Сборка газопроводных труб на сварке на резьбе и при помощи фланцев
Обновлено: 19.05.2024
Замечали, сколько разных способов могут предложить опытные мастера для решения одной и той же задачи? Устройство газопровода – не исключение. Так, соединение газовых труб профессиональными газовиками выполняется при помощи разных материалов и методик. В арсенале мастеров резьба и сварка, пайка и фланцы. Они активно используют проверенные десятилетиями и недавно появившиеся приемы.
Зная основные способы, разбираясь в инструментах и современных материалах, легче отследить правильность выполнения работ, проконтролировать действия приглашенных специалистов.
В этой статье мы привели описание основных вариантов крепления газовых труб, способов герметизации стыков. Прочитав ее, Вы будете разбираться в видах труб, особенностях материалов, технологиях работы с ними. Отдельное внимание мы уделили методам проверки уже выполненных соединений, так как от их корректности зависит безопасность эксплуатации бытового газового оборудования.
Особенности соединения газовых труб
Долгое время газопровод состоял исключительно из металлических труб разного диаметра. Материал ценился за возможность создания бесшовной магистрали, способной сохранять абсолютную герметичность под высоким давлением.

Соединения проржавевших металлических труб – источник повышенной опасности, так как именно в местах стыков стальной сплав разрушается особенно быстро
Заняться поиском других вариантов заставил весомый недостаток металлического сплава – под воздействием влаги, по прошествии нескольких лет эксплуатации он начинал ржаветь, ставя под угрозу целостность трубопровода.
Тогда стали появляться трубы из других материалов:
- Меди, плюсом которой считается устойчивость к коррозии, минусом – способность сохранять целостность при низком давлении, не превышающем 5 кПа.
- Низкоуглеродистой стали, не подверженной воздействию ржавчины. Ее недостаток – сложность в обработке и высокая стоимость. Поэтому для обустройства газопроводов применяются трубы из ПВХ со стальной внешней оплеткой.
- Полиэтилена. Эластичный и легкий, этот материал не проводит электричество, обходится дешевле других аналогов и выдерживает сильные трансформации без утери целостности.
Подробнее о различный видах газовых труб и особенностях их выбора можно прочесть в этом материале.
Элементы, соединяющие магистраль и отводку, ведущую к потребителю, стали делать из резины. Для таких соединений выбирается термоустойчивая резина, не склонная с рассыханию при избыточной инсоляции.

При монтаже резиновых соединений используется готовая заводская продукция. Гибкие подводки, изготовленные в кустарных условиях, не соответствуют правилам ТБ
Выбор материала обусловлен давлением в газопроводе, требуемой пропускной способностью и рассчитывается специалистами.
То же касается соединений. Только профессионал может определить подходящий вид крепления, правильно соотнести его с материалом трубы, техническими условиями эксплуатации.
Варианты соединений газовых труб
Сегодня мастера выделяют 5 видов соединений при монтаже газопровода. Это сварка, используемая для металлических труб, пайка, применяемая для меди и ПВХ, врезка, резьбовое и фланцевое соединения.
Вариант №1 — сварной шов
Стальные трубы обрабатывают при помощи инверторного аппарата или газосварочного оборудования. Подлежащие соединению торцы располагают на расстоянии 1,5-2 мм друг от друга, основательно фиксируют.
В процессе плавления металла сварщик накладывает два шва: основной и страхующий дополнительный.

Опытные мастера охлаждают разогретый металл и только после этого избавляются от окалины. Это дает возможность избежать появления трещин
Полиэтиленовые элементы стыкуют аппаратом, контролирующим достигнутую при нагревании температуру. Для соединения используют фитинг с плавящимся элементом. Нагревая окружающий материал, он превращает смесь в однородную массу. Результатом становится герметичный прочный шов.
Вариант №2 — пайка труб
Пайка встык подходит и для металлических труб, и для изделий из термопластичного полимера. Работа выполняется на модульном агрегате, включающем гидравлический блок, центратор, паяльник и встроенный резак.
- Торцы элементов, подлежащих спайке, зачищаются от стружки, пыли, инородных частиц. Обезжириваются.
- При помощи паяльника для полипропиленовых труб детали нагреваются и сближаются до появления на поверхности стыка наплыва толщиной в 1 мм.
По окончании работы соединение оставляется в агрегате до полного остывания. Любое движение в период снижения температуры может стать причиной появления свищей.
Вариант №3 — врезка в трубу
Врезка – это метод, требующий особой квалификации. Она может выполняться горячим способом, при котором в ход идет дуговой сварочный агрегат, и холодным, когда главным инструментом выступает сверлильное оборудование.
Смысл манипуляции в том, чтобы организовать герметичное ответвление от цельной трубы.

Некоторые владельцы частных домов при подключении к центральной магистрали осуществляют врезку холодным способом самостоятельно, без оповещения соседей, компании-поставщика. Делать это запрещено. Подключать новый участок к газу могут только лицензированные организации
Врезка первым методом допустима только при снижении давления в газопроводе до значения 40-50 кг на кв. см. Второй может быть реализован без понижения давления. В том и в другом случае требуется разрешение органов надзора.
Подробнее о том, как врезаться в газопровод читайте далее.
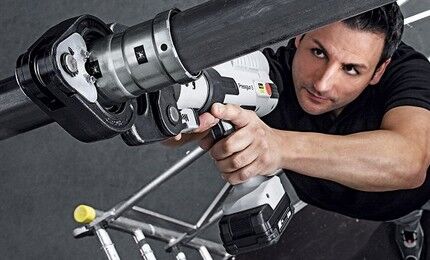
Вариант №4 — использование резьбового соединения
Резьбовые соединения используются на всей протяженности газопровода: от концевых элементов до разных видов ответвлений. Если гибкие резиновые подводки уже снабжены соответствующими насадками, то на металлических трубах зачастую приходится делать нарезку.
Выполняется она следующим способом: поверхность будущей резьбы очищается, обрабатывается напильником, смазывается машинным маслом. Затем при помощи трубного клуппа выполняется нарезка.
Если предполагается состыковать два неподвижных участка газопровода, то соединение газовых труб выполняется посредством муфты. Это отдельный металлический элемент с внутренней резьбой. Наложение его на внешнюю резьбу трубных торцов дает возможность обеспечить плотное прилегание.

Опытные мастера всегда следят за положение клуппа: он должен быть расположен по отношению к трубе строго перпендикулярно. Кроме того, нарезку они выполняют с чередованием полного оборота вперед и половинного назад. Это делается для своевременного избавления от стружки, препятствующей выполнению ровного среза
Даже идеально выполненная резьба не обеспечивает идеальной целостности стыка. Поэтому для герметизации газовых резьбовых соединений всегда используются дополнительные материалы.
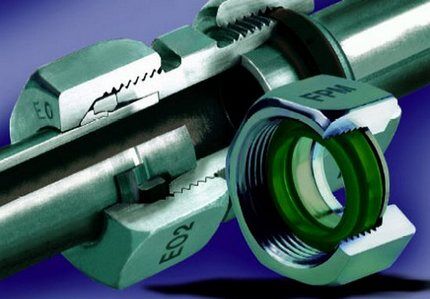
Вариант №5 — фланцевые соединения
Этот способ подходит для труб из меди, стали, полиэтилена. Используется только на участках с низким давлением.
Фланец – это плоская деталь с проделанными в ней отверстиями. Сама деталь служит соединительным элементом. Отверстия в ней предназначены для шпилек и болтов.

Подбирать фланец необходимо с учетом параметров, прописанных в ГОСТ 12820-80. В документе учитывается соответствие номинального давление газопровода и типоразмера детали
Для труб из ПВХ используют специальные фитинги, которые соединяются посредством сварки. В случае с металлическими элементами можно обойтись без нагревания. На них для фиксации фланцев применяют болты.
Материалы для герметизации стыков
В дополнительной герметизации нуждаются резьбовые и фланцевые соединения.
Выбор материала для прокладки осуществляется с учетом того, что она должна:
- выдерживать предусмотренные проектом нагрузки, в том числе перепады давления;
- нивелировать дефекты уплотняемой поверхности;
- заполнять пространство между соединенными элементами.
То есть прокладка должна быть эластичной, прочной и плотной. Самым известным материалом, соответствующим этим требованиям, является лен. Льняная прядь активно используется для уплотнения стыков газо- и водопроводов.
Более современные материалы – пасты, нити, герметики, лента ФУМ применяются чуть реже: из-за более высокой стоимости и некоторой консервативности опытных специалистов.
Плюсы и минусы льняной ленты
Льняная лента плотно наматывается на резьбу, создавая плотную прослойку. Плюсы способа – дешевизна, высокий уровень адгезии, прочность зафиксированного стыка.

Раньше волокна льна использовали со свинцовым суриком, пропитанным олифой. Сейчас все чаще в ход идут специальные уплотнительные пасты
Минусы – разрушение льна со временем, сложность демонтажа, высокие требования к опыту специалиста.
Если соединение газовых труб на проложенной льном резьбе выполнено со слишком большим усилием, прокладка может порваться. Такой стык не будет герметичным. Поэтому лучше, если манипуляция будет поручена опытному мастеру.
Пасты на основе масел и смол
Масляные и смоляные составы не затвердевают. Нанесенная на стык субстанция остается вязкой долгое время, эффективно противостоит проникновению газа во внешнюю среду.

При небольшом зазоре опытные специалист выберет другой способ, так как незатвердевающая паста будет эффективна лишь на протяженной резьбе
При повышении давления в газопроводе паста постепенно выдавливается из соединения.
Высыхающие пасты-герметики
Основой этих составов являются растворители. После нанесения вещество высыхает, обеспечивает прочную фиксацию. Может использоваться отдельно или в паре с льняной подмоткой для газовых соединений.

Зная, что резьбовое соединение уплотнено высыхающим герметиком, стоит периодически проверять его, подтягивать при помощи ключа. Это касается любых видов труб
К преимуществам высыхающих герметизирующих паст специалисты относят прочность получаемых соединений. Кроме того, состав легко наносить: во время обработки он выступает в роли смазки, а засыхать начинает, уже находясь в резьбовом зазоре. Из недостатков выделяют склонность к усадке.
Анаэробные клеевые составы
Вязкий, полимеризующийся без усадки клей — лучший герметик для резьбовых и фланцевых газовых соединений. Заполняя пространство в стыках, он застывает только там, снаружи оставаясь жидким и вязким.
Излишки клея легко удалить с поверхности, а доза, попавшая внутрь, останется на нужном месте и быстро полимеризируется.

Для удобства монтажа производители предлагают клеи с разным временем засыхания. Оно варьируется от 3 минут до нескольких часов. Это стоит учитывать при выборе состава
Единственным недостатком анаэробного клея является невозможность его использования при низких температурах. При сильном минусе резко увеличивается время полимеризации. А в некоторых ситуациях она может и вовсе не наступить.
Уплотнительная нить из нейлона
Принцип использования нейлоновой нити схож со способом применения льняного волокна: материал наматывается на внешнюю резьбу одного элемента, а затем прижимается внутренней резьбой другого.
К преимуществам относятся:
- низкая стоимость;
- широкий температурный диапазон, верхняя граница которого зафиксирована на отметке в 130 градусов;
- возможность использования в условиях повышенной влажности;
- надежность обработанного соединения.
Среди недостатков выделяют необходимость придания резьбе шероховатости – на гладком металле материал крайне сложно удержать. Кроме того, нейлоновая нить не подходит для уплотнения стыков труб диаметром более 80 мм.
Лента из фторопласта
ФУМ лента – относительно новый вид уплотнителя, но достаточно популярный. Ее основные преимущества – эластичность, химическая устойчивость и термостойкость.
Ленту легко наматывать, она имеет длительный срок службы, подходит для металлических и полиэтиленовых труб.

ФУМ ленту важно накладывать правильно: на предварительно обезжиренную поверхность, соблюдая направление резьбы. Если проверка показывает утечку газа через обработанное соединение, то для коррекции необходимо полностью удалить старую намотку
Однако имеются и недостатки. Это низкий уровень герметизации соединений больших диаметров и чувствительность к неровностям – шероховатости, зазубрины, металлическая стружка легко могут нарушить целостность ленты.
Способы проверки герметичности соединений
Герметичность газопровода проверяется участками. В ситуации с многоквартирными домами выбирается сегмент от места ввода топлива в здание до кранов бытового оборудования.
На концы участка ставятся заглушки. В трубах нагнетается давление, превышающее нормативные показатели на 25%. Падение давления является поводом для проверки соединений.

Утечку газа запрещено проверять при помощи отрытого огня: посредством спичек, свечей. Не подходят для этой цели зажигалки и пьезозажигалки. Скопившееся возле соединения топливо может взорваться
Целостность стыков, ответвлений и мест подключения оборудования проверяется двумя способами:
- При помощи индикатора утечки газа.
- Посредством нанесения мыльного раствора, эмульсии.
В первом случае об опасности оповестит цифровой, звуковой или цветовой сигнал прибора. Во втором необходимо следить за появлением пузырей. Их наличие свидетельствует о нарушении целостности соединения.
Выводы и полезное видео по теме
На видео разобраны три способа герметизации стандартных резьбовых соединений:
Получив представление о материалах, из которых делаются трубы для газопровода, видах соединений и методах герметизации, становится понятно, что все работы лучше поручать профессионалам. Опытный мастер сможет выбрать оптимальный способ стыковки, подходящий герметик, грамотно проверить целостность соединения.
Если у вас есть опыт герметизации соединений, вы в курсе новинок рынка герметизирующих составов, пишите. Наш сайт посещают и новички, и те, кому есть чем поделиться. Обменивайтесь опытом, знаниями, задавайте вопросы. Форма ниже позволяет сопроводить комментарий фотографиями, схемами, набросками.
Фитинги для стальных труб: виды, классификация, маркировка и примеры проведения монтажа
Обустройство инженерных коммуникаций с прокладкой стального трубопровода различных конфигураций невозможно выполнить без использования деталей соединения.
Прежде чем приступить к расчету системы и ее сборке, необходимо разобраться, какие фитинги для стальных труб предлагает современный рынок и как осуществляется монтаж деталей, согласны?
Мы подготовили подробный обзор трубной арматуры для выполнения разъемного соединения, привели рекомендации по выбору элементов, а также описали специфику их применения. Пошаговые инструкции монтажа резьбового фитинга и обжимной муфты помогут собрать трубопровод без привлечения специалистов.
Варианты исполнения деталей соединения
Соединение торцов труб стальных магистралей осуществляют двумя способами: разъемным и неразъемным. Первый предполагает задействование фитингов, второй – сварку деталей.
Материалом для изготовления соединительных элементов чаще всего выступают нержавеющая сталь или черный металл. Из цветных металлов: латунь или медь.
Несмотря на многочисленные разработки новых материалов для устройства коммуникаций, в загородных домах и городских квартирах по сей день служат трубопроводы из черных стальных сплавов с окрашенной внешней поверхностью
Применение стальных труб в ряде случаев бывает предпочтительным. К примеру, к настенному котлу со стальным теплообменником лучше подвести стальные трубы
Для ремонта и модернизации трубопроводов, выполненных из стальных труб, лучше использовать аналогичный материал, ведь у полимерных и металлических труб разное тепловое расширение
По нормативам внутренняя разводка всех коммуникаций, особенно тех, что сооружались для питьевого водоснабжения, должны выполняться из оцинкованных труб. Однако раньше этого не делали, т.к. выходило слишком дорого, а теперь в обеспеченных домах выполняют из нержавейки
Согласно строительным требованиям все стальные коммуникационные системы, проложенные внутри дома/квартиры, должны быть собраны из труб с внешней и внутренней оцинковкой. Из оцинкованных стальных труб собирают контуры газо- и водоснабжения, отопления
Трубы из черных стальных сплавов еще используют в ремонте систем отопления, подключенных к централизованным сетям. Однако новые трубопроводы из них не собирают
В случае подключения к стальным трубам веток, выполненных из ПВХ, ПП или металлопластиковых труб используются фитинги, компенсирующие тепловое расширение полимеров
Неоспоримым достоинством трубопроводов из стального проката является прочность. Они не боятся механических воздействий, не плавятся при пожаре, не лопаются при промерзании
Соединительные элементы могут быть просто стальными либо же покрыты хромированным составом. Хромированные изделия более предпочтительны в том плане, что имеют более высокие антикоррозионные свойства.
Использование фитингов дает возможность не только соединять отрезки трубопровода в единую систему, но и состыковывать элементы разного диаметра
Хоть специалисты и не советуют задействовать фитинги из материалов, отличных от тех, что использованы при изготовлении труб, но это все же допускается. Так, латунные фитинги отлично подходят для состыковки медных труб. Медными можно смело соединять трубы, выполненные из любых типов материала. Надежность соединения от этого не пострадает.
Главное – избегать комбинации состыковки медных элементов с отводами из нелегированной оцинкованной стали. При взаимодействии этих двух металлов моментально запускаются коррозийные процессы, пагубно сказывающиеся на долговечности изделий.
Все варианты соединения, применяемых в сборке стальных трубопроводов, производятся на сварке, фланцах или резьбе. Резьбовые соединения проще выполнить домашнему мастеру
Установка фитинга для обеспечения угла, переходника, тройника, да и просто муфты сваркой требует от исполнителя опыта и серьезных навыков в сварном деле
Фланцевые соединения характерны для магистральных трубопроводов. Их практически не используют в обустройстве коммуникаций внутри домов/квартир
Представленные на рынке фитинги по форме и назначению бывают нескольких вариантов исполнения:
- Муфты – элементы, устанавливаемые на прямых участках для состыковки труб равного диаметра.
- Тройники – конструкции с тремя выходами, которые меняют направление трубопровода и создают ответвление от основной ветки в одну сторону.
- Крестовины – конструкции с четырьмя выходами делят поток на несколько «лучей», обеспечивая ответвление от основной магистрали в перпендикулярных направлениях.
- Переходники – предназначены для состыковки элементов, имеющих разный диаметр.
- Штуцеры – задействуют при необходимости состыковки жесткого патрубка с гибким шлангом.
- Заглушки – задействуют при необходимости герметичной заделки концов труб.
Для изменения направления трубопровода в пределах 45-90° как вертикальной, так и в горизонтальной плоскости устанавливают угольники.

Для соединения концов труб идентичного диаметра устанавливают прямые фитинги, а для состыковки разнокалиберных элементов – переходные (например, 1″/3/4″)
Диапазон размеров условного прохода выпускаемых производителями фитингов довольно широк и варьируется в пределах от 8 до 125 мм.
Специфика применения трубной арматуры:
- изделия D 16-63 мм используют там, где давление не достигает 16 атмосфер;
- фитинги D 75-125 мм задействуют для трубопроводов, где давление в 10 атмосфер.
Все размеры трубных изделий из металла соответствуют действующему ГОСТу 8996-75. Согласно этому нормативному документу, по индивидуальному заказу допускается также производство муфт, имеющих внутренний диаметр в 150 мм.
Если размер труб указан в дюймах, то это указывает на значение внешнего диаметра. Если в других единицах измерения – миллиметрах, то это показатель внутреннего сечения изделия.
Важный момент! Независимо от конструктивного исполнения, приобретая фитинги, следует обращать внимание на то, чтобы как наружная, так и внутренняя поверхность не имели каких-либо раковин и инородных включений. Торцевые плоскости соединительных элементов должны быть строго под прямым углом относительно осей проходов.
Основные типы фитингов
В зависимости от способа соединения с металлотрубой фитинги бывают нескольких видов: сварные, обжимные, резьбовые и фланцевые. Каждый из них имеет свои достоинства и недостатки.
Муфты приварного типа
Сварные фитинги, именуемые как сегментные, относятся к числу неразборных элементов. Они не подлежат демонтажу и повторному применению. Сегментные детали применяют для трубопроводов, эксплуатируемых при температуре от -70°С до +450°С с рабочим давлением системы в пределах 16 МПа.
Главным отличием таких изделий является то, что их концы имеют гладкую поверхность. Принцип подбора основывается только на идентичности характеристик и размеров состыковываемых труб и соединительных элементов.

Сварной тип фитингов в плане размерного ряда является наиболее универсальным, поскольку практически не имеет ограничений в диаметрах
Фитинги под сварку применяют при прокладке коммуникаций, которые помещены внутрь конструкций и не требуют замены конструктивных элементов в течение долгого периода.
Ввиду трудоемкости монтажа сварные фитинги применяют на трубопроводах нефтяной и газовой промышленности. Для создания герметичных соединений монтаж поручают квалифицированным специалистам, работающим на специальном оборудовании.
Элементы с винтовой резьбой
Резьбовые фитинги, применимые для состыковки газо- и водопроводных стальных труб, производят с цилиндрической винтовой резьбой. Их применяют при сборке магистралей, температурный режим транспортируемой жидкости которых не превышает +175°С. Как правило, такой тип соединения выбирают для трубопроводов диаметром до 50 мм.

Резьба может быть нанесена как на внутреннюю, так и наружную стенку изделия; ее длина может быть любой и зависит от размеров деталей и соединяемых материалов
Резьбовые фитинги из нержавеющей легированной стали широко применяются в строительной, химической, нефтяной и газовой промышленности. Но основное применение они нашли именно при обустройстве водопроводных сетей и отопительных систем.
Среди начинающих мастеров и непрофессиональных сантехников широкой популярностью пользуется простой в исполнении способ соединения, именуемый как «американка». Свое название он получил в честь страны, в которой был запатентован. Основными элементами такого соединения выступает корпус и накидная гайка.

Чтобы предупредить саморазвинчивание конструкции, поверх основной гайки навинчивается еще один стальной фитинг – контргайка. Она прижимает и фиксирует детали
Одна из половинок «американки» наворачивается на короткую резьбу первой трубы, а вторая – на ответный патрубок. Затем обе половинки скручиваются с помощью надетой на фитинг накидной гайки. Высокая степень герметизации достигается за счет уплотнителя. Но для ее улучшения многие мастера все же «по старинке» прокладывают льняные волокна.
Особенности обжимных муфт
Надежно соединить трубы без задействования сварки и резьбы можно посредством установки обжимных фитингов. Они выпускаются с одним или двумя уплотнительными кольцами, изготовленными из гибких эластичных материалов. Преимущественно их применяют при необходимости состыковки элементов трубопровода, имеющих одинаковый диаметр.

Элементы, оснащенные одним кольцом, применяют при обустройстве бытовых водопроводных систем, с двумя – для обвязки магистралей, находящихся под высоким давлением (+)
Конструкция обжимных элементов для стальных трубопроводов практически не отличается от фитингов для металлопластиковых труб или «собратьев» из полимеров.
Она включает три основных элемента:
- корпус;
- прижимное кольцо и зажимная гайка
- уплотнительное кольцо.
Принцип соединения отрезков трубопровода посредством обжимных фитингов построен на том, что уплотнительное кольцо и резиновая прокладка под нажатием накидной гайки плотно прилегают к поверхности. Затягивается обжимное кольцо с помощью ручного или автоматического пресса.
При соединении труб посредством установки обжимных фитингов допускается отклонение от оси в пределах трех градусов.
За счет плотного прилегания эластичной уплотнительной прокладки, придавленной прижимными кольцами и корпусом обжимного фитинга, и создается герметичное соединение
В плане механической прочности обжимной способ несколько проигрывает тому же сварному или резьбовому соединению. Чтобы вырвать трубу из узла, достаточно приложить немного физических усилий.
По этой причине обжимные фитинги довольно редко задействуют при обустройстве трубопроводов, предназначенных для транспортировки горячей воды.
Хоть обжимные фитинги и принадлежат к числу разборных систем, но в случае выхода из строя одного из конструктивных элементов заменять приходится весь блок.
Конструкция фланцевых фитингов
Не уступает по прочности и долговечности фланцевое соединение. По этой причине его успешно применяют при монтаже систем, которые транспортируют агрессивные среды под высоким давлением.
В бытовых коммуникациях – водопроводах и теплосетях – его применяют довольно редко. Это обусловлено тем, что увеличенная за счет большого диаметра фланца толщина трубопровода становится неудобной в плане монтажа и малопривлекательной в плане эстетики.

Фланцы представляют собой сборные конструкции, основным элементом которых выступают металлические шайбы с нанесенными на поверхность выступами, пазами и соответствующими впадинами
В комплект арматуры входят:
- парные диски;
- гайки с болтами для стягивания плоскостей;
- герметизирующая прокладка из резины, графита или паронита.
Количество и размеры болтовых отверстий фланцевых соединений определяется производителем в соответствии с ГОСТом. Крепление самой арматуры к трубе чаще всего осуществляется посредством сварки или с помощью нанесенной на внутреннюю поверхность фланца резьбы.
Если сравнивать перечисленные виды, то наибольшее распространение получили обжимные и резьбовые фитинги. Секрет такой популярности заключается в возможности создавать герметичные соединения, а также повторно демонтировать изделия с тем, чтобы использовать их многократно.
К тому же монтаж таких съемных элементов производится легче и быстрее, нежели в сварных соединениях.
Технология монтажа резьбового фитинга
В том, чтобы установить стальной фитинг на трубу, нет ничего сложного. Для примера рассмотрим технологию монтажа муфты резьбового типа.
Набор инструментов, необходимый для проведения работ:
- ;
- газовый и разводной ключи;
- ручной клупп, оснащенный держателем;
- герметизирующий материал.
Чтобы повысить герметичность резьбового соединения трубопроводов, предназначенных для транспортировки холодной и горячей воды, применяют пропитанную суриком льняную прядь или ФУМ-ленту.
Для магистралей с теплоносителем, температура которого выше 100°С, в качестве уплотнителя используют пропитанную графитом льняную прядь, переплетенную с асбестовым шнуром.
Все виды фитингов для сборки трубопроводов из стальных труб выпускают с наружной и внутренней резьбой. Есть соединители с одной внутренней, другой наружной резьбой, переходники с резьбами разного размера
На стальных трубах выполняют метрическую и трубную резьбу. Они отличаются по углу среза витков и шагу нарезки. Размер первой указывают в мм, второй - в дюймах
Резьбу для соединения стальных труб и установки на них фитингов непосредственно на объекте нарезают ручным или электрическим клуппом. Для обработки уже установленной трубы ручной инструмент оснащают трещеткой
Все варианты резьбы, формируемой на стальных трубах, делят на две группы: короткие и длинные. Короткую резьбу применяют для монтажа фитингов, длинную для линейных соединений сгонами
Для производства наружной нарезки клуппы снабжены плашками - деталями в виде раструбов с внутренними зубцами. Витки внутренней резьбы нарезают метчиками
Так как размеры резьбы фитингов унифицированы, то для нарезки резьбы на трубе нужно просто подобрать метчик и плашку с соответствующим типом и шагом нарезки
При выполнении соединения наружную резьбу сначала обрабатывают белилами или суриком, затем на нее наматывают сантехнический лен или полимерный нитяной уплотнитель
Все виды фитингов устанавливают на стальные трубы вручную, после чего затягивают раздвижным ключом. При затягивании важно прилагать максимум усилий
Достоинства и недостатки соединения стальных труб на резьбе
Технология соединения стальных труб на резьбе может показаться устаревшей или даже примитивной. Особенно на фоне появления новых способов стыковки, таких как муфтовые безрезьбовые соединения типа «ГЕБО».
Тем не менее, технология соединения на резьбе была и остается основной в ситуациях, когда нет возможности использовать сварку, требуется быстро собрать линию трубопровода, имея под рукой лишь ограниченный набор деталей и инструментов.

Общие сведения
Использование резьбы оказалось очень удобным для соединения двух элементов цилиндрической формы. Понятно, что резьбовое соединение используется только при условии большой толщины стенок труб. Иначе профиль резьбы, накатанной или нарезанной на поверхности соединяемого участка, может ослабить металл.
Для стыковки элементов магистрали может использоваться коническая и цилиндрическая резьба. Первая применяется преимущественно в машиностроительном оборудовании, вторая используется для стыковки водопроводных и газовых труб.
Схемы стыковки участков трубопровода:
- Классическая схема болт-гайка. Один из соединяемых отрезков должен иметь внутреннюю резьбу, второй – наружную резьбовую накатку или нарезку. Чаще всего в этом случае либо стыкуются трубы разного диаметра (но тогда толщина стенки должна быть не менее 6 мм), либо на конце приварена толстостенная муфта. Так как один из отрезков должен вращаться, то стык получается неразборным. Поэтому применяется преимущественно на закрытых участках водопроводов и подводах бытового газа.
- Схема с использованием дополнительных деталей. Между торцами стальных труб монтируются и скручиваются по резьбе промежуточные элементы с внутренней и наружной резьбой. Один из соединяемых отрезков может вращаться, но чаще всего конструкция соединения позволяет разобрать узел без необходимости выкручивать основную трубу.
Прямолинейные участки стыкуются резьбовыми муфтами, ниппелями и сгонами. Если требуется соединение под прямым углом или необходимо состыковать в одной точке сразу три или четыре отрезка, то дополнительно применяются уголки или кресты. По сути, это те же муфты, но более сложной формы, с нарезанной внутренней резьбой.
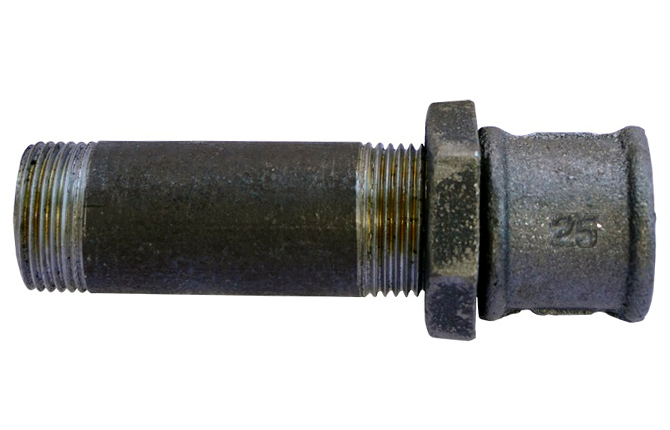
Сгон представляет собой отрезок трубной заготовки с нарезанной с двух сторон резьбой. Причем длина резьбового участка для каждого торца отличается.
Муфта может выполняться в виде отрезка стальной трубы со стенками большой толщины. Внутри нарезана резьба, аналогичная той, что выполнена на сгоне или на ниппеле. Муфтой также называют бронзовый тонкостенный фитинг, у которого по внутренней поверхности с разных концов нарезается правая и левая резьба соответственно.
Обязательный элемент разборного соединения – поджимная контргайка. Она наворачивается для обеспечения герметичности и прочности соединения.
Требования к соединительным элементам
Диаметр стальных труб, используемых в водопроводах, определяются в дюймах. Соответственно, размер резьбы как для трубных отрезков, так и для муфт, сгонов, ниппелей также измеряется в дюймах. Такой подход позволяет избежать путаницы при нарезке резьбы. Плашки для резьбовых участков стальных труб также маркируются в дюймах.
Установлены определенные требования по длине резьбового участка и параметрам резьбы:
Размеры резьбового участка, его длина, количество ниток привязаны к диаметру и толщине стенки стальной трубной заготовки. Параметры подобраны так, чтобы соединение двух труб получалось надежным, при этом стенка водопроводной магистрали не ослаблялась резьбовым профилем, всегда оставался запас прочности.
При покупке деталей для стыковки стальных труб нужно обращать внимание на параметры резьбового участка, симметричность профиля, одинаковую высоту вершин по всей длине нарезки.
Большинство деталей, используемых в соединениях, изготавливают из стальных заготовок полукустарным способом с помощью плашек или нарезают резцом на токарном станке. Требования ГОСТа могут не выдерживаться.
Один и тот же профиль часто с нарушением технологии нарезается как на легкой заготовке, так и на тяжелой стальной трубе. При том, что на тонкостенных заготовках профиль не режется, а накатывается. Из-за брака соединение выходит из строя в первый же год эксплуатации.
Виды разъемных соединений
Стыковка двух участков водяной или газовой трубы одного диаметра может выполняться тремя способами:
- стяжка муфтой и контргайкой;
- соединение двух стальных труб длинной муфтой с правой и левой резьбой;
- сгоном и двумя муфтами.
Конкретную схему стыковки стальных труб выбирают в зависимости от места предполагаемого соединения, наличия поворота, врезки водопроводного крана или места разветвления коммуникаций.
Стыковка двух стальных труб с помощью пары муфта-контргайка
Данный тип соединения считается доступным в применении для всех желающих. Способ подходит для сборки или наращивания линии стального водопровода из трубных заготовок с предварительно нарезанной на концах резьбой. Предполагается, что подсоединяемый отрезок может вращаться вокруг оси.
- Накручивают до упора контргайку на резьбе основной трубы, выполняют подмотку резьбового участка ФУМ-лентой. Наворачивают муфту, не доходя до контргайки 4-5 мм.
- Наворачивают контргайку и выполняют подмотку лентой ФУМ второй трубы.
- Совмещают торец с резьбой с входом в муфту, приподнимают трубную заготовку на одну линию с основной трубой. Придерживая трубным ключом, вворачивают вторую часть по внутренней резьбе. Сначала нужно провернуть рукой, затем дожать ключом.
После того как вторая трубная заготовка плотно вошла по муфтовой резьбе, притягивают контргайки и зажимают уплотняющий материал.
Таким способом ставят задвижки, врезают треугольники для ветвления водопроводной магистрали.
Соединение длинной муфтой
Зачастую в процессе ремонта или сборки водопровода нет возможности вращать хотя бы одну из сращиваемых половинок. В лучшем случае можно продвинуть по оси или отогнуть одну из труб в сторону на 10-20 мм.
В такой ситуации соединение выполняется с помощью длинной муфты, исполнение «2» по ГОСТу-8955-75. У детали на входе и выходе есть правая и левая резьба. Длина каждого участка невелика, например, для дюймового сечения не превышает 16 мм.

Длинная муфта удобна для соединения стальных труб после ремонта, например, из линии водопровода пришлось выбросить тройник или кран. Остались лишь две половинки трубы с резьбой.
Чтобы выполнить соединение, нужно очистить резьбу от старой подмотки. На ней не должно быть вмятин, коррозии. Допускается точечное повреждение ниток не более чем на 10% поверхности. На каждую трубу наворачивают по стальной контргайке, подматывают ФУМку.
Направление вращения подмотки при укладке ФУМ-ленты на профиль резьбы для каждой половины отличается. Материал наматывают по ходу вращения корпуса.
После укладки уплотнения нужно слегка развести концы стальных труб вдоль оси на величину 35-45 мм. Далее вставить между ними длинную муфту и ввести торцы труб внутрь, стараясь не допустить перекоса. Остается провернуть корпус рукой, чтобы попасть в зацепление с первым витком резьбы с каждой стороны.
Если резьба совпала, то заворачивают трубным ключом, после чего поджимаем стальные контргайки с каждой стороны.
Соединение сгоном, двумя муфтами и контргайкой
Данный способ соединения самый простой и одновременно самый массовый. Он интересен тем, что с помощью пары муфт и сгона произвольной длины можно соединить две стальные трубы, между торцами которых может быть расстояние 110-300 мм.
Использовать стальной сгон большей длины не имеет смысла. Для водопроводов сечением в 1/2-3/4 дюйма рекомендуется использовать сгоны по 110 мм, для дюймовых – 130 мм.
Единственным исключением является использование сгонов длиной по 300 мм для подключения водяных радиаторов к стоякам отопления.
Соединение стальных труб подобным способом возможно при условии нормального качества профиля на резьбовом участке. Обычно на старых стыках страдают первые витки резьбы из–за коррозии или неумелого обращения с инструментом.
Если осталось хотя бы несколько «здоровых» витков, всегда можно дорезать резьбовой профиль на стальной трубе до требуемых 20-25 мм. Для этого потребуется как минимум один помощник, плашка хорошего качества с держателем, парочка трубных ключей, деревянные бруски и проволока.
Одному из работников придется закрепить бруски на водопроводе и удерживать ключом трубу от проворачивания. Второму – смазать резьбой участок литолом или «собачьим салом», завернуть плашку до упора. Далее, проворачивая за раз трубным ключом плашку на небольшой угол, попытаться сделать хотя бы несколько витков.
Поврежденные витки на конце стальной трубы нужно обрезать болгаркой, напильником сбить стальные заусенцы. На новой кромке сделать входную фаску, иначе завернуть муфту будет невозможно.
Длина сгона должна быть меньше расстояния между торцами соединяемых магистралей на 5-6 мм.
Само соединение стальных труб выполняется в следующей последовательности:
- Внутрь на витки контргайки уложить небольшое количество порошка графитовой смазки (на кончике жала шлицевой отвертки). Удерживая контргайку в вертикальном положении, завернуть сгон длинным резьбовым участком вперед. Несколько раз прогнать гайку по всей длине, чтобы резьбовой профиль раздавил и равномерно разогнал порошок по всей резьбе. Его остатки сдуть.
- В дополнение к имеющейся на длинной резьбе контргайке, завернуть муфту. Пару нужно будет довернуть до конца участка, но не затягивать. С противоположного конца сгона с коротким резьбовым участком завернуть вторую муфту, но уже с подмоткой резьбового профиля ФУМ-лентой.
- На соединяемых концах водопровода оба резьбовых участка подмотать ФУМкой. На любой из концов магистрали наворачивается муфта со сгоном, которая на короткой резьбе. Соединение затянуть трубным ключом.
- Согнать муфту с длинного резьбового участка сгона на подмотанную резьбу. Сгон в этот момент зафиксировать и удерживать от проворачивания трубным ключом.
Соединение выполнено, и можно оценить качество работы. Если претензий по перекосам, герметичности или оставшейся резьбе на соединяемых участках нет – подмотать пропитанную паклю между торцом муфты и контргайкой и затянуть последнюю до упора.
После проверки стык обработать антикоррозийным раствором и после сушки окрасить пентафталевой эмалью.
Достоинства и недостатки соединения на резьбе
Правильно собранный узел может прослужить 25-30 лет без ремонта. Сгон, муфта, контргайка стоят недорого, просты в изготовлении даже в кустарных условиях.
При необходимости всегда можно разобрать соединение, заменить поврежденный элемент, намотать уплотняющую ленту. После чего узел будет служить столько же, сколько и сам трубопровод.
§ 35. Соединение стальных труб на резьбе
Соединительные части изготовляют с цилиндрической резьбой.
Для соединения стальных труб на резьбе используют соединительные части (фитинги) из ковкого чугуна и стали. Соединительные части из ковкого чугуна применяют для трубопроводов, по которым проходит вода или пар температурой не выше 175° С и давлением до 1,6 МПа при диаметрах условного прохода не более 40 мм и до 1 МПа при диаметрах от 50 до 100 мм. Соединительные части из стали используют для трубопроводов всех диаметров при давлении до 1,6 МПа. Фитинги из ковкого чугуна на концах имеют утолщения — буртики, необходимые для большей прочности.
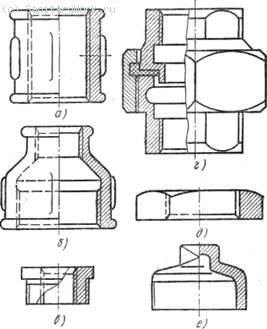
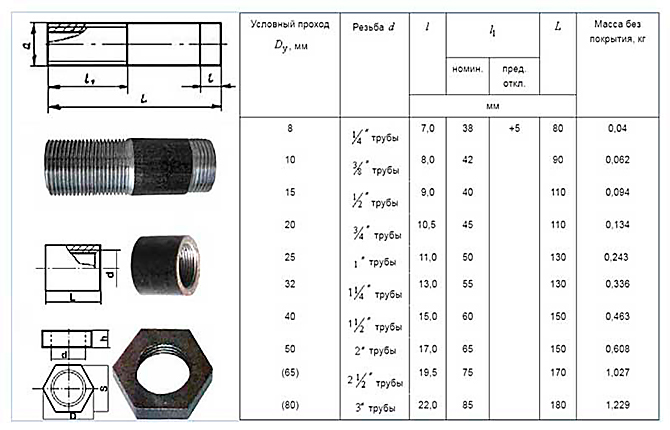
Рис. 64. Соединительные части из ковкого чугуна для соединения труб по прямой:
в — прямая муфта, б — переходная муфта, в —футорка, г.— соединительная гайка, д — контргайка, е — пробка
У фитингов из стали на концах нет буртиков.
Фитингами из ковкого чугуна с цилиндрической резьбой для соединения труб по прямой (рис. 64) и для заглушки концов являются муфты прямые и переходные, соединительные гайки, футорки, контргайки, пробки.
Для соединения труб под углом и устройства ответвлений применяют следующие фитинги из ковкого чугуна (рис. 65): угольники прямые и переходные, тройники прямые и переходные.
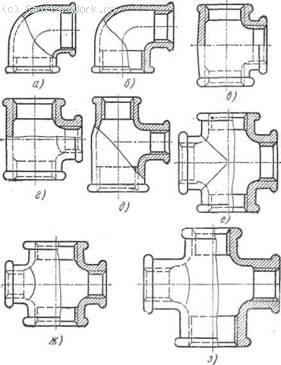
Рис. 65. Соединительные части из ковкого чугуна для соединения труб под углом и устройства ответвлений: а — прямой угольник, б—переходный угольник, в — прямой тройник, г — переходный тройник, д — тройник с двумя переходами, е — прямая крестовина, ж — переходная крестовина, з — крестовина с двумя переходами
Торцы фитингов должны быть ровными и перпендикулярными к оси соединительной части. Внутренняя и наружная резьбы должны быть чистыми, без заусенцев и рванин и нарезанными точно по осевым линиям фитингов. Допускаются участки с сорванной резьбой, если их длина в сумме не превышает 10% длины резьбы.
При резьбовых соединениях, чтобы обеспечить непроницаемость стыка, применяют уплотнительный материал— лен, асбест, натуральную олифу, белила, суриковую и графитную замазку. При цилиндрических резьбовых соединениях труб, по которым транспортируется холодная и горячая вода (температурой до 100° С), уплотнительный материалом служит льняная прядь, пропитанная суриком или белилами, замешанными на натуральной олифе.
Для трубопроводов с теплоносителем температурой более 100° С в качестве уплотнительного материала применяют асбестовый шнур вместе с льняной прядью, которые пропитывают графитом, замешанным на натуральной олифе. Резьбу вначале промазывают суриком или белилами. На короткую резьбу льняную прядь наматывают со второй нитки от торца трубы по ходу резьбы тонким ровным слоем «врасстилку», без обрыва. Прядь, которая должна быть сухой, необходимо предварительно тщательно рассучить, чтобы волокна хорошо отделялись. Намотанную прядь сверху по ходу резьбы промазывают разведенным суриком. Прядь не должна свисать с конца трубы или входить внутрь трубы, так как это может вызвать засорение трубопровода.
Соединительные части нужно навертывать на трубы до отказа, т. е. так, чтобы они заклинились на последних двух конусных нитках (сбеге) резьбы, чем обеспечивается герметичное соединение.
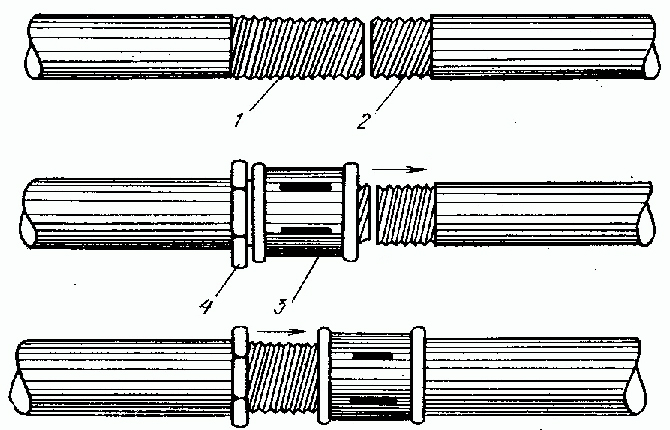
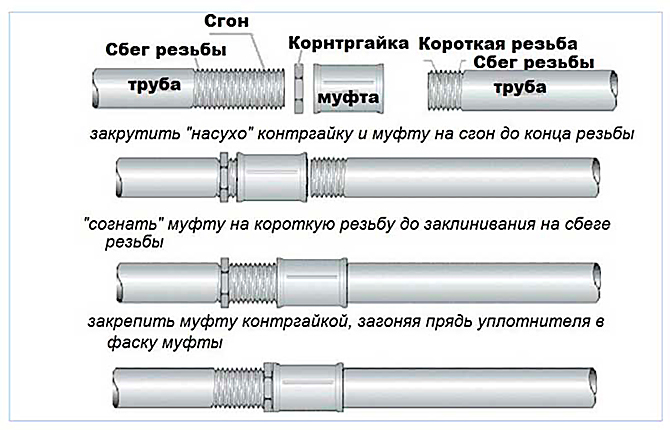
Кроме короткой резьбы трубы соединяют и на длинной резьбе, применяя сгоны. Стандартные сгоны длиной ПО мм изготовляют для труб диаметром 15 и 20 мм, 130 мм — для труб диаметром 25 и 32 мм и 150 мм — для труб диаметром 38—50 мм. Сгон длиной 300 мм устанавливают на стояках отопления. Компенсирующий сгон длиной 130 мм изготовляют для труб диаметром 15 и 20 мм и 140 мм — для труб диаметром 25 и 32 мм и устанавливают у нагревательных приборов.
Соединяют сгон следующим образом. На длинную резьбу насухо навертывают контргайку и муфту. Свинчивая муфту с длинной резьбы, ее навинчивают до конца короткой резьбы, применяя уплотнительный материал. Затем наматывают у торца муфты по ходу резьбы свитый в жгутик уплотнительный материал, и контргайку плотно подгоняют к муфте. Жгутик помещается в фаске муфты и препятствует просачиванию воды или пара по резьбе. Если в муфте отсутствует фаска, жгутик уплотнительного материала выдавливается контргайкой и соединение не будет достаточно плотным. Места соединения труб очищают от выступающего уплотнительного материала ножовочным полотном.
Асбестовый шнур со льном наматывают от сбега к началу резьбы, что позволяет более плотно уложить его на резьбе и не сбить при навинчивании фасонной части.
Вместо льна, сурика и олифы для уплотнения резьбовых соединений применяют уплотнительную ленту на основе фторопластов — ленту ФУМ. Эта лента состоит из фторлона 4Д (80—84%) и вазелинового масла для смазки (20—16%). Фторлон 4Д стоек ко всем минеральным кислотам, щелочам и другим коррозионным средам. Для уплотнения резьбовых соединений используют ленту шириной 10—15 мм и толщиной 0,08—0,12 мм. Поверхность ленты должна быть ровной, без разрывов и вздутий. По внешнему виду лента белого цвета; допускается наличие небольших оттенков и пятен. Ленту ФУМ применяют при монтаже систем водоснабжения, отопления и газопроводов, а также при монтаже технологических трубопроводов, транспортирующих среду температурой от —50 до 200° С.
Рис. 66. Уплотнение резьбовых соединений лентой ФУМ
При использовании ленты ФУМ резьбу предварительно очищают от загрязнения, протирая ее ветошью; затем на резьбу наматывают ленту по направлению резьбы, как показано на рис. 66, после чего навертывают фитинг или арматуру. На трубы диаметром 15—20 мм ленту наматывают в три слоя, а на трубы диаметром 25—32 мм — в четыре слоя. При выполнении разъемных соединений (стонах) между муфтой и контргайкой наматывают жгут из трех слоев той же ленты. Если резьбовое соединение не обеспечивает герметичности и появляется необходимость замены уплотняющего материала, резьбу нужно хорошо очистить от ленты и заново произвести соединение с соблюдением всех указанных выше операций.
Сваривать трубу следует до уплотнения резьбового соединения лентой ФУМ. Если необходимо выполнить сварной стык после уплотнения резьбового соединения, последнее должно быть расположено не ближе чем на 400 мм от места сварки.
Трубы соединяют также с помощью гаек. Для этого на обоих концах соединяемых труб нарезают короткие резьбы и навинчивают на уплотнительный материал штуцера соединительных гаек. Затем, поставив между соприкасающимися плоскостями штуцеров прокладку из тряпочного картона, проваренную в олифе, или паронитовую прокладку (для пара)г штуцера стягивают накидной гайкой.
При соединении труб с муфтовой арматурой трубы нарезают с уменьшенной короткой резьбой, соответствующей длине резьбы на арматуре.
Водогазопроводные трубы на резьбе соединяют с помощью трубных ключей разных конструкций — рычажных, раздвижных и накидных.
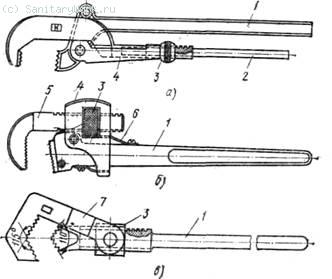
Рис. 67. Трубные ключи: а — рычажный, б — раздвижной, в —накидной; 1 — неподвижный рычаг, 2— подвижный рычаг, 3—гайка, 4 — обойма, 5—подвижная губка, 6 —пружина, 7 — накидная губка
Трубный рычажный ключ (рис. 67,а) состоит из неподвижного рычага 1, соединенного с подвижным рычагом 2 обоймой 4. Степень раскрытия губок регулируют гайкой 3. Ключи изготовляют пяти размеров: № 1 для труб диаметром от 15 до 25 мм, № 2 — диаметром от 15 до 38 мм, №3 — от 15 до 50 мм, №4— от 20 до 75 мм и №5 — от 25 до 100 мм.
Раздвижной ключ (рис. 67,6) состоит из рычага I, подвижной губки 5, соединенной с рычагом обоймой 4,
Ключ регулируют по диаметру трубы гайкой 3. Пружина 6 служит для отжатия вверх подвижной губки.
Трубный накидной ключ (рис. 67,в) состоит из рычага 1, головки с гайкой 3, с помощью которой он соединен с рычагом. Такие ключи применяют для свинчивания труб диаметром от 15 до 75 мм.
Трубные ключи требуют тщательного ухода, систематической очистки, смазывания винтов и шарнирных соединений машинным маслом. Не разрешается работать неисправными ключами, в том числе ключами со сработанными губками. Такие ключи при работе соскакивают с труб и могут причинить ушибы и ранения.
Не следует работать ключами, номера которых не соответствуют диаметру свинчиваемых труб, так как труд при этом малопроизводителен, а ключи быстро становятся непригодными.
Запрещается надевать обрезки труб на рычаги ключей для увеличения силы, прилагаемой к ключам, так как от этого рычаги гнутся и ключи становятся непригодными для работы.
Сборка и сварка труб нефтяных и газовых трубопроводов

Сварка магистральных нефтепроводов и газопроводов на территории России и СНГ — это комплекс трудоемких процессов, усложненных труднопроходимой местностью. В большинстве случаев, транспортировка производится на значительные расстояния, что требует поддержания постоянного давления на должном уровне. Это накладывает особые требования к контролю технологического процесса и качества используемых материалов и оборудования. Последствием не добросовестного выполнения сварочных работ и вовлечения не качественных материалов станет незапланированный ремонт и дополнительная, дорогостоящая работа с разработкой специальных мероприятий, а также не исключена экологическая катастрофа. Рассмотрим вопрос сварочных работ подробно, включая виды и назначение, ключевые элементы и этапы процесса, особенности «ручного» и «автоматического» методов», требования к безопасности и качеству.
Виды и назначение трубопроводов
- По назначению:
- для нефти и нефтепродуктов;
- «газовые»;
- гидроприводы (транспортировка полезных ископаемых);
- водопровод;
- паро и теплопроводы;
- осуществление подачи кислорода и перекачки воздуха;
- транспортировка аммиака.
- По способу прокладки:
- Наземные — монтируется на сваях, либо эстакадах с использованием подвижных и не подвижных опор. Как правило, при таком технологическом решении необходима теплоизоляция трубопровода.
- Подземные — укладывают в траншеи, обычно на глубину промерзания грунта. В таком случае требуется только наружное гидроизоляционное покрытие труб и зон сварных стыков, теплоизоляция не нужна.
- Подводные — располагают по дну какого-либо водоема, болота с установкой балластирующих устройств (пригрузов). Также могут проходить в специальных защитных футлярах, расположенных в грунте дна при пересечении рек и других водных преград. Как правило, такие футляры протаскивают методом горизонтально-направленного бурения.
- Плавучие — редкое технологическое решение, трубопровод находится на поверхности водной преграды, крепится специальными поплавками. (обычно используется для для транспортировки пульпы).
- По масштабу:
- Магистральные — имеют существенную протяженность и необходимы для дальнего транспорта нефти и газа.
- Промысловые — располагаются на территории месторождения, используются для транспортировки нефтяных и газовых минеральных ресурсов от добывающих скважин к месту их комплексной подготовки, обработки и очистки.
- Технологические — располагаются также на территории месторождения, как правило на кустовых площадках и является некой обвязкой технологического оборудования между собой и скважинами.
Виды стыков труб и требования к сварке трубопроводов
Сборка нефтепроводов и газопроводов практически одинаковы. Рассмотрим виды сварных стыков и их контроль в процессе сварки.
Сварные соединения делятся на:
- Стыковые — является основным видом соединением при сварке металлических труб, отводов, тройников, переходов и запорной арматуры. Сварной шов проходит по торцу труб или деталей трубопровода;
- Угловые — достаточно редкое соединение, используется при отсутствии возможности уставки тройника или его отсутствия;
- Нахлесточные — при таком соединении, как правило труба меньшего диаметра плотно вставляется в трубу большего диаметра. Также при таком соединении часто используют соединительные муфты. Сварной шов проходит по телу трубы;
Основные требования к сварке трубопровода заключаются в соблюдении норм и правил, указанных в таких документах как: СП 406.1325800.2018, ВСН006-89, ВСН005-88.
Сварочные работы должны производится в соответствии с разработанной технологической картой на сварку труб конкретного диаметра и толщины стенки. В технологической карте указывается все параметры сборки стыка, температура его подогрева, условий при которых не допускается вести сварочные работы, применяемые сварочные материалы и значения сварочного тока при сварке корневого, заполняющих и облицовочного слоёв.
Очистка и подготовка труб
Пред сваркой труб или деталей, кромки должны быть полностью подготовлены и зачищены с внутренней и наружной стороны от любых посторонних загрязнений. Как правило, это попавший внутрь при перемещении снег или грунт, а также масляные загрязнения. Способы очистки зависят от характера загрязнения:
- При масляных загрязнениях применяют бензин и растворители
- Ржавчину удаляют вручную, используя абразивные круги, щетки и скребки
- Снег, грунт убирают лопатой
Торцы труб или деталей должны быть зачищены до металлического цвета. Недобросовестная очистка кромок может повлечь за собой выявление критичных дефектов, в следствии которых понадобится ремонт или вырез сварного стыка.
Способы сварки трубопроводов
Способы сварки трубопроводов разделяют на термические и термомеханические
- Термические (дуговая, газовая, плазменная, лазерная и электронно-лучевая сварка);
- Термомеханическая (стыковая сварка контактного типа и сварка посредством магнитоуправляемой дуги);
Существует отдельная классификация методов сварки трубопроводов, в качестве основного критерия разделения выступает тип носителей энергии, сюда можно отнести дуговая, газовая, плазменная, лазерная.
По условиям формирования соединения можно выделить два основных способа сварки: свободное и принудительное формирование сварочного шва, выбор конкретного способа зависит от специфики поставленной задачи.
С точки зрения защиты участков сварки можно выделить сварку под флюсом, в газовой среде, с использованием специальной электродной проволоки.
В рамках осуществления сварки промысловых и магистральных трубопроводов в большинстве случаев отдается предпочтение использования дуговых методов сварки. Практика показывает, что больше половины всех стыков на магистралях свариваются за счет автоматической дуговой сварки под флюсом. Такой способ сварки актуален для тех случаев, которая имеет доступ к вращению стыка. Сварка трубопроводов под флюсом активно используется в автоматизированном формате в рамках производства двух- и трехтрубных секций, их диаметр может варьироваться от 219 до 1420 мм. Если отсутствует возможность для использования механизированных методов, отдается предпочтение дуговой сварке в ручном формате (РЭД).
Ручная дуговая сварка является универсальным способом, который реализуется при различных положениях стыка в пространстве. В рамках сварочного процесса осуществляется ручное перемещение электрода по периметру стыка, скорость подбирается индивидуально. Средний показатель варьируется от 8 до 20 м/ч.
Сварка в газовой среде разделяется на следующие виды: по типу защитного газа – сварка в инертных газах, в активных газах, в сочетании инертного и активного газов. По типу электрода – плавящимся и неплавящимся, изготовленным из вольфрама, электродом. По степени механизации – ручной метод, механизированный, автоматизированный.
Дуговая сварка в защитных газах используется для сварки любых металлоконструкций, а также труб и деталей трубопровода. Такой способ сварки позволяет выполнять сложные соединения в разных положениях. Производительность сварки шва при ручной методе составляет от 8 м/ч до 30 м/ч, средний показатель для механизированной и автоматизированной сварки составляет от 20 м/ч до 60 м/ч.
Электродуговая сварка «вручную»
Сварка нефтегазопроводов дуговым методом бывает ручная и автоматическая. Особенности первого варианта заключаются в возможности применения для любых условий, независимо от положения стыка труб (вертикального, горизонтального, потолочного или нижнего). Недостаток – скорость работ ниже в сравнении с автоматическим способом (20 м/час против 60 м/час). Далее рассмотрим весь процесс поэтапно.
Пример технологической карты на сварку труб
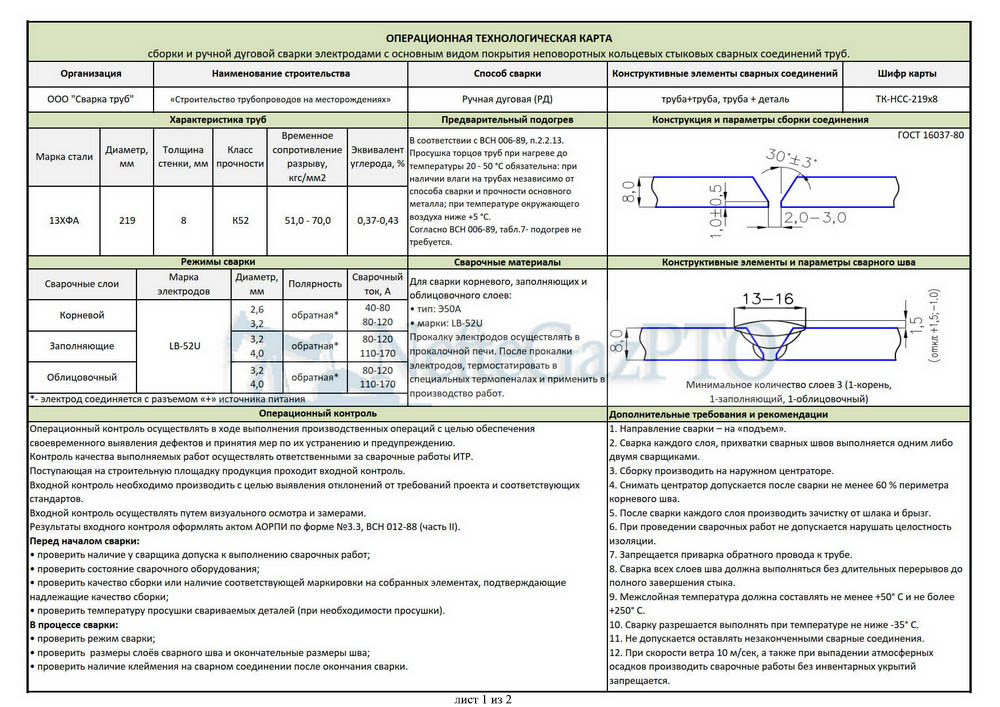
На обратной стороне (или на втором листе) расписана информация по всем этапам сварки, такими как: очистка труб, подготовка кромок, сборка, подогрев, сварка, контроль стыка.
Для фиксации сварных стыков необходимо вести журнал сварки труб например по форме 2.6 ВСН о12 -88, часть 2
Подготовка кромок труб
Сборка и сварка труб с внутренним антикоррозийным покрытием отличается от сварки без внутреннего покрытия. В целях антикоррозионной защиты сварного стыка изнутри, предусматривают использование втулки внутренней защиты стыков. Такие втулки, как правило применяют на нефтепроводах, так как необходимо внутреннее антикоррозионное покрытие труб, деталей трубопровода и сварных стыков.
Подготовка кромок труб под сварку без втулок внутренней защиты

Сборка и сварка труб должна производится строго по разработанной технологической карте. Технологическую карту разрабатывают и утверждают специалисты НАКС III уровня.
Подготовка кромок труб под сварку с применением внутренних защитных втулок

Подготовка к сварке кромок труб с применением втулок аналогична подготовке без применения втулок (смотри п.1-7). Добавляется лишь работы по подготовке к установке втулки:
- Очистить внутреннюю поверхность труб от всех загрязнений на ширину 60-110мм. от торца для нанесения мастики на соединяемых трубах.
- Приготовить мастику путем соединения смолы и отвердителя в соотношении 1:1 вводя по порциям отвердитель в смолу, при тщательном перемешивании специальной насадкой на электродрель.
- Внимание: Работоспособность с мастикой при температуре от –20°С до + 50°С не более 1 часа, поэтому необходимо предусмотреть расход всей мастики в течение часа.
- Обезжирить поверхности.
- Обезжирить наружную поверхность втулки от торца до резинового кольца (уплотнителя).
- Отметить по разметочному шаблону зону нанесения мастики
Сборка стыка (без втулки)
На данном этапе производится совмещение кромок свариваемых труб и соединяемых деталей с соблюдением соосности. Сборка стыков трубопроводов осуществляется в следующем порядке:

Сборка стыка с применением втулок внутренней защиты


- Нанести мастику шпателем (обычно идет в комплекте со втулкой) на подготовленную внутреннюю поверхность трубы. Толщина слоя должна быть 2-3 мм. Обратите внимание, на то что не допустимо нанесение мастики на торец (кромку) трубы или детали.
- Вставить втулку в первую трубу до ограничителя.
- Произвести сварку упоров втулки к трубе.
- Повторить пункты 1-3 со второй трубой.
- Осуществить сборку труб на центраторе, обеспечивающий требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка.
- Внутреннее смещение стыкуемых кромок должно быть как правило не более 3 мм. Точные данные указаны в нижерасположенной таблице.
- Наружное смещение не нормируется, однако при выполнении облицовочного слоя шва должен быть обеспечен плавный переход поверхности шва к основному металлу.
- Величина зазора между стыкуемыми кромками труб указана в таблице 4 (выше).
- Зазор зафиксировать прихватками. Количество и длина прихваток указаны в нижерасположенной таблице 6.1 (СП 406.1325800.2018). Прихватки выполнять на тех же режимах, что и для корневого слоя шва. Обработать шлифмашинкой начальный и конечный участок каждой прихватки для обеспечения плавного перехода при сварке корневого слоя шва.
- Срезать и зачистить места прихваток упоров муфт.
Схема втулки внутренней защиты сварного стыка

- Свариваемая труба
- Свариваемая труба
- Внутреннее покрытие труб
- Втулка
- Сварной шов
- Мастика
Подогрев свариваемых кромок
При любых сварочных работах рекомендуется производить подогрев соединяемых кромок, а при сварке труб и деталей трубопровода подогрев является обязательным. Предварительный подогрев минимизирует образование микротрещин, дефектов, а также повышает пластичность металла и уменьшает его напряжение.
Предварительный подогрев необходим при сварке стыка, при сварке прихваток, а также при межслойной температуре ниже +50°С. Подогрев выполняют непосредственно перед сваркой.
Температура предварительного подогрева определяется по таблицам 6.2-6.4 СП 406.1325800.2018 в зависимости от слоя шва



Методы предварительного подогрева:
Газопламенный подогрев зоны стыка
Самый распространённый метод подогрева в полевых условиях при строительстве нефтегазопроводов является газопламенный. Такой метод более мобильный и прост в использовании. В данном методе используется пропан и горелки.
Как правило применяют горелки 2х видов:
Одинарная газосварочная горелка— обычно применяется при подогреве стыков небольшого диаметра (89-530мм.)


Подогреватель стыков труб (Кольцевая горелка многопламенная) также является простейшим инструментом. В сравнении с одинарной горелкой, подогрев происходит более равномерно, что позволяет достигать высокое качество сварки. Применение кольцевой горелки целесообразнее использовать на больших диаметрах труб (630-1720мм.)
Читайте также: