а другая масла, и у вас там прогар, или нет?
Антифриз, масло и всё это рядом с цилиндром. Там не прогар, а коррозия. Возможно, в этом месте прокладка была плохо прижата или, как здесь раньше писали, несовпадение отверстий каналов и прокладки. Из-за этого антифриз просачивался и вызвал коррозию и образовалась раковина. Раковину зачистил и заделал холодной сваркой.
заклеить дырки в чугунном блоке цилинров - чем?
Сварка по чугуну -полная лажа,все равно,что по глине варить.Кроме того появляются сильные напряжения.Зря пытались варить,теперь в этих местах сверлить будет очень проблемно.Дано занимаюсь ремотом чугунных блоков.Безвыходных случаев почти не бывает.Самый лучший способ,но и наиболее кропотливый это сверление по трещине,нарезка резьбы и вворачивание ввертышей.Сначала(на примере резьбы на 10)сверлишь отверстия через 16мм (между центрами сверления)режешь резьбу и вворачиваешь шпильки на резьбовой красный фиксатор,болгаркой срезаешь их под корень.Потом между ними опять сверлишься вворачиваешь в перекрыв и срезаешь.Получается супер.Но в твоем случае,после неудавшейся сварки этот способ уже не реален -чугун будет как ппобедит -сверел не наапасешся.Гни пластину по профилю,сверли по периметру и на болты.Под пластину качественный герметик,только не борщи.Нанеси его(герметик),подожди пока подстынет,прижми пластину болтами,что бы герметик был толщиной милиметра два,а на следующий день протяни равномерненько.
тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике. существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?
Варить не надо ничего.Сейчас герметик есть для блоков,2хкомпонентный,марку могу завтра назвать,в багажнике есть.Делаете заплату из алюминия,на чем нибудь не на блоке молотком подгоняете, переодически прислоняя к блоку, трещины нужно тоже накрыть, при нагреве расщеперются, то есть на сухую подгоните прислоните к блоку сверлите отверстие под М5, не более, вдруг стенка тонкая, мажете заплатку герметиком, сажаете на винты, и забываете что когда то дырка была в блоке.Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.
Сварка по чугуну -полная лажа,все равно,что по глине варить.Кроме того появляются сильные напряжения.Зря пытались варить,теперь в этих местах сверлить будет очень проблемно.Дано занимаюсь ремотом чугунных блоков.Безвыходных случаев почти не бывает.Самый лучший способ,но и наиболее кропотливый это сверление по трещине,нарезка резьбы и вворачивание ввертышей.Сначала(на примере резьбы на 10)сверлишь отверстия через 16мм (между центрами сверления)режешь резьбу и вворачиваешь шпильки на резьбовой красный фиксатор,болгаркой срезаешь их под корень.Потом между ними опять сверлишься вворачиваешь в перекрыв и срезаешь.Получается супер.Но в твоем случае,после неудавшейся сварки этот способ уже не реален -чугун будет как ппобедит -сверел не наапасешся.Гни пластину по профилю,сверли по периметру и на болты.Под пластину качественный герметик,только не борщи.Нанеси его(герметик),подожди пока подстынет,прижми пластину болтами,что бы герметик был толщиной милиметра два,а на следующий день протяни равномерненько.
Насчет сварки-лажи горячиться не нужно.Правильно проведенная сварка-это нормально.Предложенная Вами "гужонная" система ремонта слишком трудоемка и годится для трещин,а у пострадавшего вывалился кусок блока и с водоканалом охл. жидкости.Неправильно вваренный кусок можно подремонтировать,но нужно обеспечить водонепроницаемость во внутреннюю сторону картера. пусть пострадавший выложит нормальный эскиз,а там посмотрим. давно занимаюсь и т.д. все мы давно занимаемся. нужно разобраться в проблеме и дать человеку соотв.совет.
Рулевой 1-го класса
судя по эскизу,канал не задет.А вот вывалившийся кусок я тем самым "гуженным" способом вмораживал,чудненько получилось
- Из: Россия
- Судно: мотолодка 11х3,1 м
Варить не надо ничего.Сейчас герметик есть для блоков,2хкомпонентный,марку могу завтра назвать,в багажнике есть.Делаете заплату из алюминия,на чем нибудь не на блоке молотком подгоняете, переодически прислоняя к блоку, трещины нужно тоже накрыть, при нагреве расщеперются, то есть на сухую подгоните прислоните к блоку сверлите отверстие под М5, не более, вдруг стенка тонкая, мажете заплатку герметиком, сажаете на винты, и забываете что когда то дырка была в блоке.Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.
буду признателен если укажете герметик. спасибо. стенка на глаз не менее 6 мм, а то и больше. кстати катер стоит в серпухове в затоне.
судя по эскизу,канал не задет.А вот вывалившийся кусок я тем самым "гуженным" способом вмораживал,чудненько получилось
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
2All: варили специальными электродами по чугуну, купленными поштучно, причем я поехал на два строительных рынка и купил там по одному элекроду по чугуну разных марок, после чего привез их сварщикам и они попробовали варить выломанный из блока кусок чугуна каждым, и после я купил несколько электродов той марки, которая показала себя лучше всех. естественно инвертор варил постоянным током и полярность установили правильно.
Ремонт головки блока цилиндров: Когда следует задуматься о восстановлении?
Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Также на блок цилиндров через прокладку устанавливается головка блока цилиндров, которая является «продолжением» блока. В ГБЦ находится ГРМ. При этом как узлы внутри блока, так и в ГБЦ подвергаются значительным механическим и температурным нагрузкам во время работы двигателя.
Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна, так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы.
- Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.

Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.
Восстановление цилиндров двигателя
Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Делая проковку каждого валика в отдельности, можно сразу исключить возможные дефекты.
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Общие сведения
Важная составляющая располагается сверху основного блока двигателя с цилиндрами. Внутри находится распределительный вал, который управляет фазами газораспределения. У некоторых моделей автомобилей их предусмотрено 2. Корпус выполнен в виде цельнометаллической конструкции из нескольких сплавов алюминия.
Это позволяет получить высокую прочность. Также это достигнуто благодаря ребрам жесткости, которые пересекают всю площадь поверхности. Клапанные механизмы снаружи прикрыты легкой крышкой, оснащенной резиновой прокладкой.
Все устройство представлено несколькими элементами:
- впускными и выпускными клапанами;
- направляющими втулками;
- пружинами клапанов;
- сухарями;
- маслосъемными колпачками;
- толкателями;
- седлами.
Практически у любого современного двигателя распредвал располагается сверху и по этой причине предусмотрено посадочное место для него, называемое постелью. Сами клапана выполняют сугубо свои задачи:
- Впускные — через них в камеру сгорания поступает топливовоздушная смесь.
- Выпускные — благодаря им отработанные газы выводятся в выхлопную систему.
Их поднятие и опускание ведется кулачками, закрепленными на распределительном валу. Их движение осуществляется по направляющим.
Маслосъемные колпачки нужны, чтобы уплотнить соединения. Также они позволяют предотвратить попадание масла в камеру сгорания. Под тарелками есть седла, присутствие которых не стоит недооценивать. Когда клапан находится в закрытом состоянии, благодаря седлу обеспечивается полная герметизация в головке блока цилиндров, что не мешает топливу сгорать в камере.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:

Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.
Будет полезно: Где находится сливная пробка масла с двигателя?
Образование трещин на чугунном блоке двигателя
Также может образоваться напряжение из-за водорода, который попал в шов из атмосферы, или же может попасть туда в обмотке электрода. Здесь нужно более тщательно выбирать покрытие и защитную среду чтобы обеспечить надежную изоляцию для металла. Недостаточное количество восполнения углерода, что случается при неправильно подобранном флюсе, также может стать причиной трещин. В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
Режимы и характеристики
Существуют разные виды и способы сварки металла. Чтобы шов получился максимально надежным, при его создании нужно руководствоваться проверенными параметрами, которые смогут гарантировать удачное проведение работ.
Читайте также: