Ручная сварка постоянным током
Обновлено: 22.09.2024
Один из видов неразъемного соединения материалов, проводимый в ручном режиме – это ручная дуговая сварка. Она основана на действии электрической дуги, возникающей при контролируемом коротком замыкании.
Сварщик вручную управляет электродом и при необходимости подает присадочный материал. Хотя производительность ручного метода не высока, его часто используют в домашних условиях. Оборудование для него вполне доступно, и обучиться ручной сварке при желании может каждый.
Краткий обзор технологии
Когда применяется ручная электродуговая сварка, происходит быстрый разогрев металла до температуры плавления воздействием электрической дуги, возникающей как эффект пробоя воздуха между электродом и массой (свариваемыми деталями). В сварной шов вводится дополнительный материал, что позволяет заполнить зазор между свариваемыми деталями.
В точке нагрева образуется так называемая сварочная ванна, которая представляет собой зону смешивания расплавленного металла детали с маериалом присадки.
Вверх всплывает легкий расплавленный шлак — это сгоревшая обмазка плавящегося электрода или остатки стержня неплавящегося. Шлак защищает раскаленный металл от вредного влияния газов, находящихся в атмосфере.
Это влияние может привести к окислению шва и проникновению в его структуру атомов газа, в результате чего шов не приобретет требуемой прочности.

Ручная дуговая сварка производится плавящимся либо неплавящимся электродом. Первый сам по себе является присадочным материалом, второй требует введения в расплав присадочной проволоки.
Существуют различные технологии сварки вручную. Наименее сложная и затратная из них требует наличия только сварочного аппарата переменного или постоянного тока и необходимой амуниции для сварщика, но подходит этот способ, как правило, только для черных металлов, нормально переносящих контакт с кислородом. Для защиты сварочной ванны, где оплавляется сталь и железо, достаточно только среды, выделяемой защитной обмазкой электрода.
Более сложные способы, такие, как, например, аргонодуговая сварка, требуют наличия специальной горелки с соплом, через которую подается аргон либо другой защитный газ.
Сварочную дугу инициирует короткое замыкание при контакте электрода с массой. Температура дуги может достигать 5000 °C.
Назначение
Применение ручной дуговой сварки очень широко — от бытовых работ по дому и даче до промышленности, в том числе высокотехнологичной. Среди основных отраслей промышленности и народного хозяйства, где она используется, можно выделить:
- различные сервисные и ремонтные работы, например, автомобильной техники;
- сварку труб для воды, газа, нефтепродуктов.;
- кораблестроение (сварка листов корпуса);
- многие виды машиностроения.
Принцип ручной сварки часто применяется для наплавок на поверхность детали иного металла. В быту ручным дуговым методом сваривают беседки, скамейки, мангалы, качели, проводят ремонт металлических изделий.
Технические возможности
Ручная сварка имеет существенные ограничения по толщине свариваемых деталей, это ее основной недостаток. Как правило, листы толще 10 мм этим способом не сваривают.
К другим можно отнести сравнительно низкую скорость процесса и прямую зависимость результата от мастерства сварщика. Процесс ручной сварки, как и любой ручной процесс, трудно стандартизировать: результат зависит от многих факторов. Среди них:
- тип источника тока;
- мощь источника;
- характеристика и свойства обрабатываемого сплава;
- толщина кромок;
- соответствие электродов возложенной на них задаче;
- грамотно подобранный режим сварки.
Особенности дуговой сварки заключаются в том, что для ее продуцирования используется сравнительно малое напряжение — и очень большой ток. Напряжение дуги составляет от 30 до 90 В (многие сварочные аппараты для бытового применения рассчитаны на среднее значение — 48 В), но очень большую силу тока — от 90 до 350 А.
Подбор сварочных параметров
Основные параметры дуговой сварки — это сила тока и напряжение (но оно фиксировано). Частота имеет меньшее значение, так как в настоящее время применяются, как правило, установки для сварки постоянным током — инверторы.
Для сварки с помощью электричества, вне зависимости от способа, действует прямая пропорциональная зависимость: чем толще металл, тем больше должна быть сила тока при фиксированном напряжении. Для сравнения: листы толщиной 3 мм варят током 175-185 А, 5 мм — не менее 200 А, 10 мм — 300-330 А.
Настоятельно рекомендуется, во избежание прожига и сильного разбрызгивания металла, варить минимальным током, какой только возможен.
Но при этом очень большое значение имеет также толщина сварочного электрода, и его соответствие по химическому составу тому металлу, который предполагается обрабатывать.
Стандартный электрод для дуговой сварки имеет толщину 3 мм. Он пригоден для сваривания деталей с толщиной кромок 2-3 мм. Для более толстого металла можно руководствоваться правилом, что диаметр электрода должен быть на 1-2 миллиметра меньше толщины металлических пластин, которые с его помощью предполагается соединить.
Максимальная толщина электродов, выпускаемых промышленностью, составляет 6 мм. Они пригодны для сварки десятимиллиметровых стальных листов.
Каждая пачка электродов имеет свою маркировку, указывающую, для каких целей они предназначены.
Что значит маркировка
Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Первой после названия и марки электрода идет буква, определяющая его назначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буква Н — для наплавок, А — для пластичных металлов.
Далее следует буква, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Следующая буква кода означает тип электрода. Если это буква Е, то электрод плавящийся.
Далее следуют цифры, которые характеризуют предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение только для профессиональных сварщиков, работающих на особо ответственном производстве.
За ними идут одна или две буквы, означающие материал обмазки электрода. А означает кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — прочие виды. Возможны смешанные типы обмазки, такие, как РЦ.
Последние две цифры кода означают одни из самых важных параметров — положение в пространстве, в котором можно производить ручную дуговую сварку, и характеристики тока для сварки.
Например, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — необходимо использовать ток обратной полярности либо переменный напряжением 50 В.
Разновидности оборудования
Оборудование для ручной дуговой сварки, как правило, представляет собой сварочный аппарат трансформаторного или инверторного типа, снабженный шнуром подключения к источнику питания и двумя контактными шнурами с держателями для электрода и для массы.

Разница между аппаратами в том, что трансформатор варит только переменным током, а инвертор или полуавтомат имеет функцию выпрямления тока для лучшего качества дуговой сварки и возможности работать в прямой или обратной полярности.
При прямой полярности проводящий стержень подключают к минусу, а деталь — к плюсу. Обратная, соответственно, наоборот. Разные виды металлов и сплавов требуют сварки либо в прямом, либо в обратном режиме.
Требования ГОСТа
На ручную дуговую сварку распространяются требования ГОСТа 5264 80 и ГОСТа 11534 75. Это основные нормативы, которыми нужно руководствоваться при сварочных работах.
Первый — ГОСТ 5264 80 — регламентирует технологию создания сварных соединений различной конфигурации из сталей, чистого никеля и сплавов никеля с железом.
Он состоит из большого числа таблиц, в которых приведены чертежи типов соединений, которым нужно соответствовать. В ГОСТе указываются также пределы допустимых погрешностей и другие важные числовые параметры.
ГОСТ 11534 75 описывает основные типы, размеры и конструктивные особенности изделий из низколегированных и углеродистых сталей, которые можно подвергать скреплению методом ручной дуговой сварки плавящимся электродом.
На методологию сварки электродом неплавящимся он не распространяется. Документ также состоит из таблиц, содержащих примеры соединений, допустимые пределы погрешностей, толщины и углы соединяемых деталей.
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.

Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Что такое ММА сварка
Аббревиатура MMA, образованная от английского Manual Metal Arc, применяется для обозначения технологического процесса, который по-русски называют ручной электродуговой сваркой.

Понятие процесса
В основе электрической дуговой сварки ММА лежит принцип плавления кромок соединяемых металлических деталей температурой электрической дуги. При расплавлении граничных участков соединяемых деталей, возникает так называемая сварочная ванна, при остывании и кристаллизации образующая сварной шов, обеспечивающий надежное неразъемное соединение деталей.
Существует несколько видов электродуговой мма сварки:
- ручная электрическая дуговая сварка (mma) с применением сменных плавящихся электродов;
- электродуговой процесс, использующий неплавящиеся электроды для сварки;
- дуговое сваривание плавящейся проволокой с непрерывной её подачей в среде защитных газов, реализуемая в сварочных полуавтоматах.
В каждом из них название mma себя полностью оправдывает, поскольку большую роль в процессе соединения металла играет сварщик.
Разновидности ручного сваривания
Термин «сварка мма» относится к ручной электродуговой сварке плавящимся электродом. В данном процессе, сварной шов образуется сплавлением свариваемых деталей с материалом электрода. Электродуговая сварка ММА осуществляется на постоянном или переменном токе.
Применение переменного тока
Этот вид сваривания предполагает, что полярность дуги меняется каждый полупериод, когда значение напряжения проходит через ноль. Таким образом, каждый полупериод, когда напряжение приближается к нулевому значению, происходит гашение дуги и последующее ее зажигание.
Этот процесс незаметен для глаза, и дуга воспринимается непрерывно горящей. Повторное зажигание дуги происходит легко благодаря высокой остаточной ионизации искрового промежутка и малому времени перерыва горения дуги. Источником переменного тока для ММА сварки служит понижающий трансформатор.
Применение постоянного тока

Такой метод сварки требует, чтобы электрод имел постоянную полярность. Различают следующие способы сварки ММА постоянным током:
- процесс обратной полярности, когда сварочный электрод подключен к минусу источника питания, а свариваемые детали – к плюсу;
- процесс прямой полярности, при котором электрод имеет положительный потенциал, свариваемая заготовка – отрицательный.
Каждый из способов имеет свои особенности. Обратная полярность применяется при работе с более толстым металлом, так как в этом режиме прогрев и плавление заготовки происходит более интенсивно.
Материал электрода, напротив, расходуется медленнее. При прямой полярности электрод плавится более интенсивно, чем заготовка. По этой причине этот способ используют при ММА сварке изделий из тонкого металла.
Сварка ММА постоянным током осуществляется выпрямителями, генераторами и инверторными преобразователями.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
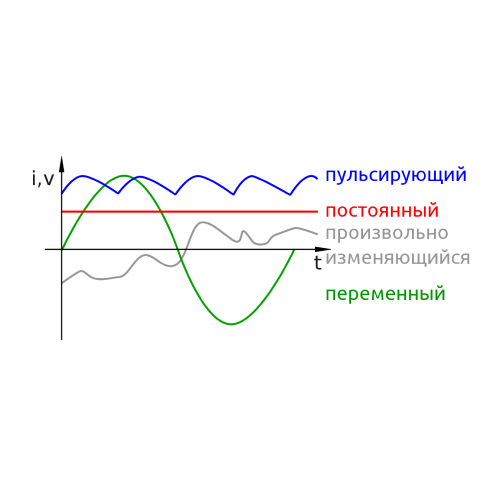
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Электроды для ручной дуговой сварки

Штучные электроды, применяемые для mma сварки, представляют собой металлические стержни, покрытые специальным составом, иногда называемым обмазкой. Функция покрытия заключается в следующем.
При зажигании электрической дуги, обмазка электрода, вследствие интенсивного разогрева обильно выделяет газы, вытесняющие кислород воздуха с места сварки, что предохраняет сварочную ванну от окисления. Это способствует образованию более качественного сварного шва.
Электроды для сварки различаются по диаметру, материалу стержня и составу покрытия. Эти факторы определяют их предназначение для работы с постоянным или переменным током, а также их применение при соединении различных материалов.
Разница между сваркой переменным и постоянным током
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP - вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 - легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Постоянный и переменный ток при сварке: в чём отличия и особенности
Для многих, кто не является опытным сварщиком, может быть странно слышать обо всех типах сварки, и в частности о типах сварочного тока. Но опытные сварщики знают, что постоянный и переменный ток при сварке часто применяют. И это не просто так. Все типы сварки применимы, но у них есть свои различия и правильное применение.
Постоянный ток при сварке использует одну полярность, которая может быть отрицательной или положительной. Переменный сварочный ток не имеет полярности, а на временном отрезке способен менять своё направление и величину. Оба типа сварки имеют определенные преимущества, а для производства каждого из них требуется разное оборудование.

Преимущества и недостатки постоянного и переменного тока при сварке
Как выше уже говорилось, при использовании постоянного и переменного тока при сварке, есть свои особенности. Давайте рассмотрим их подробнее.
Чаще всего используют сварку постоянным током, так как она решает большинство вопросов связанных со сваркой металла в домашних условиях. По сравнению со сваркой переменным током, постоянный ток имеет более стабильное горение сварочной дуги. Происходит меньшее разбрызгивания металла при сварке. При сварке переменным током, сварные швы получаются намного качественнее, что создаёт более прочное соединение, чем сварка переменным током.
К сожалению, сварка постоянным током не подходит для сварки алюминия, так как она не может разрушать окисную плёнку. Кроме того, когда дело доходит до покупки сварочного аппарата, оборудование постоянного тока стоит дороже. Это связано с тем, что для преобразования постоянного сварочного тока требуется трансформатор.
Преимущество переменного сварочного тока в том, что он способен разрушать окисную плёнку алюминия. Поэтому часто сварку алюминия проводят на переменном токе. При переменном токе дуга более устойчива при сварке магнитных материалов.
Поскольку сварка переменным током не требует внутреннего трансформатора, такое сварочное оборудование намного дешевле. Такое оборудование является лучшим вариантом для начинающих сварщиков.
К недостаткам сварки переменным током, можно отнести нестабильное горение дуги. Может происходить периодический обрыв дуги, что очень мешает проводить сварочные работы неопытному сварщику. Также к недостаткам стоит отнести большое разбрызгивание расплавленного металла.
Сварка переменным и постоянным током электродами
Сварка постоянным током, как правило, является предпочтительным вариантом для большинства сварщиков. Так как большинство из них используют сварочные инверторы для ручной дуговой сварки. Однако сварка переменным и постоянным током подойдёт для большинства электродов. Это электроды марки: АНО – 21, МР – 3, ОЗС – 4 и другие.
Другим фактором, который следует учитывать, является мощность, потребляемая оборудованием. Сварочные аппараты переменного тока более универсальны, поскольку их можно использовать на розетках напряжением до 110 вольт.
Оборудование выдаваемое постоянный сварочный тока требуют большей мощности. Поэтому в сети должно быть 210 — 250 вольт.
Сам процесс сварки ничем не отличается. Единственное, при сварке электродами на переменном токе, у новичка могут быть проблемы с зажиганием и горением дуги.
Читайте также:
- Что называют электродуговой сваркой ручной механизированной
- Сварка в машиностроении справочник в 4 х т
- Сварочная мастерская своими руками
- На какое наибольшее расстояние может быть удален сварочный пост от однопостового источника сварочного тока
- Назовите основные параметры сварки полимеров нагретым инструментом