Схема ручной дуговой сварки
Обновлено: 08.07.2024
Ручная дуговая сварка покрытым электродом это – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, защита сварочной ванны обеспечивается расплавлением и разложением компонентов покрытия.
Сварка покрытыми электродами наиболее распатроненный в России способ сварки, занимает самый большой объем в сравнении другими методов сварки. Способ позволяет производить сварку практически любых конструкций и деталей разной сложности, в труднодоступных местах, при разных пространственных положениях сварного шва .
Качество сварных соединений, выполненных ручной дуговой сваркой нельзя гарантировать без строгого соблюдения технологии сварки и операционного контроля за всеми процессами. Начиная от входного контроля материалов сварочных и основных, проверки квалификации сварщиков, соблюдения режимов сварки и окончательного контроля готового сварного соединения.
РД – ручная дуговая сварка;
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.

Движения покрытым электродом при сварке
В процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
Преимущества ручной дуговой сварки:
- применение ручной возможно в различных, самых неудобных пространственных положениях;
- сварки может производится в трудно доступных местах;
- универсальность способа, возможность сваривать изделия различной конфигурации;
- применимость к широкому диапазоны различных марок сталей;
- высокая мобильность.
Недостатки способа:
- мало высококвалифицированных сварщиков;
- невозможно гарантировать качество сварного соединения;
- невысокая производительность сварки;
- неблагоприятные условия труда.
Рациональные области применения:
- сварка металлоконструкций, трубопроводов;
- рационально использовать при сварка коротких швов.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.

Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.
Сварку можно вести слева направо, справа налево,
от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Число слоев шва при сварке
Толщина отдельного слоя не должна превышать 3…5 мм. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Количество слоев шва при сварке стыковых и уголовных соединений:
О технике ручной дуговой сварки читайте в статье Техника ручной дуговой сварки покрытыми электродами
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дуговая сварка. Виды, типы, устройства и схемы дуговой сварки.
Электрическая сварка, при которой нагрев осуществляется под действием электрической дуги, называется электродуговой или дуговой сваркой. Электрическая дуга представляет электрический разряд в газах, возникающий между электродами при определенных условиях. При возникновении электрической дуги газы, занимающие пространство между электродами ионизируются. Температура электрической дуги может достигать 7000оС, при этом электрическая дуга выделяет большое количество световой энергии. Электрическая дуга используется как для сварки, так и для резки металлов. Электродуговая сварка выполняется на переменном и постоянном токе. В процессе сварки свариваемые металлы нагреваются до температуры плавления, а при остывании расплава получается прочное соединение. Электрическая сварка делится на ручную и автоматическую. Сварка электрической дугой производится на открытом воздухе, под флюсом в парах металла и флюса и в защитных газах (аргон, гелий). При сварке и резке металлов применяются угольные и металлические электроды. Электроды делят на плавящиеся и неплавящиеся. Плавящиеся электроды представляют собой металлические стержни с покрытием, прутки, проволоку, пластины. Неплавящиеся электроды выполняют в виде вольфрамовых и углеродистых стержней для контактной сварки.
Сварочные установки могут быть стационарными и передвижными. Стационарная установка представляет собой сварочный пост, укомплектованный источником питания, оборудованием и приспособлениями для сварки. Передвижные сварочные установки должны быть удобными для их перемещения. Как правило, их размещают на тележках в виде агрегатов.
В качестве источника электрической дуги могут применяться сварочные трансформаторы на переменном токе, сварочные выпрямители и сварочные генераторы на постоянном токе. Устойчивость сварочной дуги переменного тока по сравнению с дугой постоянного тока снижается в связи с переходом переменного тока через нуль с частотой 50 Гц.
Электрическая дуга зажигается при напряжении 60–70 В и устойчиво горит при напряжении 20–30 В. Сварочный ток зависит от толщины или диаметра свариваемых деталей и находится в пределах 10–400 А.
Сварочные трансформаторы. В строительном производстве для ручной сварки на переменном токе широко применяют однофазные трансформаторы. Они допускают возможность регулирования сварочного тока изменением реактивного сопротивления сварочной цепи. Это сопротивление можно изменять регулированием воздушного зазора в магнитопроводе дросселя и изменением потока рассеяния. Сварочные трансформаторы работают в повторнократковременном режиме, который характеризуется продолжительностью включения ПВ. Трансформаторы используются как в закрытых помещениях, так и на открытом воздухе.
Сварочные трансформаторы имеют две обмотки (рис. 4.1) – первичную w1, включаемую в электрическую сеть с напряжением 380 или 220 В, и вторичную w2, которая соединяется со сварочной цепью. Обмотки расположены на магнитопроводе 1. Для более устойчивого горения сварочной дуги последовательно со вторичной обмоткой трансформатора w2включается дроссель – реактивная катушка wд с большим индуктивным сопротивлением, расположенная на магнитопроводе 2 с воздушным зазором (рис. 4.1, а). Воздушный зазор создается подвижным стальным пакетом 3. Регулирование тока осуществляется изменением зазора d. Благодаря этому изменяется индуктивное сопротивление сварочной цепи. При уменьшении зазора d сопротивление уменьшается, а ток увеличивается. При увеличении зазора – ток уменьшается.
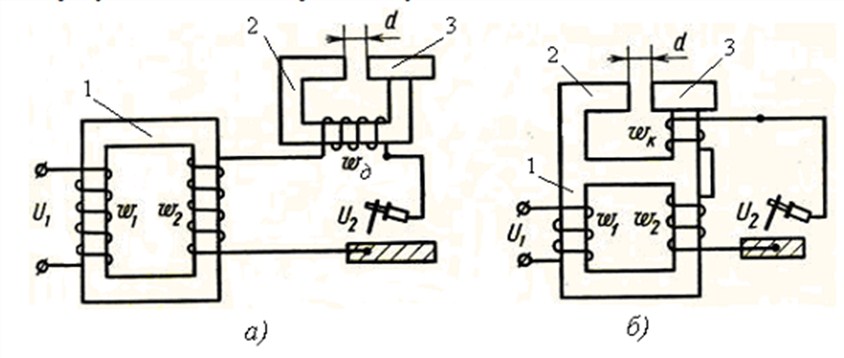
Рис. 4.1. Сварочные трансформаторы: а – с отдельно включаемым дросселем; б – с встроенным дросселем: 1 – магнитопровод; 2 – магнитопровод с зазором; 3 – подвижная часть магнитопровода
Более компактными являются трансформаторы, в которых дроссель встраивается в один корпус с первичной w1 и вторичной w2 обмотками (рис. 4.1, б). В них регулирование сварочного тока также осуществляется изменением воздушного зазора магнитопровода. В цепь сварочного тока последовательно со вторичной обмоткой включается компенсационная обмотка wк. Более совершенными являются сварочные трансформаторы с магнитным рассеянием (рис. 4.2).
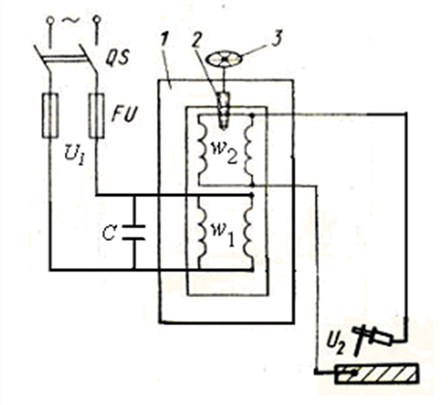
Рис. 4.2. Сварочный трансформатор с магнитным рассеянием:
1 – магнитопровод; 2 – регулирующий винт; 3 – рукоятка; Q– выключатель; FU – предохранитель; С – конденсатор; w1 – первичная обмотка; w2 – вторичная обмотка
В таких трансформаторах часть магнитного потока замыкается не только через магнитопровод 1, но и по воздуху. Сварочный ток регулируется перемещением вторичной обмотки w2относительно первичной w1. Перемещение осуществляется с помощью винта 2 и рукоятки 3. При сближении катушек магнитное рассеяние и индуктивное сопротивление уменьшаются, а сварочный ток увеличивается. При удалении катушек друг от друга сварочный ток уменьшается. Обмотки, как правило, изготавливаются из алюминиевого провода. Многие конструкции сварочных трансформаторов допускают параллельное и последовательное соединение катушек первичной и вторичной обмоток. Параллельное соединение катушек соответствует основному режиму работы. При последовательном соединении диапазон сварочных токов уменьшается.
При ручной сварке от сварочных трансформаторов применяются плавящиеся металлические электроды с покрытием. При нагреве электрод расплавляется и образует прочный сварной шов.
Однофазные сварочные трансформаторы применяются и для автоматической дуговой сварки под флюсом. Трансформаторы изготавливаются в однокорпусном исполнении с общей магнитной цепью трансформатора и регулятора-дросселя. Перемещение ярма дросселя осуществляется трехфазным асинхронным электродвигателем, управляемым дистанционно.
Трехфазные сварочные трансформаторы. Сварка трехфазной дугой повышает качество сварки, производительность сварки, экономится электроэнергия, снижается потребление реактивной мощности из сети, равномернее распределяется нагрузка между фазами. На рис. 4.3 показана схема трехфазного сварочного трансформатора. Трансформатор Т снабжен дросселем – регулятором сварочного тока. Дроссель имеет три обмотки, расположенных на разных стержнях магнитопровода 1 и 2. Две обмотки регулятора 3 и 4 расположены на одном стержне и включаются последовательно с электродами 7, обмотка 5 – на втором стержне и подключается к свариваемой конструкции 6. Регулирование тока осуществляется двумя путями – посредством изменения воздушного зазора перемещением подвижной части сердечника 1 и регулированием тока по фазе перемещением обмотки 5 относительно обмоток 3 и 4.
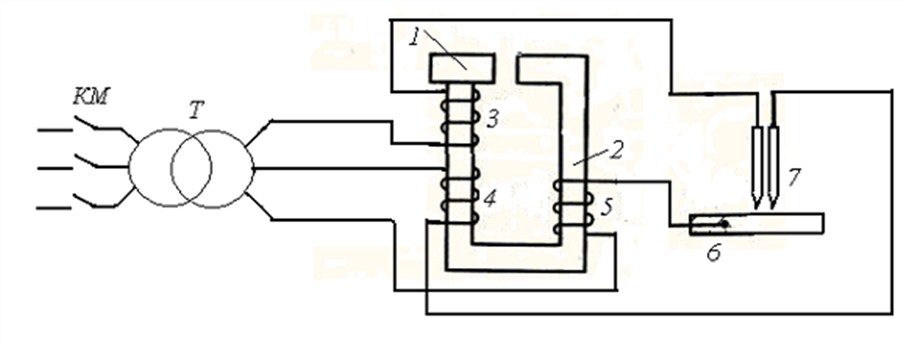
Рис. 4.3. Электрическая схема трехфазного сварочного трансформатора с регулятором сварочного тока: 1 – подвижная часть магнитопровода; 2 – магнитопровод; 3, 4, 5 – обмотки дросселя; 6 – свариваемая деталь; 7 – электроды; Т – трансформатор; КМ – контактор
При трехфазной сварке одновременно горят три дуги: две – между каждым из электродов 7и свариваемым изделием 6 и одна – между двумя электродами 7. При прекращении горения дуги автоматически отключается магнитный контактор КМ, который своими контактами отключает сварочный трансформатор Т от сети, снижая потребление реактивной мощности на холостом ходу. Для трехфазной сварки нужны спаренные электроды с общим покрытием.
Сварочные генераторы постоянного тока. С целью повышения качества сварного шва применяются сварочные генераторы постоянного тока. Сварочным генератором постоянного тока может быть укомплектован стационарный сварочный пост или передвижной сварочный агрегат. Сварочный генератор постоянного тока соединяется с приводным двигателем с помощью муфты или клиноременной передачи. В качестве двигателей могут применяться асинхронные электродвигатели, двигатели внутреннего сгорания.
На рис. 4.4 показаны конструктивная схема коллекторного сварочного генератора постоянного тока и схемы его возбуждения.
Сварочный генератор (рис. 4.4, а) состоит из неподвижного статора 1.
На статоре закреплены главные полюса 7 с намагничивающими обмотками 2. Внутри статора расположен цилиндрический ротор 4, набранный из стальных пластин. В пазах ротора укладывается обмотка 6, концы которой соединены с пластинами коллектора 3. Ротор приводится во вращение от приводного двигателя. Вращающийся ротор с обмоткой называют якорем. По обмотке подмагничивания протекает постоянный ток, создавая магнитный поток Фн. При вращении якоря в обмотке 6 наводится ЭДС. Сварочный ток снимается с коллектора щетками 5. На дополнительных полюсах 8 размещается последовательная обмотка wр, по которой идет ток нагрузки. На холостом ходу действует только намагничивающая обмотка. В генераторе с независимым возбуждением намагничивающая обмотка питается от постороннего источника (рис. 4.4, б). В генераторе с самовозбуждением она получает питание от обмотки якоря. Поскольку обмотка включена параллельно якорю, то она называется обмоткой параллельного возбуждения (рис. 4.4, в). Последовательная обмотка создает размагничивающий поток Фр, направленный против основного потока Фн, только в рабочем режиме.
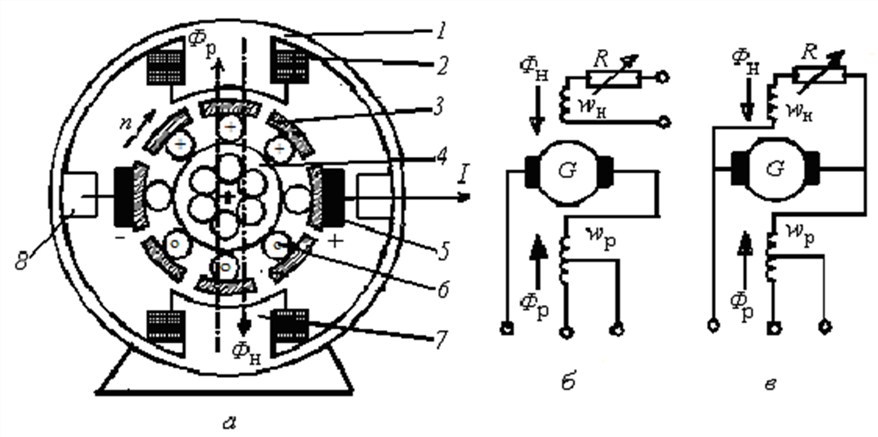
Рис. 4.4. Сварочный генератор постоянного тока: а – конструктивная схема; б – схема независимого возбуждения; в – схема параллельного возбуждения: 1 – статор; 2 – намагничивающая обмотка; 3 – коллекторная пластина; 4 – ротор; 5 – щетка; 6 – обмотка якоря; 7 – главный полюс; 8 – дополнительный полюс; Фн – намагничивающий поток; Фр – размагничивающий поток; wн – обмотка возбуждения намагничивающая; wр – обмотка размагничивающая
Регулирование сварочного тока осуществляется путем перемещения щеток по коллектору и реостатом R в цепи намагничивающей обмотки. Напряжение на выходе генератора поддерживается постоянным.
На рис. 4.5 приведена схема вентильного сварочного генератора. Он представляет собой комбинацию генератора переменного тока и выпрямительного блока.
Три рабочие обмотки ОЯ расположены на статоре со сдвигом на 120°, поэтому на выходе генератора получается трехфазное переменное напряжение. Это напряжение подается к выпрямительному блоку VD, собранному по трехфазной мостовой схеме.
Обмотка возбуждения ОВ генератора питается через выпрямители VD1 – VD3 от фазных обмоток переменного тока генератора. Плавное регулирование сварочного тока выполняют реостатом R в цепи обмотки возбуждения.
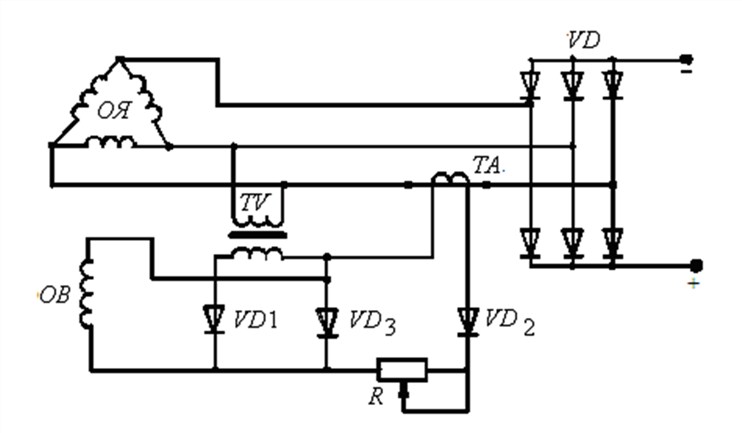
Рис. 4.5. Принципиальная электрическая схема вентильного сварочного генератора: ОЯ – обмотки якоря; ОВ – обмотка возбуждения; TV – трансформатор напряжения; TA – трансформатор тока; VD – выпрямительный блок; VD1 – VD3 – фазные выпрямители; R – реостат возбуждения
У вентильного генератора в отличие от коллекторного генератора нет скользящих контактов, поэтому он имеет более высокую надежность.
Сварочные выпрямители. Широкое применение получают сварочные выпрямители. На рис. 4.6 приведена схема сварочного выпрямителя.
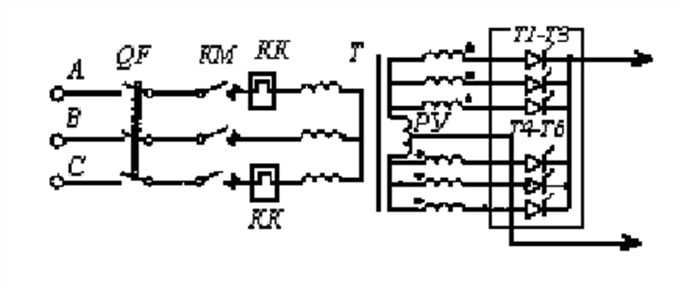
Рис. 4.6. Схема сварочного выпрямителя: QF– автоматический выключатель; КМ – контактор; КК – тепловое реле; Т – трансформатор; Т1-Т3, Т4-Т6 – тиристорный блок
Однопостовой сварочный выпрямитель типа ВДУ-504 обеспечивает разнообразные сварочные операции. Сварочный выпрямитель содержит трансформатор Т и тиристорный блок Т1-Т3, Т4-Т6. Тиристоры собираются по шестифазной схеме с уравнительным реактором РУ. Сварочный выпрямитель ВДУ-504 имеет номинальный сварочный ток 500 А при ПВном = 60%. Выпрямитель подключается к сети напряжением 380 В. Первичные обмотки трансформатора можно соединять в звезду или треугольник. Защита выпрямителя от КЗ осуществляется автоматическим выключателем QF. Включение выпрямителя в сеть осуществляется контактором КM с тепловой защитой KK от перегрузки.
Для охлаждения тиристоров служит вентилятор с приводным асинхронным двигателем.
Сварочный выпрямитель имеет импульсно-фазовое управление тиристорами, которое обеспечивает регулирование тока при сварке.
Сварочные установки ручной электросварки используются как на строительных площадках, полигонах, в мастерских предприятий строительного производства и цехах предприятий по производству и ремонту строительной техники.
Сварочные преобразователи. При автоматической и полуавтоматической дуговой электросварке в качестве источника питания применяется сварочный преобразователь. Сварочный преобразователь может быть однопостовым и многопостовым. Сварочный преобразователь имеет генератор постоянного тока со смешанным возбуждением. Обмотка параллельного возбуждения создает основной магнитный поток. Обмотка последовательного возбуждения создает магнитный поток одинакового направления с основным потоком. Это обеспечивает поддержание постоянного напряжения на зажимах генератора независимо от изменения нагрузки.
Установки автоматической и полуавтоматической сварки комплектуются автоматическими головками для сварки под флюсом. С их помощью производится сварка металлов электрической дугой под флюсом (под слоем сыпучих веществ специального химического состава). Применяются также головки для бездуговой электрошлаковой сварки. В этом случае сварка происходит за счет тепла, выделяющегося в расплавленном флюсе при прохождении через него сварочного тока. Автоматические головки осуществляют возбуждение дуги в начале сварки, подачу проволоки в зону сварки по мере ее плавления и перемещение дуги вдоль шва.
Ручная дуговая сварка
Ручная дуговая сварка – это быстрый и надежный способ неразъемного соединения металлических деталей. Сварка кузнечным способом была известна людям уже несколько тысячелетий назад, она отличалась большой трудоемкостью и требовала долгого обучения и накопления опыта. В начале XX века начала применяться электродуговая сварка, металл нагревался до температуры плавления с помощью электрической дуги. За столетие возможности электродуговой сварки существенно возросли, а удобство работы сварщика повысилось. Теперь этой технологией может овладеть любой домашний мастер.

Ручная дуговая сварка
Процедура выполнения дуговой сварки
Технология ручной дуговой сварки состоит из следующих основных операций
- Подготовка заготовок и оборудования. Свариваемые поверхности необходимо тщательно очистить от ржавчины, остатков старой краски и других жидких и твердых загрязнений. Очистку проводят механическим и химическим способом. Заготовки размещают на сварочном столе или на полу так, чтобы зазор между соединяемыми деталями был минимальным, и фиксируют струбцинами и другими приспособлениями. Один провод от сварочного аппарата присоединяют к детали, другой к держателю электрода.
- Розжиг дуги. Подают напряжение на электрод и подносят его к заготовкам, кратким касанием и отведением на 3 мм разжигают дугу. Ручная дуговая сварка началась.
- Выполнение шва. Держатель ведут вдоль линии сварочного соединения с постоянной скоростью, сохраняя расстояние до детали. По окончании операции напряжение отключают.
- Завершающие операции. Производится зачистка соединения от окалины и неровностей, крепления с деталей снимаются, и они предаются на дальнейшие операции.

Процесс дуговой сварки
В зависимости от особенностей изготавливаемой конструкции и соединяемых материалов, в технологию дуговой сварки могут включаться и другие операции, такие, как предварительный нагрев заготовок, подача защитного газа и другие. Но в любом случае ручная сварка требует от сварщика точного глазомера, хорошей координации движений и твердой руки.
Принцип действия
Тепло, достаточное для плавления кромок соединяемых заготовок, получают от электрической дуги. В зоне действия дуги образуется область жидкого расплава, в которой перемешивается металл обеих заготовок. При остывании они кристаллизуются и образуют единое целое, или сварочный шов. Эту область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной. Металлический электрод стержень покрывают специальным составом, или флюсом. При нагревании он расплавляется, выделяя инертный газ, образующий защитное облачко над рабочей зоной и препятствующий окислению расплава.

Схема ручной дуговой сварки
Для поддержания электродуги на держатель и на заготовки подают напряжение от источника.
Ручную дуговую сварку ведут как постоянным, так и переменным током. Для этого применяются специализированные или универсальные источники.
Ручная дуговая сварка цветных металлов и сплавов, отличающихся повышенной химической активностью в нагретом состоянии, проводится в атмосфере специально подаваемых в рабочую зону защитных газов.

Устройство сварочного выпрямителя
Ученые и изобретатели постоянно вносят усовершенствования и изобретают новые методы для такой важной в жизни людей технологии, как ручная дуговая сварка
Особенности ручной дуговой сварки
Главной особенностью технологии является создание неразъемного, прочного и долговечного соединения заготовок. Дуговая сварка — наверное, самая распространенная сегодня сборочная операция. Ее используют при производстве самых разнообразных изделий и конструкций, включая высоконагруженные узлы, сохраняющих прочность при статических, динамических и периодических нагрузках, в условиях экстремальных температур, агрессивных сред, высоких и низких давлений и радиационного облучения.
Для получения прочного и долговечного соединения ручная дуговая сварка требует устойчивого электроснабжения. Кроме того, сварочные работы нужно проводить в сухом помещении или во временных палатках, для защиты рабочей зоны от влаги и сильных порывов ветра
Классификация и способы
По типу применяемого электрода ручная дуговая сварка может быть:
По типу применяемого тока
- Постоянным.
- Переменным.
- Трехфазным.

Классификация дуговой сварки
По предварительной термической подготовке деталей
По степени автоматизации процесса различают
Существуют и другие виды, применяемые в особых условиях на производстве.
Преимущества ручной дуговой сварки
Основные преимущества технологии перед другими видами сварки заключаются в следующем:
- Работать можно в любом пространственном положении.
- Доступна работа в стесненных условиях.
- Возможно соединять различные металлы и сплавы.
- Простота использования и освоения.
- Мобильность.
Но, кроме очевидных достоинств, методу свойственны и недостатки:
- Вредные факторы, влияющие на здоровье сварщика.
- Зависимость качества от квалификации и опыта.
- Малая производительность.
Последний фактор не так важен при ограниченном объеме работ, типичном для домашней мастерской.
Используемые электроды
Все электроды подразделяются на две большие группы:

Плавкие применятся намного шире, они расходуются в процессе работы, а их металл включается в шовный материал. Флюсовый порошок, которым они обмазаны, сгорает в пламени электродуги. При этом выделяются химически малоактивные газы, образующие защитную атмосферу над сварочной ванной.
Неплавкие делается из тугоплавкого материала, в основном вольфрама, они не расходуется во время сварки и служит лишь для подведения тока к дуге. Защитную атмосферу в этом случае создают подачей газа через шланг или насыпая флюсовый порошок вдоль линии сварки.
Кроме того, они различаются по диаметру. Диаметр определяет как сварочный ток, который на него необходимо подать, так и максимальную толщину соединяемых деталей.
Источники питания
Для ручной электросварки применяют следующие разновидности источников тока:
- Трансформаторы. Уходящий в прошлое, громоздкий и очень тяжелый источник. Преобразует высокое напряжение питающей сети в пониженное, пропорционально увеличивая силу тока. Ручная дуговая сварка переменным током требует высокого мастерства сварщика, источник сильно зависит от стабильности параметров питающей электросети и вызывает в ней помехи и броски напряжения. Не рекомендуется для начального обучения.
- Выпрямители. Представляет собой тот же громоздкий сварочный трансформатор, дополненный выпрямительным блоком. Ручную дуговую сварку ведет постоянным током, но при этом сохраняет остальные недостатки трансформатора.
- Инверторы. Современный сварочный аппарат. В нем переменный ток из сети путем многократных преобразований превращается в постоянный ток, напряжение которого стабилизировано. Работа его не зависит от изменений напряжения в питающей сети, и сам он также не вызывает бросков напряжения. Отличается малым весом и габаритами, его легко переносить, а маломощные модели вообще можно носить на плечевом ремне. Это очень удобно при сварке протяженных конструкций, например, заборов. Оснащен электронными системами стабилизации параметров дуги и защиты от прилипания электрода. Идеально подходит как для начального обучения, так и для дальнейшей работы. Доступен по цене.
- Полуавтоматы. В качестве источника тока используется инвертор. В этом классе аппаратов используется сварочная проволока, подаваемая в рабочую зону специальным механизмом. Вместо флюсового напыления применяется прямая подача газа из баллона в рабочую зону. Многократно превосходит инвертор по производительности и по диапазону доступных для соединения металлов и сплавов. В несколько раз дороже инвертора равной мощности.
Сварочный полуавтомат Трансформатор для сварки
Для начального обучения и небольших объемов работ лучше выбрать инвертор, для сложных работ или больших объемов больше подойдет полуавтомат.
Положение электродов во время работы
От правильного положения и траектории движения электрода во время ручной дуговой сварки напрямую зависит как качество соединения, так и производительность работы сварщика
Наиболее распространены траектории, ориентированные вдоль оси электрода. Движение таким образом помогает поддерживать оптимальный дуговой зазор. Слишком короткая дуга вызывает перегрев рабочей зоны, разбрызгивание металла и прилипание электрода. Слишком длинная дуга может вызвать непровар, появление пор или угасание дуги.
Далее следует освоить равномерное движение вдоль линии соединения деталей. Если движение будет строго поступательным, получится ровный и тонкий шов, ширина которого может превышать диаметр электрода не более чем в полтора раза. Такую траекторию используют для сваривания листов и профилей малой толщины, при исполнении многослойных соединений.
Следующий тип траектории — к продольному движению добавляются короткие поперечные перемещения, напоминающие очень плотную строчку «зигзаг» на швейной машинке. Здесь также очень важно следить за тем, чтобы в крайнем положении каждого «стежка» не увеличивался дуговой зазор.
Надо выполнять движение змейкой всей кистью. Такой вид траектории позволяет добиться существенно большей ширины и глубины проплавки.
Ширина такого сварочного соединения может в три, а у опытного сварщика — и в пять раз превышать диаметр электрода.
Основы безопасности при работе
Ручная дуговая сварка является источником повышенной опасности. Основные факторы, вредящие здоровью сварщика и лиц, работающих рядом с ним, следующие:
- Высокая температура дуги и рабочей зоны, могущая вызвать ожоги.
- Разбрызгивание раскаленного металла и разлет частиц шлака при зачистке.
- Мощное ультрафиолетовое излучение, приводящее к заболеваниям кожи и глаз вплоть до слепоты.
- Высокое напряжение питающей сети.
- Вредные сварочные газы и пары металла, вдыхание которых приводит к отравлению и заболеваниям органов дыхания.
- Пожароопасность.

Электрододержатели и защитные приспособления
Исходя из этого, следует соблюдать следующие требования по безопасности
- Использовать индивидуальные средства защиты: маску со светофильтром, респиратор, краги сварщика и невоспламеняющуюся спецодежду и обувь.
- Обеспечить качественную вытяжную вентиляцию.
- Перед началом работы осмотреть оборудование на предмет отсутствия механических повреждений и нарушения изоляции.
- Надежно закрепить свариваемые заготовки инвентарными крепежными приспособлениями или специальной оснасткой.
- Не загромождать рабочую зону, следить за положением кабелей и шлангов.
- После окончания сварных работ выключить оборудование.
Выполнение этих требований позволит сохранить здоровье и сберечь материальные ценности.
Что влияет на качество и размеры сварного шва
Одна из важных характеристик, определяющих качество сварного соединения — это провар, определяемый как отношение ширины шва к его глубине в поперечном сечении.
На геометрические показатели влияют следующие факторы:
- Сила тока. Чем она больше, тем большей глубины проплава можно достигнуть. Глубина проплава зависит также от плотности свариваемого материала — чем плотнее металл, тем меньшей глубины удастся добиться при той же силе тока. Сила тока не оказывает существенного воздействия на ширину.
- Тип применяемого тока. При сварке постоянным током соединение получается более узким, а при использовании переменного тока той же интенсивности-более широким.
- Диаметр электрода также оказывает влияние на глубину и ширину шва. При большем больше диаметре электродуга получается мощнее, позволяя получить более широкий шов.
- Рабочее напряжение также влияет на параметры шва — при его повышении ширина шва увеличивается.

Схема сварки под флюсом
Флюс, сгорая в пламени дуги, выделяет защитные газы, а твердые остатки образуют шлак, также попадающий в сварочную ванну.
Химический состав шлака оказывает сильное влияние на качество.
- улучшает качество обработки стали;
- стабилизирует тепловой режим рабочей зоны и повышает скорость плавления;
- облегчает формирование сварного шва;
- повышает стабильность электродуги.
Существует способ ручной дуговой сварки, при котором используются цельнометаллические плавящиеся электроды, а флюс в виде порошка насыпается вдоль линии будущего шва. По мер прохождения сварочной ванны порошок плавится, а при остывании шлак отделяется от поверхности сваренного металла. Такой способ применяет на промышленных предприятиях в специальных случаях.
В целом автоматическая сварка дает намного лучшие, а главное, стабильные результаты качества работ, чем ручная дуговая. Причина этого заключается в том, что все параметры процесса, включая положение сварочной головки, угол ее наклона и расстояние до поверхности контролируются компьютером. К тому же автомат не утомляется, его внимание не рассеивается и он не подвержен влиянию вредных факторов рабочей зоны.
Как варить швы в разных положениях
Ручная дуговая сварка позволяет варить в самых разнообразных положениях. ДЛЯ каждого из них существуют свои технологические указания, направленные на обеспечение высокого качества работ.

Параметры режима ручной дуговой сварки
Нижнее положение
Сварщик находится сверху относительно рабочей зоны, заготовки расположены горизонтально. Это самое простое и самое распространенное положение. В нем необходимо следить лишь за полным проплавлением сечений и не допускать прожогов. Требуется надежно закрепить заготовки инвентарными крепежными средствами, а под них подложить специальные монтажные прокладки из меди.
Вертикальное положение
В этом положении начинает действовать такой осложняющий работу фактор, как земное притяжение. Под его воздействием расплавленный металл будет стремить покинуть сварочную ванну и стечь вниз. Работу рекомендуется вести в направлении снизу вверх, чтобы стекающие расплавленные капли попадали на сформированный шовный материал. Этот прием заметно снижает скорость работы, но позволяет сохранить качество. При выборе направления сверху вниз скорость повысится, но заметно упадет глубина проплава.

Сварка вертикальных швов
Потолочное положение
Это самое сложное положение, в котором приходится работать сварщику. Чтобы расплавленный металл не пролился вниз, требуется снизить вес сварочной ванны до такой степени, чтобы он удерживался силами поверхностного натяжения. Это достигается уменьшением скорости и периодической приостановкой работ для того, чтобы металл успевал схватываться.

Ручная дуговая сварка в потолочном положении
Умение работать в потолочном положении — признак высокой квалификации сварщика.
Электродуговая сварка
Сваривание на сегодня является самым широко применяемым способом создания неразъемных соединений металлов и их сплавов. Электродуговая сварка была изобретена во Франции в начале 20 века и используется в любом, самом дальнем уголке Земли.

Что собой представляет метод электродуговой сварки
Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.

Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
- аргон;
- углекислый;
- гелий и другие инертные газы.
Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.

Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
Характеристики электрической дуги
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Одна из важных характеристик дуги — перепад напряжения.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
Сварочная дуга Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Виды и методы электродуговой сварки
Применяемый вид электродуговой сварки определяется:
- свариваемыми материалами;
- толщиной заготовок;
- условиями сварки.
По степени автоматизации процесса дуговой сварки различают
- ручную электродуговую сварку;
- полуавтоматическую — вместо стержня используется сварочная проволока, которая подается в рабочую зону специальным механизмом, также автоматизирована подача защитных газов;
- автоматическую — Проводится в атмосфере защитных газов без участия человека.
Ручная электродуговая сварка Полуавтоматическая дуговая сварка Схема полуавтоматической сварки
По типу применяемого электрода оазличают сварку: плавящимся ( включая полуавтоматическую) инеплавящимся, используемым только в качестве проводника тока к зоне дуги.
Преимущества
Электродуговой метод обладает очевидными достоинствами:
- высокая мобильность;
- малое время подготовки ;
- низкая стоимость в расчете на килограмм шва;
- высокая производительность;
- способность работать от бытовой электросети (в случае применения сварочных инверторов);
- широкая доступность оборудования, сопутствующих и расходных материалов.
Недостатки
Как и у любого метода, у электродуговой сварки существуют и недостатки:
- для обеспечения стабильно высокого качества шва сварщику требуется приобрести значительный опыт;
- обмазка склонны к отсыреванию, это приводит к появлению дефектов;
- для сварки цветных металлов требуется применять специальные сварочные материалы, оборудование и методы.
- качество соединения зависит от внешних погодных условий.
Недостатки электродугового метода побуждают ученых и инженеров вести упорные работы по его совершенствованию, разработке новых сварочных материалов, оборудования и приемов работы.
Виды аппаратов и виды включений
Самый простой и дешевый вид сварочного источника — это мощный понижающий трансформатор. Данный вид аппаратов отличается большим весом и габаритами, вызывает броски напряжения в питающей электросети. Они морально устарели и используются только в самых глухих углах и в некоторых узкоспециальных применениях.
Современным типом оборудования для электродуговой сварки является инвертор. Его устройство во много раз сложнее, чем у трансформатора, зато он лишен его недостатков.
- обладает малым весом и габаритами;
- не влияет на питающую электросеть;
- обеспечивает стабильные параметры дуги;
- легок в освоении и использовании.
Инвертор выдает постоянный ток.

Следующей ступенью развития специального оборудования стал полуавтомат. Источник тока в нем инверторного типа. Полуавтомат ведет сварку сварочной проволокой, которая подается через горелку специальным механизмом. Вместо флюсовой обмазки также через горелку подаются защитные газы из баллона. Полуавтомат отличается высокой производительностью и стабильностью работы. Его дороговизна окупается при больших объемах работ.
Инвертор позволяет работать в разных режимах подключения- с прямой и обратной полярностью. Прямая полярность используется в большинстве случаев сварки большинства металлов и конструкционных сталей.
Для сварки металлов, отличающихся высокой химической активностью в нагретом состоянии, применяют обратную полярность. При этом сварку ведут с использованием порошковых флюсов и присадочной проволоки
Электроды и защитные газы
Электрод — один из главных участников процесса. От его правильного подбора во многом зависит качество соединения.
Плавящийся электрод не только подает ток в зону дуги. Плавясь, он понемногу стекает в сварочную ванну, его металл входит в состав материала шва.
Флюсовая обмазка, сгорая в огне электродуги, выделяет защитные газы. Их облачко скапливается над сварочной ванной, вытесняя кислород и азот, содержащиеся в воздухе. Твердые остатки сгорания флюса образуют на поверхности шва корочку шлака, которую после остывания удаляют механическим способом.

При сварке неплавящимся стержнем в зону дуги требуется вводить присадочную проволоку.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.

Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Требования госстандартов
Типы сварных соединений, спецификации сварочных материалов, методики проведения электродуговыхработ регламентируются ГОСТами России и соответствующими их международными стандартами. Этим нормам надо следовать для обеспечения качественной, производительной и безопасной работы. Самые употребительные из них — это:
- ГОСТ 5264-80 описывает виды и способы выполнения сварочных швов ;
- ГОСТ 14771-76 регламентирует использование защитных газов при сварочных работах;
- ГОСТ 26291-79 посвящен типам электродов и соответствующих им режимов сварки.
По мере освоения профессии, роста квалификации и сложности работ сварщик все чаще обращается к государственным стандартам.
Читайте также: