Ремонт сварочного аппарата ресанта 190
Обновлено: 15.05.2024
Продолжение о ремонтах бытовой силовой техники.
На этот раз сварочный аппарат Ресанта САИ190К принёс сосед по даче с диагнозом — аппарат упал, хлопнул, потерял сознание, очнулся, не работает :)
Если Вас данная тема действительно интересует, пожалуйста, ознакомьтесь с предыдущими статьями по этому профилю.
mysku.club/blog/diy/78892.html
mysku.club/blog/aliexpress/74617.html
У меня самого в пользовании сварочный аппарат Ресанта САИ190К, но он и внешне и внутренне отличается от ремонтируемого. Новый аппарат гораздо компактнее, жертва маркетинга и экономики, заявленного тока 190А там очевидно и близко нет.
Из своего опыта ремонта отмечу, что Ресанта под одной и той же моделью умудряется выпускать сварочники разных модификаций с разными схемами, параметрами и габаритами.
Сравнение аппаратов
Данный сварочный аппарат 2017г и ранее не ремонтировался, что как правило упрощает ремонт.
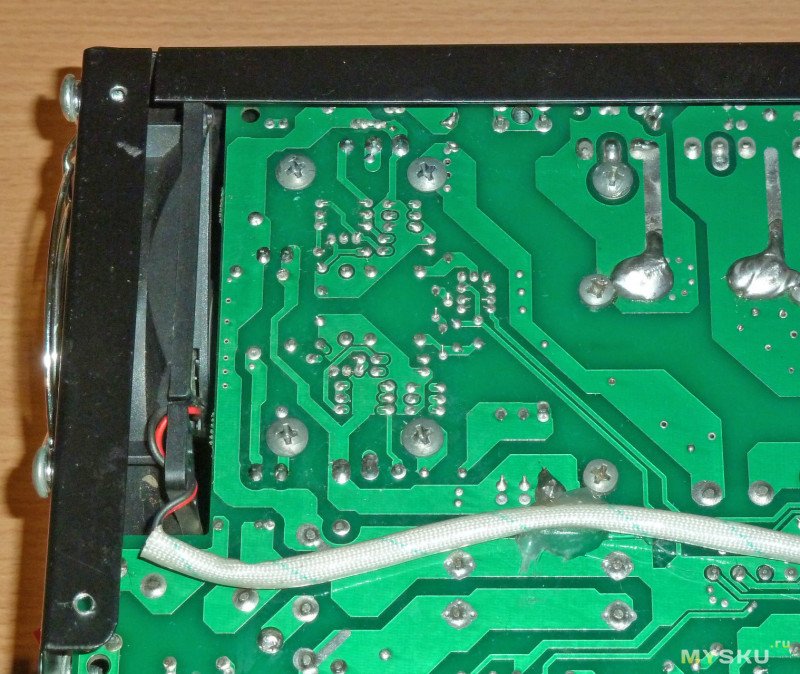
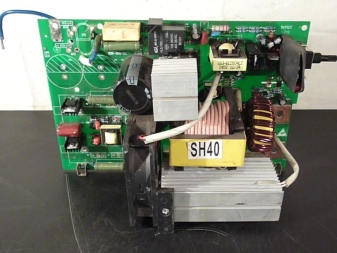
Вскрываем, изучаем…
Для сравнения, старая Ресанта 190К

Причина неисправности видна сразу
Производитель не поставил изоляционную планку между радиаторами силовых транзисторов и при ударе они нашли друг друга. Встреча была искренней, зажигательной и шумной :)
Самое обидное, что производитель эту планку не поставил специально, я уже видел такие аппараты без планок. Зачем так сделали, догадаться несложно…
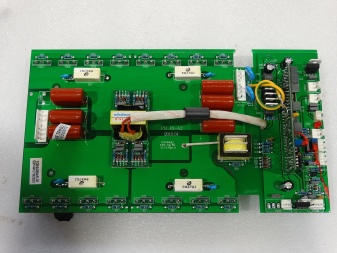
Внутренности стоят от Ресанты САИ160, собрано на печатной плате SD-mini-140-1.3 SH112 на ток 140А :(
Похожая на 90% схема
Схемотехника отличается от стандартной Ресантовской:
— полностью отсутствует сетевой фильтр. Сетевые помехи гарантированы
— косой полумост всего на двух транзисторах (ранее ставили четыре).
— снижена суммарная ёмкость входных накопительных конденсаторов (2х560мкФ)
— диоды рекуперации не установлены на радиаторах
— отсутствует снижение рабочей частоты при залипании электрода
— более компактный и лёгкий корпус
Странно, что ради экономии забыли убрать выходной дроссель, в следующей модификации это обязательно поправят :)
Первичная диагностика показала, что по меньшей мере, вышли из строя силовые IGBT транзисторы, откручиваю радиаторы и выпаиваю транзисторы вместе с радиаторами.
Установлены подозрительные транзисторы Toshiba GT50JR22 — надпись читается очень плохо, шрифт на обоих транзисторах разный.
Ломаю один, а там мелкий кристалл и отсутствует кристалл обратного диода…
В принципе, косой полумост нормально работает и без обратных диодов.
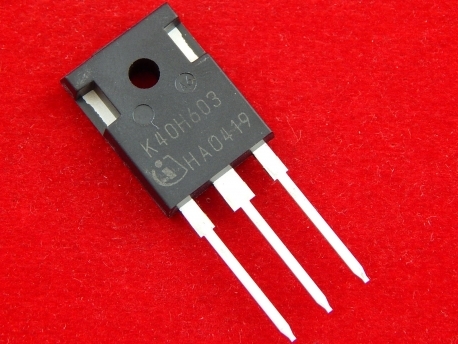
Ради интереса, сломал новый транзистор, чтобы сравнить внутренности
Новый — справа
Внутри транзисторы абсолютно одинаковы, а различия надписей вызвано разным годом выпуска транзисторов.
Тошиба как-то умудряется встроить обратный диод в единый основной кристалл. Ранее, я такой фишки ни у кого не встречал, буду теперь иметь в виду :)
Транзисторы буду менять на такие-же, но не потому, что они такие хорошие (на самом деле нет), а потому, что они уже были в наличии.
Параметры оригинальных транзисторов 44А 115W (100ºC) 600V 1,55V (50A) 2700pF 330ns (Off)
Ну и конечно, сравнение старых и новых транзисторов (все оригинальные)
Дополнительно, обнаружен оборванный размагничивающий (рекуперационный) диод MURF860 в пластике (8A 600V 1,2V).
Кому интересны внутренности пластикового корпуса TO-220F — кристалл расположен на медной пластине для лучшего распределения тепла. Тут кристалл уже сошлифован.
Обычно в этой цепи ставят RHRP1560 или аналогичные, причём часто на радиаторах. Менять буду оба на одинаковые более мощные MUR1560G (15A 600V 1,2V).
Блок питания выполнен на базе SD6834 со встроенным ключом.
ШИМ — привычный 3845
Выходные диодные сборки 60F30 (60A 300V 1,05V 40ns) – 3шт
Сам ремонт:
К сожалению, технологическая перемычка, разделяющая питание силовой части и питание схемы отсутствует. Но ничего страшного в этом нет, если придерживаться нужной последовательности.
1. Подготавливаю и меняю рекуперационные диоды
Для изоляции фланца, использую термоусадку. Изоляция нужна для предотвращения касания диода и радиатора при ударе.
2. Проверяю элементы драйвера методом сравнения каналов и в соответствии со схемой. В данном случае повезло и драйвер в порядке

3. Через разделительный трансформатор, ЛАТР и лампу накаливания 150W, подключаю сварочник к сети. Регулятор тока устанавливается в среднее положение.
Для удобства и безопасности, сколотил стенд развязки, регулирования и токоограничения — очень удобно :)
4. Постепенно повышаю напряжение ЛАТРа, при этом лампа не должна загораться. Вентилятор начинает работать при сетевом напряжении около 55В, далее включается реле запуска.
5. Плавно повышаю напряжение до номинального и проверяю все питающие напряжения с блока питания.
6. Проверяю осциллографом импульсы на затворах обоих транзисторов относительно их эмиттеров
Частота 53кГц — в норме, странная форма импульсов из-за отсутствия нагрузки драйвера в виде затворных емкостей. Узкая ширина импульса из-за работающей защиты от залипания. На некоторых Ресантах с той-же целью снижают рабочую частоту преобразователя.
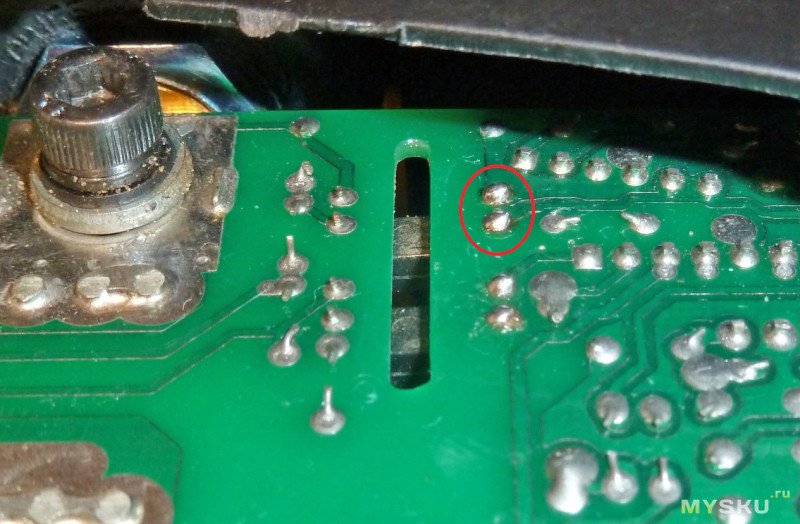
7. Замыкаю выход оптрона 3IS1 (обведён красным) для отключения защиты от залипания и проверяю расширение импульса до номинального значения, частота при этом не меняется.
8. Проверяю наличие импульсов во всём рабочем диапазоне сетевого напряжения — они появляются при напряжении от 140В и выше.
9. Устанавливаю транзисторы на радиаторы, не забывая про теплопроводную пасту (использовал GD900).

10. Прикручиваю радиаторы на место
И только потом припаиваю. Наоборот делать нельзя — поломаете транзисторы и печатную плату!
11. Из куска текстолита изготавливаю и устанавливаю планку, чтобы радиаторы больше не касались друг друга

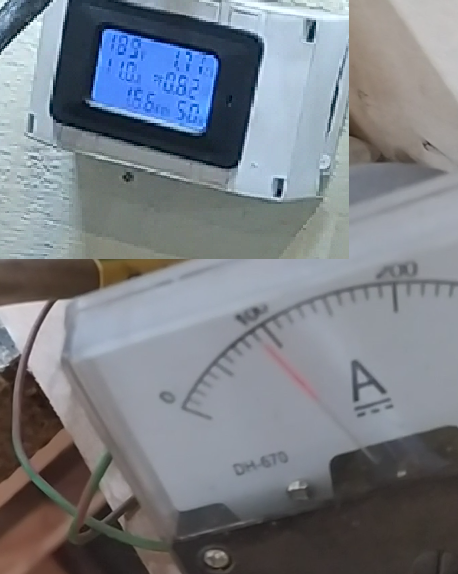
12. Собираю аппарат и проверяю на стенде и затем на балласте.
Максимальный ток составил всего 136А, на дуге ток будет ещё меньше и это печально…
13. Проверяю на дуге. Троечкой варит уверенно, на четвёрке тока уже не хватает (на дуге ток около 120-125А). Обычно я сварку проверяю четвёркой — если на максимальном токе удаётся непрерывно сжечь один электрод, значит работать будет. Но тут четвёрка шла настолько медленно, что я пожалел аппарат и проверял троечкой.
В данном аппарате есть форсаж дуги, но работает он плохо. Дело в том, что порог его включения привязан к выходному напряжению, которое на холостом ходу привязано к сетевому напряжению. Вот и получается, что форсаж сильно зависит от сетевого напряжения. Лучше-бы его вообще не делали…
После тестирования, аппарат был возвращён хозяину и пока работает нормально.
Простой ремонт сварочного аппарата Ресанта САИ-250ПН, платформа SH46

И снова в ремонте сварочник.
На мой взгляд, у Ресанты это одна из самых удачных моделей в 2013г, где производитель практически ни на чём не сэкономил. Она если и дохнет, то по мелочи, ремонт, как правило, простой и недорогой, в чём можно убедиться в данном топике.
Предупреждение: ради своей безопасности, пожалуйста, не лезьте в силовую технику, если в ремонте и обслуживании ничего не понимаете. Попытки неквалифицированного ремонта всегда приводят к усложнению и удорожанию восстановления аппарата, а иногда и к травмам горе-ремонтника.
Как обычно, хозяин аппарата своими руками убил сварку, уронив с высоты в работающем состоянии. Дело привычное, раздолбаев везде хватает.
Произошло замыкание платы о кожух, т.к. изолирующая прокладка между платой и кожухом при его очередной чистке была утеряна. Аппарат принесли уже без крышки. Хорошо, что на этом остановились и не стали доламывать больного :)
Пыли и грязи внутри немного, аппарат периодически продувался.
Схема аппарата
скачать схему
Беглый осмотр и измерения показали, что неисправен только источник питания, силовая часть выжила.
Место возникновения проблемы хорошо заметно на печатной плате.
Выпаиваю неисправный элемент
Источник питания выполнен на ШИМ контроллере TOP223YN в кузове TO-220. В сварках редко такую шимку ставят. Многие мастера называют этот узел дежуркой, но это неправильно, т.к. в аппарате нет дежурного источника питания (это-же не ATX Power), зато звучит коротко.
TOP был заменён новым из запасов, в обвязке проблем не обнаружено, но на всякий случай опорный стабилизатор TL431 в цепи обратной связи тоже поменял ибо тут нет оптронной развязки вторичной цепи и он реально мог пострадать, что доставит лишние проблемы (плавали, знаем).
После ремонта, сварочник нормально запустился. Места паек и критичные места платы дополнительно пролачил Plastic 71 для повышения живучести в грязной и влажной рабочей среде.
Отличительная особенность сварок на такой шимке — очень долгие попытки запуска после отключения питания, выглядит забавно :)


Сварка вытянула свои честные 190А при уставке показометра 250А и форсаже на максимум. Такой ток позволяет уверенно варить электродом до 4мм включительно во всех разумных положениях и ситуациях.
К сожалению, у большинства китайских сварочников заявленный и реальный ток существенно отличаются и чем аппарат новее, тем разница больше.
На дугу аппарат не проверял, т.к. ремонтировал только питание.
После успешной проверки на ЛАТРе и на балласте, аппарат был отдан владельцу на окончательную сборку и проверку на дуге. Весь ремонт занял часа 2.
Схема, неисправности и ремонт РЕСАНТА САИ 190 своими руками

Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Инверторный тип сварочника

Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.

Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.

Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.

Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
Ремонт сварочного аппарата Ресанта САИ 190
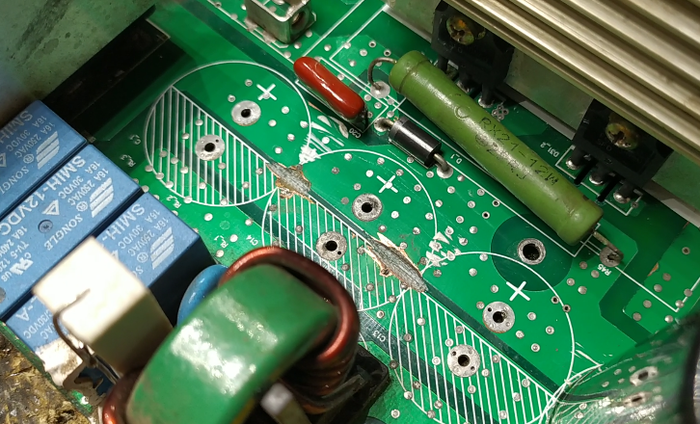
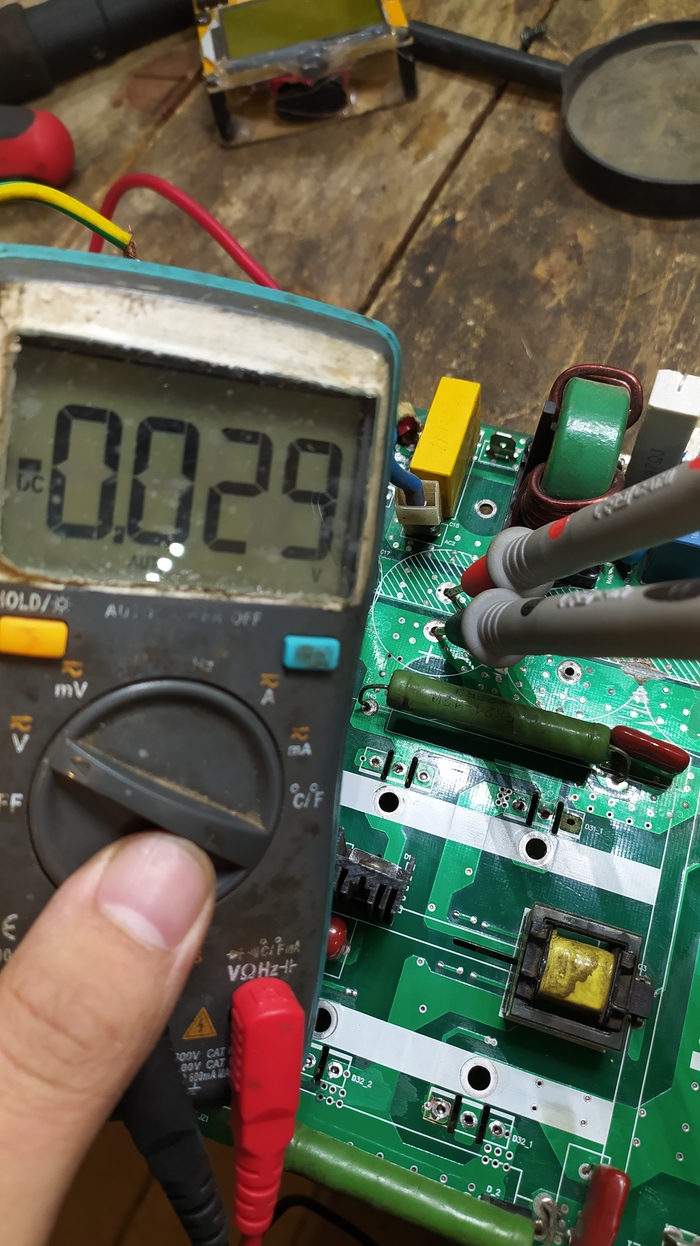
После очередной сварки вышел из строя сварочный аппарат Ресанта САИ 190. При вскрытии не обнаружил видимых повреждении. Беглая проверка силовой части мультиметром показало КЗ по цепи высоковольтных конденсаторов. Оказалось, что пробиты 3 силовых транзистора из 4-х (рисунок ниже).
После выпайки силовых транзисторов КЗ по цепи конденсаторов исчезло.
Также в обрыве керамический резистор 51 Ом 12 Вт. Далее не проверял. В просторах интернета указано, что это типовая неисправность сварочных аппаратов Ресанта, но нет информации о причине возникновения неисправности. Как быть и куда копать?
Просьба не предлагать отнести в ремонт, уж дороговато это.

6.5K постов 38K подписчика
Правила сообщества
ЕСЛИ НЕ ХОТИТЕ, ЧТОБЫ ВАС ЗАМИНУСИЛИ НЕ ПУБЛИКУЙТЕ В ЭТОМ СООБЩЕСТВЕ ПРОСЬБЫ О ПОМОЩИ В РЕМОНТЕ, ДЛЯ ЭТОГО ЕСТЬ ВТОРОЕ СООБЩЕСТВО:
К публикации допускаются только тематические статьи с тегом "Ремонт техники".
В сообществе строго запрещено и карается баном всего две вещи:
В остальном действуют базовые правила Пикабу.
Меняй все лгбт)-транзисторы и посмотри обвязку (особенно диоды). Перегрев, напряжение в сети завышенное - основные причины. Ещё бывает, что эти сварки сгорают при питании от дешёвых генераторов, но это уже идиотизм.

Транзисторы меняй все. Постарайся убедиться в их качестве, можно неслучайно говно купить. Старые не оставляй, им уже досталось при пробое остальных. Диоды тоже. Также проверь раскачку, велика вероятность пробоя транзисторов и там тоже. Также проверь диодный мост на входе. После замены рекомендую подключать через галогенку ватт 150-400, чтоб новые детали не спалить при косяке или недосмотре.
Ничего страшного, поменяешь и еще лет 5 будет работать. Недавно сам на авроре 160 с таким столкнулся.
Либо КЗ, либо контакта где-то нет.

хочешь дешево - меняй сам все дохлое.
если умеешь. хотя бы в теории.
Перегрев, несоблюдение режима работы, конструктивный просчет. Три варианта и все верные.
ну раз нашел битые элементы на плате то и впаяешь замену .
горят из за плохого охлаждения
"Как быть и куда копать?" "не предлагать отнести в ремонт" - с такими вопросами в твоём случае - не париться! А купить новый аппарат.
Транзисторы тут к радиатору крепятся напрямую или через прокладку? Недавно ремонтировал произведение китайского гения - там силовые ключи были прикручены к радиатору через прокладки-резинки, даже не знаю как оно продержалось так относительно долго.
Так а вопрос какой? Неисправность нашли - меняйте. Резистор наверно сработал как предохранитель. Транзисторы просто по току слабоваты. Надо наверно мощнее подобрать. Имхо конечно.
Ремонт ресанты САИ-250 после мастеров, продолжение
И так, идем дальше. Начало ремонта туть:
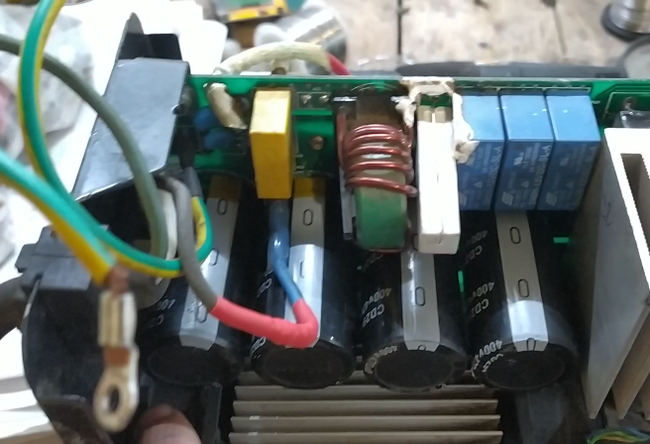
ИГБТ транзисторы у нас впаяны, осталось восстановить контакты для монтажа электролитических конденсаторов.

По замерам банки целые.

Зачищаем дремелем, брызгаем лаком и ставим обратно конденсаторы.
Перед монтажом не забываем удостоверится в том что напряжение на шине отсутствует.
Хоба, поставили конденсаторы.
Вентиляторы я использую вот такие.


Теперь покрываем лаком всю плату.
Собираем в корпус.. И на балласт. Заменил крутилку, а то родная была что то уж совсем обшарпанной.

Проверяем антистиг, все ок.
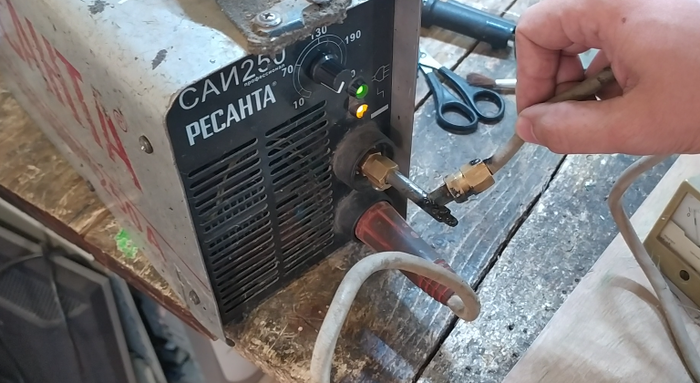
И смотрим как он выдает ток. И мы видим что аппарат потребляет из сети 11А и выдает на выходе 90А. Обычно норма конвертации 1/10, но показания потребления тока из сети завышены так как используется трансформатор гальванической развязки и 2кВт это его потолок. Поэтому аппарат проходит проверку и выдается клиенту.
Из меня оператор конечно так себе, но я учусь, в следующий раз буду по лучше снимать. Возможно буду делать сразу же ролики на ютуб что бы можно было еще и посмотреть а не только по читать. Всем удачи. Вот вам котика.
Все о ремонте сварочных аппаратов «Ресанта»
Увы, любая техника невечна. Поломки совершенно неизбежно настигают даже продукцию признанных лидеров рынка. Потому и начинающим, и опытным сварщикам крайне важно знать все о ремонте сварочных аппаратов «Ресанта».


Признаки и причины неисправностей
Характерными отклонениями от нормы являются:
так называемое залипание электрода;
невозможность разжечь дугу или ее погасание;
нестабильность в дуговой зоне;
чрезмерный нагрев сварочного аппарата;
невозможность вообще включить устройство.


Каждое из таких нарушений может провоцироваться различными причинами. Так, с залипшим электродным инструментом сталкиваются в связи с:
использованием удлинителя малого (менее 2,5 мм) сечения;
тепловым нарушением контактов;
ослаблением контакта между кабелями.
Дуга дестабилизируется, если сварочный ток плохо отрегулировали. Но та же самая проблема может возникать из-за ошибок при отборе электродов. Нельзя исключать и низкое их качество. Если инициировать электрическое плавление вовсе не получается, стоит предполагать:
разрыв питающего кабеля;
чрезмерную температуру инверторного устройства;
повреждение основной автоматической платы.

Неоправданно сильно разогреваться сварочная техника «Ресанта» может из-за банального длительного использования без положенных перерывов.
Но в некоторых случаях проблема появляется из-за неработоспособности охлаждающего вентилятора.
Если сварочный аппарат не работает при нажатии на кнопку пуска, наиболее вероятны:
отсутствие напряжения в сети или его недостаточность;
повреждение или неработоспособность розеток;
излом жилы где-либо в питающих проводах;
срабатывание электрической и тепловой защиты;
нарушение работоспособности внутренних проводов;
некачественная работа удлинителя;
непригодность или чрезмерно большая длина удлинителя.


Основные поломки
Но надо понимать, что на этом перечень возможных нарушений не исчерпывается. Сварочные аппараты могут иметь недостаточно выверенный контакт на клеммах, который и мешает нормальной работе. Иногда действие сварочной техники нарушается из-за короткого замыкания. Особенно характерна эта проблема для цепей высокого напряжения. Иногда трудности возникают еще из-за перегрузки трансформаторной системы инвертора.

Проблемы также доставляет ослабленное крепление сердечников, неэффективное крепление механизма, движущего катушку.
Трансформаторы ломаются в несколько раз меньше, чем инверторные устройства. Однако это не означает, что они полностью защищены от проблем. В различных сварочных системах могут встречаться:
расплавление той же изоляции и самих проводов;
невозможность регулировки сварочных токов;
непроизвольное срабатывание отключающих систем.
Ремонтные работы
Чтобы произвести ремонт сварочных аппаратов «Ресанта», необходимо прежде всего внимательно обследовать схему устройства и последовательно пройтись по ней. Правда, опытные пользователи могут успешно решить проблему и без методических материалов. Обязательно придется прочищать внутренние части сварочного аппарата от пыли. Эта работа производится при любом ремонте. Опасаться обрыва проводов надо во всех точках, где они постоянно перегибаются.
Отследить это обстоятельство крайне тяжело, но если произошло короткое замыкание, то проверить такое предположение необходимо.
Чтобы реже производить капитальную починку аппаратов своими руками или с привлечением внешних специалистов, любые контакты время от времени надо подтягивать. Устранить последствия чрезмерного увлажнения недостаточно — обязательно надо избегать такой практики в дальнейшем. Если происходит пробой «массы» на корпус, требуется обследовать точки касания токоведущих элементов с корпусом. Проблемные места инверторов придется тщательно заизолировать с нуля.
Но важно понимать, что трудности со сваркой могут быть существенно сложнее описанных ситуаций. Поломки высокотехнологичных компонентов сварочного аппарата требуют внимательного и взвешенного отношения. Обязательно необходимо производить визуальный осмотр проблемных деталей. Все, что вздулось, подгорело, обычно приходится чинить или же заменять. Пробитые разрядом тока диоды меняют на исправные аналоги и затем повторяют тест.
Следующий момент — обследование транзисторов. Ключевой транзисторный блок повышает частоту тока после передачи его на импульсный трансформатор. Важно: транзисторы для замены должны быть той же модификации, что и изначальные экземпляры. Однако в критических случаях требуется находить оптимальные аналоги.
Стоит понимать, что все полупроводниковые элементы не только осматривают визуально, но и обследуют при помощи специальных тестеров; эта проверка проводится после выпаивания.
Полноценный ремонт сварочных аппаратов «Ресанта» возможен лишь при использовании мультиметров и осциллографов. Неисправность управляющих плат обозначается желтым огнем светодиода. Требуется в такой ситуации разбирать инвертор и промерять напряжения последовательно на разных разъемах. Результаты замеров сопоставляют с табличными параметрами исправного устройства. Если обнаруживается расхождение, придется выпаивать плату и измерять сопротивления на отдельных микросхемах и в их отдельных частях («ножках»).
В инверторных аппаратах «Ресанта» часто приходится ремонтировать блоки питания. Начинают работу с «прозвонки» блоков питания и транзисторов. Дополнительно проверяют, нет ли подгоревших участков и поврежденных конденсаторов. Неработоспособность трансформаторов встречается редко. В этом случае обнаружить проблему помогает «прозвонка» обмоток.
Для ремонта сварочной техники подойдет бытовой мультиметр. Режим тестирования диодных компонентов не слишком нужен. Радиомонтажные работы выполняются при помощи паяльников и компонентов для них. Если предстоит чинить те же инверторы часто либо ремонтировать другие виды техники, нужны станции для пайки. Еще надо брать кусачки, отвертки, пинцет.
Как производить ремонт сварочного аппарата "Ресанта" 190А, смотрите далее.
Читайте также: