Сборка деталей под сварку
Обновлено: 20.09.2024
Сварка — только один из способов соединения деталей, но именно этот метод считается самым надежным, прочным, безукоризненным. Разновидностей сварки существует несколько, но абсолютно для всех технологий один этап, состоящий из нескольких операций, остается неизменным: это подготовка металла к сварке. Качественное сварное соединение мастер получит лишь в том случае, если перед началом «священнодействия» он корректно и тщательно подготовит свариваемые детали. О том, какие операции выполняют, в какой последовательности, об их особенностях, нужно узнать тем, кто только начал знакомиться с этой технологией. Только качественно проведенная работа с элементами позволит избежать ошибок и получить максимально прочный шов.
Что такое подготовка металла к сварке?
В подготовку металла под сварку входят следующие этапы:
- правка, необходимая для деформировавшихся изделий;
- разметка, для дальнейшего раскроя деталей конструкции;
- резка — непосредственно создание всех заготовок;
- гибка отдельных деталей, если она необходима;
- работа с торцами, кромками: разделка, зачистка;
- сборка конструкции перед началом основной сварки.
Самым сложным зачастую становится последний этап, особенно для больших пространственных конструкций. Однако любую из этих операций нельзя назвать незначительной, поэтому пропускать даже один из пунктов не рекомендуют. Чтобы узнать о сути каждого этапа, с ними нужно познакомиться поближе.
Правка
Правка — обязательная подготовительная операция, которую проводят после деформации, неудачной транспортировки или других факторов, влияющих на качество материала. Выравнивание деталей может выполняться горячим или холодным методом: выбор зависит от размеров, от того, насколько серьезны искривления.
Правку делают либо вручную, либо с помощью оборудования. Стальные или чугунные листы выпрямляют молотком либо кувалдой. Металл кладут на плиту, сделанную из аналогичного материала. Если инструменты недостаточно эффективны, то их заменяют ручным винтовым прессом. В состав этого механизма входят две плиты, между которыми помещают деформированную деталь. Оба элемента зажимают винтом, благодаря этому создается давление, выравнивающее заготовку.
Листы, профильный прокат и полосы правят на вальцовочном оборудовании. Металл пропускают через несколько валиков (7-9) до тех пор, пока он не приобретет первоначальную форму. Как правило, требуется 3-5 правок. Профиль угловой требует использования углоправильных вальцов, двутавры и швеллеры — механических, приводных прессов. Сильная деформация — причина, по которой металлу необходим предварительный нагрев.
Разметка или наметка
Это следующий этап, который обязательно проводят перед дальнейшей обработкой деталей. Разметка (или наметка) — перенос размеров заготовок с чертежа на металл. Первая состоит в вычерчивании контуров свариваемых элементов. Чтобы все риски были хорошо видны, поверхность советуют предварительно загрунтовать.
Во время операции намечают места сгиба, центры отверстий и т. д. Этот этап наиболее требователен к мастеру: даже небольшая ошибка способна стать причиной изготовления бракованной детали. Разметку производят с помощью металлической линейки, рулетки, угольника, штангенциркуля и чертилки. Керном делают углубления, но исключением для инструмента является нержавеющая сталь.
Максимально упростит работу шаблон, сделанный из тонкого листа металла (алюминия), профиля либо фанеры. Такое изготовление деталей — метод, используемый для массового производства, его называют наметкой. Данный вариант трудно назвать оптимальным, поскольку этот этап получается достаточно трудоемким, отнимает много времени.
Помимо простой разметки-наметки существуют еще две технологии. На производствах используют оптическое оборудование, его называют разметочно-маркировочным. Такие станки программируют согласно размерам будущих деталей конструкции. Наносит разметку на металл пневматический керн. Скорость работы таких машин составляет 10 метров в минуту.
Другой вид разметки — мерная. Здесь также главную роль играет программирование прибора. Операция не предусматривает отдельного этапа: аппарат, в соответствии с введенными размерами, сразу разрезает детали. Эту технологию обычно применяют для длинномерных заготовок.
Поскольку во время сварки детали неизменно укорачиваются, обязательно оставляют небольшие припуски. Для поперечных стыков они составляют 1 мм, для продольных — 0,1-0,2 мм на 1 метр.
Резка
На этом этапе подготовка металла к сварке заключается, как правило, в термической резке. Механический ее вид применяют для создания однотипных заготовок, чаще тех, что имеют прямоугольное сечение. Для прямолинейного разрезания металла толщиной до 20 мм используют гильотинные инструменты, либо пресс-ножницы. Криволинейное рассечение выполняют роликовыми ножницами, но только в том случае, если толщина металла не превышает 6 мм. Фигурные, круглые стержни обрабатывают фрикционными, зубчатыми пилами.
Термическая резка подразумевает расплавление металла по меткам, нанесенным заранее. Для работы используют электродуговую сварку, кислородный резак или плазмотрон. Термическую резку выполняют на автоматических или полуавтоматических станках. В роли горючей смеси для черных металлов выступает ацетилен, коксовая смесь или пропан. Для цветных заготовок используют плазменную резку. Для разрезания заготовок из профиля отдают предпочтение знакомому инструменту — болгарке, ножовке или ножницам по металлу. Альтернативы — гильотины и отрезные станки.
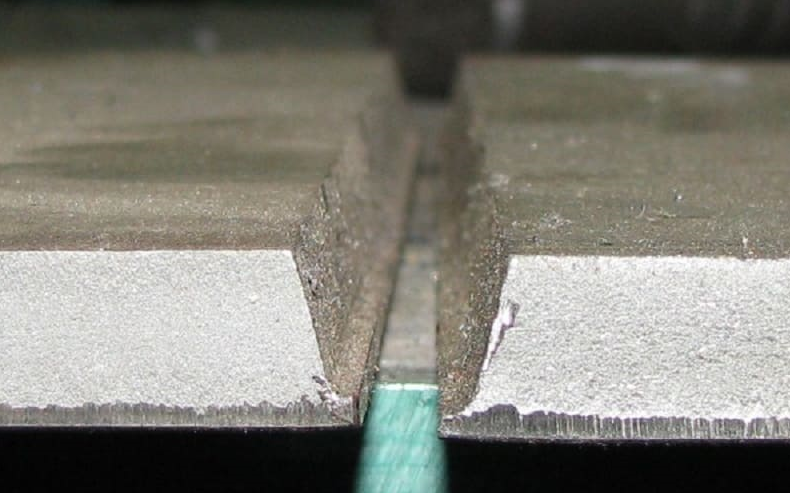
Работа с кромками
Подготовка кромок для сварки — один из важнейших этапов предварительной операции. Цель — гарантировать доступ к удаленной части шва — к его корню. Если заготовки тонкостенные (до 3 мм), то операция упрощается: в этом случае только выравнивают торцы. Деталям до 4 мм нужен зазор до 2 мм, более толстые элементы требуют швов с двух сторон. На их кромках снимают фаску, либо делают скос.
Конфигурация кромок может быть различной — плоской, U-образной, K-образной, Х-образной или V-образной, односторонней и двусторонней. Первый вариант кромки традиционно используют для тонких деталей, второй, третий (и т. д.) способы оптимальны для толстых заготовок. Для односторонней сварки подходят стыки в форме буквы «U» или «V», для двухсторонней — «K» и «X». Когда сваривают детали разной толщины, срезы делают только на толстостенном элементе. Углы сопряжения составляют 45-60°.
Существуют две технологии подготовки металла — холодная и термическая. При холодном методе кромки подрезают инструментами вручную или на станках. При термическом способе используют ручные или автоматические горелки. Холодная работа с кромками — подрезка фасок профилей. Для небольших деталей используют разнообразные ручные инструменты, для крупных заготовок — фрезерные станки.
Если говорить о качестве, то здесь выигрывают кромки, сделанные холодным методом, поэтому проблем с точностью сборки, как правило, не возникает. Фаски, созданные термическим способом, нередко требуют доработки — небольшой коррекции размеров и формы. После изготовления кромок переходят к следующему этапу — к очищению всех поверхностей.
Гибка
Для такой операции существуют ограничения, которые связаны с хрупкостью металла. Радиус сгиба должен быть в 25 раз больше толщины профиля или детали из листового материала. В противном случае возможно появление надломов или трещин.
Гибка вручную практически не позволяет создать на детали идеально точный угол, поэтому данный этап чаще предполагает механизированную операцию. Листовой прокат обрабатывают с помощью гибочных вальцев, либо используют гибочные автоматы.
Толстые полосы пропускают через станки — 3-валиковые или 4-валиковые. Чтобы изменить форму профилей, используют другое оборудование — правильно-гибочные прессы. Перед холодной гибкой проводят полную подготовку деталей к сварке: снимают кромки, размечают, сверлят отверстия и т. д.
Толстостенные заготовки не позволяют производить гибку холодным способом. Для них используют метод горячей деформации в кузницах или кузнечно-прессовых производственных участках. Кромки перед этой операцией не делают, обработкой их занимаются на уже деформированных заготовках.
Зачистка
Эта подготовка металла к сварке сводится к устранению загрязнений, следов защиты (смазки), химического налета, ржавчины или оксидных пленок. Последний дефект довольно стоек к высоким температурам, поэтому его убирают металлической щеткой или болгаркой. Для зачистки нередко используют напильник, наждачную бумагу или другие инструменты с абразивами.
На промышленном производстве зачистку выполняют с помощью дробеструйных, пескоструйных станков, или ванн, наполненных химическими реактивами. Там детали выдерживают определенное время. Есть еще один способ такой обработки, струйный. В этом случае химикаты подаются на заготовки под давлением.
Всегда очищают внешнюю сторону свариваемых деталей. Если используют сквозную сварку, то обрабатывают и внутреннюю. Есть понятие — радиус очистки поверхностей. Оно означает расстояние от шва, в обе стороны. Рекомендуют соблюдать следующие правила:
- Если будет использоваться дуговая, контактная, лазерная или электронно-лучевая сварка, то для деталей толщиной до 5 мм радиус также составляет как минимум 5 мм.
- Когда толщина заготовок составляет от 5 до 20 мм, то при аналогичных видах сварки радиус обязан быть не меньше, чем номинальное значение.
- Если операция будет проводиться методом электрошлаковой сварки, то радиус обязан быть как минимум 50 мм.
5 мм, но не менее — норма для нахлесточных, тавровых, угловых соединений, для вварки труб. Механическую очистку обычно используют для черных металлов, химическую — для цветных. Обезжиривание — обязательный этап, для этой процедуры подходит любой растворитель.
Сборка деталей для сварки

Это последний, но не менее ответственный этап. Сборка должна обеспечить корректное расположение заготовок. Во время операции оставляют зазоры для сваривания. Их величина зависит от линейного расширения конкретного сплава.
Рекомендации
При сборке деталей надо помнить несколько важных правил.
- Необходимо обеспечить максимально свободный доступ к рабочей зоне.
- Пространственная конструкция может потребовать «вмешательства» болтовых соединений.
- Все элементы должны быть закреплены таким образом, чтобы был исключен даже малейший их сдвиг.
- Если для сварки собирают сложную конструкцию, то операцию проводят, последовательно разделяя ее на этапы.
- Для временных или полужестких конструкций используют магнитные уголки, струбцины, планочные гребенки, клинья и т. п.
- Изменять положение подготовленной конструкции не рекомендуется, любые повороты и другие трансформации должны быть минимальными.
Разнообразных инструментов для фиксации металлических элементов придумано множество. Нередко для облегчения работы используют различные шаблоны, прижимные конструкции или стенды, кондукторы и т. д. Главная задача вспомогательных приспособлений — обеспечение точной стыковки в нужной плоскости.
Прихватки
Что такое прихватки? Это короткие сварные швы. В этом случае также важна подготовка металла к сварке. Участки предварительно зачищают, удаляют оксидный слой. После этого производят прихватку, во время которой соединение полностью не проваривают, а делают короткие, иногда точечные, швы. Чтобы максимально упростить задачу, используют аппарат для точечной сварки.
Длина таких прихваток составляет от 5 до 30 мм при толщине металла до 5 мм, для более толстых заготовок — 50-100 мм. Проваривание производят на глубину 1/3, шаг между точками зависит от длины соединения:
- для участков металла толщиной до 5 мм и длиной от 150 до 200 мм рекомендуемое расстояние — 50-100 мм;
- при длине металла от 200 мм — 300-500 мм;
- для больших величин — от 500 до 1000 мм.
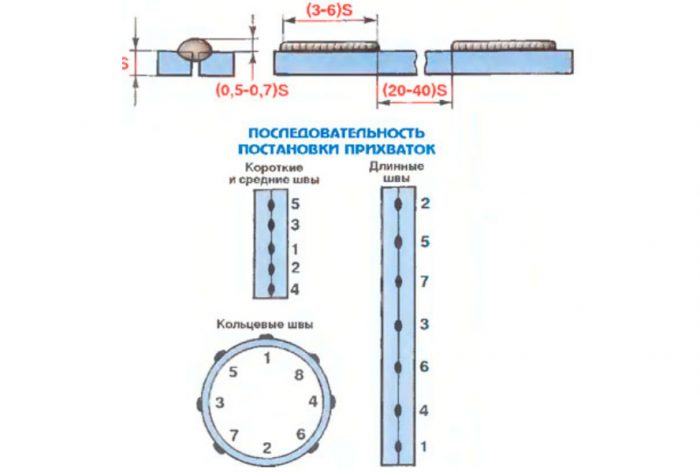
Детали рекомендуют соединять со стороны, которая противоположна основному шву. Если у заготовок сложная геометрическая форма, то вместо прихваток используют беглый шов, максимальная его глубина — ½ основного. Его зачищают во время обработки корня основного шва.
Места для коротких швов выбирают тщательно, а не наобум. Их располагают на тех участках, где возможна деформация конструкции, в точках наибольшего напряжения. На перекрестках (местах пересечения) основных сварных швов делать прихватки запрещается.
Особенности подготовки труб
Поскольку такая операция часто требуется для организации инженерных коммуникаций, на ней надо остановиться отдельно. Максимального внимания требуют трубопроводы, работающие под давлением. Главная задача мастера — исключение смещения по оси. В этом случае нужно знать особенности сварки разных изделий.

- Элементы, изготовленные из низколегированной либо углеродистой стали, и предназначенные для аргонодуговой сварки, обрабатывают исключительно холодным, механическим способом.
- Количество прихваток на стыках труб зависит от диаметра последних: их может быть 2, 4 или более. Высота их не должна превышать трети толщины стенок изделий.
- Для резки можно использовать несколько инструментов. Например, ножницы по металлу, болгарку, циркулярную пилу, насадку-фрезу, газовый резак.
- После термической резки фасок обязательно следует их механическая доработка. Глубина, на которую снимают фаску, всегда зависит от марки стали.
- Кромка обязана быть практически идеальной. На ней не должно оставаться вырывов, острых углов, заусенцев, даже небольших перепадов.
- Торец перед операцией проверяют на перпендикулярность. Точно так же тестируют толщину стенок соединяемых торцов труб.
- Снятие фасок — операция, которая обязательна для труб, толщина стенок которых превышает 3 мм.
Для любого вида сварочных работ обязательна предварительная зачистка металла по всей окружности. Исключение может составить использование электродов по ржавчине. В этом случае данный этап пропускается.
Подготовка металла к сварке — совокупность операций, которые, в общем, занимают достаточно большое количество времени, требуют значительных усилий и предполагают дополнительные расходы. Однако от точности выполнения каждого этапа зависит качество, долговечность металлоконструкции, поэтому небрежное отношение к ним недопустимо.
Как происходит подготовка металла к сварке, расскажет и покажет следующее видео:
Как подготовить металл к сварке
Сварка – последний этап монтажа металлоконструкций. Процесс подготовки металла под сварку включает в себя несколько технологических операций. Сначала заготовки выкраивают из проката, придают им окончательную форму, изгибают под нужным углом. Для получения прочных соединений, однородных по структуре, во время подготовки деталей с поверхности удаляют окислы. Температура плавления оксидов обычно выше, чем у сплава. Если не снять верхнюю пленку, сложно будет сформировать ванну расплава.
Немаловажный этап подготовки – укладка заготовок будущей конструкции. Их надежно фиксируют, только затем приступают к сварке. В небольшом обзоре рассказывается об особенностях каждого из этапов подготовки деталей к работе.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой. Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным.
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.

Резка
Это обязательная процедура подготовки деталей, если сварка делается по чертежам. Для работы с металлом применяют различное оборудование:
- ручное (резак, ножницы по металлу), используется для простых геометрических форм из листового или ленточного проката;
- электроинструмент (пила, болгарка, дрель или шуруповерт с фрезой-насадкой);
- термическое (кислородный или газовый резак, дуговую сварку, плазмотрон), можно делать прямые и кривые резы.
Термическая резка состоит в расплавлении металла по заданному контуру. При поточном производстве используют полуавтоматы и автоматы.
При резке металла делают припуски для зачистки и разделки кромок. Раскрой ножницами – самый кропотливый и малопродуктивный. Сварщики чаще применяют термическую резку.

Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.

Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Подготовка кромок
Толстостенные заготовки без предварительной подготовки тщательно не проварить, жидкий металл будет растекаться по поверхности, не проникая в стык. Соединение получится хрупким, при небольшой нагрузке сломается. Немаловажный момент подготовки – скругление острых краев. Необходимо сглаживать высоту металла 2 –3 мм в зависимости от толщины детали.
Подрезка кромок производится вручную, механически или с использованием горелок. Холодные технологии предпочтительнее, кромка получается ровнее. Тип и угол разделки зависит от применяемых расходников, вида сварочного оборудования. Размеры кромок указаны в соответствующих ГОСТах.

Цель подготовки кромок к сварке – обеспечить доступ к корню шва. У тонкостенных заготовок толщиной до 3 мм только выравнивают торцы. С зазором до 2 мм проваривают 4 мм детали, если они толще, швы делают с двух сторон. На кромках толстостенных деталей снимают фаску или делают скос. Для односторонней сварки стыки делают в виде буквы V или U, при двухсторонней – в форме Х или К. Величина угла сопряжения от 45 до 60°. Если сваривают детали разной толщины, срезают только толстостенную заготовку. Важно правильно выбрать угол скоса, от него зависит:
- глубина проварки металла;
- величина шовного валика;
- расход электродов или наплавочной проволоки.
Подрезка кромок производится вручную, механически или с использованием горелок.
Гибка
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.

Сборка деталей под сварку
Подготовленные заготовки нужно зафиксировать в определенном положении. Это касается плоских и объемных конструкций. Заготовки надежно скрепляют, чтобы избежать деформации при сварке.
Величина зазора зависит от линейного расширения сплава. При сборке деталей под сварку придерживаются нескольких правил:
- к рабочей зоне должен быть максимально свободный доступ;
- сопряжения укрепляют специальными приспособлениями так, чтобы исключить сдвиг;
- все повороты, изменения положения конструкции в пространстве сводятся к минимуму;
- сборка под сварку сложных конструкций осуществляется поэтапно;
- жесткую фиксацию обеспечивают прихватки на расстоянии 30–80 см друг от друга или беглый шов;
- полужесткую или временную – струбцина, магнитные уголки, клинья, планочные гребенки, другие приспособления;
- объемные связи закрепляют болтовыми соединениями.
Прихватка – небольшой шов длиной от 50 до 100 мм, производится расходными материалами, приготовленными для работы. Если используется защитная атмосфера, прихватки тоже делаются в облаке газа. Детали при подготовке желательно соединять с противоположной основному шву стороны. Если прихватки сделаны снаружи, перед сваркой их хорошо зачищают, снимают окалину и верхний оксидный слой. Удобно использовать специальное устройство для точечной сварки, в месте контакта образуется однородный слой.
При подготовке заготовок сложной геометрической формы вместо прихваток делается беглый шов, не превышающий по глубине половины основного. Он зачищается при обработке корня основного шва.
Сборка предусматривает непроизводительные расходы, потерю времени, сил. Однако от надежности положения заготовок зависит прочность металлоконструкции.

Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Разделка кромок под сварку: назначение и порядок выполнения
Надежность сварного шва зависит от глубины провара металла. При монтаже деталей толще 3 мм предусмотрено предварительное оформление краев – разделка под сварку. Когда кромки скошенные, формируется глубокая ванна расплава, образуется надежный диффузный слой. Процесс подготовки металла перед свариванием оговаривается в стандартах. Все они перечислены в одном из разделов статьи.
Назначение разделки кромок под сварку
Правильно сформированная ванна – залог прочного соединения сварных деталей, образуется глубокий однородный слой, после кристаллизации в диффузном слое не возникает внутренних напряжений.
Процессом разделки кромок под сварку подразумевают изменение геометрии стыка, его увеличивают с одной или двух сторон. Разделку выполняют с целью упрочнения соединения толстых деталей, проварить встык на всю глубину невозможно. Появляется доступ к центральной части шва, увеличивается размер ванны расплава.
При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва.
Подготовка заготовок под разделку
Торцевые поверхности зачищают, убирают:
- загрязнения, снижающие качество соединений;
- оксидную тугоплавкую пленку;
- следы ржавчины;
- пятна маслянистых жидкостей, они приводят к браку.
С металла снимают слой до 2 мм.
Зачистка бывает двух видов:
- механическая заключается в обработке стальными щетками, наждачной бумагой, напильниками, абразивным инструментом (работы производят вручную или используя специальный инструмент);
- химическая проводится для растворения загрязнений и оксидной пленки, применяют органические растворители, кислоты.
Второй этап подготовки металла – разделочные операции, обеспечивающие доступ ко всей области стыка.
Подготовка заготовок под разделку кромок обязательна!
Виды предварительных операций:
- ручная правка, необходима для соединения плит, проводится молотком;
- механическая заключается в прокатке на правильных вальцах, устраняются складки, коробления, неровности;
- разметка проводится при ремонтных работах, криволинейных швах, когда нужно сверлить отверстия для крепежа;
- термическая подготовка, некоторые металлы предварительно прогревают для увеличения пластичности, упорядочивания внутренней структуры металла, снятия остаточных напряжений.
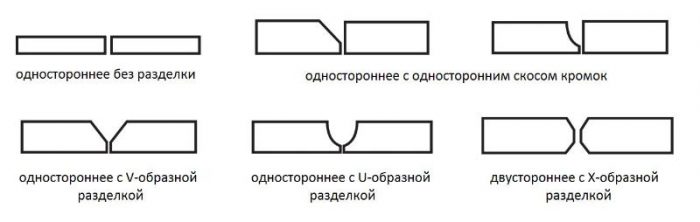
Подготовка кромок бывает трех видов:
- без разделки, поверхности хорошо зачищают, укладывают на определенном расстоянии;
- с разделкой, снимают фаски с одной или двух сторон, с одной детали или обеих, или делают угловой скос граней;
- с отбортовкой – сглаживают острые края.
Формы скосов кромок
Стоит рассмотреть различные виды оформления торцов, зависит от толщины заготовки, физических свойств металла, способа сварки.
V-образная

Самая популярная разделка, практикуется для всех видов сварки, пластин толще 3–5 мм. Заключается в симметричном скосе краев у одной и другой заготовки. Используются все существующие виды обработки.
X-образная

Такая разделка толстых пластин проводится при двухстороннем соединии. По сути – это два встречных V-образных соединения, металл проваривается на всю глубину. Образуется шов, способный работать под нагрузкой. Шов наплавляется слоями, валики образуются широкими. Рекомендованный угол скоса – 45 или 60° в зависимости от физических свойств заготовок. Для вязких нужен большой скос, текучие варят с наименьшим углом скоса.
Х- и К-образные скосы делают на заготовках толщиной от 12 до 40 мм. При ручной сварке стальных заготовок плавящимися электродами скашивают кромки свыше 5 мм, при односторонней или симметричной разделке совокупный угол должен быть не менее 60°, но не более 80°. Наклон влияет на прочность шва.
U-образная

Края разделывают с одной или двух сторон. Сделать углубление правильной формы новинкам бывает сложно, для этого требуется практика. Особенностью такой разделки заготовок толщиной от 20 до 60 мм считают экономию расходных материалов, быстрый провар. При U-образном оформлении скоса образуется ровный шовный валик, зона термического влияния меньше, чем при V-образной разделке.
K-образная

Этот способ оформления краев толстостенных деталей схож с Х-образной разделкой. К-образная предусматривает скос кромок только одной из заготовок, метод применяется при двухсторонней сварке. Нужно учитывать, что деталь со скошенными гранями прогревается сильнее.
Односторонняя применяется для стыковых и угловых швов (V или U), двухсторонняя при стыковой, когда заготовки проваривают снизу и сверху (K или X). Угол скоса кромок под сварку зависит от вида сварочного оборудования:
- для газовой рекомендуемый угол наклона в пределах 45°;
- электродуговой – 30-35°.
Притупление краев делается на высоту от 1 до 3 мм.
Способы обработки кромок
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачку;
- с использованием механизации: а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке; б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование; в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами: а) газовым резаком (газовая завершается ручной доводкой); б) плазмотроном, (плазменная обрезка кромок самая точная).
Методы подготовки деталей зависят от толщины металла, типа соединения, регламентированы системой ГОСТ:
Для электродуговой сварки применяется ручная, механическая, термическая обработка кромок. Лазерная требует тщательной очистки металла, края будущих швов после разделки дополнительно протравливают, затем промывают, просушивают.
Еще один важный нюанс: на скосах не должно быть острых краев, они могут стать причиной прожженных деталей или непроваренных швов. Острые края обязательно скругляют.
Разделка кромок под сварку труб
Вид подготовки краев зависит от расположения свариваемых деталей, типа сварного соединения. Трубы соединяют:
- стыковкой с соблюдением соосности;
- под определенным углом;
- внахлест, если меняется диаметр трубопровода или приваривается фланец.
При монтаже трубы соединяют между собой и арматурными элементами – важными частями трубопроводов (врезают заглушки, отводы, фитинги, уголки, краны, приборы учета и др.).
В стандарте регламентирована механическая и химическая подготовка поверхности, подготовка краев толстостенных заготовок.
Отводы приваривают встык со скосом одной или двух кромок с наклоном 45° к оси трубы. Угловые швы варят без снятия фаски. Отводной штуцер присоединяют внахлест или угловым швом, предусмотрена односторонняя подготовка кромок. При сварке труб угол раскрытия 60 –70°, размер притупления 2–2,5 мм, величина зазора 2–3 мм.
Зная особенности подготовки кромок, можно получать надежные стыковые, угловые соединения, сваривать металл внахлест. При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва. Особенно важно правильно подготовить заготовки из сильно текучих и слишком вязких металлов.
Сборка под сварку
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
МДК. 01.02. «Технологические приёмы сборки изделий под сварку»
Сборка сварных конструкций представляет собой весьма ответственный и трудоемкий процесс. Хорошее качество сборки — первое и необходимое условие высокого качества сварки. При индивидуальном производстве сборка может занимать 30—50% общего времени изготовления сварной конструкции. При хорошем оснащении сборочных операций приспособлениями и кондукторами затраты времени на сборку сварных конструкций могут быть значительно уменьшены. При выполнении сборочных операций необходимо: 1) точно выдерживать проектные размеры; 2) правильно и постоянно выдерживать зазоры; 3) точно располагать детали по отношению друг к другу в соответствии с проектом; 4) обеспечивать точное положение плоскостей собираемых элементов под углом их пересечения; 5) обеспечивать минимальный допуск на смещение поверхностей деталей стыковых соединений.
Особенно жесткие требования к обеспечению зазоров и совмещений поверхностей предъявляются при сборке под автоматическую сварку. При установлении последовательности сборочных операций необходимо руководствоваться следующим. 1. Выполняемая сборочная операция не должна затруднять осуществление последующей операции. 2. Размеры поступающих на сборку деталей и подготовка их кромок под сварку должны быть тщательно проверены. 3. Выполнение дополнительных работ, в случае надобности, по пригонке деталей в целях точного соблюдения запроектированных зазоров, перекрытий и взаимного расположения их согласно чертежу должно осуществляться легко и быстро. 4. Обеспечение соответствующими инструментами и приспособлениями, облегчающими правильность установки деталей и закрепление их в требуемом положении.
Разработка технологического процесса сборки конструкций тесно связана с выбором рациональных типов имеющихся в цехе приспособлений и проектированием новых приспособлений и кондукторов в зависимости от особенностей изделия и принятого метода сварки. К разработанным технологическим процессам сборки и сварки должны быть приложены операционные, инструкционные и нормировочные карточки. Сборка сварных конструкций может осуществляться; 1) по разметке; 2) по контрольным отверстиям; 3) при помощи шаблонов, упоров, фиксаторов и специальных приспособлений (кондукторов), облегчающих сборочные операции.
Сборка по разметке состоит в том, что на одних деталях путем промера линейкой размечают места расположения других деталей. При сборке эти детали ставятся на размеченные места, закрепляются струбцинами или зажимами и прихватываются. При сборке по контрольным отверстиям заданное расположение деталей достигается путем соединения их болтами и штырями, входящими в контрольные отверстия. Такой метод сборки применяется в тех случаях, когда другими путями затруднительно осуществить точное расположение деталей или когда имеются в соединяемых деталях готовые отверстия, которые можно использовать при сборке. Сборка по разметке и сборка по контрольным отверстиям применяется при индивидуальном производстве, когда изготовление специальных приспособлений нерационально.
Сборка однотипных конструкций серийного и массового производства осуществляется при помощи шаблонов, различных фиксаторов и специальных кондукторов, облегчающих и ускоряющих выполнение рабочих операций при сборке. По характеру сборочно-сварочных работ при изготовлении конструкций сборка делится на сборку всей конструкции, сборку узлов (узловая сборка) и монтажную сборку. Собирать всю конструкцию на прихватках не рекомендуется даже при изготовлении ее с применением ручной сварки. Она может быть допущена только при изготовлении простейших сварных конструкций, составляемых из небольшого количества деталей.
Недостатки сборки всей конструкции следующие: 1. Невозможность применения механизированных методов сварки для многих швов, находящихся в различных положениях в пространстве (горизонтальные, вертикальные и потолочные) и находящихся в труднодоступных местах. 2. Громоздкая и трудоемкая кантовка тяжеловесных конструкций и конструкций с большими габаритными размерами. 3. Неудобное положение сварщика при выполнении швов в труднодоступных местах, что снижает производительность и понижает качество сварных швов. 4. Высокие остаточные напряжения, которые образуются из-за невозможности осуществления свободной усадки швов и которые иногда могут привести к образованию трещин и даже к самопроизвольному разрушению конструкций в цехах после окончания сварочных работ. 5. Накапливание остаточных деформаций, которые могут достигнуть такой величины, что правка станет невозможной и конструкция будет забракована.
Наиболее целесообразными видами сборки и сварки конструкций является сборка и сварка отдельных узлов, а затем сборка и сварка этих узлов в целую конструкцию в цехах или на монтаже. Узловая сборка и сварка дают возможность механизировать сборочно-сварочные операции, повысить качество сборочно-сварочных работ и производительность труда.
Преимущества узловой сборки: 1) возможность автоматизации сварочных работ, так как швы более доступны и кантовка узла значительно легче, чем кантовка всей конструкции; 2) детали свариваются в свободном состоянии и остаточные напряжения от поперечной усадки незначительны; 3) возможность создания поточных линий производства; 4) технологические недостатки сборочно-сварочных работ (деформации, напряжения и др.) могут быть легко исправлены в отдельных узлах и не создавать накопления этих недостатков в целой конструкции; 5) возможность механизации сборочных операций и поднятия культуры производства на более высокую ступень.
Дальнейшее развитие изготовления сварных конструкций требует создания механизированной оснастки сборочно-сварочных работ, повышения точности размеров узлов, которые в цехах и на монтаже соединяются в целую сварную конструкцию.
Существует 2 способа сборки изделия под сварку
1.Сборка производится до плотного сопряжения собираемых деталей (или с необходимым технологическим зазором) и сжатия их в таком состоянии для последующей сварки и постановки электроприхваток. В этом случае отклонения в размерах изделия определяются суммой отклонений в размерах собираемых деталей, т.е. размерными цепями изделия. Следовательно, при таком способе сборки на чертежах деталей допуски должны назначаться исходя из возможного или наиболее вероятного их суммирования при сборке изделия. Таким образом, при 1-м способе сборки сборочный процесс и конструкция зажимного устройства не зависят от допусков по размерным цепям, а размеры сварного изделия полностью определяются фактическими размерами деталей и положением фиксаторов и упоров сборочного кондуктора.
2. Сборка производится по заданным размерам готового изделия с соответствующими допусками. В этом случае конструктором сварного изделия должны быть предусмотрены компенсирующие зазоры или компенсирующие или компенсирующие прокладки “по месту” в каждой размерной цепочке, либо подрезка и подрубка деталей “по месту” (подгонка), либо применение селекционной сборки, когда детали сортируются по фактическим размерам и затем группируются по сборочным комплексам так, чтобы был возможен первый способ сварки – до плотного сопряжения деталей без подрезки и без зазоров (конечно, если последние не требуются по технологии сварки).
Наиболее широкое распространение получил 1-й способ сборки. Сборочные устройства по функциональному назначению и характеру выполняемых операций можно разделить на три основных типа:
1.)сборочные стенды и кондукторы, в которых выполняется сборка изделий на прихватках с последующей передачей собранного изделия в другое сварочное устройство. 2.) сборочно-сварочные кондукторы, в которых выполняется не только сборочные, но и сварочные операции, в большинстве случаев без предварительной постановки прихваток. 3.) сборочно-сварочные кондукторы – кантователи, в которых кроме сборочных и сварочных операций осуществляется также операции кантовки изделия в удобное для сварки положение.
Сварочными приспособленияминазываются дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, а также для контроля. В комплексно-механизированном сварочном производстве широко применяются загрузочные, разгрузочные, подъемно-транспортные и комбинированные приспособления, чалочные устройства, тиковая и специализированная …. оргоснастка, различный инструмент.
Учитывая, что сварочное производство является комплексным, необходимо проектировать приспособления для заготовительных, подготовительных, заключительных операций и специальный инструмент.
Сборочно-сварочной оснасткой называют совокупность приспособлений и специального инструмента для выполнения слесарных, сборочных, монтажных и других видов работ. Поэтому термин “оснастка” чаще применяется в судостроении, монтаже, строительстве. Применение сварочных приспособлений позволяет уменьшить трудоемкость работ, повысить производительность труда, сократить длительность производственного цикла, улучшить условия труда, повысить качество продукции, расширить технологические возможности сварочного оборудования, способствует повышению комплексной механизации и автоматизации производства и монтажа сварных изделий. Сварочные приспособления классифицируются по нескольким признакам (рис.1) следующим образом:

Сборка конструкций под сварку
Сборкаконструкций должна производиться только из выправленных деталей и элементов,очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборкеконструкций и деталей не должно допускаться изменение их формы, непредусмотренное технологическим процессом, а при кантовке транспортировании -остаточное деформирование их.
Не допускаетсяперенос и кантовка краном тяжелых и крупногабаритных конструкций и ихэлементов, собранных только на прихватках, без применения приспособлений,обеспечивающих неизменяемость их формы.
Собранные,предъявленные и принятые под сварку конструкции и не сваренные после этого втечение 24 ч, должны быть повторно предъявлены ОТК.
Прихватки, предназначенные для соединения собираемых деталей, должныразмещаться в местах наложения основных сварных швов.
Размеры сеченияприхваток должны быть минимально необходимыми для обеспечения расплавления ихпри наложении швов проектного сечения. Длина прихваток в конструкциях,выполненных из стали до С375 включительно, должна быть не менее 50 мм ирасстояние между прихватками — не более 500 мм, а в конструкциях из стали С440- соответственно 100 и 400 мм при катете шва прихватки не более половины катеташва сварного соединения.
Сборочныеприхватки конструкций должны быть выполнены сварщиками, имеющими право напроизводство сварочных работ в соответствии с п. 2.2настоящего стандарта, с применением тех же сварочных материалов и тех жережимов, что и основные швы сварных соединений.
В сварныхсоединениях, осуществляемых автоматами и полуавтоматами, сборочные прихваткивыполняются электродами, обеспечивающими заданную прочность с соблюдениемтребований пп.3.2.2 настоящего стандарта.
Формыкромок и размеры зазоров при сборке сварных соединений должны соответствоватьвеличинам, указанным в таблицах (см. в таблицах расположенных ниже), на швы сварных соединений, а в конструкциях из стали С440 — в соответствиисо специальными указаниями в чертежах КМ.
Все местныеуступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежитдо сборки устранять плавной зачисткой с помощью абразивного круга.
Общаясборка конструкций должна производиться путем последовательного соединения всехэлементов конструкций или отдельных ее частей. При этом должна быть произведенаподгонка всех соединений, включая установку фиксирующих устройств. На всехотправочных элементах должна быть проставлена индивидуальная маркировка инанесены риски. При общей сборке кожухов листовых конструкций одновременнодолжно быть собрано не менее трех царг.
Каждыйпервый и в последующем каждый десятый экземпляр однотипных конструкций,изготовленных по кондукторам, должен проходить контрольную сборку, в процессекоторой производится проверка соответствия изготовленных конструкций чертежамКМД.
В объемконтрольной сборки однотипных конструкций должны входить все элементы и детали,изготовленные с применением всего комплекта кондукторов.
Сваркустальных конструкций следует производить по заранее разработанному иконтролируемому технологическому процессу, который должен обеспечить требуемыегеометрические размеры и механические свойства сварных соединений.Сварка стальных конструкцийдолжна выполняться по возможности высокопроизводительными механизированнымиспособами.Режимы сваркиуглеродистой и низколегированной стали классов до С440 включительно и размерышвов сварных соединений должны обеспечивать следующие показатели пластичности ивязкости металла шва и околошовной зоны:
а) твердость поалмазной пирамиде не выше 350 единиц Нv;
б) ударнаявязкость при отрицательной температуре (минус 40°С или минус 70°С), указанной впроекте не ниже 3 кгс.м/см 2 KCU;
в)относительное удлинение не ниже 16%.
Сваркадолжна производиться при стабильном режиме, установленном технологическимпроцессом, с допускаемыми отклонениями: силы тока ±5%; напряжения дуги ±5%.Режим сварки следует подбирать так, чтобы коэффициент формы провара составлял:для углового шва и для стыковогооднопроходного шва .
Сварочныеработы должны осуществляться под руководством инженерно-технического лица,имеющего опыт в области сварочных работ и имеющего удостоверение на правопроизводства работ по сварке.
Ручнаяэлектродуговая сварка должна производиться электросварщиками, имеющимиудостоверения, выданные им в соответствии с действующими в настоящий моментПравилами аттестации сварщиков.
Автоматическаяи полуавтоматическая сварка должна производиться сварщиками, прошедшимиобучение и получившими об этом соответствующие удостоверения. Сварщики должнына месте работы пройти испытания в условиях, тождественных с теми, в которыхбудет выполняться сварка конструкций.
Для сварки приотрицательной температуре сварщик должен пройти испытание при предусмотреннойтехнологическим процессом отрицательной температуре. Сварщик, сдавшийиспытание, может быть допущен к сварке при температуре на 10°С ниже температурыиспытания.
Прииспользовании металлопроката, не подвергнутого консервации, проплавляемыеповерхности и прилегающие к ним зоны металла шириной не менее 20 мм, а такжекромки листов в местах примыкания выводных планок перед сборкой, должны бытьперед сборкой очищены до чистого металла с удалением конденсационной влаги. Приналичии на конструкциях ржавчины, грязи и т.п. непосредственно перед сваркойочистка должна быть повторена. Продукты очистки не должны оставаться в зазорахмежду собранными под сварку деталями.
Сваркастальных конструкций должна производиться после проверки правильности ихсборки. Выполнение каждого валика многослойных швов сварных соединенийдопускается после очистки предыдущего валика, а также прихваток от шлака ибрызг наплавленного металла.
Участки слоешва с порами, раковинами и трещинами должны быть удалены до наложенияследующего слоя.
Придвусторонней сварке швов стыковых сварных соединений, а также угловых итавровых сварных соединений с разделанными кромками со сквозным проплавлениемнеобходимо перед выполнением шва с обратной стороны очистить корень швамеханическим способом до чистого бездефектного металла.
В процессевыполнения автоматической и полуавтоматической сварки при вынужденном перерывев работе сварку разрешается возобновить после очистки концевого участка швадлиной 50 мм и кратера от шлака — этот участок и кратер следует полностьюперекрыть швом.
Свариваемые детали стальных конструкций и рабочее место сварщика должны бытьзащищены от дождя, снега, сильного ветра и сквозняков.
Приданиеугловым швам вогнутого профиля и плавного перехода к основному металлу, а такжевыполнение стыковых швов без усиления, если это предусматривается чертежами КМ,должны, как правило, осуществляться подбором режимов сварки и соответствующимрасположением свариваемых деталей. Механическая обработка швов, для придания имнужной формы, производится способами, не оставляющими на их поверхностизарубок, надрезов и других дефектов.
Начало иконец шва стыкового сварного соединения, а также выполняемого автоматомуглового и таврового сварного соединения должны выводиться за пределысвариваемых деталей на заходные и выводные планки, удаляемые после окончаниясварки газовой разделительной резкой.
Места установкипланок после газовой срезки должны быть зачищены механическим способом доисчезновения следов газовой резки. Зажигать дугу и выводить кратер на основнойметалл конструкции за пределами мест наложения шва запрещается.
Допускаемые отклонения размеров сечения швов сварных соединений от проектных недолжны превышать величин, указанных в таблицах. В конструкциях из высокопрочных сталей (С440) — в соответствии суказаниями в чертежах КМ. Размеры углового шва должны обеспечивать его рабочеесечение, определяемое величиной катета шва, указанной в чертежах КМ имаксимально допустимым зазорам, регламентированным указаниями таблицах.
Ручную иполуавтоматическую дуговую сварку конструкций из стали классов до С375 включительнопри температурах стали, ниже указанных в таблице 3.1, следует производить спредварительным подогревом стали в зоне выполнения сварки до 120-160°С наширине 100 мм с каждой стороны сварного соединения.
Читайте также: