Схема сварки кольцевых швов
Обновлено: 02.05.2024
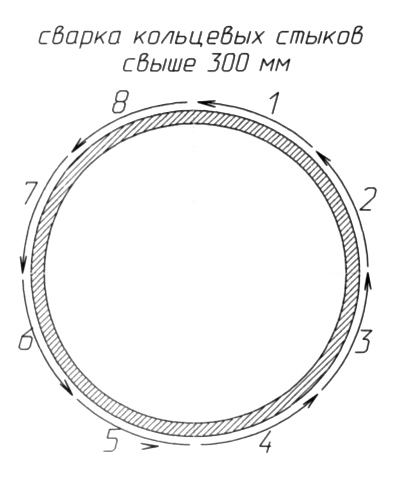
Сваривание неровных поверхностей проводиться несколькими способами. Все они предопределяются исходя из того, какой размер свариваемого участка, какая форма предмета, над которым проводиться сварка. Например, сваривание кольцевых стыков, то есть, грубо говоря, сваривание труб, диаметр которых превышает 300 мм, проводиться с помощью обратно-ступенчатого способа (см. рис. 1).
Рис. 1 Сваривание кольцевых стыков более 300 мм
Суть многослойной же сварки, которая также используется при сварке кольцевых швов, заключается в перекрытии начала и конца смежных слоев, величина которых должна составлять порядка 20-25 мм. Также, после наложения каждого такого последующего слоя, необходимо изменять направление сварочного шва на противоположное. Таким образом, многослойная сварка в этом плане более практична и надежная, нежели обратно-ступенчатая.
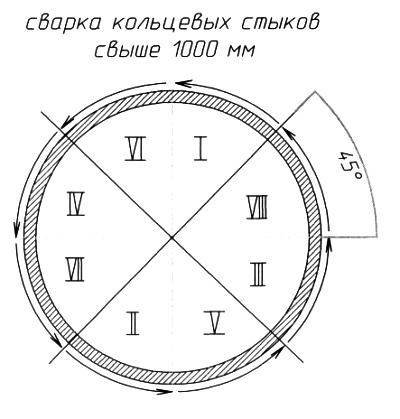
Трубы, диаметр которых превышает 1000 мм, рекомендуется сваривать с некоторыми особенностями. В частности, необходимо разбить сварочные швы на несколько участков. То есть, для сваривания трубы такого диаметра, заготовка условно делиться на 4 части, в каждой из которых образовывается еще по два участка для сваривания. В итоге, получается 8 равнозначных точек сваривания, которые нумеруются методом «крест-накрест». Кроме того, выполнять сварку целесообразнее и лучше двумя сварщиками в одно время.
Рис. 2 Сваривание кольцевых швов свыше 1000 мм
При сваривании кольцевых швов также можно воспользоваться различными электродами. Например, используя газозащитные электроды, сварка швов должна выполняться по направлению сверху вниз, не осуществляя каких либо колебательных движений. В этом случае необходимо опираться одним концом электрода о кромку свариваемых труб. Также следует знать, что сварка выполняется при помощи постоянного тока обратной или прямой полярности. При этом, используется напряжение холостого хода, которое должно быть не менее 75 В. Следует учесть и величину сварочного тока, которая должна отличаться в зависимости от диаметра электрода. Так, с диаметром электрода 3,25 мм необходимо чтобы сварочный ток был в пределах 100-110 А. Сваривая, кольцевые швы электродами, диаметр которых 4 мм, величина тока должна составлять 120-160 А при условии, что сварка выполняется в нижем или же полувертикальном положении. В остальных положениях, величина тока должна колебаться в пределах 100-140 А.
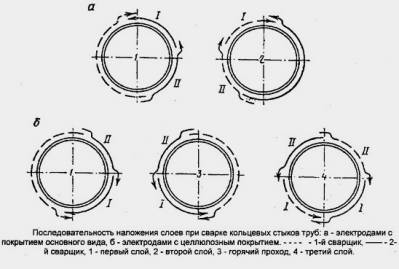
Рис. 3 Наложение слоев при сварке
Кроме всего прочего, необходимо придерживаться и определенной скорости сваривания. В среднем, эта скорость должна быть равна 15-22 м/ч. Таким образом, выдерживается невысокая скорость и отличное качество сваривания. Помимо скорости, необходимо соблюдать правильный угол наклона электрода. В целом, этот угол может изменяться в пределах 40-90°, при котором он сохраняет за собой небольшое технологическое окно, сквозь которое можно наблюдать за оплавлением кромок заготовок.
Рис.4 Порядок выполнения многослойного шва
Дабы снизить уровень остаточного напряжения в сварном соединении, необходимо разбить периметр неповоротного стыка на несколько симметричных участков, после чего можно будет выполнять многослойную сварку или любую другую из предложенных. Сваривание труб небольшого диаметра (как правило, до 540 мм) как правило, выполняется при помощи поворотов и смещения стыков на 90 или же 180°. Так, труба разбивается на 4 участка, после чего заваривается лишь два, труба переворачивается на 90°, и завариваются оставшиеся два участка. В других случаях, поворот происходит на 180°, но труба разбивается уже на 8 равнозначных участков.
Рис. 5 Сваривание под углом 90 °
Рис. 6 Сваривание под углом 180 °
Таким образом, сварка кольцевых швов и трубопровода выполняется различными методами, суть которых заключается в обеспечении надежного, качественного сварного соединения, без выполнения оплошностей или брака.
Виды сварных соединений и швов
Нередко причиной брака у начинающих сварщиков становится неправильно выбранные сварные соединения. Что неудивительно, так как со дня проведения первой сварки было разработано больше сотни разновидностей. В них несложно разобраться, поскольку сварные швы и соединения объединены в несколько групп по технике выполнения, положению деталей и другим признакам.

Что такое сварочное соединение
Новички ошибочно полагают, что понятия сварной шов и соединение равноценны. На самом деле шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры. К ним относят:
- Один или несколько швов, которые образуются при плавлении только основного или с добавлением присадочного металла.
- Зону сплавления, расположенную между сварным швом и основным металлом деталей. Она не нагревается до температуры плавления, но может насыщаться элементами, которые вводят в сварочную ванну электродами или флюсом. Поэтому по составу отличается от основного металла.
- Зону термического воздействия. Это полоса, примыкающая к зоне сплавления, где под действием температуры изменились свойства металла.

Схема сварного соединения: 1 — сварной шов; 2 — зона сплавления; 3 — зона термического влияния; 4 — основной металл
Важно не путать два абсолютно разных понятия — сварочный шов и сварное соединение!
Сварочный шов ― это место стыковки двух заготовок расплавленным металлом с последующим охлаждением. Сварное соединение ― это три участка, которые подверглись действию высокой температуры.
Виды сварных соединений
В зависимости от того как расположены заготовки между собой к основным видам сварочных соединений относят:
- стыковые;
- угловые;
- нахлесточные;
- тавровые;
- торцевые.

Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.

Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.

Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла.

Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».

Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30⁰. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Выбор сварного соединения зависит от расположения заготовок относительно друга друга.
Классификация сварных швов
Даже в одном типе соединения сварочные швы могут отличаться по конфигурации, протяженности, технологии и т. д. Поэтому в нормативных документах они сгруппированы по параметрам.
По положению в пространстве
По пространственному положению сварные швы могут быть:
- Нижними, когда стык находится внизу относительно сварщика. Расплавленный металл не вытекает из сварочной ванны, а шлак и газы беспрепятственно поднимаются на поверхность. При сварке электрод или пламя горелки ведут вдоль стыка с небольшими поперечными движениями.
- Горизонтальными, если сваривают вертикально установленные детали справа налево или наоборот. Для предотвращения стекания металла нижнюю заготовку смещают на 1 мм, чтобы получился уступ. После завершения работы разница будет незаметна. Важно не ошибиться со скоростью сварки, поскольку при медленном перемещении дуги или пламени горелки появятся потеки, а при быстром ― непровары.
- Вертикальными, когда вертикально установленные детали соединяют сверху вниз или в обратном направлении. Для удержания расплава в сварочной ванне сварку ведут снизу вверх прерывистой дугой на малом токе.
- Потолочными, если стык расположен над головой мастера. Расплавленный металл удерживается поверхностным натяжением.

По конфигурации
В эту группу занесены три вида сварочных швов, которые зависят от формы стыков. Они бывают прямолинейными, криволинейными, кольцевыми (спиральными). Конфигурация швов не зависит от пространственного положения заготовок.

По степени выпуклости
По форме поперечного сечения сварные швы квалифицируют как:
- Выпуклые (усиленные). Используют для сборки узлов эксплуатируемых с большой статической нагрузкой.
- Вогнутые (ослабленные). Используют при сварке тонкого металла.
- Нормальные (плоские). Хорошо противостоят динамическим и разнонаправленным воздействиям.
- Специальные в виде неравнобедренных треугольников применяют в угловых и тавровых соединениях, на которые действуют переменные нагрузки.

По протяженности
В эту классификацию входят сплошные и прерывистые сварные швы, которые выполняют отрезками по 10 — 30 см, но учитывается суммарная протяженность соединения. По расположению отрезков сварки прерывистые типы называют:
- цепными одно или двухсторонними, если разрывы равномерно расположены по обе стороны заготовки;
- шахматными двухсторонними, когда отрезки сварки на одной стороне сдвинуты относительно участков на другой;
- точечными при контактной сварке.

В зависимости от длины сварные швы относят к трем категориям:
- короткие ― до 25 см;
- средние ― 25 — 100 см;
- длинные ― больше 1 м.
По количеству проходов
Независимо от типа сварочные швы выполняют одним или несколькими проходами. Выбор варианта определяется толщиной металла и необходимой прочностью. При каждом проходе наплавляется один валик. Если их расположить на одном уровне образуется слой сварного шва.
Детали толщиной до 5 мм соединяют однопроходными швами. Угловые соединения из заготовок со стенками 6 — 8 мм сваривают одним слоем, а стыковые двумя. Многослойные швы используют при работе с толстостенными элементами и для предотвращения термических деформаций.

Типы сварных швов по количеству проходов: а) однослойный, однопроходной; б) многослойный; в) многопроходной
По направлению действующего усилия и вектору действия внешних сил
По этим критериям соединения и швы подразделяются на 4 вида:
- продольный (фланговый) ― усилие параллельно стыку;
- поперечный (лобовой) ― вектор направлен под углом 90⁰;
- комбинированный ― сочетает признаки предыдущих;
- косой ― направление усилия меньше 90⁰.

По виду сварки
Классификацию по этому критерию проводят по типу сварочного аппарата, который создает условия для выполнения сварки. Из длинного списка технологий можно выделить основные виды;
- ручная электродуговая;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
Чтобы шов был качественным, необходимо соблюдать технологию подготовки металла и выполнения сварки.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Что влияет на качество сварного соединения
Качество соединения сваркой зависит не только от соблюдения технологии, но и от подготовки деталей. Даже форма кромок влияет на качество соединения. Независимо от вида соединения подготовку проводят в следующем порядке:
- зону шириной не меньше 20 мм от линии стыка очищают от грязи и коррозии;
- на кромках, если толщина металла больше 3 мм, снимают фаски, оставляя притупление;
- устанавливают зазор между деталями.
Зависимость угла разделки, величины притупления и зазора от толщины металла показана в таблице:

Знание основных видов соединений и принципов их применения поможет правильно выбирать сварочный шов нужного типа для каждого конкретного случая. Для повышения квалификации полезно следить за технологическими новостями, чтобы не пропустить появление новых сплавов и методов сварки.
Технологические схемы сварки кольцевых швов

При сварке кольцевых стыков диаметром свыше 300 мм сварку ведут обратно-ступенчатым способом согласно рис. 1.
При многослойной сварке, перекрытие начала и конца смежного слоя должно составлять 20-25 мм. При наложении каждого последующего слоя, направление сварки менять на обратное.
При диаметре кольцевого сварного стыка более 1000 мм, рекомендуется разбивка сварного шва на участки 4, 8 и т.д. рис. 2.
Последовательность сварки участков сварного шва 1-2, 3-4, Сварку на каждом участке выполнять обратно-ступенчятым способом. Целесообразно выполнять сварку двумя сварщиками одновременно.
При использовании электродов газозащитного типа сварку корня шва выполняют сверху вниз без колебательных движений, опираясь концом электрода на кромки свариваемых труб. Сварку выполняют постоянным током обратной или прямой полярности при напряжении холостого хода источника питания не менее 75В. Значения сварочного тока при сварке электродами диаметром 3,25 мм не должны превышать 100-110А; при сварке электродами диаметром 4 мм в нижнем и полувертикальном положении 120-160А, в остальных положениях 100-140А.
Скорость сварки следует поддерживать в диапазоне 16-22 м/ч. Изменяя в процессе сварки угол наклона электрода от 40 до 90°, сварщик сохраняет образующееся при сквозном проплавлении кромок технологическое окно, через которое он наблюдает за оплавлением кромок.
Для снижения уровня остаточных сварочных напряжений в сварном соединении периметр неповоротного стыка разбивается на симметричные, диаметрально противоположные участки и многослойная сварка выполняется в последовательности, приведенной на (рис. 4). Больший эффект снижения сварочных напряжений и деформации дает применение обратноступенчатого метода сварки и одновременное заполнение разделки двумя или четырьмя сварщиками.
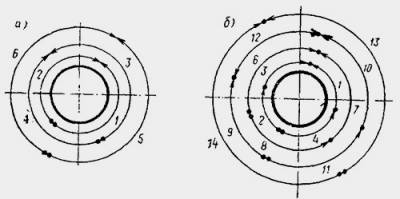
Рис.4 . Рекомендуемый порядок выполнения многослойного шва при сварке электродами с основным покрытием: а - Ду < 200 мм, б - Ду 300 мм.
При сварке трубопроводов небольшого диаметра (до 530 мм) с целью уменьшения объема монтажных работ в траншее часто практикуется укрупнение в секции труб сваркой с поворотом стыков на 90 или 180°. Трубу делят по окружности на четыре примерно одинаковых по длине участка. Заварив участки 1 и 2 стык поворачивают на 90° для сварки участков 3 и 4 (рис. 5). Затем, выполняя очередной поворот на 90°, производят последовательносварку участков 5 и 6, 7 и 8.
В другом случае, после сварки участков 1 и 2 (рис. 6) выполняют поворот стыкуемых труб на 180° для сварки участков 3 и 4. Затем поворот на 90° и 180° для сварки участков 5 и 6, 7 и 8 соответственно.
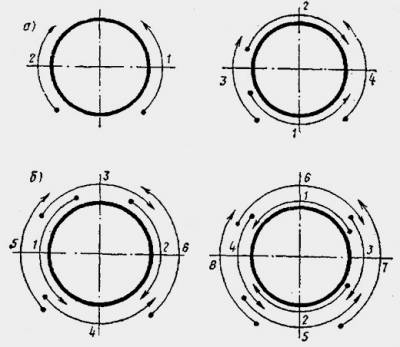
Рис.5 . Сварка с поворотом труб на 90°: а - первого слоя, б - второго, 1. 8 - последовательность выполнения участков слоя.
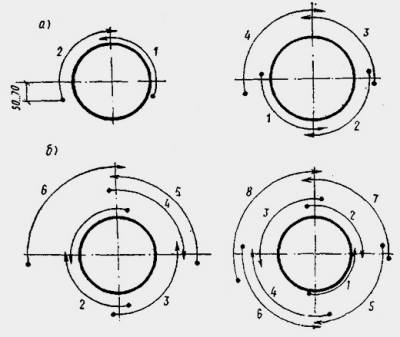
Рис.6 . Сварка с поворотом труб на 180°: а - первого слоя, б - второго, 1. 8 - последовательность выполнения участков слоя.
Схема сварки кольцевых швов

Сварка кольцевых швов

Сваривание неровных поверхностей проводится несколькими способами. Все они предопределяются исходя из того, какой размер свариваемого участка, какая форма предмета, над которым проводится сварка.

Рис. 1 Сваривание кольцевых стыков более 300 мм
Например, сваривание кольцевых стыков, то есть, грубо говоря, сваривание труб, диаметр которых превышает 300 мм, проводиться с помощью обратно-ступенчатого способа (см. рис. 1).

Рис. 2 Сваривание кольцевых швов свыше 1000 мм

Рис. 3 Наложение слоев при сварке

Рис.4 Порядок выполнения многослойного шва

Рис. 5 Сваривание под углом 90°

Рис. 6 Сваривание под углом 180°
Читайте также: